Учусь
-
Постов
1 234 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Учусь
-
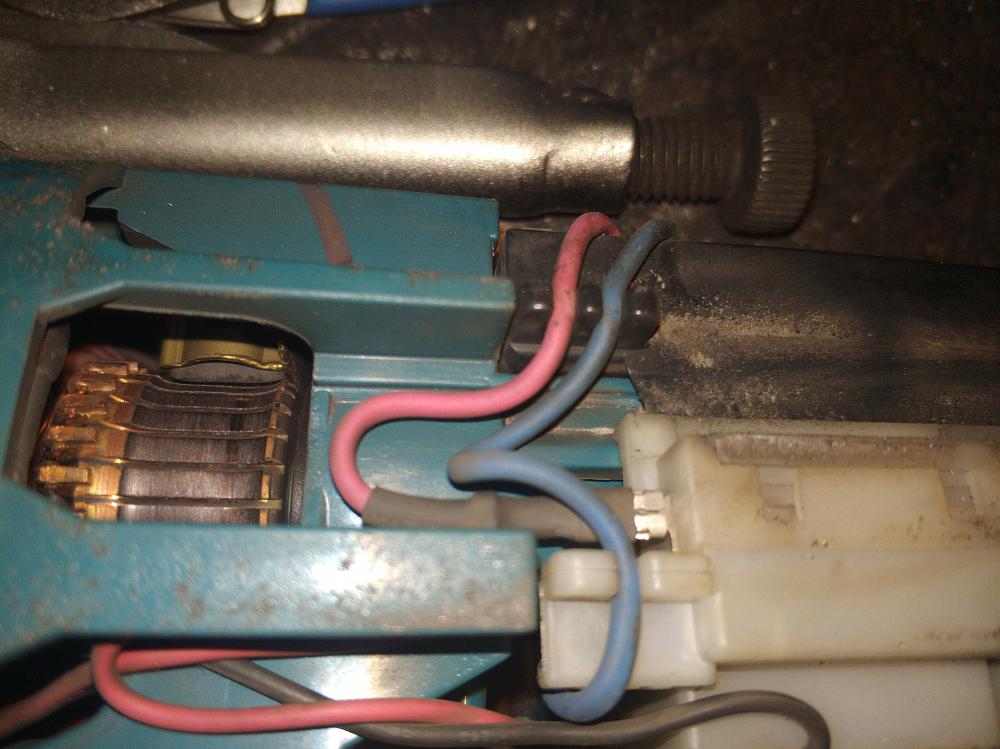
Вот макита румынской сборки. В работе около года. Вторая замена щёток. После первой износ ламелей был меньше в половину, но всё равно значительный. Возможно с завода не те щётки установили, были 308, я и поменял на 308, а в расходке написано нужны 318, раньше даже не смотрел. Вот, думается, последний раз сменить щётки и выравнивать ламели, а ротор попутно новый заказать. И ещё она "пыхать" до первой замены начала, лень в магаз было идти по гарантии менять. Причём есть вторая макита, простенькая на 1квт, без регулятора оборотов, работает не меньше, а щётки ещё не разу не менял, да и вообще ей года как 4.

-
Да, колдарк очень короткая дуга и это тоже замечательная функция. Я скорее не правильно истрактовал. Есть у евм ещё вот такая фича - forcearc puls, глубокий провар узкой струей в добавок с не сильно большими тепловложениями.
-
@Вад11, У авроры единственное, что можно подогнать к моим хотелкам это AuroraPRO SKYWAY 350 DUAL PULSE, не дорого но, хотелось бы что-то типа евм феникс.
-
А мне подскажите в какую сторону смотреть, хочу начать копить на ПА, желаемые параметры 400А/40В (а нужны ли 400А или может хватит 320-350?, в теории возможна сварка стали до 16мм, ну там и 250А аппараты, вроде, работают), возможность сварки алюминия, порошком, импульсные режимы (интересна технология колдарк). Морально, до 300т.р, вторичный рынок буду периодически мониторить.
-
Я вот в раздумьях, лететь или нет. Игорь ака @BelaZZ, посетить собираетесь?
-
@Isperyanc, А не знаю, это как вам удобней, или это сарказм Просто даже судя по звуку, как раз режимы что выше вашего последнего оптимальны, но там то ли где-то у вас волна большая металла появляется ( в результате не правильных действий) и дуга захлёбываться начинает или может контакт плохой где или другие проблемы (что ведёт собственно к сей проблеме).
-
@Isperyanc, В последнем варианте шов выглядит симпотишней, но столько брызг, капли крупные, дуга длинная, напряжение завышено. В остальных случаях капли значительно меньше и брызг почти нет, следовательно режим подобран более оптимально. Всё индивидуально, скорость сварки, да и положение горелки играет роль. Видео бы самой сварки и можно точнее подсказать.
-
@Isperyanc, для углекислоты +2в, примерно, не забывайте.
-
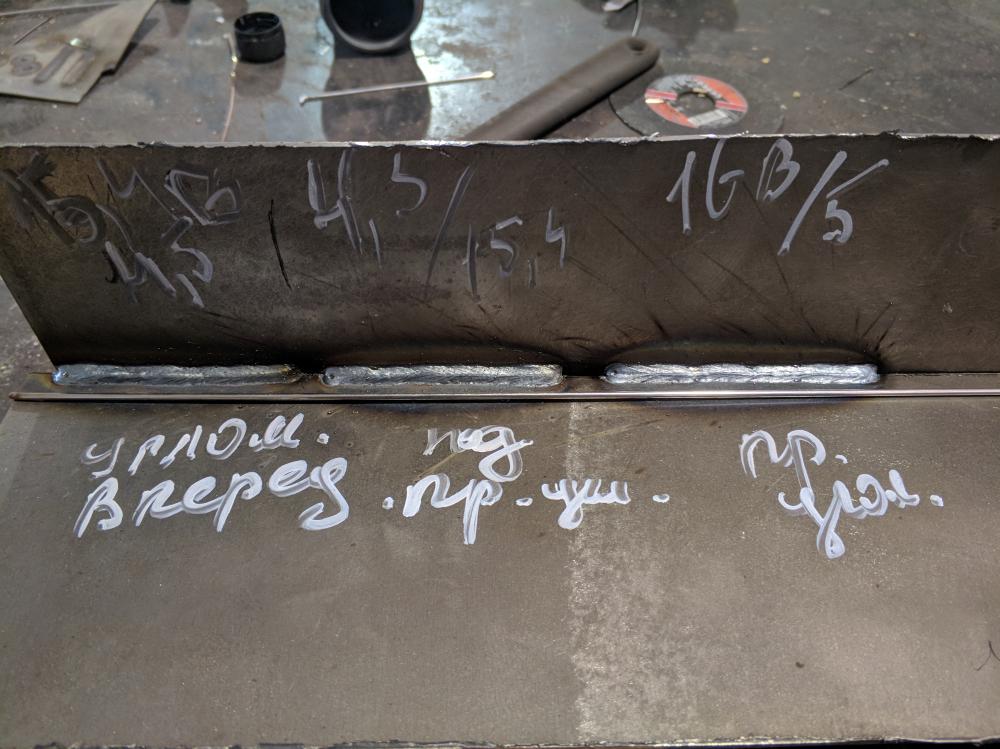
@Isperyanc, Итак, вот на скорую руку прошел. Углекислоту, спросил, сравнить, но мужики её всю извели, а тащить баллон от других соседей мне лень. Режимы видны, мне понравился последний - 17в/6м (имхо, проволока вышла на нормальный для себя режим), дальше продолжать эксперимент я не стал. Если практические вопросы появятся, до 4мск я потусуюсь на работе и если что мб что-нить придумаю. Присадок 2мм для масштаба.
-
@saper24, Гарри Потер и тайная комната отдыхают
-
@Isperyanc, 1,5? Тогда ошибся, я где-то там 4мм прочитал, точнее на фотке посмотрел на катет шва и думал листы толстые, сорян Проволоку 0,8 попробуйте лучше, ванна горячее будет и растекаемость получше станет. Для 1,5мм, 1мм проволокой, 4м/м на тавре норм, на вскидку, для углекислоты что-то в районе 17,5в должно быть на дуге. Завтра я у себя могу режим настроить, если надо, вроде есть такое в наличии, но у меня смесь. В общем чукча между строк прочитал, ещё раз прошу извинить, за то что в заблуждение ввел.
-
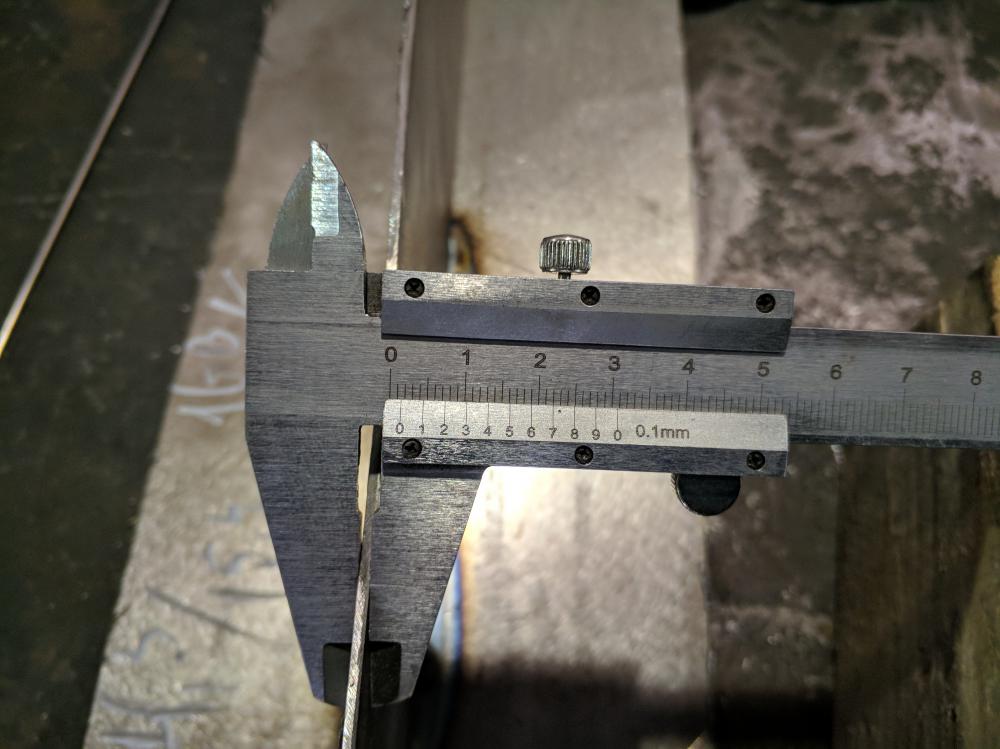
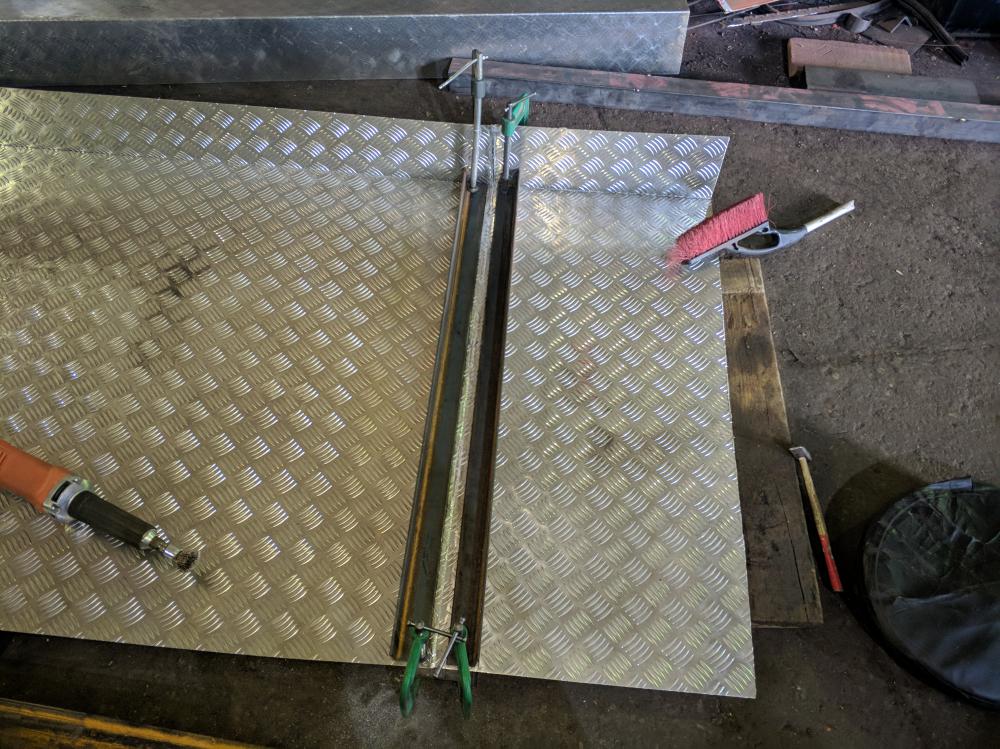
В общем в очередной раз убедился что сваривать квинтет, по крайней мере относительно тонкий, это такое себе удовольствие. И ни подкладки ни обратноступенчатый способ, ни стежки по 5см, здесь не помогут избежать деформации, точнее пузырей. А почему, мне кажется просто материал штампованный и сам этот рисунок несёт в себе уже достаточно много напряжений. Лист изгибался даже когда я его резал болгаркой, а точки в 3кв.мм с интервалом в 5см, в качестве прихваток, стягивали зазор в 1,6мм просто в 0. Возможно стоило сначала сварить два листа, потом прокатать всё на вальцах, а потом уже гнуть. Ну и естественно полуметровый кусок на 3м длине, вообще не к месту. Ещё благодаря подкладкам, а мб и в принципе, листы остывали довольно быстро, и к свежесваренному шву можно было прикасаться голыми руками ещё до окончания продувки. Вот так вот всё собиралось и сваривалось, мб на фотке и не заметно, но пузырь там значительный. Между делом принесли проф трубу и она после сварки осталась в плоскости: Такие дела
- 3 331 ответ
-
- 8
-

-
- технологии
- TIG
- (и ещё 1 )
-
Увеличьте подачу до 7-8м, а то и больше. И соответственно напряжение под это дело и всё норм будет.
-
@круазик, Завтра сварка и всё решится Но есть нюанс, не смогли погнуть 3м лист, отрубили 2,5 и 0,5 теперь ещё их стыковать, но тут уже как получится. Плюсом пришлось под геометрию холодильника всё подгонять болгаркой, да там во время реза абразивом всё плывёт, день обещает быть интересным.
- 3 331 ответ
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
1)Держать постоянно проволоку в сварочной ванне. 2)Перейти на импульсный режим, что не много облегчит задачу, но пункт 1 всё равно надо учитывать. 3)В идеале задуть формирующим газом.
-
@selco, Валерий отличная идея, опыт, ничего не скажешь. Ко мне как то принесли от гибочного профиль алюминиевый, заварить кучу трещин (там труба с кучей рёбер жёсткости внутри), вот тогда я к швеллеру его притянул и дал остыть, всё было гуд, а сейчас не подумал даже, видать соображаю только когда надо быстро решения принимать, в других случаях, похоже, мозг либо ленится, либо находится в спящем режиме @Вад11, Вадим, я просто не знаю таких нюансов. Квинтет АМГ2н2, поэтому и 5356(из того что есть, содержащего менее 5% магния),. А что значит сокращение Ад-ешка?
- 3 331 ответ
-
- 3
-
-
- технологии
- TIG
- (и ещё 1 )
-
@Кустарь, вот такая штука. То же считаю что хлипковато, ну если к полу его притянут с шагом в 300, то норм будет, вопрос можно ли. Задача сварить с минимумом поводок, герметично, с этим у меня проблем не бывает,(герметичностью), тьфу..тьфу и желательно красиво, ну это уже личное требование к себе. Я бы сказал, что нахожусь в субподряде, поэтому делаю из того что дают.
- 3 331 ответ
-
- 2
-
-
- технологии
- TIG
- (и ещё 1 )
-
@Кустарь, 2мм вроде обещают привезти, ну по факту он 1,6 и получится (минус высота квинтета). Выше я примерно описал как рассуждаю. @mikinalexei, С двух сторон уже готовая будет, загнут на гибочнике. Я сначала всё на прихватки соберу, только потом обваривать буду.
-
@Георгий 11, На месте не дают, переживают за резиновое покрытие, машина новая. Крепить буду не я. Моя задача сделать короб, так чтобы поводок поменьше было. Отбортовку только по длине приваривать, по бокам хватит ширины листа, листы 1200*3000, жалко чутка не хватает
-
Доброго времени суток. Просят меня сделать что-то типа короба из алюминия на пол в холодильника газели. Задача банальна: приварить два листа в стык и отбортовку по периметру. Листы - квинтете 1,6. Мне бы хотелось всё сделать без поводок, как этого добиться? Мои разумения: 1) Присадок: 1,6 - 5356. 2) Картинка Размер пола 3*2м, отбортовка в высотку 100мм 3)Опыт, но его по сварке алюмишки практически нет.
-
Я тут плазменный телек одному такому в работу принёс, объяснил даже что на мой взгляд сломано и почему. Он же в свою очередь сказал что сделает. Надиогнастировал там - проц сгорел (я говорил что уходит он в защиту по 12в), я справшиваю уверен, меняем плату и всё заработает (естественно я ему денег на плату дать должен, там чёт вроде суммарно в районе 5к, телек за 20-ть покупался, но это блин плазма 2012г., которую я оживлял уже 2 раза.)? Он не ответил мне утвердительно, ты же мастер блин, телемастер как минимум с 10-и летним опытом...Ещё с меня за это хотел взять 500р, или уже дать мне за плазму 500, да я её лучше выкину. Нашел я этого мастера на форуме по ремонту, только у него 2 поста там с вопросами о ремонте, которые посчитали вопросами дилетанта и отправили в мусорку и ещё 500 сообщений с продажами запчастей к телекам. Я тоже так смогу "ремонтировать", заменяя сломанные блоки, а наживаться на людях, вот так, вообще считаю аморальным. Бери под реализацию и дели в половину, шкура. Послал я его и отдал телек в деревню, где его прибили к сараю Морали нет
- 3 331 ответ
-
- 2
-
-
- технологии
- TIG
- (и ещё 1 )
-
@ЛехаКолыма, То у Евгения частный случай. И все его видео я смотрю с удовольствием, опять же я ему очень благодарен, он мне в своё время многое подсказал по средствам личной переписки. Во первых там полуторка или 1мм, не помню, во вторых с другой стороны не трогают шов, с третьих короб не большой, а у меня в среднем 1,5м дуга (пространство не замкнутое, это не бак и не обечайка, а тазик . 9-ть разновидностей изделий. Прихватывать их в таком случае надо будет с зазором, тиг уже не подойдёт, смотрим в сторону ПА (для прихваток+потом надо прихватки подчищать), короб снаружи городить не вариант, ибо туда и так надо много заполнять, а с зазором ещё больше. Значит городить короб изнутри, а в идеале не короб, а пластину + механизм который сможет её дотянуть (прижать) до необходимого радиуса, сколько блин времени на это всё уйдёт. Не целесообразно. В других случаях, если не будет возможности сделать поддув или проварить изнутри лучше взять покрытый электрод или присадок с флюсом(правда он дико дорогой, ну тут уже клиент будет платить или нет, выслушав за и против). Опять же, Алексей, я не говорю что поддув не нужен или что не нужна доп подготовка, всегда есть необходимое достаточное, а всё остальное это за личный счёт, который измеряется не только денежным выражением, а самое главное личным временем, к сожалению которое, пока ещё, лимитировано.
-
А я хочу сказать спасибо. Люди столько здоровья оставляют и каждый день рискуют в шахтах. Опять же этот нелёгкий, но необходимый труд, в материальном плане сильно недооценён.
-
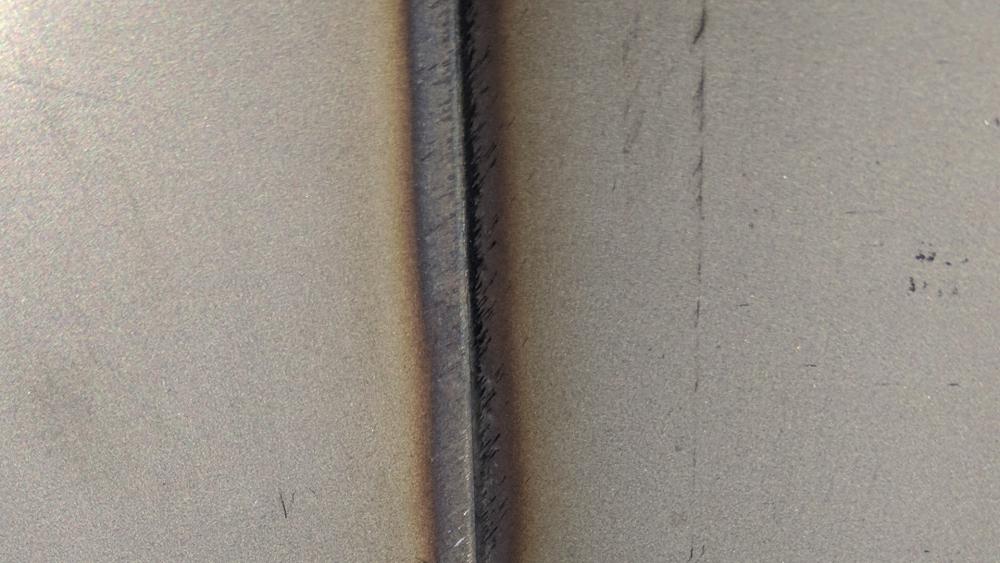
@ЛехаКолыма, Ещё кислотой/шлифовкой вся побежалость уберётся. По странному стечению обстоятельств, даже когда я был совсем не опытным и сваривал как-то так: (это полтора года назад. 4 месяца моей сварочной карьеры и нескольких десятков метров практики тига и вообще эта тема мной скоро поднимется), ничего не ржавело. Теперь ежели следы ржи и проявляются, на не обработанном изделии, то только в околошовной зоне или где-нить на царапине листа. А про ответственные изделия это понятно, но я с двух сторон свариваю и, даже, щёлочь, после обработки химией, шов не возьмёт точно, сварено 316) Да нужно то нужно. Не удобно/не целесообразно, не было бы возможности проварить изнутри тогда да, а тут 10-15 минут на шов. Подготовки в разы дольше, на скорость повлияет сильно отрицательно.
-
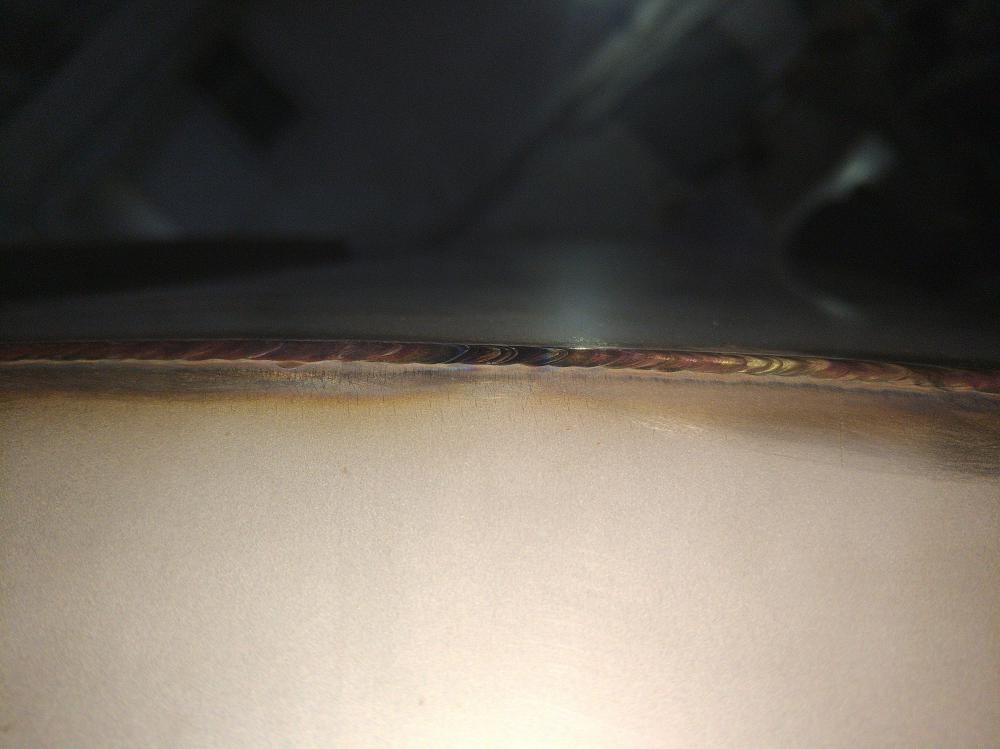
Итак. Хотелось бы услышать ваше мнение по поводу таких швов. После 2-ой нержи, с троешной работать очень приятно Итак, нержа 3мм, ток сварки наружки 100А, присадок 1,2мм, постоянно в ванне: Местами не большие зазоры, но они не мешают, в процессе всё стягивается. Швы (не стараюсь делать их светлыми ибо потом всё равно станут фиолетовыми): Внутрянка после сварки: Швы внутри(по тому что на картинке выше), ток сварки 115А, присадок 1,2, периодически подаю: