Учусь
-
Постов
1 234 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Учусь
-
И там ампер 120-130 получится на 0,8, что с этим сделаешь? Вот внешний угол на тройке варить будет самое оно, а там тавровые, я так понимаю, соединения.
-
Лаба у них сейчас достраивается и в декабре грядёт большой переезд в централизованный офис. Там в вашей не резиновой будет, в гости к ним заедьте и привет передайте. Могу телефон Димкин скинуть
-
@Сергей Витищенко, понимаете тут дело в чём. На текущий момент нет тренажера который поведение сварочной ванны смоделирует. То что вы представили выше: в мма даже моторику не отработать ибо там "волшебная палочка" не укорачивается с течением времени, а в тиге дуговой промежуток влияния не оказывает на процесс. Максимум можно научиться ПА горелку вести равномерно, не более. И я не говорю что ваши тренажеры не нужны, но на данном этапе они сырые и требуют огромной доработки. Это сейчас больше игрушка чем симулятор, и пропасть тут как между приставкой денди и современным пк.
-
@круазик, У меня на этот счёт отдельная разработка, КТТС. Всё упирается либо во время, либо в финансы, ни тем ни другим не располагаю
-
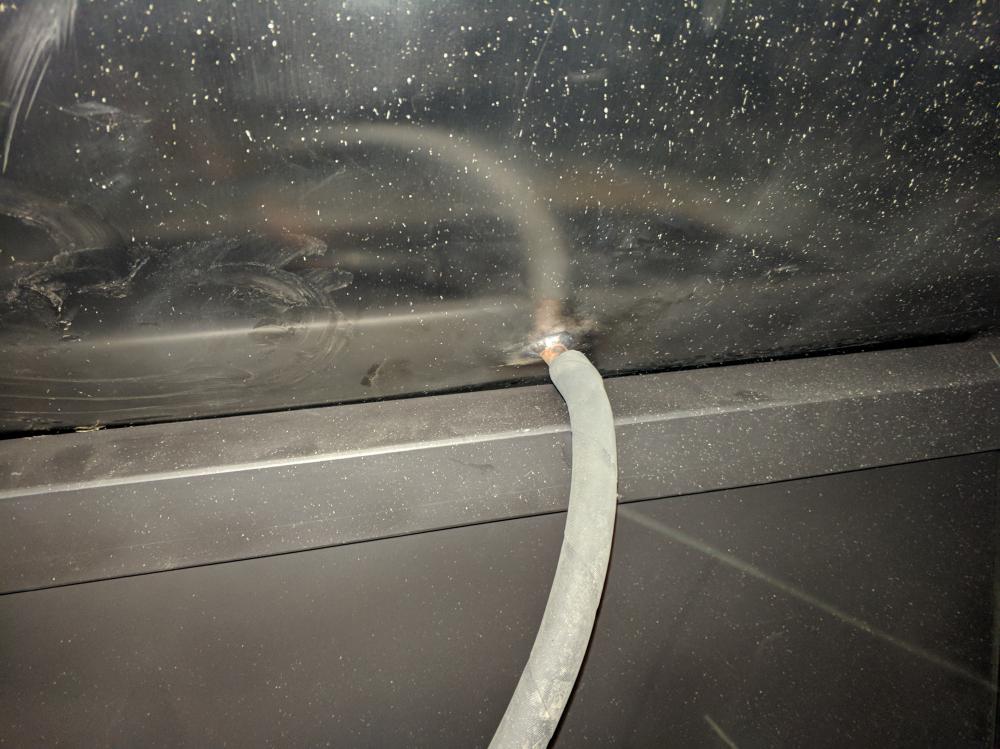
Вот моё творчество. Печка для чана под газовую горелку. Горелка не моя, чертежи и исполнение мои. Фотал сегодня, сразу после окончания работы и пробного пуска. Тут медь+нержа, трубка 0,5 или 0,8. Нержа 2мм, ток сварки 80А, МНЖКТ 1,6мм. Важно было не продавить металл во внутрь ибо гильза от термопары в не большом минусе. Сварка была по месту, что тоже ряд неудобств вызвало. В неё помещается термопара для автоматизации нагрева. Внешний вид автоматики и пробный пуск. Запитано от центрального газопровода НД, требуется настройка, просто интересно было. От пропанового баллона столб пламени с полтора метра получается легко. Тут рукожопые швы ПА. Вертикал 0,8 тавр 1,2. Мне тавр не понравился, разучился я ПА работать или 5м горелка реально длинновата, жарил на 8м подачи, напряжение чуть больше 20В (200-220А). Один фиг и брызг много и шов горбом. Жаль струи нет. Тут при сборке дыры тигом заливал. Присадок 1,6, железки 2мм, ток 55-60А, важно спад 2сек. Присадок постоянно в ванне. (очень много дыр и много фото).

-
Народ, медь с нержей МНЖКТ норм?
-
Крайняя моя работа. Попросили расписаться на память. Надо ещё попрактиковаться. Роспись значит Александр Владимирович (АВлрич) А это основные конкуренты (хорошая маркетинговая политика), жаль мне слесарей. Зато на сайте написано что сварщик 10 лет кабины на самолётном заводе делал
-
Сказ про то как один солдат двух генералов прокормил
-
@hone, Спасибо. Так и примерно рассчитывал, на поездку 50-60к. КТТС в общем, производственной необходимости, к счастью, нет, а так только для себя почерпнуть новой инфы и навык подтянуть, ибо я в 90% времени аргоном ваяю и не много ПА Телефон будет полезен.
-
@hone, Можно больше инфы?: сколь затратили на обучение/проживание, где устроились, что стоит брать с собой на всякий случай, сколько вообще народу обучение проходит одновременно.
-
@BAN,что по столу из двутавра, там можно на болтах и контр-гайках собрать в уровень, а потом, при желании усилить это все сваркой.
-
@sds, Для тавра - присадок постоянно в ванне, ну можно и каплями...Для двойки - 75А, для 1-ки 38. В случае 1-ки дугу зажигать через присадку. А ещё для 2-ки присадок 1мм, для 3-ки, 1,2-1,6. И да, чистота газа главное, разберитесь для начала с этим. А ещё нержа любит короткую дугу, чем короче тем лучше, 1,5мм самое оно. А ещё на фотке, что выше, на пластине стоящей вертикально, просто куча присадки навалено без перемешивания. UPD, @sds Что по вылету электрода: от диаметра сопла и наличия линзы зависит. Без линзы вылет - 1/3 от диаметра, в случае таврового соединения можно 2/3 увеличить, с линзой или нормальной горелкой, 2/3 диаметра это рабочий режим. При большом расходе газа (~20л для 16мм сопла), наличии горелки которая обеспечит ламинарный поток на таком расходе, вплоть до 1,5 диаметра, но это очень редкие исключения для труднодоступных мест. На стыковых/внешних углах на нерже я рекомендую сопла от 16мм, на тавре 12-16, при сварке корня толстых деталек (работой в разделке) 6-8мм. Расход аргона в нормальном режиме от 6 до 12л.
-
@sds, Какая-то копоть вокруг, газ грязный, либо линзы нет, а электрод далеко вытащили, от этого все проблемы. Для начала работы с тигом научитесь определять чистоту газа/эффективность защиты. Можно на нерже. Я бы взял лист хотя бы троешный, можно и на 2мм, добейтесь ванны в 2/3 диаметра сопла и дайте полностью остыть в аргоне (продувка после сварки максимальная), пятно должно быть серебристое, край золотое, всё остальное не подходит. Моё правило для нержи - 33А/1мм с опытом можно больше, это бы давал как основу всем начинающим. На прихватки можно наваливать на порядок больше тока, долей секунды поставить точку, тогда нержа нагреваться сильно не успеет и можно почти сразу следующую прихватку ставить, всё по ситуации.
-
@selco, Алюминий я не пробовал и без пульса пробовать не хочу даже. Моя 5м горелочка с тефлоновой направляйкой на 0,8 нерже вполне стабильную дугу держит на 9м подачи в линейном режиме, правда перегревается минут за 15 работы (почему и хочу её сменить), и это я бы сказал показатель, учитывая всю капризность ПА сварки нержи. В целом согласен, на 3м процесс будет более стабилен, но тут полуавтомат тогда таскать придётся, а местами и вовсе приподнимать над землей, а так в углу стоит и почти не двигается. Во всём свои плюсы и минусы.
-
@Hlorofos, А какую 5м горелку вообще посоветуете, одну на жидкостном охлаждении(до 500А) , другую воздушку (до 350А).
-
@welderman,извините что я не помню госты наизусть.
-
@welderman, 30-35А на 1мм, оптимальные режимы для сварки нержи. Всё что выше уже нужен навык. С присадком али нет, для внешнего угла лучше найти 0,6, если присадок обязателен. Трубку - 0,8, проволока постоянно в ванне, хотя 0,6, красивее получится. Прихватки почаще, я бы сказал сантиметра 2,5-3, ампер на 50, электрод держать максимально близко. И вот гляньте, может этим еще сыграете в +. https://www.youtube.com/watch?v=ZI3SyGjjbfw
-
и состаришься
-
@Steelcar, Они ещё и одни из основных спонсоров. Компания развивается, скоро переезжать в новый офис в котором будет своя лаборатория с высокоскоростными камерами, в наше то не простое время, да и народ дружный там, по крайней мере мне так показалось. Вообще я потестировал многие тиги, ну в линейном режиме на нерже нет отличий: одинаковый поджиг и мягкая дуга. На стенде росвелда аргонник оказывался слишком умным и после розжига дуги затухал, пока настройки не подкорректировали, странно в общем. В росвелде также дали поносить мне аналог эдфло - полумаска с подачей воздуха, крепится на шею, мне не зашло, а совместно с нагрузкой на шею в виде сварочной маски...
-
Кому интересна моя мордалица физиономия. Вот не большой видос с моим участием. https://vk.com/video-81481695_456239093 https://vk.com/svarkakedr?z=video-81481695_456239093%2Fvideos-81481695%2Fpl_-81481695_-2
-
@spin, А как вы их стыкуете? Вот так надо бы. И впёрся вам этот импульс. Ну если только прихватки поставить. Прихвати каждые 3-4 см. Ставить прихватки через присадок. Присадок 1,2 Ток 60-65А. Присадок постоянно в ванне иначе перегреете обратную сторону.
-
@installl, НУ ежели людям лень готовить изделие под сварку то да, сложнее. Мокрит обычно в замках у таких.
-
У меня больше рабочий день получился. С форумчанами пообщаться не получилось ибо все ходили кучками, себя в которых не видел. Решил вопрос по флюсавой присадке по нерже. Стоимость около 1500р. По мне комфортно работать, другим не понравилась. Фотки будут позже. Представитель евм в моем тесте поучаствовал наиболее холодно, но его мнение совпало с моим. Нормальных сварщиков-демонстраторов на тиг не было вовсе (при сварке корневого прохода не держали постоянно присадок ванне, не соблюдать зазоры и количество прихваток, да и в целом результат ниже среднего), большинство заточены под ПА. Есаб сразу признался что не умеет, мы с ними мило побеседовали. Диме, демонстратору кедра, отдельный привет, работает не плохо. Завтра может ещё посвариваем. Познакомился с китайцами и представителем зеллер, и ещё с товарищами какой то абразивной конторы, которая противопоставляет себя 3м, со всеми обменялись контактами. Меня на общей фотке не найдёте, не звали, хотя вроде просил позвонить, да и делали ли её?
- 705 ответов
-
- 10
-

-
В пятницу вечером проездом буду
-
Лучше адрес указать, навигатор поможет.