Учусь
-
Постов
1 234 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Учусь
-
@Темныш, Похоже это просто в название N2 включено, берите. Там еще дешевле есть, зачем вам этот? И зачем вам Па, для тонкостенных изделий почему бы не взять аргонник? + можно нержу поварить или медь, не знаю есть ли там в 30тыр чего-нибудь с переменкой, тогда и алюмишку можно.
-
@Avd76, Этим не пробовали написать?
-
@G_Kar, Расход в литрах он показывает +- правильно @Темныш, У вас там азотно/аргоновый, а вам надо аргон/углекислотный. Хотя если четно я не знаю в чём разница, возможно пружинка внутри другая стоит.
-
@БекасЧе, На железке, уважающие себя изготовители, отштамповали.
- 3 331 ответ
-
- 4
-

-
- технологии
- TIG
- (и ещё 1 )
-
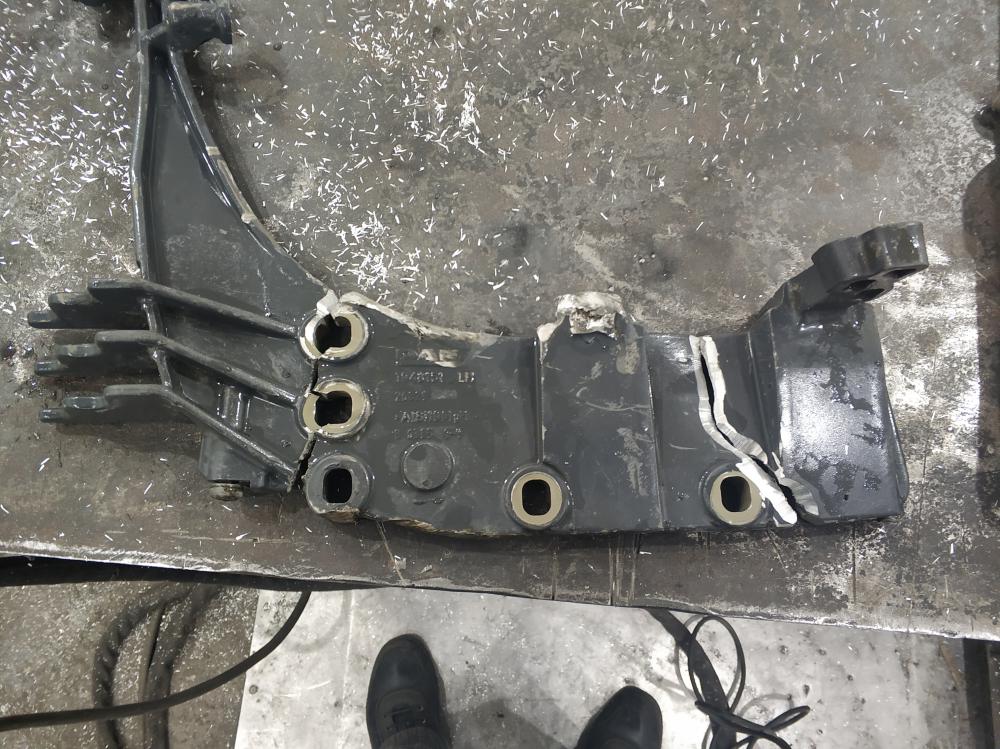
3 кусочка стали целым + ухо. Четыре с половиной часа времени. Сплав AlSi10MgMn, по хорошему надо сваривать 4047, но у меня 4043. Почему-то человека другие сварщики отфутболили, изумительно сваривается. На фотку отдельных кусочков на подготовку внимание не обращать, это самое начало.

- 3 331 ответ
-
- 20
-
-
- технологии
- TIG
- (и ещё 1 )
-
@БекасЧе, как же нет, а фотки отжига обратной стороны. Просто они не черные, а светлые, не много Розово - фиолетовые. А ниже фотки это сварка по обратной стороне, я ещё вглубь на 1мм болгаркой зарезаюсь, окислы убрать. И потом так же с присадкой прохожу, и отжиг на другой стороне, предварительно сатинированной, получается синий. Мне ещё год назад 85 ампер на тройке быстрой сваркой казались.
-
там стык листов под 135 градусов, это и есть заполнение или вы так не считаете и вам надо под 90? Только разницы не будет, скорее всего я еще накину току и возьму присадок 1,6.
-
@БекасЧе, Ну я тройку на 120а свариваю, это многовато для людей без должного навыка, но 100А для начала должны быть. Там картинки моих работ выше есть (ширина шва около 6мм, может меньше) цвет шва посмотрите, зтв, отжог обратной стороны не защищённой, вот и подумайте. Про посыл про тепловложения вы в точку попали, я как раз на это и намекал, у меня такие же ошибки были. Попробуйте, освойте правило 33А/мм в случаи нержи и результат не заставит себя долго ждать.
-
@БекасЧе, Я вам больше скажу, любой уважающей себя специалист должен стараться раз от раза превзойти себя. А какой ток и толщина, на мой взгляд на дуге было ампер 80-85. Рд в данном случае еще и не для красоты, а для качества, ну это дело ваше.
-
http://websvarka.ru/talk/uploads/monthly_01_2019/post-25602-0-25878700-1546722107.jpg Току мало. А вообще с такой толщиной стенки можно и РД красиво сделать.
-
@Глобул, две разные настройки, я же не знаю какой там ПА, поэтому там в дальнейшем я разъяснил что имел в ввиду: То есть в случаи настройки индуктивности, её уменьшаем, в случае настройки длины дуги, увеличиваем длину дуги.
-
Горелка водянка? Наконечники нормальные(CuCrZr) или медь электродная, ещё чуток индукцию(длину дуги) покрутите, по идеи в меньшую сторону(длину дуги больше) и вылет проволоки во время сварки тоже свою лепту вносить может (если вылет будет меньше необходимого, то плотность тока должна быть выше для стабильности), вроде как на 20-25мм (я точно не помню, но не меньше 20, лучше проверить) она должна в случае струйного переноса выходить над наконечником.
-
Ещё току, шов грубый. 5-ка? Для тавра ампер 150-160. Присадок 2,4-3мм.
-
В чем проблема то? Ну 15 резьбы, сваривать по сантиметру. А там еще на фотке подрезы видны (чернуха чистится до блеска обязательно). А еще ещё трубу ппц заузили. Как правильно уже уточнили, имеет свойство кипеть, правда до такого состояния его еще не разу не доводил. У нас металл то в основном самый дешманский, кто его знает какая там по счёту переплавка и что там уже намешано. Но кипучесть это не основное, поры могут возникать в корне, а с постоянным присутствием прутка, при правильных режимах и должном навыке, зтв будет меньше, обратный валик равномернее, а свойства шва лучше.
-
Я бы чернуху строго рекомендовал сваривать с постоянным присутствием присадочного прутка в ванне. ИМХО
-
@Schlosser, Присадка скорее насильно запихивается, сварочная ванна берет ровно столько сколько нужно.
-
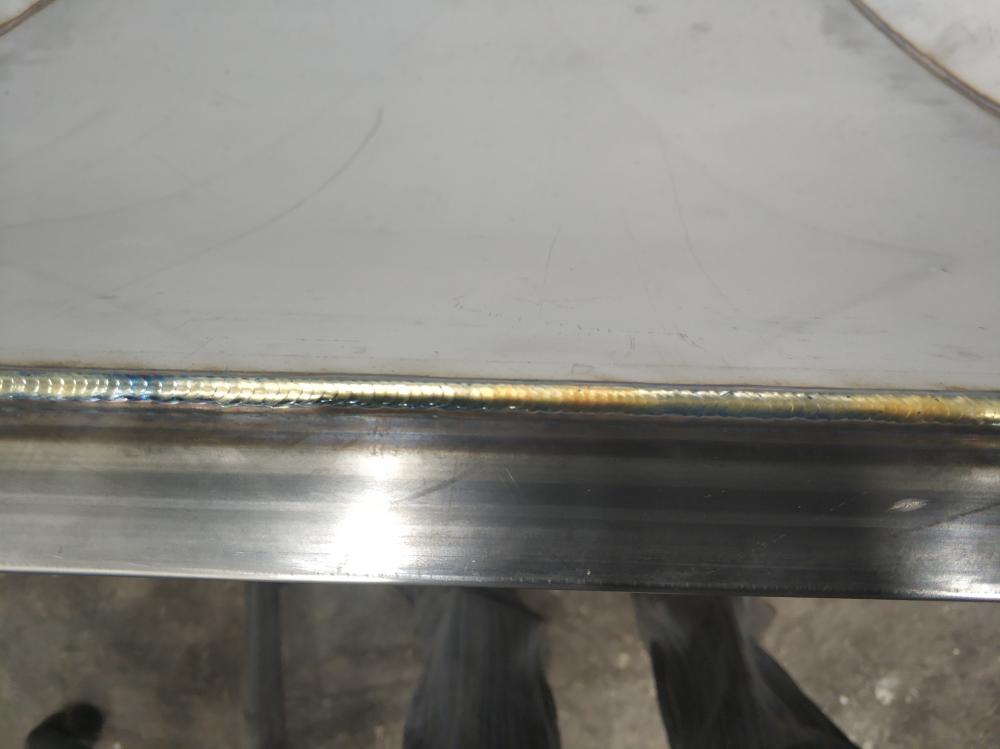
Порция нержи. Еще на один шаг ближе к роботу или нет? Железки 3мм, 120А, присадок 1,2мм. (вертикал снизу вверх) Отжиг обратной стороны Изменил внешний угол на плавное скругление или старая чешуя лучше? А тут сварка изнутри (горизонт) Далее ПА, тавр. Проволока 0,8; смесь 98/2 Напряжение можно убавить еще на полвольта шов будет светлее, телефон сел, завтра сфотаю если надо. У кого есть возможность, попробуйте, интересен ваш результат. Новая маска, пока только в ней.
-
Пускай будет здесь. Сварка тигом трубы с водой, прикольно https://www.youtube.com/watch?v=V_eif7CRqbc
-
Для начала я вам порекомендую расстояние между валиками побольше делать, сантиметров 6 отступать, либо ждать пока железка остынет, либо помогать ей остыть. 1мм нержа явно лучше вашей 2мм, попробуйте без присадка на 2мм пробежаться, ширина ванны 4-5мм. Интересно посмотреть внешний вид, там местами не много заметно то ли импульс, то ли без присадка проходили, геометрия шва нормальная, а цвет так-себе, тут либо металл Г, либо попробуйте лепестком не много счистить и так же пройти своим телом, посмотреть разницу или вообще возьмите принципиально другой двоешный кусок. 55А нормальный учебно-рабочий ток. Вот такой вот цвет говорит о плохой защите, может в металле что сгорает, может еще чего.
-
Дак там 10 сопло, если память мне не изменяет это 16мм, куда больше? Своим телом толщины, на которые нужны сопла больше, не сваривают. Поэтому эта часть отпадает сразу, банальная логика, да и 99%, из тех кто спрашивает про цвет имеют ввиду перегрев. @BooMkin, режимы сварки укажите.
-
это вы серьёзно?
-
@BooMkin, Толщина железок и присадка, режимы и тип соединения? А так, вы и сами должны понимать, что перегрев: остыть в аргоне не успевает. Расход в 8л достаточен для 90% работы. Поди двойку или полуторку свариваете? Присадок 0,8-1мм, 1,2 для двойки уже многоват. А еще нюанс, вылет и наклон электрода и ванночка должна находится перед дугой где-то на 2/3 своей ширины и ни в коем случае плестись за ней.
-
Магия https://www.youtube.com/watch?time_continue=43&v=7sv3s0Py_pU
-
@Schlosser, Электроды чуть большего диаметра надо было взять, получилось бы лучше. P.s. ИМХО
-
какими путями? Свой я уже описывал. А чистотой газа мериться смысла не вижу, без хорошего газа с нержей не поработать