Учусь
-
Постов
1 234 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Учусь
-
ДРВ лампы, теже ДРЛ только с вольфрамовой нитью внутри. Что там непонятного? Маленькое помещение, низкие потолки, металлогалогенки нет смысла вешать ибо будет мало источников света и тень. Для больших помещений с высокими потолками светодиоды не годятся. Нет, вам то может нравится ваше освещение, для рядового производства оно не плохое, просто за те же деньги, а скорее всего дешевле процентов на 40, можно было бы повесить мгл и стало еще лучше.
-
@Вад11, ДРЛки фигня и не эффективны, их плюс - первоначальная экономия, при покупке лампы, которая не требует наличия пускателя. Индекс цветопередачи просто дно. 6000 все же многовато, в синь уходит, имхо 5000 оптимально. @Schlosser, у меня в пристрое светодиоды, но высота потолка 2,5-3м. 30лампочек по 1400люмен. Есть картинки в соответствующем разделе. На абсолютном большинстве производств, которые мне доводилось посещать, освещение фигня.
-
не срастается с этим : мне нравятся филипс это да Зы. Я лампочки не продаю и освещением не занимаюсь, просто очень дотошно изучаю темы, с которыми так или иначе приходится иметь дело.
-
Окисленные прихватки мешают очень!!! Это как не обкусанный окисленный конец присадка.
-
@Schlosser, Зачем фотографировать направляя на лампы? Вы меня все равно не переубедите что светодиоды лучше металлогена, качество освещения, индекс цветопередачи, световая отдача, да там может будет разница в экономии электричества, в случае светодиодов процентов 15, при остальных более худших параметрах. Это не считая, что пром освещение на светодиодах должно иметь хорошее охлаждение иначе сядут они довольно быстро. Я за математический подход во всём
-
@Schlosser, Я вижу что внизу темень Светодиоды это все что не выше 3-х метров и то с натяжкой. В остальном приятней глазу будет металлогалоген, и он даже выгоднее в соотношении люмен/ватт
-
@Schlosser, Экономисты наэкономили на светодиодное освещение? Это такая глупость при таких высоких потолках....
-
@Георгий 11, Прихватки у меня тоже без проплавления.
-
@Георгий 11, Не понимаю почему тогда прихватка такая большая. Еще, Георгий, можно попробовать слегонца фасочку снять, в аккурат чтобы пруток в это углубление лёг и пробежать на большом токе без колебательных движений (можно взять 20мм сопло и литров 12 расхода поставить, вылет электрода 2/3, с линзой или на агни, ну чтоб точно светлый шов был, либо 16мм и 8л, почти всегда 16мм работаю), как раз ампер 75-80, хотя я бы взял 1мм присадок. Прихватки ставлю, на чуть повышенном токе (обычно 15-20% выше рабочего, типа хотстарт), прям чтоб цмак на кнопку либо через присадку, либо по металлу и у меня там пятак, можно даже не ждать когда остынет, окислится не успевает.
-
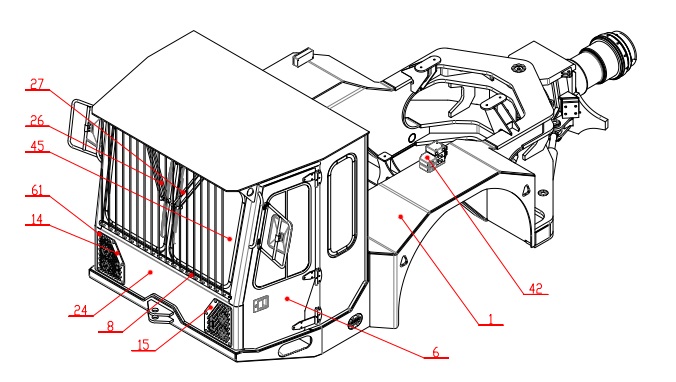
В общем вот такие вот швы получились. Смесь на корень 82/18; заполнение и катет 98/2, проволока 1мм, режим 26в/10+0,5м. Как и ожидал 26в в аккурат. А вот запчасти: У меня есть автокад, а чертежи в нём, хотя я бы не отказался от 3д модели и обозначением сварных швов на чертеже, окромя надписи "в соответствии с гост....". Разберемся @Hlorofos, @selco, @Schlosser, @Steelcar, Всех не прошедших мимо прошу прокомментировать

-
Вот обратный валик, судя по побежалости внутри, газ отвратителен, либо ёмкость плохо задута. Обратный валик обычно получается золотой, околошовная имеет ширину раза в 2 меньшую чем ширина шва с переходом с золотого на цвет нержи. Еще там присадочный пруток на прихватки походу 2мм используется, да и на сварку тоже. Вот при этой совокупности и пережжено все снаружи.
-
Да не, я прекрасно понимаю что по сварке проблем не будет, проблема стыковки кучи железок согнутых не пойми как, там греть стучать, чтобы геометрию соблюсти. Они там ревностно относятся к состоянию поверхности. Почти везде разделка под 45, плазмой это сдувать, чистить, я жду сего инженера, чтобы обговорить некоторые детали при приёмке. Это не я это книжки, чукча читатель и 2%кислорода, а не углекислоты, либо 5% углекислоты, у них там еще рекомендуют для струйного переноса содержание аргона не менее 10% в принципе. Я нигде не нашел почему именно такие пропорции, вот чистом аргоне я пробовал, давно уже, в качестве эксперимента, что нержа, что чернуха не сваривается, там нет проникновения вглубь, следовательно и нормального перемешивания, особенно по краям сварочной ванны. Мысли в слух: Если суть процесса, аргон - защита, углекислота распадается на угарный газ (опять же защита) и кислород, который является окислителем, то почему бы недостаток кислорода, компенсировать расходом газа, к примеру за место 15л расхода поставить 22л. И опять же меня интересует именно струйный перенос, где тепловложения значительны и перемешивание металла хорошее за счёт такого переноса, для заполнения разделки и создания красивого литого катета.
-
Я думаю, из не дорогих, взять аврору скайвей 350 дп с охлаждайкой. Скорее не заказчик, а спонсор, но это после первого изделия и приходу к общему знаменателю в части оплаты сей работы, как отдельное полноценное направление. Первоначальному заказчику этой продукции вообще фиолетово, мы хотим кусочек этого пирога отхватить, если будет целесообразно, с последующим развитием ибо есть спрос и большой. @selco, В общем полистал я еще иностранные книжки. Для струйного переноса рекомендуют в случае чернухи 95Ar/5СO2 или 98Ar/2O2. Кислород даёт выигрыш в 3в (22в)
-
@Hlorofos, Ну импульсник я себе позволить, к сожалению, пока не могу, а выбор смесей ограничен, хочется красиво сделать, можно и порошковой проволокой, только она дороже, у меня пока бюджет для опытного образца, очень ограничен, там еще проверка забугровым инженером будет проводится. Вот такую штуку надо собрать. Спонсор затеи не я, я изготовитель + 1 помощник и почти полное отсутствие нормальных условий, в общем как там товарищ Игорь ака Белаз любит (мостовой кран/кондуктора/стапели/оборудование), работка очень занятная и особого желания на неё нет, на энтузиазме будет трудновато выехать.
-
Сталь св09г2с 12-16мм, соединения в основном тавровые и мне бы хотелось их посваривать в струйном переносе. В смеси 98/2, для проволоки 1,2 мне хватит 26в на дуге и это максимум для моего па, в смеси 82/18, на дуге уже нужно будет в районе 30в, чего естественно себе я позволить не могу. Вопрос скорее к любителям сварки струей, и пытливым умам, можно или нет использовать смесь 98/2, буржуины в такой проволокой er70-s6 работают.
-
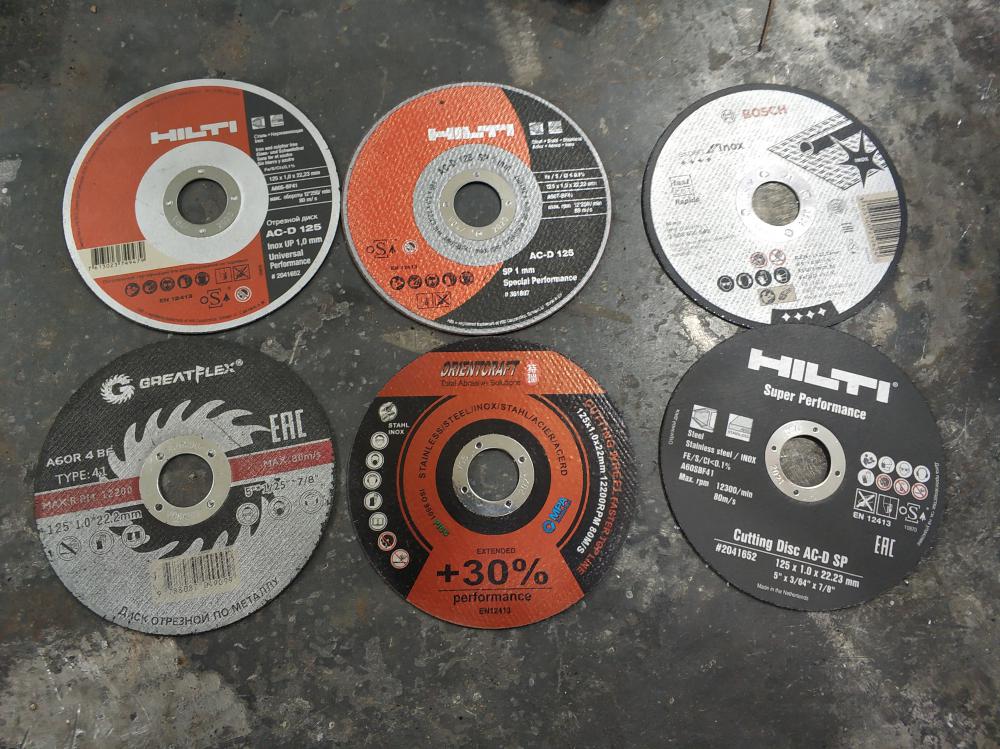
Вот еще не большой тест, на этот раз 8 экземпляров: 10 резов кругляка 15мм и сразу 3 выбывших участника: Оранжевый ориенкрафт, как и хилти просто отказались внятно пилить без давления на болгарку, у двухцветного диска посадочное не в диаметре (он не один такой в пачке) и пилит на троечку, плюс износ и биение, его я рассматривал выше. Примерная расстановка после 10 резов первого этапа: Еще по 10 резов, этап 2: Пферд стабильно хорошо, по износу паритет с черно-красным хилти, скорость реза между Пферд/бош/Черным хилти примерно одинаковая (причем она на порядок выше чем у оставшихся). Далее паритет чернокрасного хилти и грэтфлекс. Вердикт: Хилти - в целом, ни чего особенного, а за те деньги что за них просят, просто нафиг. Пферд и бош к покупке рекомендую ибо стабильно норм, либо Грэтфлекс, если по цене будет в 2 раза ниже, тоже не разочарует.
-
Стенка тонкая, мне кажется что-то около 0,5, если не меньше, присадок толстый - 1,6 МНЖКТ. Импульс. Не очень красиво, зато не бежит. Понимаю что лучше паять, но у меня нечем, товарищ принёс отремонтить.
-
@БекасЧе, Тиг, тут не разбежаться. Троешные железки. Па я такой цвет на внешнем угле еще не делал, у меня хорошо получается тавр, там газ задерживается, ПА надо колхозить, режимы чётко подбирать или в импульс переходить. Завтра еще попробую, тут 1,2мм присадок. может 1,6 лучше себя покажет, но это не точно, сначала больше хотел поэкспериментировать, потом ко мне пришли, помог, потом обед уже и голова чет болела, домой уехал на попутке. Это еще не очень, можно режим и скорость подстроить, тут условно две железки отрезал сварил без ,скажем так, первичного привыкания к сварке. Хорошо бы в начале рабочего процесса тигом поработать минут 10-15 "в холостую", для красоты, чтобы глаза и руки привыкли. ИМХО конечно, по себе сужу.
-
Вот это тройка под 90, одни пластинки сваривались условно в лодочку, другие внешним углом. Резалось болгаркой поэтому местами присутствует зазор, где зазор, там не большой пережог, можно току чутка меньше сделать.
-
@Точмаш 23, буржуйский справочник рекомендовал 4047. Поправка на не нагруженность и наличие, не вижу проблемы. Чем бы вы сваривали?
- 3 331 ответ
-
- 1
-

-
- технологии
- TIG
- (и ещё 1 )
-
@Точмаш 23, гемор с подготовкой, возможно посчитали что надо сваривать 4047, но её в наличии нет, либо просто рукожопы. Деталюха на себе держит пластиковые и металлические обвесы фуры не нагружена, в таком состоянии походит. Ваше мнение?
- 3 331 ответ
-
- 5
-
-
- технологии
- TIG
- (и ещё 1 )
-
Это не дешман, я имею в в виду псевдонаши/китай Не знаю, у меня 1в1 только фрониус, всё там норм.
-
Кроме дешманских ур-30, за полторы тыщи, сифонят из всех щелей.
-
Я бы взял за 3800, на разницу, если уж хотите нормальную расходку, купите зажим для массы получше, а лучше вообще струбциной, латунный, он вам обойдётся в тысячи полторы, и кабель потолще, наконечников нормальных - CuCrZr.