Учусь
-
Постов
1 234 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Учусь
-
@Сергей Витищенко, Скидка за комплект из редуктора и этой штуки возможна?)
-
А если нет?) Вчера листал, отзывов нет, обзоров тоже, боюсь. Мысли в слух: нтересно если я им напишу что с вебсварки, хочу на тест и с последующим выкупом если устроит, пойдут навстречу? Хм, интересно. Филарк это которая от есаб? Почитаю. Мне тут параллельно тоже самое мнение высказали, нафига импульсник если порошком тоже литой шов делать можно и к аппарату, точнее его цене, требований меньше
-
А второй какой?) Жаль у нас демозалов в округе с оборудованием нет, пощупать бы.
-
Всем доброго времени. В ближайшее время поступит, для начала, заказ еще на два тягача, по примеру того который я выкладывал в будни. Назревает необходимость прикупить два полуавтомата, ибо "дураков" которые будут заниматься экспериментами ради красивых швов найти у нас сложновато, как в прочем и просто грамотного спеца, да и мне самому абсолютно не в прикол. Цена: до 200тыр на брата, из моих хотелок - 350А, возможность сварки порошковой проволокой и импульсные режимы. Реально или нет? Что посоветуете, на вторичный рынок не смотрю. Как вообще себя ведет Аврора SKYWAY 350 DUAL PULSE? P.S. Открыт для коммерческих предложений, буду рад скидкам как большим так и не очень.
-
Да виделся я со всеми, ушел просто до распития спиртных на стенде гроверса, когда все по кучкам распределились, а чего мне хвостом ходить
-
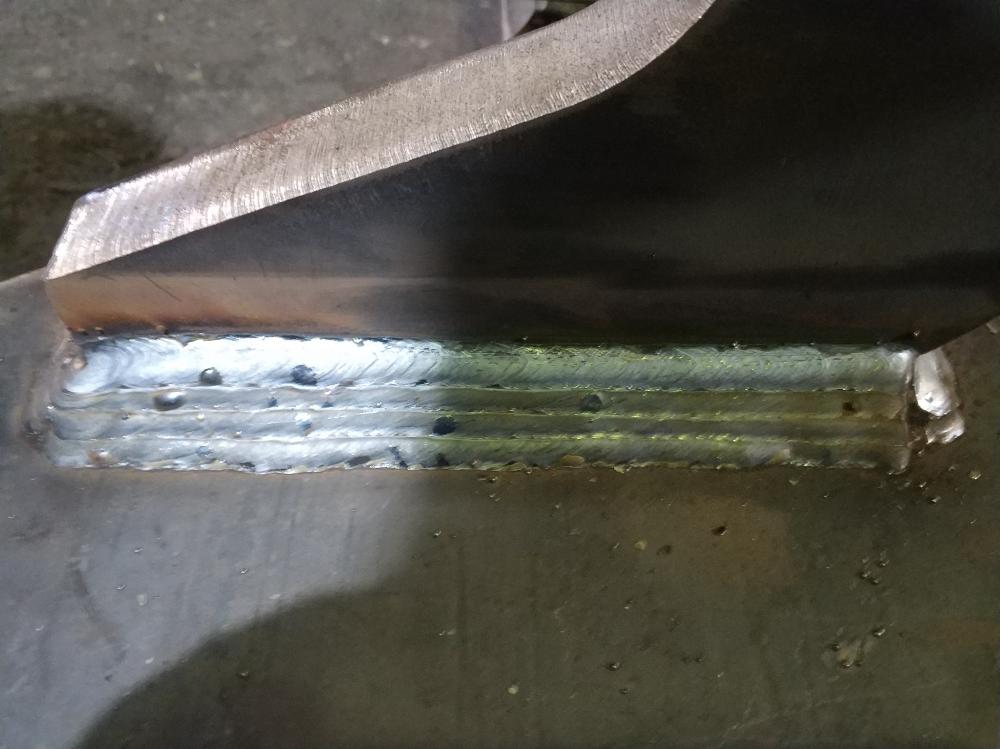
Чуть больше 2-х месяцев работы, я + помощник. Оборудование и условия уже видели. Заказчику понравилось, рекламаций серьёзных нет. Были и многопроходные швы, вроде не плохо получились. Я их потом с торцов обыграл тоже, тапки можно не кидать

- 469 ответов
-
- 29
-

-
Потолок и вертикал тавровый стык, нержа, 120А, присадок 1,6. Железки 3мм.
-
Народ, кто в теме подскажите. Предлагают плазму 11года, портал для резки листов 1500*3000 обшитый по периметру для вытяжки, источник sendin cut200, рефрижераторный осушитель OMI el36(600л не маловато?), компрессор, не знаю какой правда и вытяжку к нему, полный комплект, но есть нюанс - сгорела микросхема CAL 16v8 15LPN, которая вроде как отвечает за телеметрию, я не в курсе что это) За это добро просят 300т.р. Стоит брать или нет? Понятно что пока плазму не запустим денег не отдадим. Говорят работала не много, ну в принципе по запылённости и внешнему виду так +- и есть. Все это добро в сборе называлось в своё время AVTOM2. И вопрос второй, уже скорее к знатокам, почему погорела вышеназванная микросхема? Конечно понимаю что ванговать смысла нет, а вдру; фотки более подробные выложу позже. Спасибо.
-
Конечно гладкий шов как у робота смотрится тоже интересно и он на 90%, после сатинирования барабаном, не виден, но тут дело такое: чешуйка скрывает не прямолинейность + иногда, я, по крайней мере на данный момент, могу закосячить с присадкой и длиной дуги и появится не большой не эстетичный наплывчик, конечно можно сверху пройти и сгладить, но это..ну не круто. А тут всё как бы более равномерно, вообще скорее наверное уже от настроения зависит, сегодня мне пришла в голову мысль "попробуй прокатать бабочку", оказалось действительно созрел, раньше не получалось, а сегодня само пошло: как то не задумываясь и сопло сменил и вылет настроил, даже ток, голове виднее чего у неё там
-
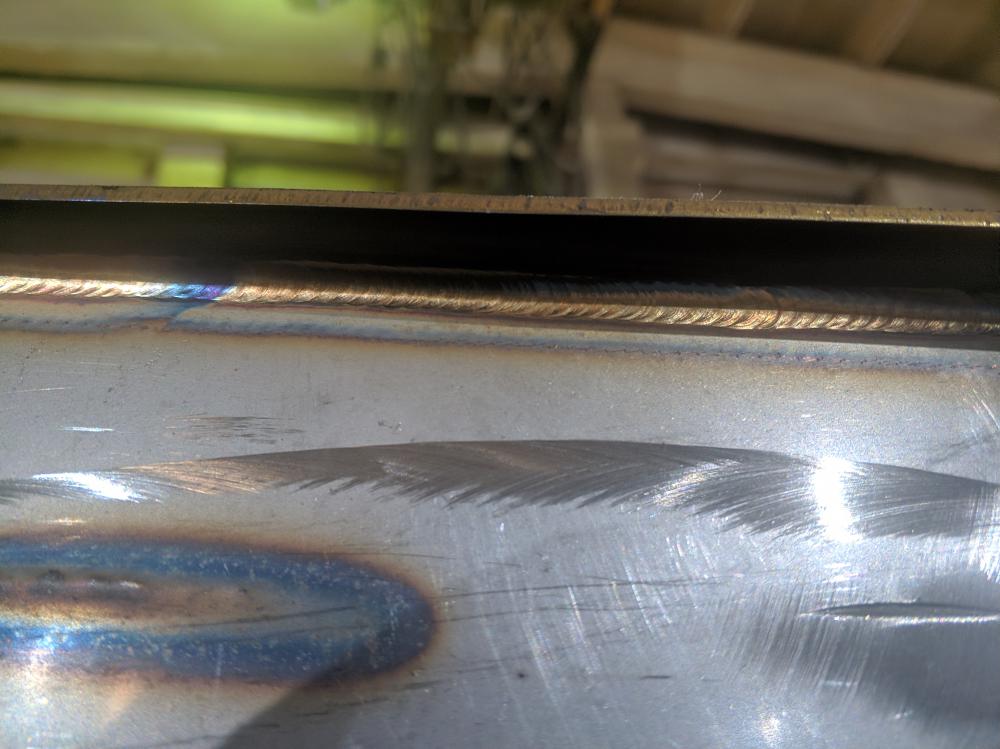
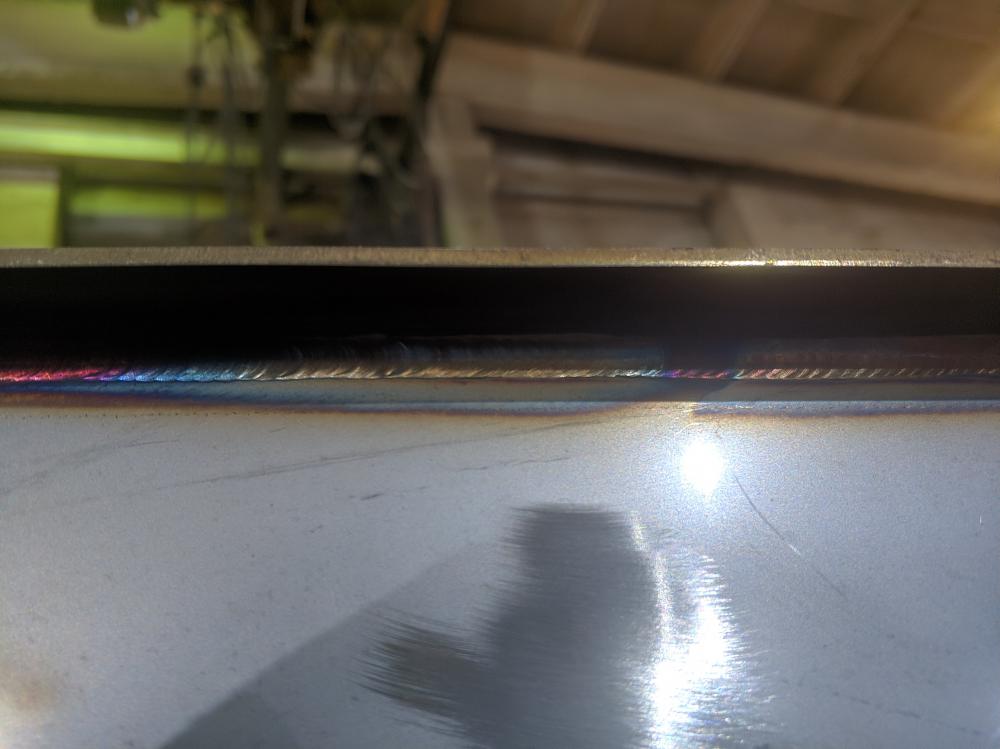
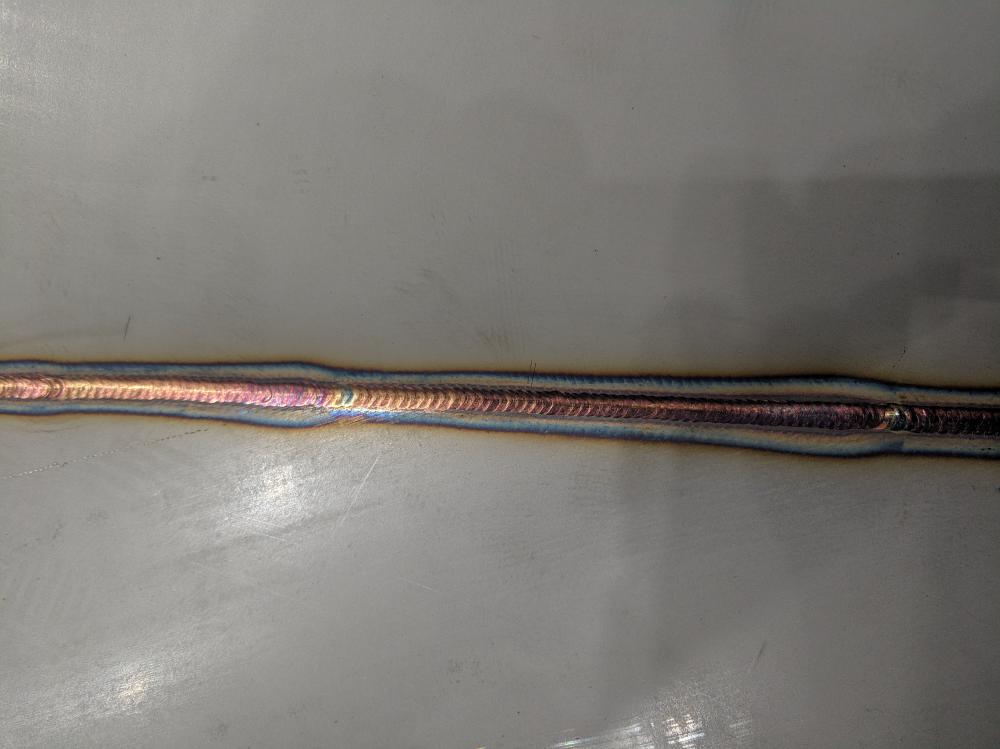
У меня наконец начало получаться катать бабочкой узкий шов И иногда даже красиво ТАщем та это мои первые 8м бабочкой с шириной шва 6мм, железки 3мм ток 90А, присадок 1,2 сопло диаметра 12мм, вылет электрода 5мм. А это чешуйка на внешнем угле, вертикал, вроде не плохо. Норм?
-
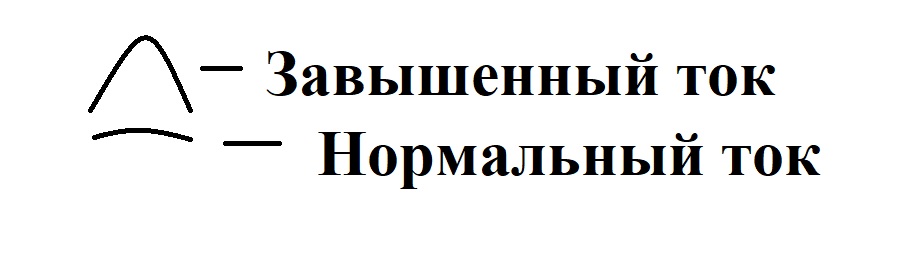
@Svarshik_odinohka, Вы на форму чешуи посмотрите, там ток завышен процентов на 30. Либо электроды просто хрень и не горят.
-
Не варить. Но если очень хочется, то вычистить всё что было приварено + 1см от шва и долго и муторно чинить иначе развалится совсем и виноваты вы будите. Возможно, если дыра получится совсем большой, а она такой и будет, имеет смысл вырезать стальную заплату, вварить её и к ней приварить стальное ухо.
-
45* там... Мне уже кажется даже если бы я выложил видео от третьего лица, то следом последует новый отмаз о подмене металла. Лишь бы народ голову ломал...ВЫ никогда не добъётесь такого ровна шва одинаковой частоты "катая" на весу.
-
@selco, с вас 40мм сопло и без проблем.
-
@selco, Валерий вот честное слово, с вашим богатым сварочным опытом не видеть очевидных вещей... Хотьба соплом на тавре: https://youtu.be/woragUxEkEQ
-
С чего вы взяли? Там ширина шва в районе 2,5см, следовательно сопло в районе 3-х, вылет в районе 25мм, там алюмишка уже 10раз кристаллизовалась и остыла. Собсвенно @selco, Валерий, вам ответ тот-же. И вообще вот вам инстаграмм офигительного сварщика, эстетика просто на 100 баллов. Я я нашел сопло, которым это было прокатано - 15(40,6см), ну почти был прав. И видео тоже есть, да не одно, правда не конкретно этого шва. Посмотрите соединения с54 и с56 в вашей гостовской табличке, вот там проварка корня.
-
@Георгий 11, И? Где там корень проварен?
-
@Ievgen Prokop, Перепутал я все, хорошо что прочитал, бронза норм, латунь не надо, цинк в ней, может закипеть. Мысли путаются
-
Какой корень на фланцевом тавре? Да в принципе далеко не все тавровые соединения свариваются с проваркой корня шва. Если мне не изменяет память, фланцевые соединения свариваются с двух сторон, 1 - соединение тавровое, второе нахлёсточное, железка должна заходить внутрь фланца на 2/3 толщины его стенки. А зачем он вам глубокий? Или всегда надо железки жечь насквозь чтобы было прочнее? Ну я надеюсь вы понимаете, чем вы дольше греете металл тем у него более крупнозернистая структура? Больше зерно - меньше прочность. Выше красных полосочек видны царапины, если опять невидно, то пора вам сменить монитор.
-
Лучше попросите чертёж слегка подкорректировать, хотя бы оператора станка. ему не должно этого труда составить и не придётся никуда идти, толстая , латунная бронзовая фиговина вполне сгодится. а вот с бронзовой латунью я бы не рискнул
-
Это чертеж такой, согнуто отлично, как и нарезано, надо просить чтобы просечку поменьше в чертеже сделали. (5 минутная работа). А сварить это, ели прям по феншуй, - подложите что-нибудь,колобаху, алюминиевую например выплавить, не много угол скосить на 1мм вглубь, чтобы туда аргон зашел и сварить, присадок желательно постоянно держать в ванне. Ещё можно без подкладки попробовать: Присадок в таких случаях (диаметр) строго по ширине зазора и пульс. начинать сварку строго через присадок.
-
-
Ещё варит этим сталюгу, по стеснялся бы такое выкладывать. Он сваривает чешуей только потому что он это умеет делать почти в совершенстве. А катать на алюминии.., ну у меня больше 2-ки листовой не встречалось, и то рифлёной, а жаль. А бабочка на алюминии выглядит куда круче Она говорит о любви к сварке, о её понимании.
-
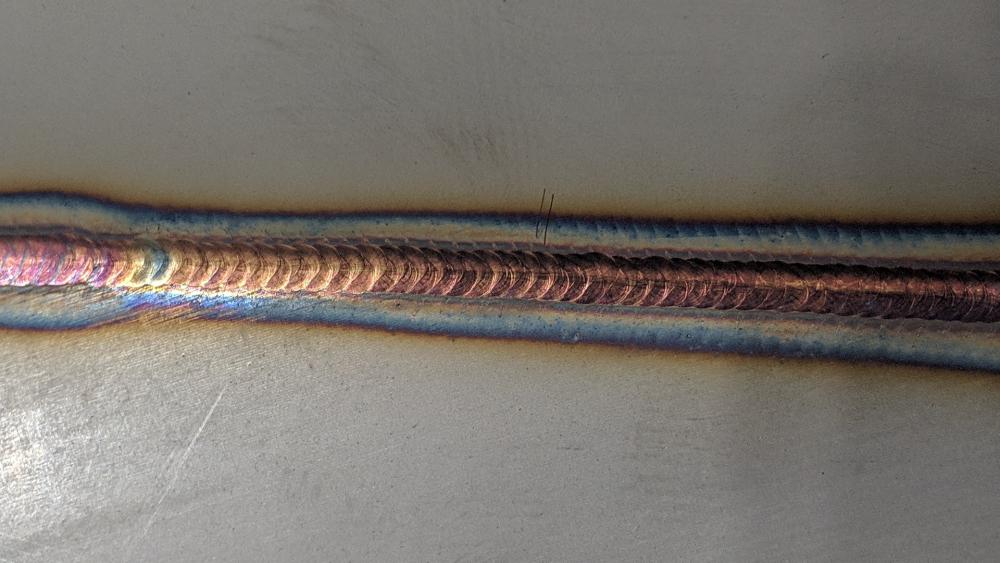
Красивый и гладкий шов с плавным переходом не может быть не перемешан с основным металлом чисто физически, кто утверждает обратное тот просто рукожопый идиот. перегретый металл во втором случае. Либо от недостатка тока беспонтовый шов в первом. Там был одинаковый ток, а скорость сварки в случае непрерывного присутвия прутка в ванне выше раза в два, а каком одинаковом проплавлении идёт речь, если даже по высоте шва и его внешнему виду всё прекрасно видно?
-
Суть в том что металл греется больше, при прерывистой подачи, а в случае алюминия это вообще не критично, скорее даже на пользу, глубже проплавится, меньше пор в корне будет при недостаточной подготовке, нержа же наоборот, чем сильнее нагреешь тем больше шансов мкк получить на выходе. Опять же околошовная страдает куда меньше, структура её порядком лучше. А вообще тест с алюминием не показательный, надо макрошлиф сделать, сравнить глубину проплавления, а потом уже гнуть, да и видно как во втором случае шов получился ниже, следовательно проплавление глубже, что опять же только подтверждает мой тезис, о охлаждении сварочной ванны и её стабилизации в случае с постоянно находящимся в ней прутком и ток соответственно должен был быть выше.