.jpg.3ec015d2b0f84cefe49c000c416b805c.jpg)
Serj55441
-
Постов
1 378 -
Зарегистрирован
-
Посещение
-
Победитель дней
65
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Serj55441
-
Чугун и панч. Колесо от компрессора.Разделывали до меня и просверлили дальше,и выбрали болгаркой не по трещине,а рядом.Пришлось уточнять пенетратом. Варился чугун неплохо. Параллельно боролся с корпусом масляного фильтра от какого-то японского трактора.Тоже пришлось погоняться за паутинкой трещин.Вроде бы "японо-железо",с полным прогревом варился ужасно.До закладки в печь выжигал открытым пламенем,но сам материал "помойка" или до дури пропитался маслом,железяки от китайских минитракторов - песня по сравнению в этим корпусом.Итоговых фото нет,проворонил,т.к отдавал клиенту "ещё чуть ли не теплую",конечно с проверкой мелом. Далее на колесо буду готовить и вваривать отсутствующий фрагмент шкива.

-
Блок WV 1.9 дизель.Просили сделать так,чтобы не видно было шва...О! нам только это и надо Подогрев 320-340 С, сварка "в один приём",проковка и обратно в печь остывать.В 8 утра был ещё очень-очень теплый,ждал полного остывания. Панч-11 3мм, латка 3мм отожжена, WZ-8 диа. 3.2, 6L сопло,педаль.
-
Трещит,особенно когда РДС электродами по нержавейке пробуют. Потом срезать насранное очень трудно и долго. Очередной "пациент". Что получится и получится ли - не знаю.Пока прикол в том,что при разделке масло сочится из чугуняки. Просьба "тапками не кидать" , но у меня нет радиаторов отопления,как у форумчанина morgmail (рекспект ему,что делится наработками ). Поэтому приходится тренироваться на кошках варить тиски разные. Про рентабельность\нужность\экономию и "нормальность" заказчика и исполнителя даже не спрашивайте( но справки о пригодности к строевой службе и управлению авто от психиатра у обоих есть )
-
Кому адресовано сообщение ? Если мне,то Ничего не понял...
-
Спорить с вами тяжко,так как панч по сравнению с другими присадками недешев.Но и молиться на него сдувая пыль неправильно,надо варить.Тем более,что Панч от форумчанина Александра дешевле,чем у всех остальных продавцов и никаких задержек\"выкаблучивания". На все работы с тисками ушло примерно 4шт. прутка 3мм. 1кг=19шт по 90см 1штука = 52,6 грамма 52.6 х 4=210 грамм р.с. как по мне,так расход материала разумный,да и практика не помешает. Все расчеты в +\- ,т.к старался проволку 3мм рубить по 90см,но расхождения могут иметь место. Панч 1кг 3мм=19шт х по 90см Панч 1,02кг 2мм= 39шт х по 1метру
-
Еще раз всем спасибо за выражение мнений и советов. Сделал накладки из 70-го уголка. Подумалось,что при сжатии губок в начале шва самые большие нагрузки.
-
Спасибо,что поделились намётками. Иду делать. Здорово,когда идеи совпадают.Как остынет - выложу результат.
-
На данный момент речь не идёт о рентабельности/стоимости или сроках работоспособности.Я прошу подсказать в техническом плане дальнейшие действия
-
Тиски .Состав чугуна не знаю,но обрабатывался очень податливо.По ходу нашёл старые трещины, в отвод от излома. Сначала собрал по излому на струбцины,потом готовил к сварке.Варил Панчем(осветленный 3мм) от Александра. Токи не знаю,т.к. педалькой давлю.Но то,что выше рекомендуемых ампер это однозначно,надо именно заливать под горелкой, т.е пруток всегда под дугой,никаких убираний прутка из зоны сварки. WZ-8, диа.3.2, сjпло 6L,три прохода. Теперь возникла дилемма, каким образом усилить??? Подскажите,пожалуйста,кто уже проводил такие работы!!! Возникла мысль кинуть уголок 50-ый,я отметил эти места белым маркером.Потом подумал приварить пластину 4-5мм по всей площади каждого борта.... Буду признателен за любые мысли и идеи.
-
Никакой сложности для трезвого электрика средней квалификации. Я и свой 200 сундук так переделаю на днях. Сама-то релюшка(таймер) предназначена для установки в быту,в санузел. Не думаю,что при подключении в туалетную комнату(или какое-то подсобное помещение) для этого дела вызывают спец.электрика. А сами варианты подключения я выложил потому,что столкнулись с этими моментами и чтоб не набивали шишки-рассказал и выложил схему. р.с. я же тоже многое подхватываю и черпаю на сайте....
-
Валерий,есть такие директора,что соображают и в слесарке,и в сварке.Иной раз лучше согласовать,чем потом разгрёбывать.
-
.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg) Сталкивался только с один видом - ОК92.78. Варил ТИГом,предварительно отбив обмазку.И трещины на блоках,и вваривал латки,и куски разломанных чугуных деталюх сваривал. Пока заваренное держит. Всегда в нычке чуток электродов лежит.
Сталкивался только с один видом - ОК92.78. Варил ТИГом,предварительно отбив обмазку.И трещины на блоках,и вваривал латки,и куски разломанных чугуных деталюх сваривал. Пока заваренное держит. Всегда в нычке чуток электродов лежит. -
Но во многих аннотациях пишут о том,что эти электроды склонны к горячим трещинам. ОК 92.78 поспокойней будут,ведь там меди прилично.
-
Валерий,а почему вы его(сплав) алюминиевым чугунием назвали?
-
Подскажите про приспособу на 17 секунде,с помощью которой загоняете пробку.Где можно приобрести?
-
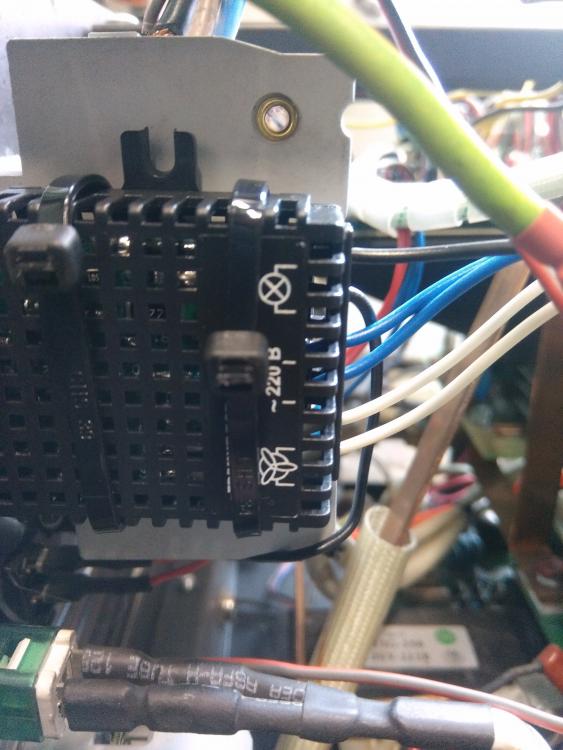
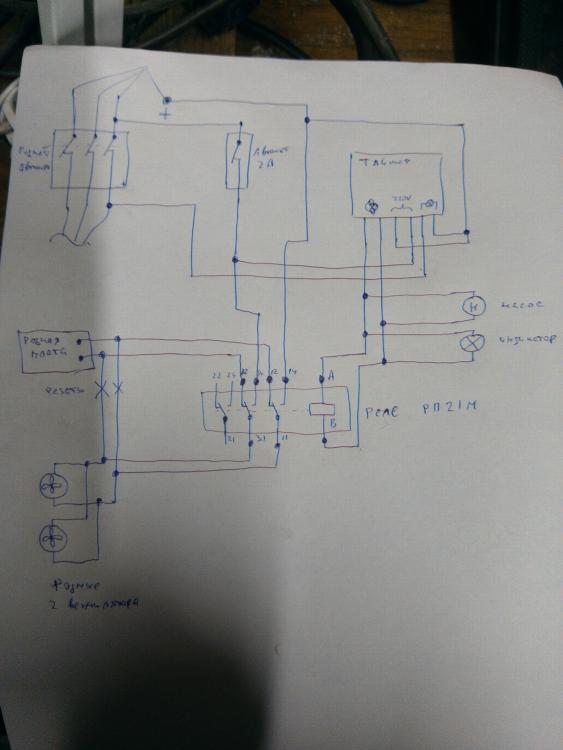
Иногда забывал выключать насос и он молотил иной раз с вечера до утра. Пришлось немного модифицировать рабочее место. Сам блочёк(таймер) +автомат 2А + колодка с реле+ штекера питания(мама\папа)+ световой зелёненький индикатор,немножко проводов,немного хомутов Теперь сварочник вкупе с блоком охлаждения работает в таком режиме - включаем сварочный аппарат и включается одновременно блок охлаждения.Когда выключаем сварочник,то вентиляторы сварочника и БВО работают ещё 5 минут и отключаются. Так как сами таймеры существуют в разных модификациях,то и на фото раскладка в двух вариантах : 1.Фото,где на колодке стоит реле-это для таймера с быстрым включением 2.Фото,где перемычки- этот вариант для таймера с плавным включением. Ещё сами таймеры бывают без задержки включения,а другие прошивки уже с задержкой включения от 10 секунд до 1 минуты.Поэтому обращайте на этот момент внимание,хотя и задержка включения - дело привычки.
-
Выходит,что спицу варить только при предварительном полном прогреве диска в печи? Прогревать до 150 градусов?
-
Самый простой и довольно-таки надёжный вариант "труба в трубу по диаметру" и концы срезов проварить между собой
-
Miners,работа неплоха,спору нет.Рад за вас.Но может и в самом деле вы откроете свою тему и будете выкладывать там видео.Кто захочет - глянет,да и подписчиков своих порадуете.А то получается,что форумчане нехотя вам просмотры вам на канал ю-туба накручивают+реклама.Это хитрый ход,но не верный для того,что хочет научится этому ремеслу. р.с.Поясняю свою точку зрения - мне,как занимающему аргоной сваркой(в том числе и дисков) интересны Именно Фотографии самого дефекта,разделка и подготовка к сварке, и соответственно хорошее фото самого шва и если обработанно,то и фото после обработки. Интересны пояснения чем варим,когда нет клейма на диске.Интересно,пробуем диск на цвет дуги или не заморачиваемся....,каждая подчёркивающая мелочь в описании работ важна для начинающих,да и "повторенье мать ученья" не помешает для бывалых. р.с.с. я же не зря вам написал "про ролики"...вы роликов для рекламы записали,ну и порционно выкладываете их в рекламных целях .Здесь,на форуме,сначала были ролики на столик... , а потом оказалось видео с диском на 22"..........а вот на вашем канале всё наоборот,последовательность соблюдена - сначала диск на 22" без роликов,а потом видео с роликами. Повторюсь,я не пробую придраться к вашей задумке и работе,но реклама самого себя вместо поста в данной ветке на Вебсварке о проделанной работе с описанием\повествованием - Разные Корзинки https://www.youtube.com/channel/UCVFhQULwOeZwwURtJ0UrdDw/videos?sort=dd&view=0&shelf_id=0
-
Мне интересно было увидеть саму разделку\подготовительный момент - форму,глубину,ширину по отношению к месту разлома. Размерность зерна,фреза,болгарка,графита много - это понятно,но не даёт полной картины подготовки к ремонту. Спасибо.
-
Верно! Случайно фото самой разделки места сварки нету? Интересно глянуть как разделали сами трещины\изломы ?
-
А столик то без новых роликов р.с. до это же был ролик про ролики....
-
Печь делали на заводе по изготовлению оборудования.Никаких аналогов,только наработки изготовителя в этом плане. Я дал внутренние размеры и на словах разложил свои "хотелки". На сегодняшний день по теме "прогревочных печей для железяк" могу точно утверждать,что печь обязательно должна быть с продувом внутри - 10000 %. Старая печь у меня в рабочем состоянии,но без продува нагретого воздуха.
-
Выставляешь нужный режим и датчик в печи автоматически регулирует + пирометры для подстраховки.