.jpg.3ec015d2b0f84cefe49c000c416b805c.jpg)
Serj55441
-
Постов
1 378 -
Зарегистрирован
-
Посещение
-
Победитель дней
65
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Serj55441
-
Буду признателен любому,даже шальному мнению . Так как я сам склонен поднапречь и выломать оторванные куски и вварить симпатичные латки из ст3. Но голова то дурная и полна идеями...вот "второе я" шепчет,что давай прогреем и вправим,а потом заварим красиво родной кусок,прокуём и даже хозяин не поймёт,что и как...

-
А мы сделали вибростол на пружинах от клапанов мотора,посадочные места пружин с обоих сторон - приварены сами тарелочки от этих же пружин. Растяжки - пружины от капота легкового а\м.
- 3 962 ответа
-
- 17
-

-
Это были столярные молотки с V-образным носиком.Один луч немного короче был,вот этот короткий и отрезал. Немного отрезал обухи(уменьшал вес),до места,где магнит.Далее заточил "носики" по разному-один очень остро,второй плавнее. Закалил кончики,нагрев+масло. Закалку держит отлично,ещё ни разу не перезатачивал,а чеканить приходиться довольно-таки много.
-
Валерий,вы варили вперемежку Панче и МНЖКТ \ или CuSi ? Цвета шва разные.
-
Падение температуры 20-40 градусов в час - самое то!
-
Это будет сделано в обязательном порядке.
-
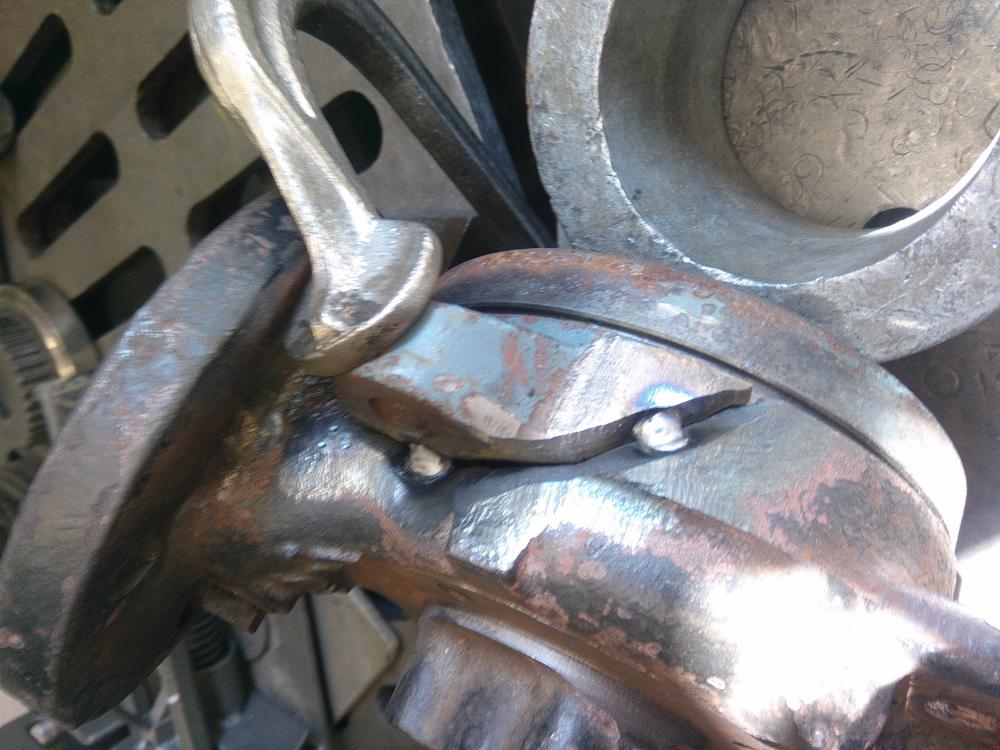
Чугунный коллектор тосола от грузовика. Лопнуло ушко,сначала варили,потом герметиком клеили..всё-равно текло Пробую восстановить. Изготовил ушко новое,вырезал под посадку ушка, сам коллектор притянул к шлифованному двутавру.
- 828 ответов
-
- 10
-
-
Ну вас прёт с этим ГОСТом !!! Я спросил про фото "подготовки места к сварке". Нет фото - достаточно написать об этом и остановиться. По фото подготовки можно хоть какие-то заметки\выводы\понимание сделать для себя и подсказать\подучить кого-либо из желающих заниматься сваркой чугуна. Про пенетрант - Спасибо !!!! я знаю и пользуюсь.В наличии есть несколько производителей. р.с. когда я спросил зачем и почему вы шов на блоке подшлифовывали - вы ноль внимания на пост.Когда спросил про фото,то расписали ГОСТ р.с.с. ГОСТы можно для образовательной цели почитывать,но как по мне-то лучше перечитывать посты selco (Валерия) , AMBIVERT42 (Алексея), krech (Сергея), где поэтапно выложено что и как делается.
-
Нет,не малиновый. Синюшный,типа синего перламутра.Такой цвет побежалости образуется на зачищенных местах чугуна при нагреве в печи при 340-370 градусов. А почему варили с обох сторон ? "Промежуточных фото " самих прихваток и и разделки нету случайно?
-
Если выглядит как алюминий,но тяжелей - цинковый сплав наверное.
-
Мой наставник грешил "паразитной фразой" - : Уважаемый!Не смеши мои седые ноги!(не обижайтесь-у меня тоже эта фраза кажется стала "паразитной") Я сейчас делаю корпус насоса и ввиду того,что есть одна трещинка в сторону...приходится делать поэтапно,т.к. ухо ,которое надо приварить будет мешать при сварке этой трещины. Поэтому сначала разобрался с трещиной.Сегодня уже заварил само ухо и остывает в печи в минвате. Выставлять на форум эту работу не считал нужным,т.к. ничего интересного нет. Стандартная работа,как и типичные трещины коллекторов,которые однообразны и неинтересны. Но в данном случае,когда зашла речь про "температуру на глаз" 200 градусов,малиновый цвет и выставленные вами фото,то "меня берут смутные сомнения"(с) Ниже фото свежей(сегодняшней улитки).Между 1,2,3 и 4,5,6 фото разница = 340-370 градусов. На фото №4 более реально передан цвет железяки после печи. Я могу ошибаться и у вас в самом деле с малиновым свечением было 200 градусов,а фото с улиткой готовой работы не передаёт верно цвета. В любой случае пирометр вам не помешает для последующих работ.
-
Александр,будете делать этот коллектор? Если будете делать ,то чем - ГПН или ТИГ ?
-
-Какой присадкой варили? -Какие токи? -Есть фото разделки? -Как "определить на глаз" температуру? -Номер керамики\сопла? -Сколько проходов?
-
А вас не смущает,что Панч не по ГОСТу готовится, а по ТУ? И то что в ГОСТе фигурирует ПАНЧ меня лично не смущает,как и те рекомендации ГОСТа какую марку чугуна как готовить и чем и как варить.Там производство,а мы в большинстве своём занимаемся ремонтом.
-
Потому,что не понял про объеденнёный пост про докУмент ГОСТа и Панч-11. р.с. просто в теме,там где это вами написано не было кнопочки "ответить"
-
Начну с документа о существовании которого большинство занимающихся сваркой чугуна даже не догадывается: ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу http://www.vashdom.ru/norms-gost14.htm Состав проволоки разработан в Институте электросварки им.Е.О.Патона. ПАНЧ11 : 0,1-0,5 РМЗ;0,5-10%Mn;0,1-3%Cu;0,05-15%Fe;Si0,3% ост.Ni ГОСТ для сварки чугуна - это здорово, но Панч-11 готовится не ГОСТу,а по ТУ......а ТУ даёт возможность лавирования между рекомендациями
-
Не претендуя на инстанцию,а просто ,чтоб убедится, ещё раз пробывал в разных вариациях панч-11 от Александр ПАНЧ 11 ,получен в разное время и разных диаметров. Чугун: 1.тиски совдеповские ,марки неизвестны. Варианты сварки: 1.Чугун с чугуном 2.Чугун со сталью 3.Ранее наваренный панч опять с панчем. 4.Заплавление панчем щели примерно 5-6мм 5.Сталь со сталью(косынки усиления между собой) Материал для сварки -всё "Панч александровский",кроме позиции №4 1.косички из самых первых поставок 1,2ммх2шт 2.пруток 2мм. 3.пруток 3мм "осветлённый" 4. косички украинские 1,2мм х 3шт. Итог : всё варится, ничего не кипит.Швы на мой взгляд даже немного симпатичны (из того,что видел в интернете). р.с в такой "дуркой" ещё никогда не занимался,а просто готовил и варил чугун. Вывод: Вы не любите кошек ??? Да Вы просто не умеете их готовить....(с)
-
Не думаю,что все врут и молчат,что у них не кипит. Ведь Сергей(Крех) писал,что у него иной раз плохо ложился второй или третий слой панча.Но вроде как он этот момент поборол путём того,что давал дольше остывать чугуну.Откуда панч был не знаю. Так что никакого понту форумчанам нема брехать и утаивать. р.с. я недавно выставляя фото корпуса маслянного насоса...так я плякал над ним,и панчем,и Дратеком.Но поборол.
-
100 ампер под связку "панч+тиг" - это точно очень и очень мало.Дублировать свои посты не буду,они есть в темах по чугуну,но повторюсь,что варить надо на больших токах.Это моё личное понимание и ощущение при сварке чугуна комплектом "панч+тиг". Присадок не подаю в ванну ,а заливаю под горелкой.Работаю педалью,поэтому точный ампераж не скажу.Буду сегодня варить очередные тиски и попрошу посмотреть за показометром моего китайского сундучка. Я достаточно выставил фото работ "панч+чугун". Всё,что работало не в масле прекрасно варилось и варится. И почти всё,что работало в масляной среде может подкипать,но виноват не панч,а чугун.Надо готовить выжигать\чухать и т.д. Я лично делал широкую и глубокую разделку.И укладывал "панч по панчу" и в два, и в три слоя....и странно,что не кипело. Мне нет смысла петь реферамбы Александру Панч-11(форумчанину),хоть в основном варю панчем от него,но и варил панчем купленным в Украине.И не увидел разницы ни зрительно,ни качеством после проверок.
-
Вы на каких токах ТИГом варили ?примерный диапазон "до и до" ?
-
.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg) Нажмите стоп-кадр, когда он показывает внутренний шов....осталось только взять платок и вытереть слёзы от радости,что эта лепнина не ставится на автомобиль.
Нажмите стоп-кадр, когда он показывает внутренний шов....осталось только взять платок и вытереть слёзы от радости,что эта лепнина не ставится на автомобиль. -
На каких токах(кнопка,спад,педаль) и с каким диаметром вольфрама,и номером керамики прогоняли на ТИГ ? Различные режимы были на холодную или ещё с прогревом свариваемого чугуна? На какой марке чугуна проводили тесты? Диаметр проволоки 1.2мм, из скольки ниток крутили кочиску? или просто диаметром 1.2мм проходили? Есть фото шлифовки верхнего слоя тестового шва? Вы подшлифовывали швы в некоторых местах?или показалось?
-
Вы подшлифовывали швы в некоторых местах?или показалось?
-
Шиномонтажники принесли диск R18. Странный диск какой-то,есть клеймо BMW и остальные клейма,но материал очень и очень мягкий.
-
Разлетелось что-то внутри кожуха. Один кусок вварил родной,вторую латку изобразил сам. Присадка 4043, 2.4мм. Проваривал с двух сторон,всё сухо и комфортно.