Точмаш 23
-
Постов
5 481 -
Зарегистрирован
-
Посещение
-
Победитель дней
415
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
@Monti, Реально,но сложно.Если соотнести стоимость работы и цену нового,то лучше купить новый,
-
 Эта мысль не совсем правильная,а скажем,удобная. А так,поостерегся бы:полуавтомат не гарантирует на грязном силумине безпористого шва,да металл шва будет довольно грязный .
Эта мысль не совсем правильная,а скажем,удобная. А так,поостерегся бы:полуавтомат не гарантирует на грязном силумине безпористого шва,да металл шва будет довольно грязный . -
Спрашиваю одного дубака: -Ты секьюрити? -Нет,я охранник 4 разряда. -А что,бывает и 6 разряд у сторожа? -Бывает.. У одного просто палка,а у другого,который разрядом повыше - палка с гвоздем . А ведь эта дичь подлежит лицензированию за соответствующие деньги.Стоит черт на воротах,калитку охраняет,но каждый год должен отстегивать определенную сумму нужным людям,что бы ему разрешили калитку охранять. В этом вся суть постсоветской России.
-
@tehsvar, Это стоит других денег.И судя по тем снимкам,которые от выложил,аппарат работает нормально и соответствует заявленным требованиям.От этого класса аппаратов не надо ждать чуда.
-
@tehsvar, Алексей,здесь дело в человеке,а не в аппарате.Он хочет за 40 тыс.получить полуавтомат с функционалом лучших европейских брендов.
-
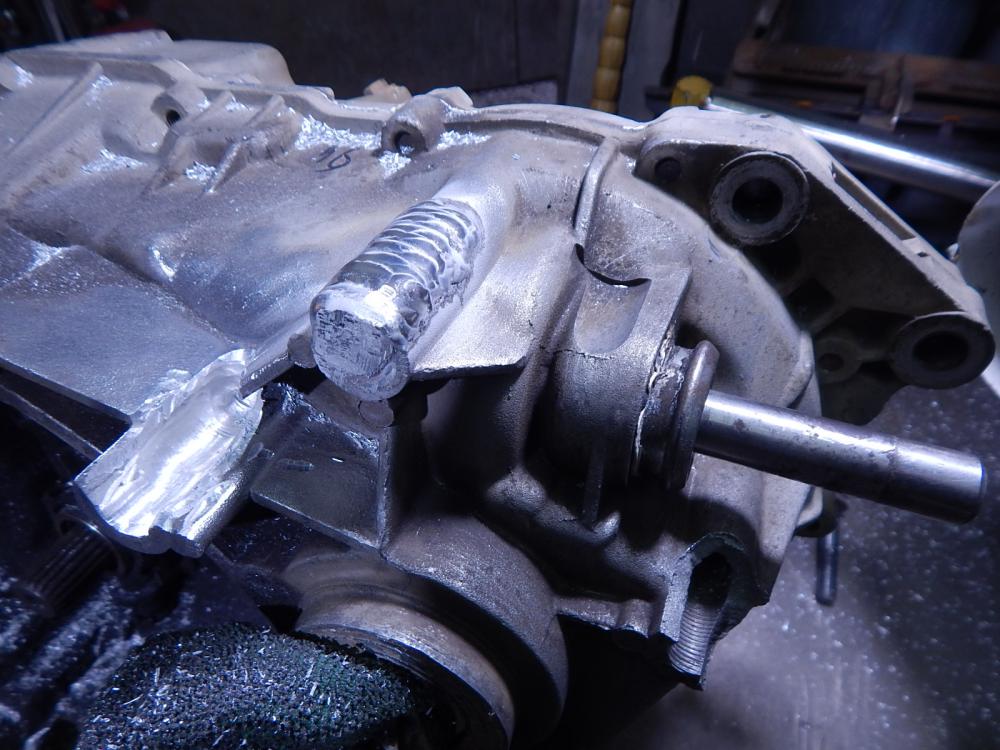
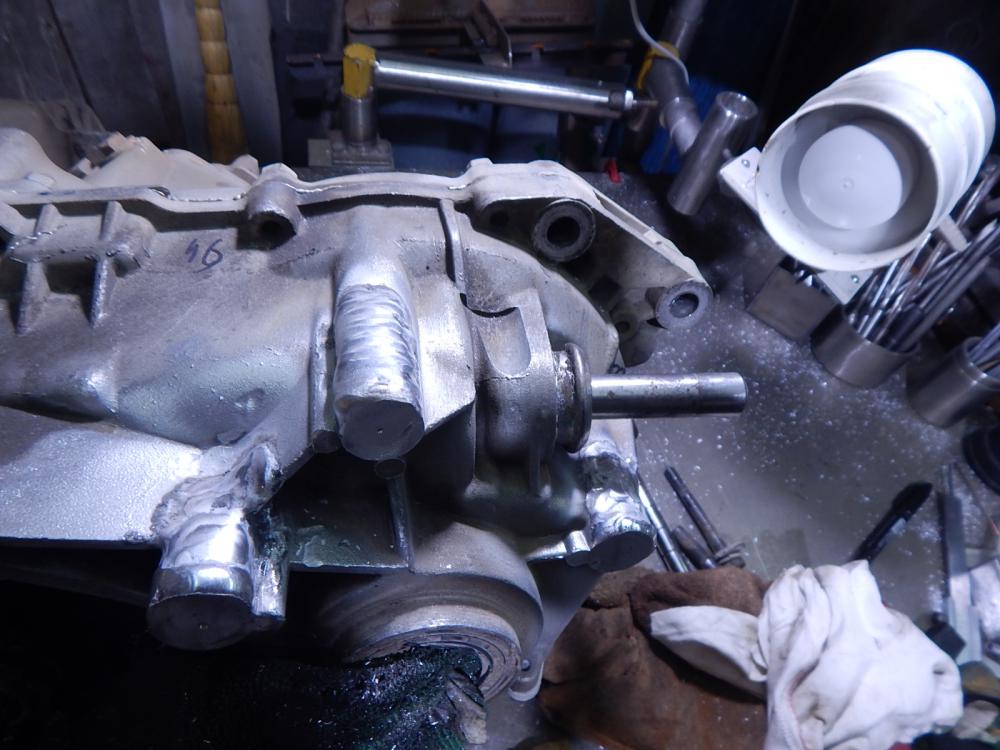
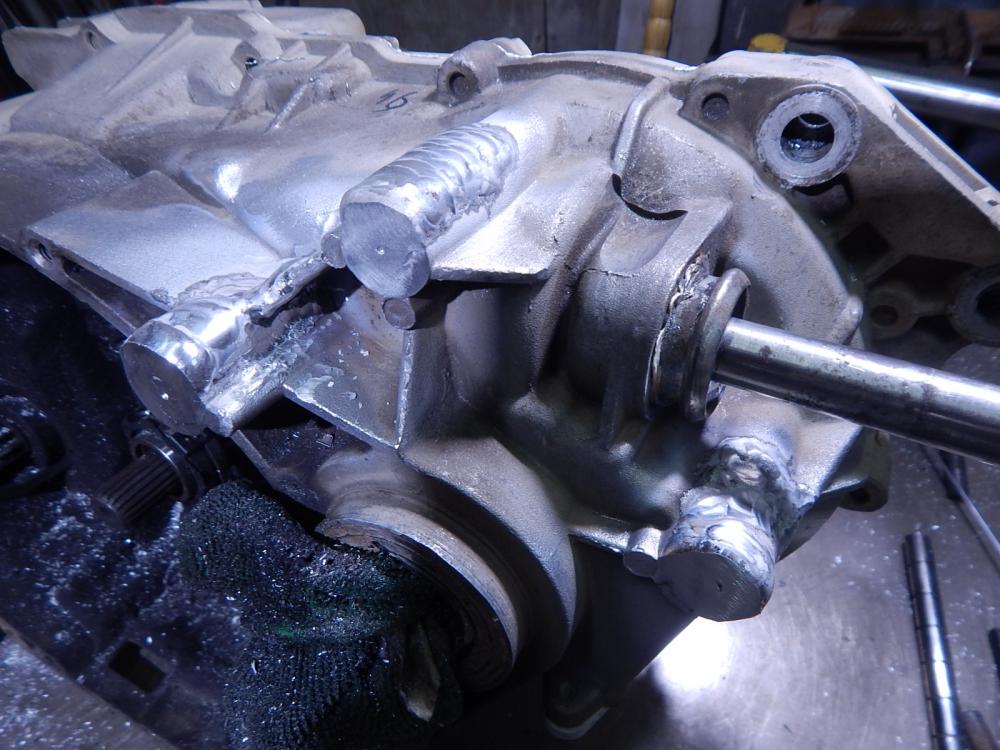
@selco, Это проходили все,так как лень было искать что-то другое, кроме оцинкованных болтов и шпилек,которые всегда под рукой...А резьбовую вставку надо изначально точно позиционировать,что намного сложнее и дороже
-
Ты же знаешь,что стяжательство - это смертный грех по отношению к ближнему
-
Оцинкованную шпильку обваривать)
-
Так восстанавливаются резьбы.Это может сделать любой сварщик из близлежащих окрестностей. Несложная и недорогая работа.

-
Детский сад,натуральный детский сад..
-
@Вячеслав164, Послушайте,любезный,вы несколько минут назад отрицали вообще возможность сварки на прямой полярности. Вы хотя немножко понимаете - зачем меняют полярность? Принципиальные вещи?
-
Не поленился,пошел в мастерскую..,чего не сделаешь ради просвещения.Так вот,омедненная проволока ф0,8 на прямой полярности в углекислоте.Толщина металла 1мм
-
Знаете,пробовал).Проволокой сплошного сечения в среде защитного газа на прямой полярности).Той же никелевой проволокой ПАНЧ 11.Знаете,варит...и без брызг..
-
Регулировкой двух средних потенциометров устраняется "спотыкание на поджиге" В качестве примера.
-
А с полярностью что?
-
Вы не завышаете напряжение?
-
@Вячеслав164, Что у нас будет первично:скорость подачи или сила тока?
-
@Вячеслав164, Просмотрел сейчас ролик с сайта Гроверс.У меня вопрос к вам:вы сами ничего не напутали в настройках? Серийная модель.Там она работает,а у вас она не хочет работать.Так не бывает,если это не заводской брак в конкретном аппарате.
-
Если не ошибаюсь - БрОФ6,5-0,15
-
Ближе мест нет ? Было бы что там возить..
-
Конечно, нужен,но с оговоркой для сварки алюминия толщиной более 1,5мм.В принципе можно зажигать дугу на какой - либо пластинке и переносить ее на тонкий свариваемый металл,а так- это прекрасная и нужная функция. И плавный разгон тоже...хорошая вещь)
-
----
-
Поясню на примере ПДГО 510.В этом подающем раздельная регулировка потенциометрами следующих параметров: Пределы регулирования времени задержки отключения выпрямителя (вылет проволоки) сек. 0,2 - 1,5 Пределы регулирования времени нарастания скорости подачи электродной проволоки до установленного значения(мягкий старт),сек. 0,2 -2 Регулировка отключения задержки у вас есть( установлен потенциометр выше подающего механизма).А вот если пределы регулирования нарастания скорости подачи проволоки забиты в программе и нет возможности их регулировать ,то при неверном соотношении задержки отключения и регулирования скорости нарастания подачи проволоки вы получите то,что описываете. Сталкивался с этим и регулировкой параметров это явление устраняется.В вашем случае,вероятно,-это программная ошибка. А большое количество брызг-это неправильное соотношение скорости подачи проволоки и напряжения ,плюс неверная установка величины индуктивности.
-
@Денис16i, Этот около трех ...с учетом сверления отверстий и нарезания резьб.