Luza
-
Постов
1 313 -
Зарегистрирован
-
Посещение
-
Победитель дней
83
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Luza
-
Преобретите или скачайте учебники по сварке, начинать нужно с теории. Учиться лучше под руководством преподавателя который будет показывать и указывать на ошибки и методы их недопущения.
- 4 ответа
-
- 1
-

-
 Как справедливо выше заметил Никита, цементируется или азотируется только шейка колена. Если бы она выкрашивалась, то и резьбу бы было так же не реально нарезать, без выкрашивания витков резьбы.
Как справедливо выше заметил Никита, цементируется или азотируется только шейка колена. Если бы она выкрашивалась, то и резьбу бы было так же не реально нарезать, без выкрашивания витков резьбы. -
Лучше тогда просто забить резьбу, над закрученной пробкой, все равно что после сварки, что после забивания резьбе капут. Или ТИГ спот, хотя закернить резьбу более надёжно.
-
Ни в коем случае. Обжечь гайку, чтоб выгорел цинк, лампой паяльной, газовой горелкой, без фанатизму))), взять присадочный пруток, ( проволоку от П А, или пруток для Т И Г , выставить 60_ 65 А, включить ДС, остро заточить электрод, зачистить гайку, профиль, зачистить место куда прицепите обратный кабель, открыть газ, выставить расход 8-9 л/м. Между гайкой и профилем вставить пруток, зажечь на нем дугу и перемещая покачиванием электрод добиться сплавления кромок. Повторить с противоположной стороны. Потом обварить с присадком.
-
Просто нужно перенести в другую тему, тут была такая.
-
Раствор коварен(С) )))
-
Значит нужно убедить конструктора что это не совсем технологически правильное решение. Надеюсь конструктор знает, что сварка своим телом не допускается на ответственных деталях? Для этого есть метод сварки по отбортовке кромок. Кромка выполняет роль присадочного прутка, что позволяет добиться высоких механических свойств соединения.
-
Не наговаривайте на себя. Нормальные у Вас руки. Если делать серию, подобрать режимы на образцах, отработать скорость, и все. Но как часто бывает, все в единичном экземпляре, и иногда сразу ни у кого не получается))).
-
Я с человеком, который у меня взял 180 Себору общаюсь постоянно, мой приятель, он на нее не жалуется, и работает ей именно по алюминию.
-
Нужно было сваривать выпустив один лист на пару мм, получилась бы своего рода отбортовка. Я на ней настраивал этот режим, она нормально отрабатывала, я с присадком работал.
-
АС ХА?

-
Игорь, Вы наверное видели "чешую", которую выводят на черной стали при сварке, те же самые движения, и при навыке ничего особо сложного нет. И кстати, чешуйчатость шва не есть гут, она допускается только при последующей мехобработке, т.к каждая чешуйка является концентратором напряжений ввиду разнотолщинности шва.
-
Я соту интеркуллера приваривал к профилю, когда купил Эвоспарк, сделал сейчас скриншот с видео, второй с видео моего, в котором это фото. Пульс совсем не обязательно для сварки алюминия, я отваривал швы на пластинах 2 мм в линейном режиме, литой монолитный шов, Можно. Отличные аппараты. И не зацикливайтесь на этих пульсах, предподогрев решает проблему черноты, и кучи какашек в начале шва. Через примерно неделю буду ремонтировать лодку, сниму видео о сварке в линейном режиме.
-
Нам выдавали восстанавливающий крем, он так и называется. Я им очень сильный ожег залечивал, прикоснулся к металлической двери случайно, после пожара, волдырь вылез сразу, никакие пенки не помогали, и я стал мазать ожег им, по совету медика. За 10 дней затянуло свежей кожей.https://optimus-siz.ru/regeneriruyuschiy-vosstanavlivayuschiy-krem-dlya-ruk-cks-profline-tuba-100ml типа такого.
-
Если Вы собираетесь заканчивать шов на краю листа, то вообще то рекомендуется заканчивать и начинать шов на выводных пластинах.
-
Значит это и есть мастерская и производство))), Вы просто боитесь это признать, " Если что что то похоже на утку, крякает как утка, то это скорее всего утка.(С) С этим не поспоришь, "Да, человек смертен, но это было бы еще полбеды. Плохо то, что он иногда внезапно смертен, вот в чем фокус!"(С).
-
Не будет. Да и смысл тогда иметь аппарат который может значительно упростить жизнь, и не пользоваться его возможностями? Я когда купил китайца Тритон Алюмиг 250 , сразу принялся им чинить лодки, и потом с ТИГ аппаратом больше к лодкам не подходил. И все прихватки, когда никого нет рядом я делаю на алюминии полуавтоматом.
-
А зря. Ваши трубки легче полуавтоматом делать, это первое, прихватить детали под сварку ТИГ, это гораздо легче сделать , ну и пульс полноценный, а не в углекислоте раскроется вовсей прелести своей.
-
Ну я предполагаю, что хорошие машины стоят столько же, сколько и именитые европейцы, и смысл тогда везти дорогое оборудование, если все мечтают взять аппарат с пульсом шмульсом за 30 т р, никто не хочет отдавать 300 и больше т р за аппарат, которым ради хобби работают в гараже. Гнилые машины можно и трансформаторным п а чинить.
-
Совершенно верно, на более совершенных аппаратах, прямо видно, ближе, или дальше ответ горелку, высота дуги остаётся неизменной. Китайцы делают все синергетические программы криво, если есть понятие, коррекцией все отстраивается, если человек учится, то ему тяжело понять, что и за что отвечает, что нужно крутить, и что в итоге получится. Простой режим п а без сенергетики я бы рекомендовал включить, и на нем работать. Смеси все равно нет, хотя можно купить проволоки для сварки алюминия, и гонять его в пульсах, шмульсах. Рекомендую брать проволоку 1,2 мм АМг, и ей погонять. Тефлон не надо, не и так хорошо протолкает.
-
А дальше уже идёт превышение рабочего диапазона проволоки диаметром 1 мм. Вы это ещё упускает из вида, в углекислоте нет ионизации дуги, как на смеси, и при превышении данных значений у Вас и получается то что получается. А индуктивность выкрутитите в -. Стабильность процесса возрастёт.
-
Ничего страшного, научитесь. Индуктивность поставьте в - , на максимум, поставьте к примеру подачу 3 м в минуту, напряжение 17 В, попробуйте стабильность работы.
-
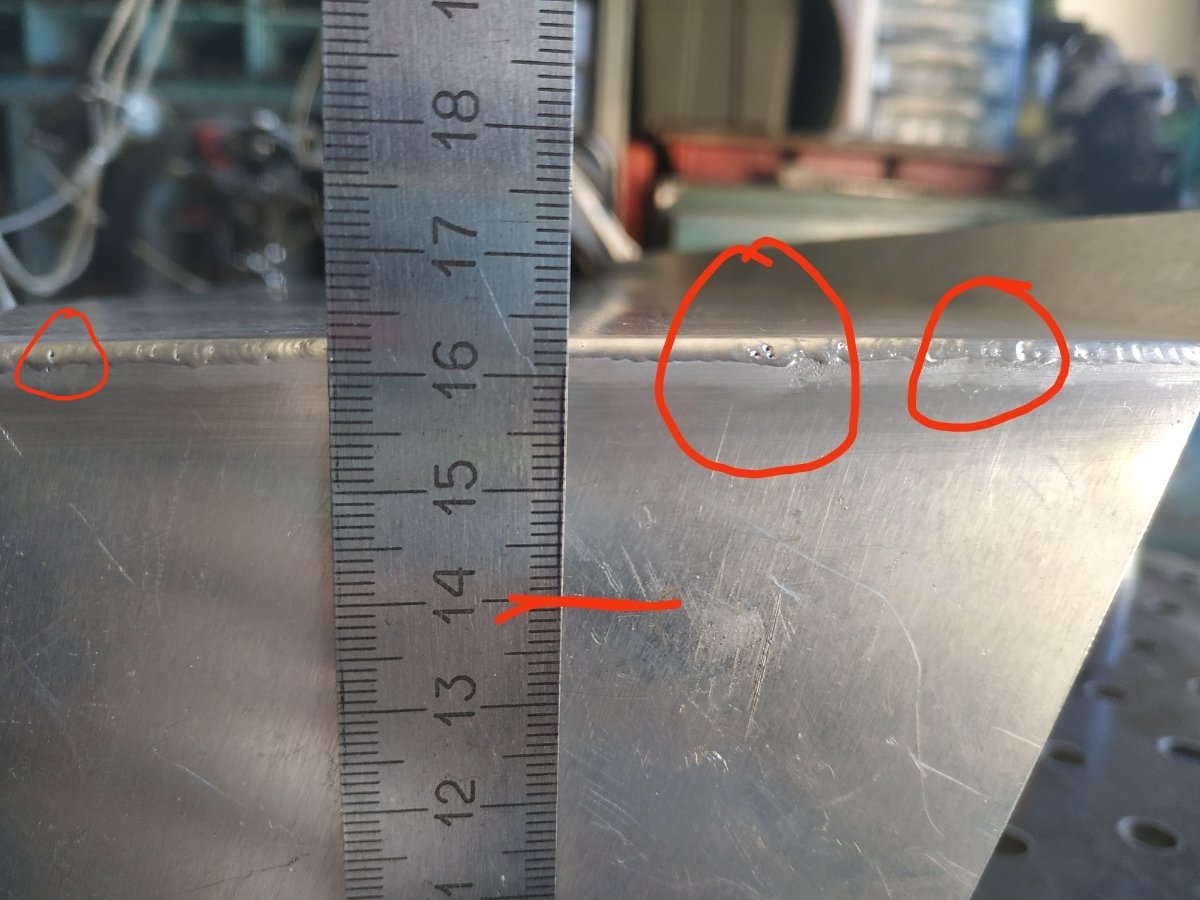
Так фото то он выложил, его учат как делать правильно, чтоб не было проблем, он все равно идёт своим путем, хотя уже все советы ему дали. ))).
-
Отпустили триггер горелки, решили снова 10 мм валик продолжить, откусили кончик проволоки. Окисленный кончик может не сразу контактировать с металлом, и проволока толкает, потом этот треск и рывки, Вы же сами на это жаловались)))
-
Запомните, зарубить себе, выручите как отче наш, окисленный кончик проволоки, с шариком, или без шарика, после остановки процесса сварки, перед новым циклом откусывается, кусачками, мультитулом, на Ваш выбор, но откусывается обязательно, это должно войти в привычку, как сходить в туалет))).