selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Не надо замков ,,,, я вот ночью встаю и жру если хочеться и все в норме вес и прочее , впрочем и Мясников не против этого . https://yandex.ru/video/preview/?text=доктор+мясников+%22жрите+когда+вам+нравится&path=yandex_search&parent-reqid=1658258185246708-7307267995468070728-vla1-1459-vla-l7-balancer-8080-BAL-9623&from_type=vast&filmId=8288278355286616911&url=http%3A%2F%2Ffrontend.vh.yandex.ru%2Fplayer%2FvqxxHSQF1sRY
-
Так и должно быть. Я вот сегодня вентилятор подгонял к трубе из подвала , труба пластик . вент металл и как же их соединить?

- 1 254 ответа
-
- 16
-

-
Не слухов не было на счет убили или еще чо и если бы то наверняка слухи были бы , просто у ворот комбината стало пусто и одна охрана а раньше машины стояли за продукцией , ну и майбах в одночасье с гаишными машинами исчез из города .
-
Ну а как же иначе , вот при СССР Ногинский мясокомбинат был невзрачным но выпускал колбасу по ГОСТу , но настало время лихих 90х и мясокомбинат прикупил кто то из краснодарского края и говорят у него там не один мясокомбинат был . Так вот отделал его так что кремлевская стена блекла перед забором ногинского мясокомбината с подсветками и прочим но не сие главное , главное пошли слухи в округе что на мясокомбинат завозят туалетную бумагу вагонами в колбаску приправа . Вот знаете на чем ездил "хозяин " не на мерсе и даже не бентли , на майбахе да не один спереди и сзади сопровождение пару мерсов ГАИ . Но теперь похоже и уже давно комбинат не работает , хозяина??? на майбахе не видно , да и кто его знает где он скорее где нить в Монако .
-
Отсутствие серьезных требований не аргумент , вот ВЫ бы стали лучше других варить (сварщик который любит свою профессию , плохо и не красиво варить просто не умеет) и сразу бы появились "требования" у начальства к другим и равнение на вас . Ну и однообразие ,,,,, оно везде так и это только кажется что у других его нет и устают так же все иначе платить не за что будет . Вот почитайте-полистайте на досуге и очень интересная тема . http://websvarka.ru/talk/topic/539-kto-est-kto/?p=92949 Если будете относиться к работе вот так примерно и у него тоже однообразие но........ , то вас сами отыщут работодатели и предложат работу http://websvarka.ru/talk/topic/14981-budni-svarschika-s-illiustratciiami/?p=478104
-
Скалеры , или просто по русски , зачистной игольчатый пневмомолоток . https://ufa.vseinstrumenti.ru/instrument/pnevmoinstrument/pnevmaticheskie-zskalery/
-
@BelaZZ, Игорь , давненько ты не заходил к нам . Ну и как всегда . Смотрю ПА у тебя новый
-
Сегодня сварки не было и занялись чистотой , помыли Ниву . Не люблю ржавчину а она появилась на прицепном , снял и отправился в магазин за красочкой . Прикупил цинковый грунт + балончик черной матовой , ну и в догонку по знакомству предложили шурупик за 8500р безщеточный, нынешняя цена у них же 15000р , ну как же отказаться и безщеточный поехал со мной . Ну и как же не опробовать цинк-грунт , подготовили и загрунтовали
-
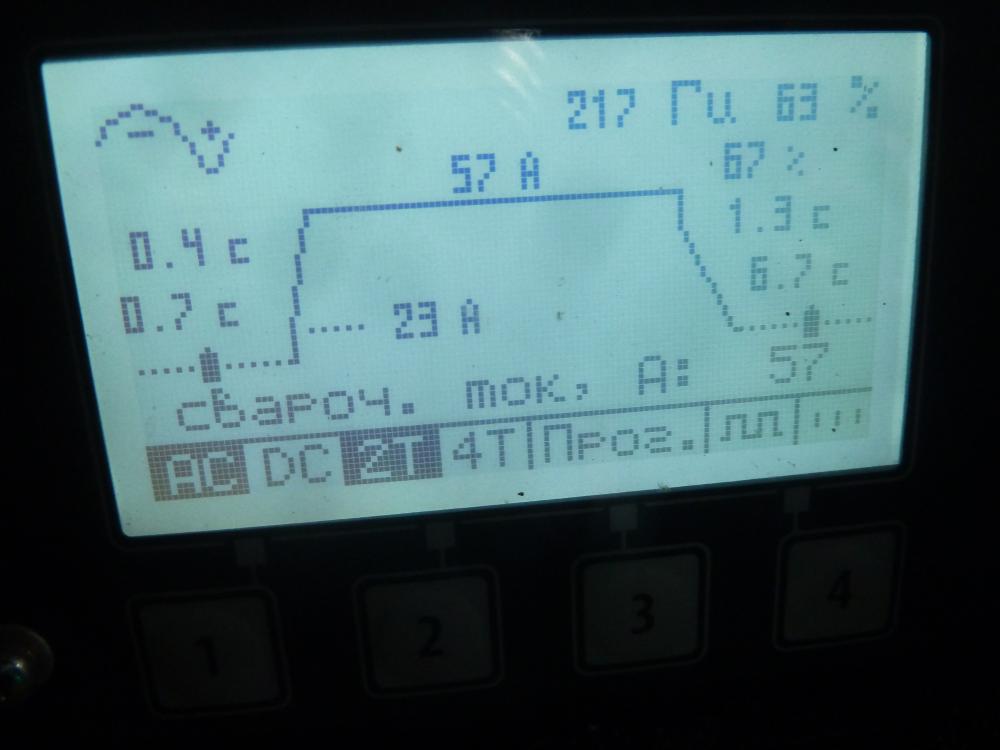
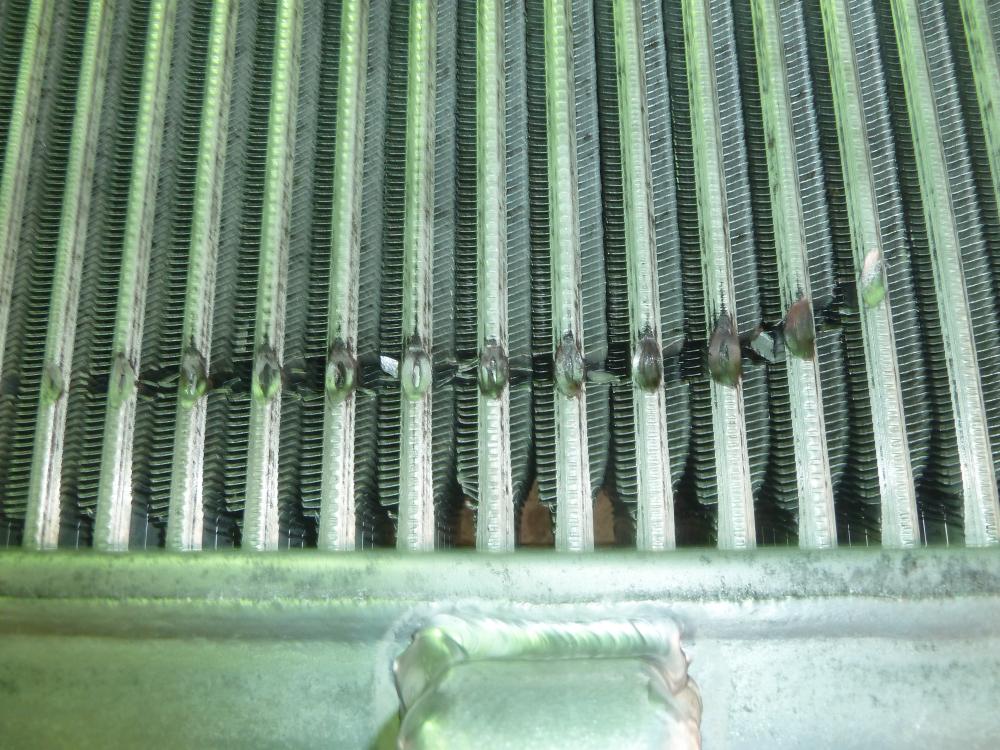
Крепко-туго обмотал и наверняка сам этого не заметил в работе , синяк в желтом цвете . Ну и сегодня у меня интеркулер автобуса + уголок по счету уже третий , что то у них все протирает ? , трубку параллельную сотам лень закрепить .
- 1 254 ответа
-
- 16
-
-
6м\сек и даже 4м\сек и это очень много в мин 240м и сварки не получиться даже на 500А,,,, и что то вы ошибаетесь и скорее 4м\мин и это реально .
-
Большие толщины конечно да + после ГАР практически нет облоя , вот плазма этим да и лазер похвастаться не могут . Про точность да современные средства позволяют это и наверное тут примерно все равны , даже газорезка ацетилен или еще какой горючий газ и если она автоматизирована то тоже довольно точна .
-
В пятницу еще сделал ну и сегодня вспомнил что не выложил на форум в общем фоток то не много но то что есть . И так поменяли на большегрузе турбину и убрали ЕГР , у турбинки иной фланец сливной трубки масла . В Купавне за15 мин на ГАР (гидро абразивная резка) по прокладке на ПК задали параметры и еще 15мин резали , точность великолепная и пожалуй лазер проиграет ГАР в точности и качестве реза . Трубка родная гниль+гофра дырявая и по сему решили из газового нержавеющего шланга варганить и в общем все получилось как надо . Ну и трубу глушителя подлечили .
- 1 254 ответа
-
- 16
-
-
Сергей , ну клиенту сразу говори да и можно со смартфона посмотреть цену проволоки и он поймет что дорого + очистка под сварку + электричество + аргон и не меньше 1000р будет а то и больше , и что сейчас тыща да не чего не стоит . Вот у Тиг-Тула где то ролик есть и он за час 4000 р не зависимо что делает . Вот сегодня уголок от турбины автобуса второй уже варил , протирает их чем то а водилам до лампочки похоже , так вот 1000р .
-
Да наверное так и есть ,,,, и это еще не все , вот в Монино был самый дешевый рынок в округе и как не как там вся элита ВВС и не только , но рынок как пару недель уже прикрыли и поговаривают это происки сетей "Пятерочек" и Магнитов и других им подобных , а цены у них у всех "скорректированы" как надо не в пользу простому покупателю и сегодня цена за "стеклянные" помидоры 250 пару дней подержат и баЦЦЦЦЦ акциЯ скидка 200р за кг и вот народ на сие ведеться а 200 а вчера были 250 и надо брать .... Вот так и живем .
-
Сергей , вот у вас в изобилии помидоры и огурцы да и остальная сельхоз продукция и цены в разы дешевле , у нас Балашиха с ее криоген мощностями и не только она и цены дешевле ,,,,,, но в общем то выходит что примерно траты одинаковы что у вас что у нас , вы помидорки подешевле кушаете мы по дорогому , мы газ "кушаем" по дешевле правду не каждый день , а вот помидорчиков и огурчиков хочеться каждый день , ну и персики с клубникой для внуков тоже раза два в неделю побаловать не возбраняется и кто как бабка с дедом их побалует вкуснятиной .
-
Я вот неделю назад в Эльгаз (Электросталь) менял 780р+300р за просроченный баллон , не покупал СО2 лет семь а тут бак с Грузового приперли и архи плохо помыли и пришлось поменять . Вот у вас наверное помидорчики и огурчики подошли и сколь цена??? , а вот у нас товарищи с Краснодарского края за хорошие помидорчики дерут с нас от 270 до 300р за кг а в нем 2-3 помидорки то есть за раз съесть на двоих, то есть почти полбаллона СО2 , стеклянные не съедобные (это я их так называю ) стоят от 150 до 200р ,,,, как вам это??? , ну а клубника и прочее лучше и не смотреть .
-
На кузовщину и используют но она и не только для кузовщины згодиться . просто на 0.6мм надо по больше опыту так как дуга более концентрирована и узкая по диаметру и отсель ей прожечь проще без опыту , и выходит 08 золотая середина и многие именно ей и работают
-
Ну если настроите ПА нормально то пойдет и порог точками в основном варят , так что перво наперво настройка на сторонних по толщине схожих железках . 0.8 конечно лучше будет для кузовщины но не выкидывать же 1мм и работайте ей или с кем нить поменяйтесь на 0.8 если конечно есть такая возможность.
-
А что же это как не реклама , и вообще Прикупите баллон с газом + обычную проволоку и будете удивлены. ЗЫ нет у него в видео ровного шва в сварке стыка , ну а на плоскости куска металла можно положить боле менее ровно чем угодно , но сварщика интересует именно стык а не ровная плоскость .
-
Дмитрий , мы вам поможем ноу проблем https://yandex.ru/video/preview/?text=российские%20болгарки%20марки&path=yandex_search&parent-reqid=1655836012507562-15453718688014185616-sas3-0767-15b-sas-l7-balancer-8080-BAL-2976&from_type=vast&filmId=7313486373614880233
-
Да поверхности трения уменьшились , но это не означает что увеличилось трение , современные поршня на кои приходиться львиная доля трения очень хорошо сбалансированы и легче в разы и по сему и трение меньше , коленвалы и вкладыши + блоки в разы точнее и по сему трение тоже меньше . но это уже "семечки " и с 250куб снимают под 60 л.с и даже больше без наддува . Ну и "виновник" торжества чье видео о быстрой кончине иномарочных ДВС без импортных присадок , что то противоречит сам себе и вот послухайте рассказик Ну вы что думаете в России нет наработок по присадкам есть и применялись даже еще в СССР , так что думаю паника не уместна .
-
 Так точно!!! Вот смотрите ,,,,, чо чО он сотворил ТИГ сваркой , руки бы ему............ , да и ПА лучше но тоже .... , в общем интерс кто к нему ездит на "кастинг" . Вот как раз под тему привезли сегодня катализатор удалили и резали сами ,,,, мне только сварить , стенка двойная и внутреннюю ПА проварю правду у меня проволочка 1ММ 316я но это не меняет задачи , а вот наружную ТИГ сварю и по фоткую по побежалости где оно больше будет , да кстати нерж 2мм толщиной и будет иметь зазоры от реза болгаркой минимум в 1мм на сторону но скорее больше , это я про тиг и подгонка конечно играет роль но тут уже все отрезано и бум компенсировать зазоры сваркой .
Так точно!!! Вот смотрите ,,,,, чо чО он сотворил ТИГ сваркой , руки бы ему............ , да и ПА лучше но тоже .... , в общем интерс кто к нему ездит на "кастинг" . Вот как раз под тему привезли сегодня катализатор удалили и резали сами ,,,, мне только сварить , стенка двойная и внутреннюю ПА проварю правду у меня проволочка 1ММ 316я но это не меняет задачи , а вот наружную ТИГ сварю и по фоткую по побежалости где оно больше будет , да кстати нерж 2мм толщиной и будет иметь зазоры от реза болгаркой минимум в 1мм на сторону но скорее больше , это я про тиг и подгонка конечно играет роль но тут уже все отрезано и бум компенсировать зазоры сваркой .
-
О,,,,, этот автобус имел шестерку которая не имела тяги вовсе , в г. Ногинск был похожий подъемчик асфальтированный так вот если автобус набит пасажирами то половина подъема на 1й передаче и все вставал и люди выходили и 200м ишли пешком и только после этого автобус трогался и преодолевал подъем. А что такое кардинальное перетерпел двс за полвека ? ,,,,,, да не чего такого , поршня стали кованные и сплав улучшили , кольца стальные , точность изготовления возросла и т.д. и т.п. впрыск компьютеризированный с зажиганием и все это способствует поднятию мощи , но вот система смазки осталась таковой с 30х годов 20го века , ну если форсунку в шатун добавили на поршень прыскать из внутри для охлаждения . Ну и вот конкретный пример , что в Грузовом центре полно полным большегрузов как Российских так и Прибалтика , Польша и т.д. с провернутыми и раздавленными вкладышами и это при современном с присадками маслом . Вот у нас было два Краза в гараже так вот они в двойне свой ресурс намотали и ДВС уже сопливил со всех "щелей" но вот вкладыши не проворачивало. Я не против присадок и они нужны но товарищ выше и отмечу это еще раз "сгущает краски" сильно
-
Егор , ну хорошо хорошо но не быстрей чем ТИГ да и тепловложение поболе чем у тиг будет , на ТИГ можно получить вообще соломенный цвет да и шов будет не с таким усилением избыточным для 0.8мм нержи . Вот о чем я и говорил до 2мм тиг даже самый простенький однозначно обыграет даже супер крутой ПА .
-
Производят конечно , да и паниковать не стоит , сколь иномарок в 70х-80х гоняло по СССР и импортных масел тогда не продавали ,,,,, и не чего ездили так же как и за бугром . Илья Свиридов как всегда сгущает краски и ему главнее не поломка ДВС или разрыв масляной пленки , ему важнее сколь народу сие посмотрит и сколь он за сие получит танге .