selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Это как так то ???? , они "фирма" и должны отвечать за свое все ,,,,, или они только способны рекламщиков нанимать и боле не чего . Вот какая Cebora тут прекрасная у них , и оставил комментарий с ссылкой на сию тему про " пердеж" и почитать посоветовал ,,,,,, через пять минут комментарий успешно удалил ,,,,,,,, рекламщик однако.
-
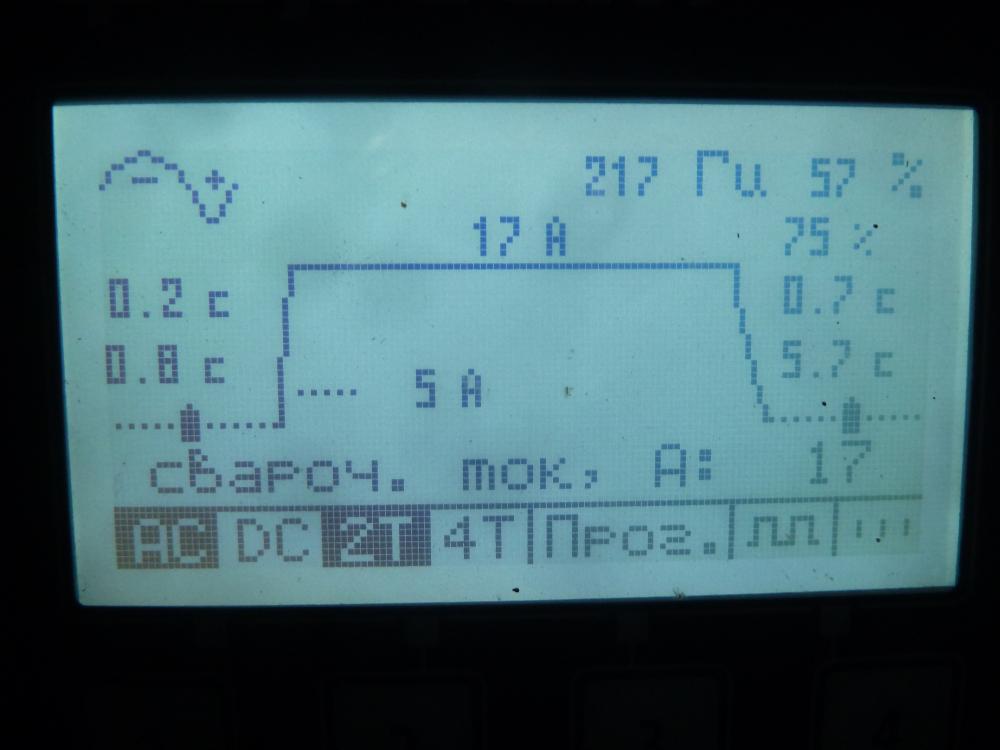
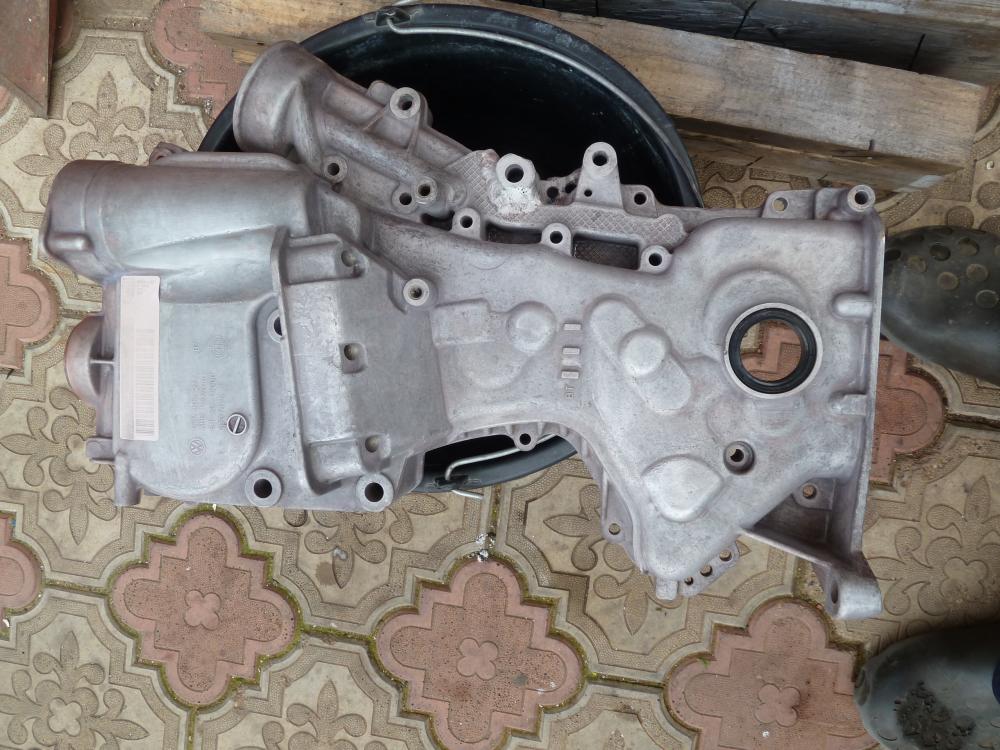
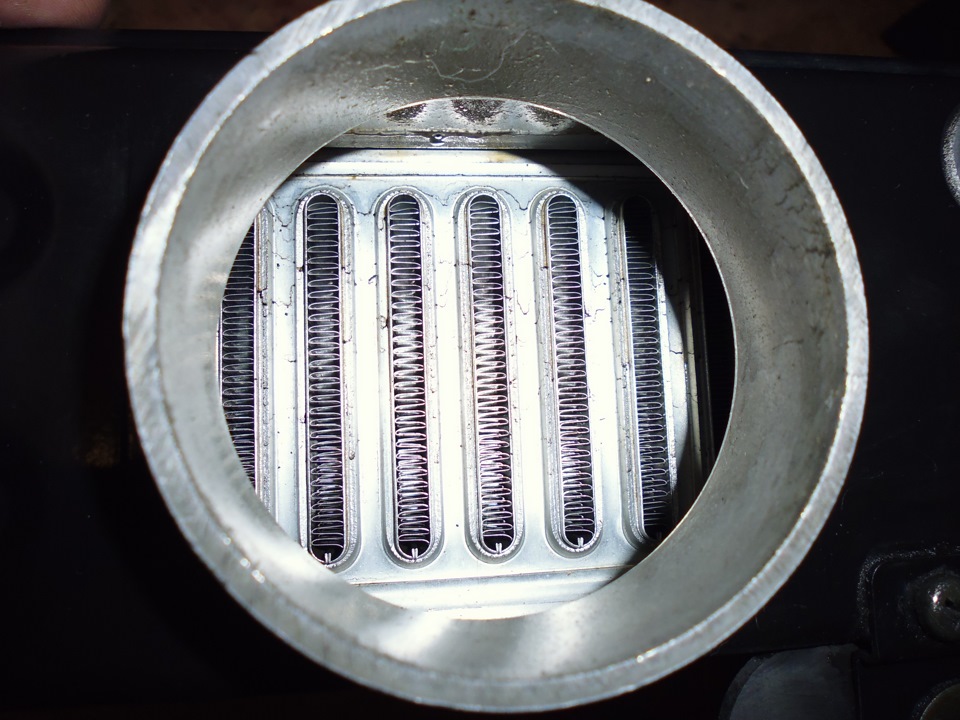
Про Бриму не знаю , а вот Форсаж и конечно не Selco , но поджиг и сварку начинает с 5А и работать можно с успехом . Ну и теперь америка радиатор и кулер , пристукнули чуток американца и около шва лопнул бачек и два уха крепления рамки оторвало и тут проблем нет , сварили. Вот кулер похоже когда то раньше пострадал и замазали холодной сваркой Вот теперь мне ее вычищать тщательно придется и если иначе то сварки не будет . Ну и готовим проволочку 4047 08мм и сий будем цепляться за ребрышки сот а они тонкие даже очень тонкие и 4043 1.2мм и этой заполнение пробоины Ну и масочку и она уже лет десять работает отменно обновили и почистили стеклышки , чтобы не чего мне не мешало , ну и горелочку заправили WZ8 1.6ММ Ну и вот одна самая малая пробоина успешно заварена . Вот так цепляемся за краешки сот . Ну и далее дело техники . Вот и герметичен кулер и ДВС американца думаю прибавит прыти . И мои славные помощники 17А и ими цепляемся за соты 27-37А заполнение

-
Ну вот выходит это у них "серийная" неисправность , а я грешным делом подумал может и не прав и только у Владимира сия проблема и в наше время одноименные изделия тоже могу отличаться друг от друга и бывает кардинально . Ну и это неисправность и вот на других можно на месте стоять до провала ванны но при этом дуга стабильна .
-
@roha, Роман , ну и ты нашел правильное и единственное решение с поддоном ++++
-
Кто такой "бутерброд" сделал или покупная магазинная ? При эксплуатации в диапазоне 350 — 525 °С более 100 часов нержавеющая сталь AISI 430 становится хрупкой при комнатной температуре. Ну в автоклаве не только нагрев но и давление присутствует . Каким прутком вом воспользовались? и ржавая не есть хорошо и скорее дефекты попрут со временем в геометрической последовательности Оптимально использовать дуговую сварку в инертных газах при соблюдении минимального энерговклада в свариваемый шов. Рекомендуется сварка "сверху" (то есть, когда свариваемая поверхность расположена ниже сварочного инструмента). В качестве присадочного материала можно использовать аустенитную проволоку 309L, Cв-07Х25Н13, Св-08Х25Н13БТЮ и т.п. Можно использовать электроды или присадочные проволоки на основе ферритной хромистой нержавеющей стали марки AISI 430.
-
Можно и выше отписали подогрев или без онного но тогда не спеша с расстановками и не перегревая шовную зону . присадок лучше 4047 но на край и 4043 сгодиться . Вот посмотрите тут видео есть и это наверное лучшее про этот "алюминиевый чугун" ,,,, да и у нас тут тема где то запылилась и поищите или кто ссылку скинет на нее https://www.drive2.ru/b/551671988851048773/
- 3 331 ответ
-
- 3
-

-
- технологии
- TIG
- (и ещё 1 )
-
примерно так , закупорить (заткнуть) все отверстия и оставить одно для входа шланга с аргоном и маленькое для выхода воздуха ну и заполнить аргоном и при сварке поддув оставить примерно на 5литров расхода , в общем опять фотки и конструкция нужна для более полного понятия ситуации .
-
Дуга бегает и конечно многое от аппарата зависит и вот у Форсаж частенько так бегает , но повторюсь небольшой ток и масса может не в том месте прицеплена и поближе бы ее к месту сварки ну и электродик обновить подточить на то он и электрод чтобы его обновлять , а ГЦ тут не причем и на любых должно с кончика , конечно на высоких меньше вероятности что будет гулять . Вот смотри Ево меньше 5ампер банку практически не плавит и частота 300гц но дуга на кончике и не куды не убегает .
-
Вот Cebora и писал уже за такие деньги должна работать на всех режимах без каких либо мучений со стороны сварщика и если у нее есть такие "широкие" настройки то не должно быть с ними не каких проблем то есть куда бы сварщик не крутанул баланс токовый или временной и она должна выдать результат в виде стабильной дуги не зависимо от качества электрода и шарика на нем , вот еще раз ну почему Селко выдавало все при любых даже "жестоких" настройках ,,,,, а..аа тут одни ????????? с аппаратиком и что то они не допилили о чем раньше и говорил . Приезжай и буду рад и погоняем твоего зверя , но я и так выше уже высказал свое мнение и пусть в сервисе допиливают аппарат с помощью прошивки или абы как иначе . Вот смотри видео от 6061 про электроды и ломать их нельзя только резать . https://www.youtube.com/watch?v=cWv3f7T-UXQ И вот смотри и у него горит дуга не скончика и на сколь помню он пользует Миллер но может и видел и китайцем работать , так вот обычно сие на малых токах происходит , но вот на Селко бывшим моем такого не было .
-
Да для нас экзотический а за океаном их родной размерчик 0.035 дюйма . Да может и такое быть .
-
Ну надобно посмотреть на автоклав и конструкций море , да и "пробоина" где в каком месте тоже важно и по сему фотки завтра и совет от увиденного. Но вот сразу попробуй магнитом автоклав и если магнитится то нерж тип. 430 и с ней могут быть проблемы например если свищ на сварочном шве или рядом так вот она не любит повторной сварки , в общем надобно посмотреть . Если не магнитится то уже хорошо и с этой нерж будет легче работать - ремонтить .
-
Форсаж все верно дует и так меньше вероятности что он засосет искру горячую видь аппарат к сварщику лицом стоит всегда , да и пыли с зади меньше . Гроверс наоборот но может у него фильтр стоит , но стоит заметить что в основном современные аппараты большинства фирм воздух забирают с зади и выдувают вперед даже с фильтрами .
-
Да вот 100% не вымоют они так как сварщику нужно и неоднократно проходили , и по сему я за ними под себя мою то есть под сварку ну и деньгу прибавляю за сию "баню" .
- 3 331 ответ
-
- 6
-
-
- технологии
- TIG
- (и ещё 1 )
-
Форсаж 25 вроде . ----------------------------------------------------------------------------------------------------
-
Да да согласен, но мне лень было ацетилен горелку включать ну и тиг дуга на DC токе прямой полярности и она не очищает от окислов . вот на ней я и попытал флюс и да можно работать но по мне лучше тиг дугой правильной заварить без всяких флюсов . в общем пайка что то к душе не легла .
-
@roha, Роман , пока тебе плюсики не открыли и поставлю сюды +++ Вот такой химии как в видео отыщи и надолго хватит , правду нужно осветлять после травления и азотная кислота в помощь . Вот еще хорошая штука но ее надобно отыскать в инете , ну и щелочные хозяйственные типа крот , тирек-турбо в помощь и они в любой пятерочке есть .
- 3 331 ответ
-
- 2
-
-
- технологии
- TIG
- (и ещё 1 )
-
Вот с одной рукой но что творит и не леницца , молодец паренек и в коментах некоторые пишут " я бы и двумя руками сие не выдал" . ----------------------------------------------------------------------------------------------------------------------------------------------------------------- Одной Левой195 подписчиков ВЫ ПОДПИСАНЫ Мне не хочется делать расширители из сотен сваренных полосок, либо ставить китайские пластиковые на саморезы или лепить из волокна с полиэфиркой. Сделать из целого листа, придать форму на английском колесе и отбойном молотке, вот моя цель. Для этого сделал эти два станка. Мой выбор далеко не лёгкий и достаточно затратный. Стандартные задние арки внутри и снаружи уже отрезаны и вварены вставки. Одной Левой 195 подписчиков ВЫ ПОДПИСАНЫ Мне не хочется делать расширители из сотен сваренных полосок, либо ставить китайские пластиковые на саморезы или лепить из волокна с полиэфиркой. Сделать из целого листа, придать форму на английском колесе и отбойном молотке, вот моя цель. Для этого сделал эти два станка. Мой выбор далеко не лёгкий и достаточно затратный. Стандартные задние арки внутри и снаружи уже отрезаны и вварены вставки.
-
 Вот это будет хорошо , можно и не мясистый полый и аргоном задувать вот вам видео учебное и у него с медяхи сие устройство но можно из алюминия и замена будет адекватна . Ну и естественно сопло хорошее, поиграетесь с подачей аргона и вот 15 у вас и мне кажется это много я вот как на 7 литров поставил и редко когда прибавляю убавляю и самое оно .
Вот это будет хорошо , можно и не мясистый полый и аргоном задувать вот вам видео учебное и у него с медяхи сие устройство но можно из алюминия и замена будет адекватна . Ну и естественно сопло хорошее, поиграетесь с подачей аргона и вот 15 у вас и мне кажется это много я вот как на 7 литров поставил и редко когда прибавляю убавляю и самое оно . -
на счет спец химии согласен да и проблем сейчас с ней нет тот же шампунь для пены хороший отжирает все особо если его не разводить водой а залить концентрат и поболтать , и это будет дешевле вскрытия бачков . На счет масла да бывает но не на всех вот у меня САНГ енг был и вот видео 227000км пробег и вот убрал ЕГР так вот после этого я еще откатал 220000км и кулер сухой то есть вообще не капли масла , а у сестры такой 50000км прошел турбина просто закидала маслом и кулер и ДВС доливала уровень постоянно , я вообще не доливал от замены до замены 15000км . Вот вам и качество западное (мерседес ) правду сейчас корейцы делают но все равно одно изделие на высшем уровне , второе не выносит не каких стандартов .
- 3 331 ответ
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
@hvr63, Валер , наука это хорошо и понятно , но вот вопрос - вопросов почему на одних аппаратах этого (пердежа) нет и даже более зажигают на 5 амперах с уже использованным электродом , а на других это просто бесит вот Форсаж замечательный аппарат но вот поджиг и пердеж просто достает и я уже привык быстрее и легче поправить заточку вольфрама чем рыться в настройках и они все равно не помогут и он так же не допиленный аппарат в смысле поджига и пердежа дуги но в остальном меня устраивает . Вот смотри Кемппи спот режим и мизерное время но он успевает поджечь и АС дугу рабочую сформировать . или вот Селко и тут правду постоянный ток но с высокочастотным импульсом и этот успевает на ура все так же и на переменке , вот Форсажу до этого как до Луны на любом токе и с любым электродом .
-
Де не нужно не какого спеца ОиТСП (вот я не как не расшифрую и что оно есть? ) . Как это нет ничего? , аппарат есть, присадка есть, газ есть , руки тоже есть только их чуток потренировать и будет счастье , ну и голова тоже есть вот ее немного включить и подумать что же не так ?. @pashin76, Вот ось можно наверное с обратной стороны приваривать , снять фаску и так легче и перегрева меньше будет да шов за подлицо получиться и думаю крепости оно не потеряет и может наоборот выиграет да и варить в разы быстрее и без "ожогов " можно. Что касается кронштейна первое фото , то можно подкладочку придумать из алюминия "мясистого" для отвода тепла , как то пересмотреть саму укладку шва в смысле в разнобой варить половинку с одной стороны и дать подостыть и потом напротив , в общем решаемо и тут от ожогов , поиграться с током и т.п и т.д.
-
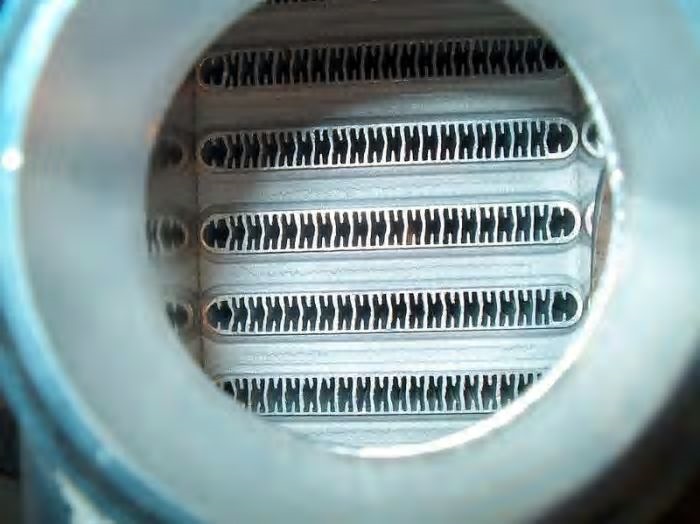
Сергей , а нет ты не прав и перегородочки имеются правду продольные и в интеркулерах и бывают разные Конечно есть смысл , вот мне позавчера позвонили и говорят интеркулер отпилить бачки и помыть , набрал в себя песок и пыль фильтр разорвало , но потом позвонили и сказали что так через патрубки вымыли песок с пожарного гидранта обильно поливали .
- 3 331 ответ
-
- 2
-
-
- технологии
- TIG
- (и ещё 1 )
-
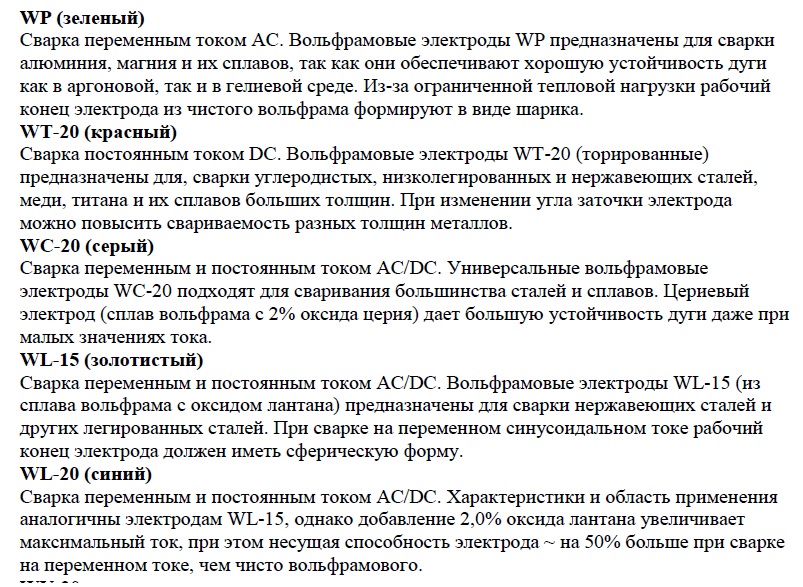
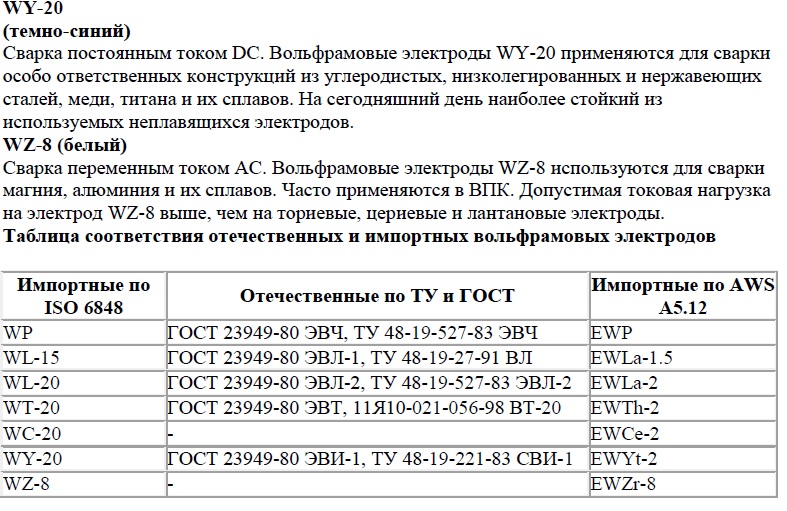
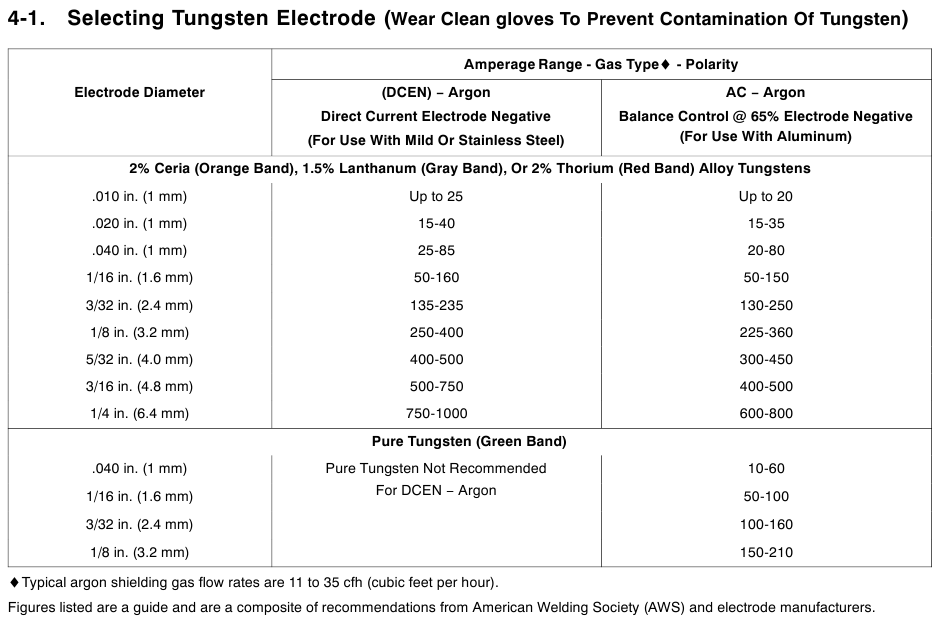
Вот это особенность аппарата и уже писал о сим и что то не допилили в нем Cebora и конечно жаль . Ну и теперь еще раз про вольфрам и вот тут все расписано и уже не чего не добавить . токи по диаметрам и маркам от Miller и не намного отличается от наших то есть практически одно и тоже Впрочем "добавить " то можно к сим таблицам , нынешний вольфрам мягко сказать не совсем качественный а бывает и полный отстой вот и трещит он по швам от лишних и не нужных включений в нем ,,,,, но кто же сейчас будет делать качественный и сбыт упадет в разы так как износ вольфрама на пару порядков а может и больше уменьшиться . Вот у меня "золотой " запас СССР вот это вольфрам пусть на вид и не казист , зато внутри что надо и не чего лишнего , в общем трещин и розочек он не дает . Ну и вот науч. фильм СССР про плазму и есть про вольфрам с 6.45 смотрите и еще раз кто же будет сейчас блюсти "чистоту" вольфрама ?????? .
-
Согласен , но если капелька рядом с дугой и в низу сварочная ванна то она туды и попадет , сдувает обычно если недостаточная ванна то есть не хватает ампеража , при очень длинной дуге ну и если ручная подача то не правильный выбор диаметра присадка под выставленный ток и то это решаемо и обычно капельки летают у начинающих и у меня летали но когды приходит понимание и практика то можно на 100А работать присадкой 0.8-1мм и не чего не полетит. На счет окисления и если капелька под защитой аргона и не выскочила из этой зоны то окисления не будет . Ну и вернемся к почти лежащей присадке и облизывающей ее дуге , коя тоже не с правильным углом работает относительно шва ,,,, да можно красиво и без чешуи уложить шовчик ,,,. но но что там внизу шва будет тем паче на алюминии , оксиды там будут так как присадочка с нижней стороны не очищается дугой и даже более не дает и загораживает сам материал от очищения + плохо перемешивается все это и вот почему в моем доморощенном видео с лежачей присадкой шовчик разломило после 4х сгибаний , а с покапельным введением шов цел и отломило рядом и так должно и быть и выдержал он 13 сгибаний то есть в два раза с "хвостиком" больше , да вот и американец говорит дуга к материалу перпендикулярно или почти около этого , да и роботизированная сварка дуга перпендикулярна к изделию и не как иначе .
-
Ну не знаю не знаю кто тут прав , но вот особо то не видно как подается проволочка у Панасоник и даже допустим непрерывно но она не лежит в ванне а именно подается в нее да и она тоньше прутка .. А вот они "неправильные пчелы" их величество и подавали бы не прерывно и почти лежачую и так проще , но нет они изгаляются чтобы мех. подачи вибрировал и создавал именно покапельную подачу .