selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Да так точно , и он как бы по видимому хотел показать как работает сей Китаец , и по большому счету на мангале и не надо герметичности и вот у меня такой сталь 1.2 прихватки из нутри , работает лет десять и что еще надобно , вот может у Галкина в Грязях остался герметичный со шлифованными швами , но ему уже тоже не надобно , свалил.... , но тут же последовало то что последовало , покажи нормальные швы и выкладывают свое явно не сравнимое по толщине металла и в конце концов вывели человека из себя и дальше пошли "баночки" . Выше отписал , но вот еще раз выскажусь и вот учился у них в теме "кто есть кто" все подробно отписано , так вот 3й цех и сварных прежде чем оформить проверяли "навыки" от и до не взирая на наксы и стаж и решал мастер брать его али нет , так вот эти сварщики могли все и получали около 400р советскими , а вот в других цехах были сварщики но с меньшими "навыками" и посему 3\п была в районе 250р , да и все сложное и ответственное таскали со всего завода в 3й цех , да и кому что надобно было сварить для дома-семьи тащили в 3й.

- 365 ответов
-
- 1
-

-
- полуавтомат
- TIG
- (и ещё 2 )
-
ЧО.ооо.... набросились то ??? Любой навык когда не когда сгодиться , и если он есть и это хорошо в жизни все бывает и может где то и когда то придется варить тонкое к толстому так вот он подойдет к этому не с трясущимися руками так как есть опыт , а вот у кого его нет то мандраж будет и скорее у него не получиться . Да может и не терял заказы но всяко бывает в жизни и может кто то когда то ему заплатит прилично за его опыт и выполненную работу от которой другие двумя руками отмахивались. Вот в начале 2000ных на выставке дед примерно как я сейчас возрастом , заварил открытую и вымытую банку из под кильки герметично ММА на стенде Кемппи , так вот финны ему за сие и отдали инвертор коем он варил в подарок , а банку сказали в музеи Кемппи выставят с надписью "Русский сварщик это сделал нашим аппаратом" . Вот по видимому у деда опыт был и скорее на каком нить ВДУ так как инверторы только только пошли серией .
- 365 ответов
-
- 1
-
-
- полуавтомат
- TIG
- (и ещё 2 )
-
Вот теперь еще надобно узнать какая толщина листов у Геннадия и как собранно под сварку и скорее просто один лист на другой и от сель такие швы , что я тоже не приветствую. Виктор , у тебя думаю толщина листа более 5мм и собранны правильно и + смесь и отсель такие швы которые и должны быть такими даже на более тонком .
-
до слез! , и в правду до них и название не обманывает
-
Антон , ну и все хорошо и мы беспокоились о тебе , хорошо что ты Михаилу отзвонил !!!!. Пытался тебе позвонить но без результат но . http://websvarka.ru/talk/topic/4797-obzor-novostej/?p=475599 Да у нас есть новости для тебя , но может уже и знаешь. https://websvarka.pro/
-
 Пойдет и для аргона и для СО и смесь примет.
Пойдет и для аргона и для СО и смесь примет. -
Может и нормальный польша , но сделан как в колхозе тут многие спаривали два и получали польский вариант , длинный как удав и такой сломать больше процентов например кто то железяку тащит и вероятность задеть за "удава" куды больше , в общем не какой технической эстетики нет , толи дело СССРовский , компактен практически как одноступенчатый да и свои функции на 100% выполняет не каких "пшиков" . Что касается "!круче" да есть и с 1987г много времени утекло и прогресс на месте не стоит .
-
скорее это порошковая металлургия , я нечто подобное тоже сваривал и точь в точь также . https://aluminium-guide.com/poroshkovaya-metallurgiya-alyuminiya/
-
@Lek s3250, Ну и славно , и скажу не плохой аппаратик и даже даст фору более современным китайцам
-
Я думаю просто немцы , стали очень нежными и мало работающими физически у них эмигрантов на этот счет всех мастей , вот и выходит так что приходиться предупреждать. А нам и в частности мне не привыкать к этому и посему думаю кроме пользы не чего стремного в сим нет . Что касается снегоуборщиков у соседа через дом есть и кстати мы ровесники , так вот лопатой быстрее получается и он сам это признал , он ездит с места на место перекидывая снег , ну не способен бытовой уборщик кидать тем паче сырой на 10 метров , так что сосед Вася сегодня тоже работал лопатой и скребком . и примерно вместе работу и закончили , рожи красные у обоих и как бы усталости и нет . Зато чашка крепкого чая уже дома с медом и бутербродом показалась невероятно вкусной как в детстве .
-
@Serj55441, А я сегодня перелопатил в одно рыло наверное полтора камаза мокрого снега . Надо этож такому 3 апреля и снег кидать , но зато физически поработали кровь по жилам погоняли , кислородом насытили на всю рабоче-сварочную неделю . Мой на сегодня инструмент по борьбе со снегом
- 1 254 ответа
-
- 11
-
-
Miners Игорь,, , С Днем Рождения!!! Самое главное здоровья !!! ну и остального чего хочеться .
-
Да какая сож на бормашине , и даже Макита "тихоходная" при мин оборотах в 1600 тем паче в 7000 закидает вас этим сож и будете как будто в бассейн нырнули в одежде . От забивания фрезы и это в основном происходит на Ал. сплавах и даже со специально предназначенными для этого фрезами , помогает . 1 ПАРАФИН или ВОСК -макаете пока фреза горячая и на какое то время хватает ну и процедуру можно повторять. 2 Мягкий карандаш (не цветной) с настоящим грифелем или щетка от электродвигателя , так как сейчас есть синтетика и она не работает - натираем прямо карандашом особо межзубовое пространство . 3 Дисульфид Молибдена и это самое лучшее - тоже натираем пробка от шампанского самое то для этого и можно в ручную или механически с помощью шурупика , да занимает какое то время но главное результат не прыгает и не забивается но процедуру от времени надо повторять и зависит от объема работы . Вот пример но тут поршень + цилиндр.
-
@nnwolf, Ну хорошо что аппарат у вас ,,,, про остальное может еще и пришлет и может что то случилось . Всяко бывает. Вот как то продавали Selco дорогущий за пол цены с Рязани так вот позвонил и говорю сам приеду , сразу началось то в командировку уезжает то еще чего в общем потом тел. вообще не доступен стал . А вот с Москвы чел. продавал ПА Селко и по тем ценам тоже за 300000т в фирмах а он за пол цены , позвонил сказал приезжайте и все отдам и даже тех. обслуживание ему сделал в какой то фирме с документами . Спрашиваю а чо продаете если почти новый , да брал опалубку для высоток из АЛ варить , но кризис и это дорого строительным компаниям , перешли на сталь и Селко жаль под сие по человечески , прикупили Сварогов несколько штук для стали .
-
Ох ...ох,,,, наивные вы ребята!!!! И на Вебсварку иногда проникают мошенники ЗЫ , надо было просить помощь у здешних кои из костромской обл. и тема же даже есть для сего,,,и поехали бы посмотрели и если мошенник то он бы сразу был разоблачен, да он бы и отключился сразу не допуская "гостей" к себе так как показывать то ему не чего . http://websvarka.ru/talk/topic/17648-sodejstvie-v-pokupke-svarochnogo-oborudovaniia/?do=findComment&comment=474345
-
О , тут наверное у каждого своя наука , да и многое от крепости рук зависит. Моя такая , если надо много и грубо в мм. снимать то Макита иногда даже и на 2700об. , но есть ньюанс бывает что фреза и дробить начинает и зависит от сплава и тогда прибавляем вплоть до 7000об. А тонкое и точное снятие то тут бош и иногда на макс об. , да вот пример тажа клапанная крышка БМВ . Как то так все , да и фрез надо иметь много и разных .
-
Хватает с лихвой , она и на стали и чугуне чувствует себя более чем уверенно . Вот ей даже и не знаю сколь лет и скорее где то начало или середина 90х прошлого века , тогды еще и ЕС не было, а может и был , но вот обозначено- Швейцария родина . Не чего не ломалось и даже не разбирал ее , вот цанга да эта уже не родная а от Макиты и этих уже наверное четыре изработала . А вот Макита совсем еще ребенок и от роду ей ну может лет 6 , она "тихоходная" то есть малооборотистая относительно , ну и тоже класс особо Ал. сплавы фрезы не забиваются и не сильно греются и спецом такую и покупал .
-
Вчера анонс здесь сделал http://websvarka.ru/talk/topic/14981-budni-svarschika-s-illiustratciiami/?p=475208 ,,, но сегодня отпишу тут так как вопрос цены . Сегодня отпишу здесь , так как речь и о цене пойдет. И так вчера сказано было что крышечку не сыщут даже БУ В общем сегодня попытал и да это магний , помыл почистил обезжирил , часок сушка под дизель пушкой 150г точно есть на выходе . Ну и прихватки и сразу стало ясно , магний дрянь кипит (вот от БМВ мото клапанную магний переделывал после не корректной сварки алюминием , так вот там на ней магний просто прелесть http://websvarka.ru/talk/topic/11598-sovety-nachinaiuschemu-argonschiku/?p=463953) , в общем то сделать то можно но придется повозиться и переваривать несколько раз с убиранием - подрезанием предыдущего наложенного шва и т.д. и т.п. и посему озвучил цену заказчику 6000р (предыдущая была оговорена 3000р) так как и аргону полбаллона сожжешь с переварками а он сейчас в наших краях 1500р , + слесарная работа + частая зачистка и это тоже деньги + лишний расход электроэнергии . В общем заказчик отказался и говорит за 3000р БУ отыщу (если найдет) ,,,,,, пусть ищет и мне даже легче от этого геморроя не особо то и обедняю . шовчик прошлись машинкой , да поры и если еще подрезать и т.д. то повторный шов будет без пор, но сие занятие теперь не к чему заказчик приедет заберет ее ну и что он с ней будет делать или на свалку или найдет аргонщика за пару тыщь ,,, но думаю не найдет такого уже в наше не простое время . Погрешил на присадочку 3мм и да она толстовата для сий работы , положил шовчик на алюмишки (вот так магний шов отделяется от алюмишки , но очень хрупко как хрусталь) , отковырнул да усе нормально с присадкой, тем паче перед работой она была очищена шабером обезжирена и так же прожарена дизель пушкой .
-
Вот на счет этого совсем свежее видео , 8 часов назад выложили.
-
Сегодня воскресенье а тут тема будни и посему только анонс тем паче привезли пару часов назад . Не как не найдут даже БУ и видать все таки мотик здорово приложили к земле . http://websvarka.ru/talk/topic/17637-s-novymi-tcenami-v-novuiu-realnost/?p=473929 Крышечка похоже магний и завтра проверим и постараемся сделать .
-
Вот после армии чуток месяцев 7 работал шофером в пансионате очень богатом от Москвы , так вот котельная угольная была и работал там один истопник из рядом стоящей деревни Федя но почему то все его звали Федул , так вот нормальный дядька лет 45ти и всегда немного под шафе и мы у него постоянно грелись так как гараж холодный был не отапливаемый , так вот все пускал кому надобно было окромя директора, тот придет а Федул запрет дверь и на табличку показывает и приговаривает не я ее вещал и посему соблюдаю что на ней написано. Директор бывшей вояка полковник в бешенстве убегает и как правило через 10 мин секретарша на шпильках по снегу чешет к котельной и постучав в окно , говорит Федя тебя директор на "ковер" к себе просит , Федул ей щясь приду только угольку в топку подкину .
-
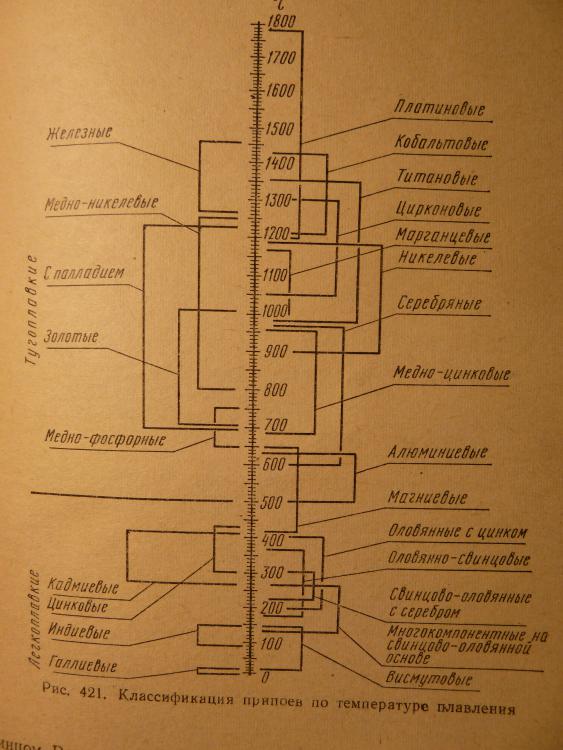
Чашка и наверное имелось ввиду чашка с горячем чаем паяешь ну можно сразу чая хлебнуть - красота , а не шашка и последняя у военных может быть дымовой , у казаков своя шашка и т.д. Ну вот вы не внимательны и прочитайте текст на последнем фото и там говориться то что распай превышает температуру пайки во много раз и доходит до 300г , а если после пайки подогреть изделие от200 до 600г и зависит наверняка от наполнителя из какого он металла то пайка может выдерживать и 900-1000г , и вот и выходит что ваш нагревающиеся короб только будет способствовать крепчать пайке. ЗЫ Галлий - дорого но думаю можно прикупить если припрет тем паче продают практически в граммах . http://редкийметалл.рф/gallium.html?yclid=1650746145250476031#ga
-
Вот из книжки 60х лохматых годов , галлий и так далее и кстати заметьте сколь припоев уже существовало .
-
Ну а чО , такова жизнь.