selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
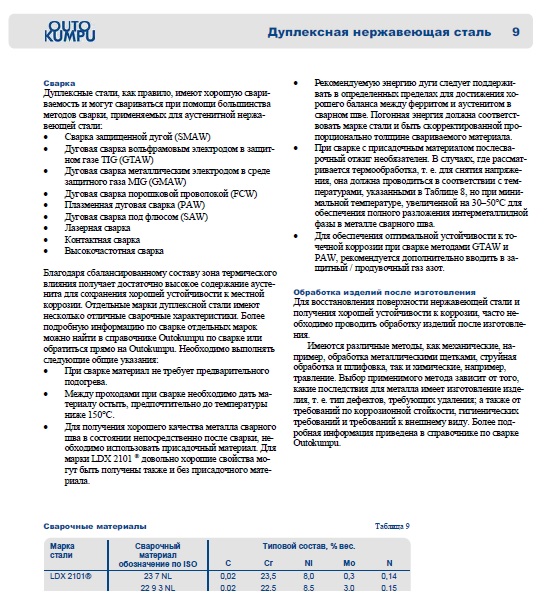
Но , здесь думаю сварщик подбирает для себя ампераж и кто то быстрее варит а кто то медленней . Перегревать тоже нельзя ну и как везде золото-серединка . https://chemtech.ru/primenenie-vysokolegirovannyh-dupleksnyh-stalej-v-neftehimicheskoj-promyshlennosti/

-
Вот вам вроде усе и рассказали , но советую почитать сию тему может чо еще почерпнете полезного, тем паче там есть что посмотреть . http://websvarka.ru/talk/topic/10799-uroki-ot-vnuktig-nerzhavejka/
-
дА , похоже не всем стали давать бесплатно и присылают промокод вот и мне прислали и билет оформил , но не знаю поеду али нет . Все меньше и меньше работающего оборудования и скорее связано с ценой сварочного стола и что они там еще к нему дают , а так просто поглазеть уже нет интересу и тут прав Но вот сие заманивает и может еще разок и сгоняю и только ради УважениЯ к ЛЮМИНИЮ
-
Во и плакать не будете и похоже предложение еще в силе . http://websvarka.ru/talk/topic/10585-pomogite-s-vyborom-poluavtomata/?p=392503 ЗЫ, в прочем может новый сразу и уже новые прошивки и цена от 9кр немногим выше , но он новый . https://mega-apparat.ru/products/merkle-mobimig-180-k-s-gorelkoy-3-m.html
-
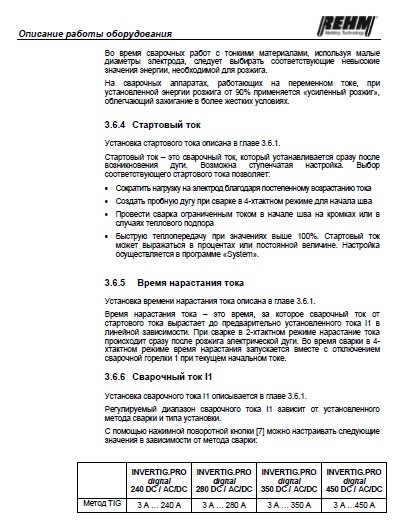
ну 2-3мм это норма и 5мм поджиг уже много и плохо для свариваемой детали . Вот попробуйте поиграть настройками и думаю будет все в норме . 730 1994_INVERTIG.PRO digital RU_20130610.pdf
- 2 ответа
-
- 3
-

-
 Да не надо там не чего варить и рез делается вдоль чтобы снять кольцо подшипника ну и З.Ч. и собираем . http://automn.ru/renault-kangoo/renault-53261-10.m_id-8083.m_id2-8100.html
Да не надо там не чего варить и рез делается вдоль чтобы снять кольцо подшипника ну и З.Ч. и собираем . http://automn.ru/renault-kangoo/renault-53261-10.m_id-8083.m_id2-8100.html -
Да он может и не в четыре мощнее то , по виду так кажется и может "малыш" ему самую малость уступает в мощи.
-
Алексей , согласен. Вот у меня на Ютуб канале видео есть про все тот же Меркле , так вот если коррекция стоит по подаче проволоки и ее можно изменять от -30% до +30% и меняется именно скорость подачи , а напряжение да и амперы стоят на месте , если коррекция по напряжению и она тоже в обе стороны 30% , то скорость проволоки остается не изменой , правду стоит заметить что при сварке немного будет по амперам отличаться от выставленного , но это на столь ничтожно что сего просто не замечаешь.
-
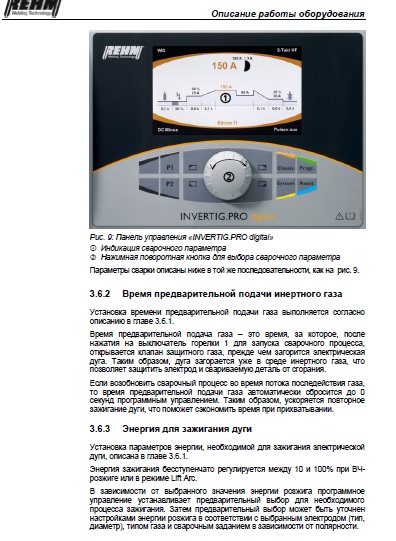
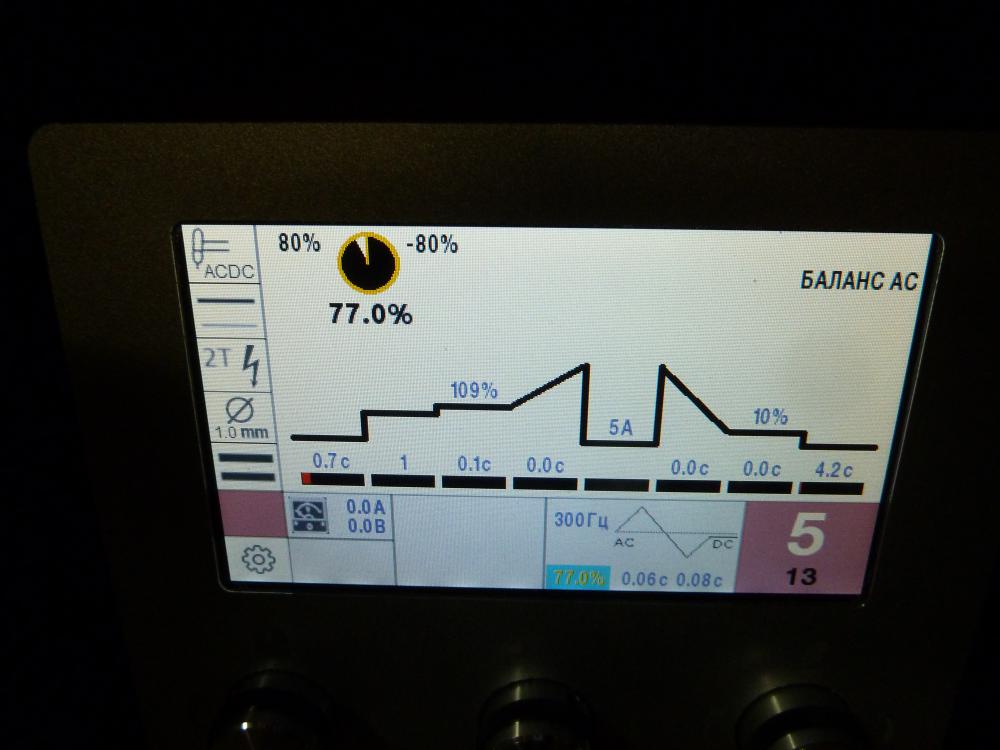
Егор , ну так будем считать что програмно . Менять можно в ручную и вот я не даром дисплей показал INTERHULSE 0 - самая высокая частота и даже не обозначено в ГЦ ,,,, 100- самая низкая частота и примерно наверное около 2гц а может и меньше. Ну да , два крохотных уголка отходы от стрелы манипулятора-заплатки . сталь 5ММ , 09Г2С и пробная на них , смесь 92\8 или округлим и так проще 90\10 . Полоска тоже от стрелы кусманчик остался
-
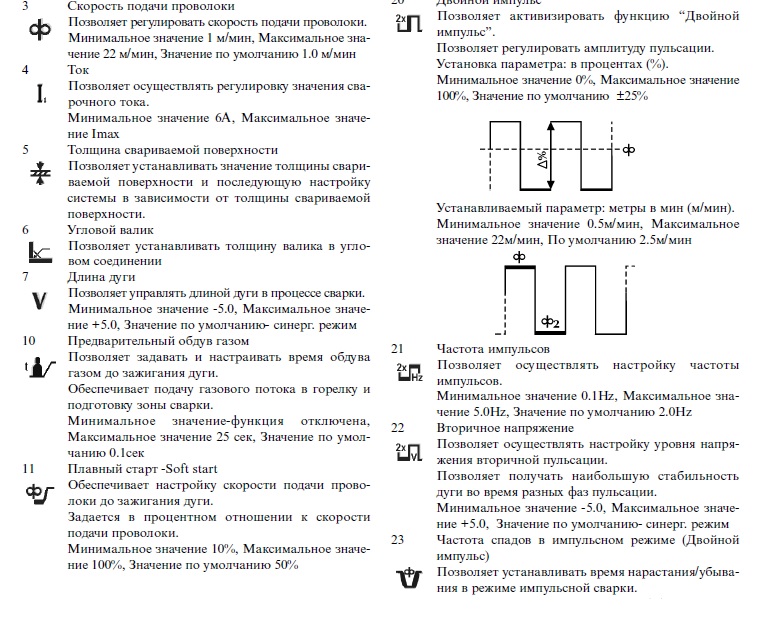
Алексей , ток и еще раз ток . Проволока меняет скорость подачи при "базе" и "пике" это в двойном импульсе , в одиночном идет "ровнехонько" и чем ровнее тем лучше для "всех" то есть сварщику, ПА и конечно "железяки" кою варят. http://websvarka.ru/talk/topic/12389-obzor-evomig-350/?p=392687 Ну этим вопросом занимался даже Фрониус и рожал "систему" но не пошла и давно отказались . Советские ПА были с импульс подачей и вариантов решения много . вот интересное решение и работоспособное . импульсная подача проволоки.pdf современные способы импульсной сварки.pdf
-
Алексей , ну 4гц и нарастание до пика 30А в сек , тут ясно что будет стоять на месте . С большей частотой и резким нарастанием будет длина дуги "гулять" и сие закономерно и тут не чего уже не поделаешь и думаю не одна регулировка не поможет. Вот Меркле и как бы начало немного брызги и "хочется" длиннее дугу сделать в базе , но немного "прогревшись" процесс пошел нормально без брызг . Конечно я может не совсем достроил процесс и надо было коррекцию начала покрутить и думаю она для этого и есть. ЗЫ "сие закономерно"
-
На трех роликовый пусть переходит да в горелку его плюсом к заводскому маломощному https://www.chipmaker.ru/topic/52448/
-
Не надо . Вот она мечта , и мой аппаратик Два года назад продал и вот всплыл на авито , в принципе состояние хорошее по внешнему виду . Я отдавал ему за 70 000 и в магазинах он стоил где то 130000. В общем жалею что продал его и по жестянке да и выше до 70го уголка ему равных нет , прост в настройке пару часов и как усю жизнь с ним был легкий и компактный и главное не пластмассовый ,, стальной немец.. https://www.avito.ru/moskva/remont_i_stroitelstvo/svarochnyy_poluavtomat_merkle_652776233?utm_campaign=native&utm_medium=item_page_ios&utm_source=soc_sharing
-
Вот значит я ошибся там и исправлю если сие возможно сейчас по прошествию времени. Егор , приношу свои извинения и правда в 92\8
-
Не , ну я и не спорю ,,,, ты работаешь им каждый день , у меня редко сейчас когда он в ходу.
-
Да , Егор но ты наверное немного ошибся и представил смесь для нерж 98\2 , для черного надо 92\8 то есть меняем местами две последние цифры
-
Егор , ну на Меркле включаешь просто INTERPULSE и все и можно только настроить мощь самой сварки и изменить частоту пульсаций меж первым и вторым импульсом ну и конечно коррекция длины дуги , а вот какова разница мощи в % меж импульсами известно только производителю . У Селко по умолчанию (заводская настройка ) 25% меж импульсами , но у них можно изменить все от 1% до 100%.
-
Егор , да нормально у тебя получилось настроить и по "чешуйке" видно. Но вот первое замечание , ржа присутствует и импульс как одиночный так и двойной ох как ее не любит . Ну и конечно смесь сменить и я раньше пользовал 82\18 , но попробовав 92\8 уже забыл про 82\18 прошлый век . 92\8 подходит и для короткой дуги и Cold режима ну а импульс она создана для него . Виктор , я вот размышляю по поводу двойного и настроек его , ты тут видео Андрея выкладывал и аппарат Lorch и он вертикал тянул и двойной настроен так один импульс плавит и второй так для поддержки "штанов" и ведь гад работает и длину дуги держит и наверное длина не гуляет ,,,, так вот думаю он и в первом импульсе и во втором меняет скорость проволоки и держит "длину" дуги и от сего вывод - настройка двойного не должна напрягать от процента первого импульса ко второму , аппарат должен отрабатывать все настройки на то он и создан и не иметь ограничений в этом. ЗЫ , кстати вот туты был и они усе варят в 92\8 у их ухи силовые к гидроцилиндрам и т.п. , говорят 82\18 не дает такого качества , ПА у них обычная Аврора 500 и Кедр 400 . http://websvarka.ru/talk/topic/11770-budni-svarschika-s-illiustratciiami/?p=390828
-
Так точно , но не много не в том направлении. Как это не представляется возможным , усе очень просто и примерно два часа и все приспособы готовы . И порадуете швами заказчика , да и сами порадуетесь чистить и зачищать не прийдется . http://websvarka.ru/talk/topic/6444-forsazh-315acdc-i-500-acdc-puls/?p=223695 http://websvarka.ru/talk/topic/1223-nerzhavejka-1/?p=164305
-
Давление , вы ведь видели не разбиваемую пленочку во время сварки и грязь лезла и сей первый признак не достаточно аргона.
-
Виктор, плохой край-в плюс 40% , минус 95%-ничего не имею против . Под MIX (микс режим) хорошо иметь 80% положительной волны что раньше и было. И зачем убавили? Буду звонить им а то-не дело это . Егор , ты прав, не хватает защиты, вот и вся проблема .
-
Виктор , что ты хош и поры будут , и техническая ошибка была совершена до тебя теми кто "пытал" магний алюминием . Ну и да tig прав и вот я где то читал что коррозия на магнии может быть внутренней и даже не заметной с наружи , и в какое то время деталь может просто рассыпаться на удивление хозяину. Вот я картер от бензопилы Урал еще СССР пробовал магнием , и картер легок очень но вот магний не принимает и похоже что то намешано , но это ВПК их делали как побочный продукт и они умели намешать так что на века. вот это на картере Урала и картер давал ой какие поры не принимая магний , и шовчик уже лежит на подкладке пару предыдущих швов. А эхто так баловался и кубик наплавил магнием и редко он мне попадается в работе.
-
Вот вам справочник там и о коррозии и многое другое . http://bookre.org/reader?file=1214106&pg=6
-
Вот вот у инвертора мозги сносит гелий особо в АС токе напряжение дуги вырастает до 50=60вольт , вот ТИР315 или ВСВУ (кстати последний до сих пор выпускают и предвижу что держат его спецом для гелия), переносят гелий на ура и нет проблем. Смесь 50х50 переносят и инверторы на ура и не замечают что им подмешали гелий , но дуга да и шов сразу видно результат в лучшую сторону.
-
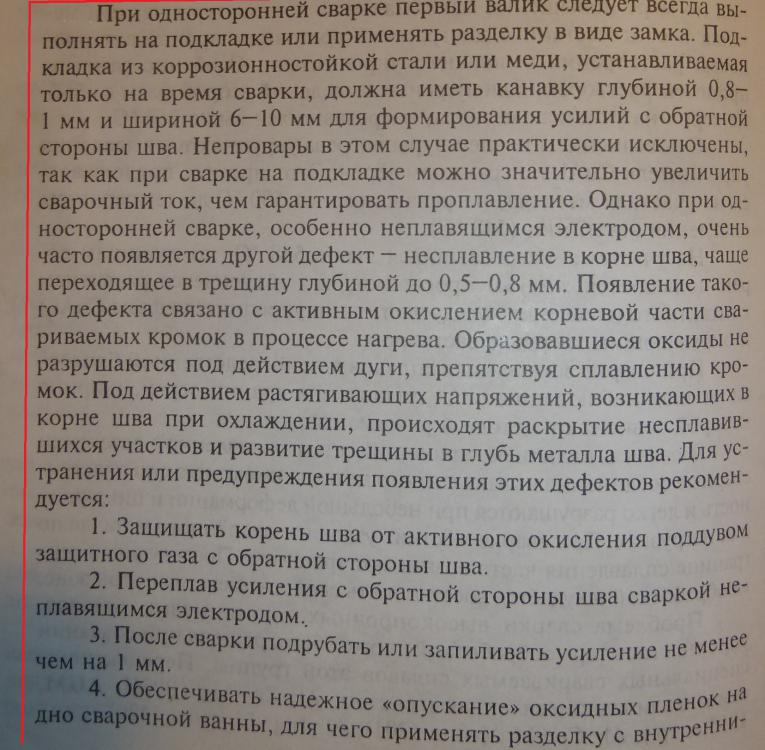
@Schlosser, Антон , в ремонтной сварке сплавление обратного не реально получить металл напитан грязью и маслом и по сему самый надежный вариант подварка или на край подрубка шва но это фреза и бормашина да дольше , подварка быстрее да и надежнее . Ну и с новым проше и можно без зазора продавить и усе зависит от опыта , ты справишься я знаю. Можно с зазором и туты много очень рассуждений (включал субтитры с переводом) не нужных но в конце есть и сварка. ЗЫ , Антон , требуй гелию от начальства и будешь удивлен чистотой шва . Намешаешь смесь 30х70 или 50х50 или 70х30 , в общем любые пропорции пробуешь и если нравиться оставляешь пропорцию .