selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
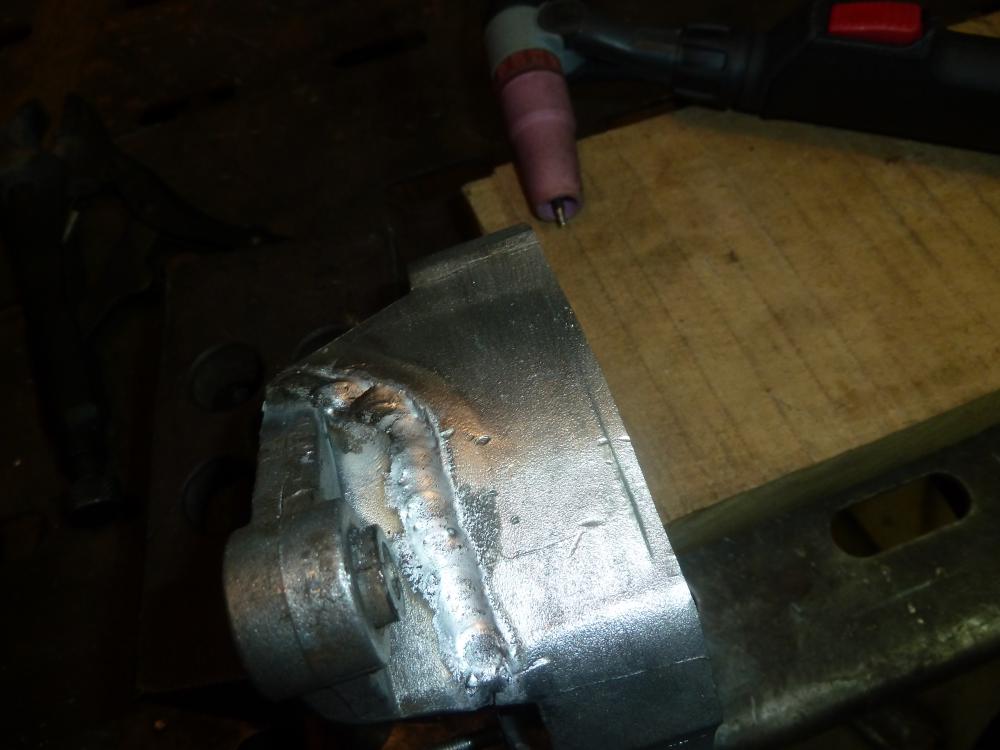
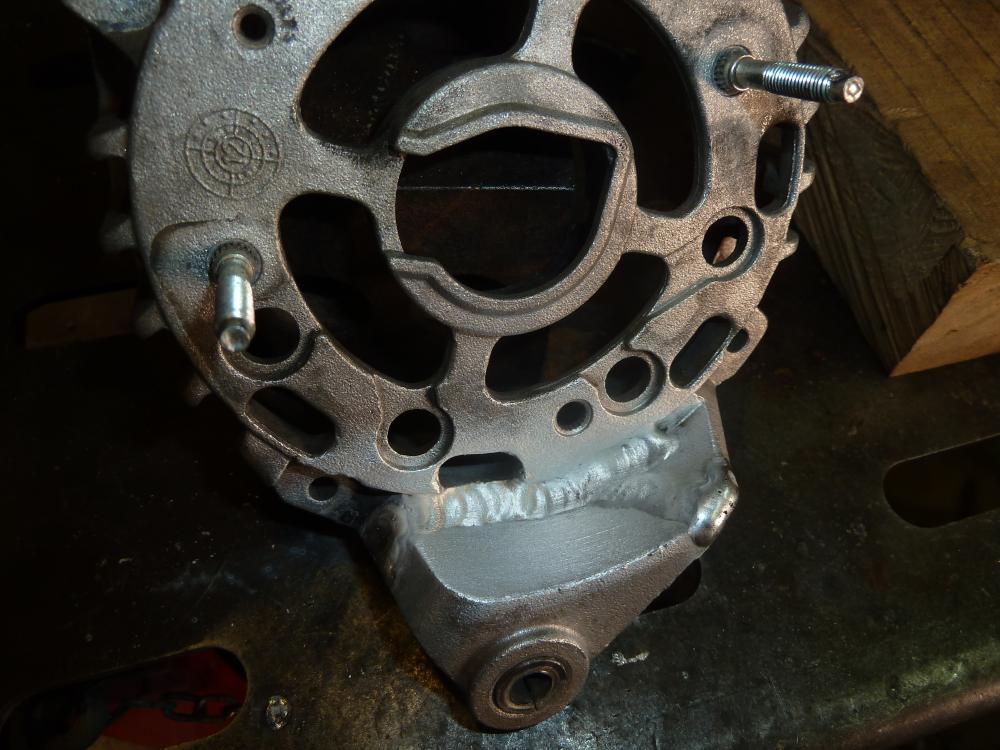
 Сергей , согласен. .согласен , но иногда бывает надо как меньше и туты вступает в бой зубо-фреза , ну и конечно сварочник и об этом чуток ниже. И так , зачем снимать много где этого не требуется и смотрю тоже по состоянию и возможности сварочного . Вот смотри и тоже "мелкая" фреза крышка генератора от Катерпиллера стационарного , сломали при техобслуживании . В общем чтобы заказчику не чего не точить и не снимать излишки шва , прихватки и разделываем одну сторону на 3мм толщина осколка 5мм , включаем Форсаж баланс 80 в пользу минус, частота 250гц и первый проход по разделке без присадка то есть мы сплавили своим телом и насквозь , переворачиваем и другая сторона продавлена и проходим ее , переворачиваем обратно и уже с присадком 4043 шов , усе готово . Сергей , смотри какой острый ляктрод WZ8 3,2мм и такой плавит в глыбь . Я понимаю у тебя ТИР315 и там нет баланса и ляктрод немного другой выходит во время сварки . Когды тебе начальство купит аппаратик с новыми возможностями , или купили??? , помню разговор шел года тири назад что вроде хотели покупать.
Сергей , согласен. .согласен , но иногда бывает надо как меньше и туты вступает в бой зубо-фреза , ну и конечно сварочник и об этом чуток ниже. И так , зачем снимать много где этого не требуется и смотрю тоже по состоянию и возможности сварочного . Вот смотри и тоже "мелкая" фреза крышка генератора от Катерпиллера стационарного , сломали при техобслуживании . В общем чтобы заказчику не чего не точить и не снимать излишки шва , прихватки и разделываем одну сторону на 3мм толщина осколка 5мм , включаем Форсаж баланс 80 в пользу минус, частота 250гц и первый проход по разделке без присадка то есть мы сплавили своим телом и насквозь , переворачиваем и другая сторона продавлена и проходим ее , переворачиваем обратно и уже с присадком 4043 шов , усе готово . Сергей , смотри какой острый ляктрод WZ8 3,2мм и такой плавит в глыбь . Я понимаю у тебя ТИР315 и там нет баланса и ляктрод немного другой выходит во время сварки . Когды тебе начальство купит аппаратик с новыми возможностями , или купили??? , помню разговор шел года тири назад что вроде хотели покупать.
-
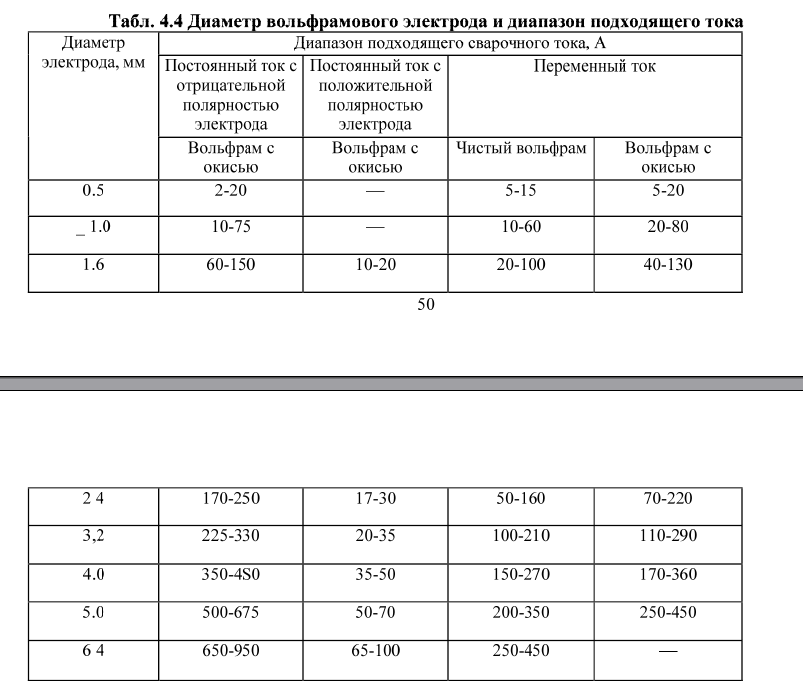
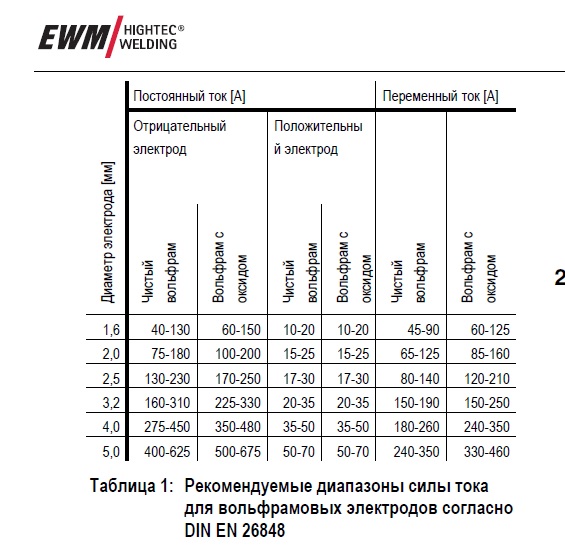
Толстоват ляктрод и 3,2мм до 250А нормально выдержит . Да вроде на фото в норме все , хотя мелко и может "нюансы" не видно. Может вот и ляктрод в 4ММ портит границу сплавления и попробуйте 3.2мм .
-
Может просто перегревается у тебя в конце , ну и конечно новое оно и в Африке новое и приятнее варить, но и старое надо подготовить как положено и усе пойдет. Не фотки давай и чо стесняешься чо есть то и показывай , может ты через год другой лучше меня и кого либо еще варить научишься . Я вот старею и зрение не то , вот сегодня бак и думаю сварю ка я его по быстрому и не каких "фишек" , но нахрена то импульс включил и понеслось .
-
А почему не имеет и скорее жить должон . Впрочем , Андрей можно забацать сплошной шов на таких же размерах заготовок и просто поломать и считать сколь раз тот и тот образец изломов выдержит . Я вот думаю чешуйки больше выстоять , не я не ломал нерж и только люминь , но чую что тоже самое будет и с нерж . Отпиши технологию "накладки" чешуек , импульс редкий настроил или горелкой работал.
-
@МассаТом, Эльдар , ну ты уже "битый " Волчара на форуме и знаешь что надобно фотки и новой и сливной и чо у тебя вышло . Ну и ответ будет лучше сформировать по фоткам , на словах чо тебе сейчас сказать,,,,. даже и не знаю , впрочем у меня решетка ливневая у гаража и ты ее видел , так вот она переделана из бака 12х18н10т который стоял в бане и непосредственно принимал на себя огонь со всех сторон годов этак пять ну и потом баню переделали и бак мне подарили в саже и покорёженный огнем , ну и чтобы добру не пропадать я решетку забацал из негго , почистили от сажи и окалины , покромсали и все варилось как обычно и не было отличий от новой. ,
-
Вот , аппараты разные бывают и разные нужны , Егор значит Алюмиг вытягивает , ну а Ево сам бог велел он трехфазник. Как то в начале 90х друг купил ПА конечно не инвертор а транс но компактный 220в и вполне по тем временам приличный 2 переключателя напряжения 2 положения грубо и 4 положения точно, плавная подача , индуктивности нема но это и понятно при заводах появились кооперативы и все начали выпускать то на чем специализировался завод или рядом стоял от этого . Так вот кооператив и чо им , главное прибыль , не варил сей аппарат в СО с любой настройкой , смеси тогды не было да и аргон на заводах брали , а машины жестянку надо делать и ПА куплено именно для сего , а он не варит в СО , так вот он им варил в аргоне лет пять опосля он у него сгорел и ремонтить не стал , но тут уже стали появляться инверторные-забугорные .
-
На низкой индуктивности резкий КЗ , на большой КЗ более плавный и аппарат не вытягивает режим в СО2 , в смеси бы вытянул и была бы более мягкая дуга и брызг меньше конечно при правильной настройки. Егор меняется и аппарат не тянет большую индуктивность КЗ плавное и не хватает у него мощи этого КЗ (короткого замыкания)
-
@круазик, дА читал и ЕВМка давно пошла по пути "количество" да и в Китае открыли что то и разве уследят за качеством. ЗЮ смотрим мой статус , похоже они поняли и вкусили проблемы "качества" -потребления кое упало,,,, и с помощью Тиберис создают ну я так понял типа Форума и записывайтесь (заявку) и я уже подал ее .
-
Можно но не сразу с магазина да и то вряд ли , но вот сопла использованные и т.д. , недопустимо если новое или скидка как немного БУ.
-
Да ну Петр это не серьезно , упаковщики должны работать как положено , Форсаж500 пришел упакованный по Евро и горелки так же и усе в пакетиках запаянных. Не должон он отойти и это БраКккк , помните доски в СССР были почета и не почета "позор бракоделам" и даже фотки висели . Интересно горелка побыла в дороге и штуцер или еще чо отвалилось , интересно что будет с ней в работе ??????
-
Ну да так всегда и было , например аппарат с демо зала или на выставке поработал и да приходит время продают но снизив треть цены а то и больше и конечно предупреждают .
-
Петр , не это отговорка , ВТЛ должон если уж он комплектует сим , все проверить на заводе и не обязательно им там дугу зажигать есть у них для проверки другие средства . Интересно если бы Меркле или ЕВМ и особо ПА (на сих горелках проба сразу скажется визуально) к новым аппаратам прикладывал использованные горелки и ссылался бы на их проверку , да нет горелки к аппаратам и муха не сидела .
-
Вот этого я не знаю да и не хочу. Сегодня к племяннику заехал и он мне пойдем оцени . Захожу и смотрю купил и главное курьер доставил с Москвы . Говорю ну чо мне не сказал и дал бы попользоваться посерьезней технику , да теперь уж ладно пусть на сим поработает . К чему я это все , а к тому что все в целлофане упаковано , наклейки , горелка тиг , держак мма и обратный кабель и мануал , то есть как у людей усе новое и гарантия есть . https://www.dns-shop.ru/product/26928b577b0b3330/svarocnyj-apparat-wester-tig-220/characteristics/
-
Георгий , поставил плюсик только за то что "они отсылают рабочими" ,,, но и еще нно но , аппарат должен быть проверен на заводе и в мануале лежать бумажка о сим , помните даже при СССР в некоторых изделиях была такова бумажка "проверено контролером ОТК Путиным ВВ " и не каких вопросов, так же с горелками . Это хорошо что фирма проверяет и у них есть возможность, а вот крупный супер-пупер например Мурлен чо будут проверять и там ФУрами принимают , да хрен они будут проверять да и не кому у них и выходит усе про все "кот в мешке" . ЗЮ Аппарат да и горелка с керамикой должна иметь "девственный " вид и не как не использованной и лапшу на уши вещают , претензии к ним и требуйте замену . Даже допустим если и попытали горелку один раз на ней да и на керамике не чего не останется и не заметите , скорее всего аппарат вернули и работали им , что то не устроило вот и здали , и снова в продажу .
-
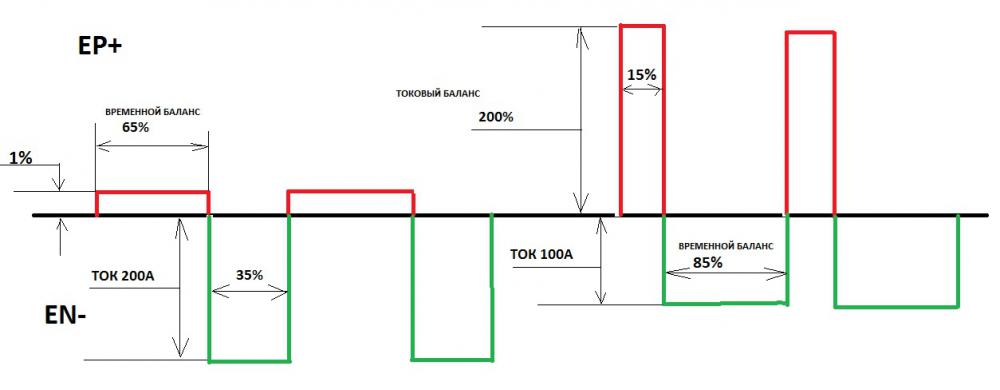
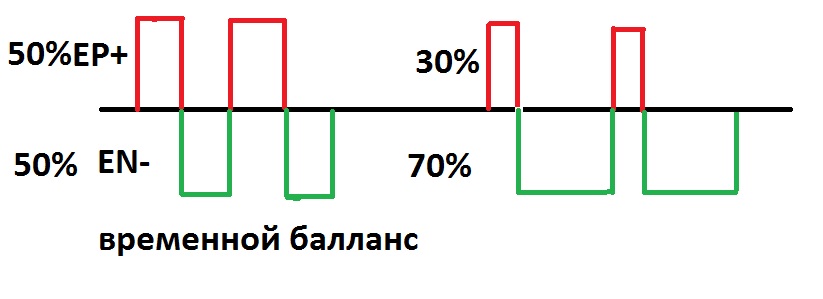
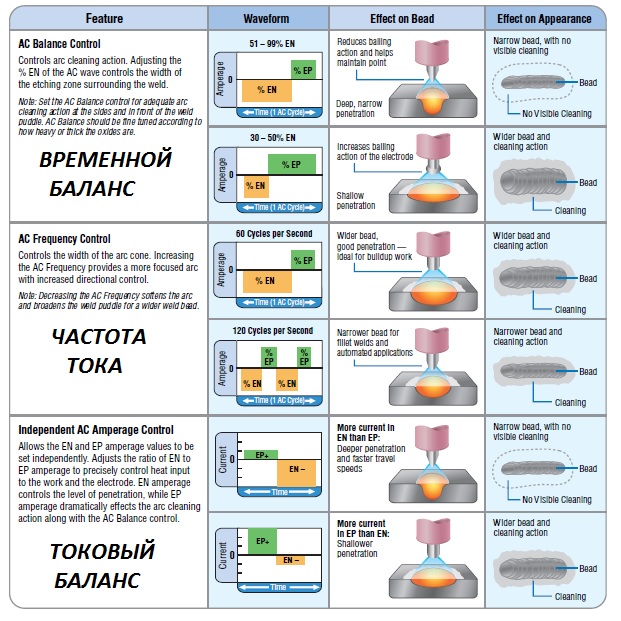
Не получиться , и вот почему вольфрам сей баланс будет принимать в пике и паузе и наверняка сгорит, так как 4мм электрод выдержит не более 60 ампер , ну и 4мм электродом да с огромным "шаром" и напрочь размазанной дугой,,,, соту ну как то это не в кайф будет . Не хватает этому аппарату для такого баланса микс тока , или токового баланса и с последним а он связан одной веревочкой с временным балансом можно настроить и например Положительная волна 200А и супер очистка но по времени и это временной баланс (имеется у всех аппаратов) 15% или того меньше и тогда отрицательная волна 85% времени будет плавить очищенное мощной но по времени короткой положительной волной.
-
Вадим , у нас в деревне дом есть и его так и обзывают "подводная лодка" , у него башня в точь точь как на АПЛ , ух завтра згоняю сфоткаю не поленюсь. Не знаю хто там живет может и капитан не в подводной вроде "командор" , но башня точно сориентирована и смотрит на воды реки Клязьма.
-
Да и я за них и можно ручные , полный контроль с идеальным резом неспеша , с электро так не выйдет. Дмитрий , купи и цена вопроса "ручных " 4000р , зато ты "властелин" тонкой нержи и даже не очень тонкой 1,5мм берут . Вот у меня такие есть и не смотрите что они в описании как для листового , трубу от 50мм в диаметре и выше до бесконечности режут не сминая не нагревая и т.д. и т.п. , надобно просто в нужном месте просверлить отверстие в трубе, вставляем "носик " и поехали не шума не пыли и заусенцев с прижогами . http://www.25mm.ru/category/nozhnicy-po-metallu/
-
Костя , но ими можно на DC токе , но допустим что на АС токе и да я чугуний так варил , но баланс +80 в линейном да даже в импульсном режиме из электрода да и скорее и горелки (если она воздушка ) сделает "плавленный сырок" . Да на Ево применял-пробовал но с микс током и вот примерно это как выглядит АС ток 100А с балансом +80% и его время делаем малым 0,1 до 0.7 сек и идет мощнейшая очистка , далее DC ток и он может быть и 200А а может и 50А вбивает присадку в глыбь детали и время его поболе от 0,5сек до 3сек и в этот период электрод отдыхает и скидывает температуру . Но на китайце нет МИКС тока и токового баланса тоже так чо при +80% "плавленный сырок из электрода + может и цангу да и горелку прихватить " и больше не чего не выйдет
-
Мда , но хоть я уяснил как на китайских сундуках , а то сежу и гадаю .
-
Виктор , чето я не пойму на этом аппарате баланс и вот на 7 часов стоит 20% и это чего 20% минуса или плюса , и если на 17часов то там 80% и если это плюс то в горелку надобно запихнуть "бревно" и на хрен такой баланс? Вот на Селко 65% только плюса и это на 15% больше от 50х50 и то много и такие показания можно выставлять с токовым балансом или в микс токе , . На Ево который у меня был там в обе стороны по 80% и минус понятно , да и плюс понятно на ней микс ток и можно пользоваться 80% в пользу плюса . Но вот нахрен в этом аппарате 80% в пользу плюса и спасет только "бревно" в горелке.
-
Когда пишите сообщение и в нижнем правом углу сообщения есть "расширенная форма" нажимаете и загружаете фото и вставляете в сообщение.
-
Вот я выше писал что может и сам аппарат виновен быть ,,,, и если есть возможность то попробовать другим инвертором ГБЦ кто нить рядом наверняка тоже имеют и работают АС/DC инверторами .
-
Ну и так понял пока не "вскрывали" швы на наличие пузырей . Да уж разделку вы суровую забацали . И вот вопросик имеется , а сами стенки канала подчищаете от грязи , я в обязательном порядке подчищаю и с них может водород запросто путешествовать по шву и обычно он следует за замой дугой и ждет как дуга погасла и он туты и обосновывает новое жилье.
-
Да признаюсь и это правда , но вот только в этом она "нехорошая машинка" и в остальном , а чо говорить то туты на медне поменял конеЙ , Форсаж в чулан , Селку в гараж , но через пару дней понадобилась "мощь под 320А " и Форсаж вернулся из чулана , Селка снова в чулане