krech
-
Постов
1 949 -
Зарегистрирован
-
Посещение
-
Победитель дней
63
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент krech
-
Выставлял как то уже . Тоже литров может 30 может больше , казан .

-
Не факт , по моему не будет делать и завтра все заберет( ему озвучили суммы общую и по сварке крышки и по работам с блоком) , говорит у конурентов дешевле Ищут , ищут дешевле и часто находят , правда потом приносят на переделку. Точно так и думают
-
Хорошо спасибо всем , будем посмотреть что решит клиент , по мимо этой крышки он еще блок привез в работу , там постели провернуло
-
Скалько стоит новая не знаю , ну и от затраченых услий и материала тоже нужно отталкиваться. Хотя подозреваю что могу получить ответ , от клиента .где то там , за углом и как то так мне за 500 рублей заварят.
-
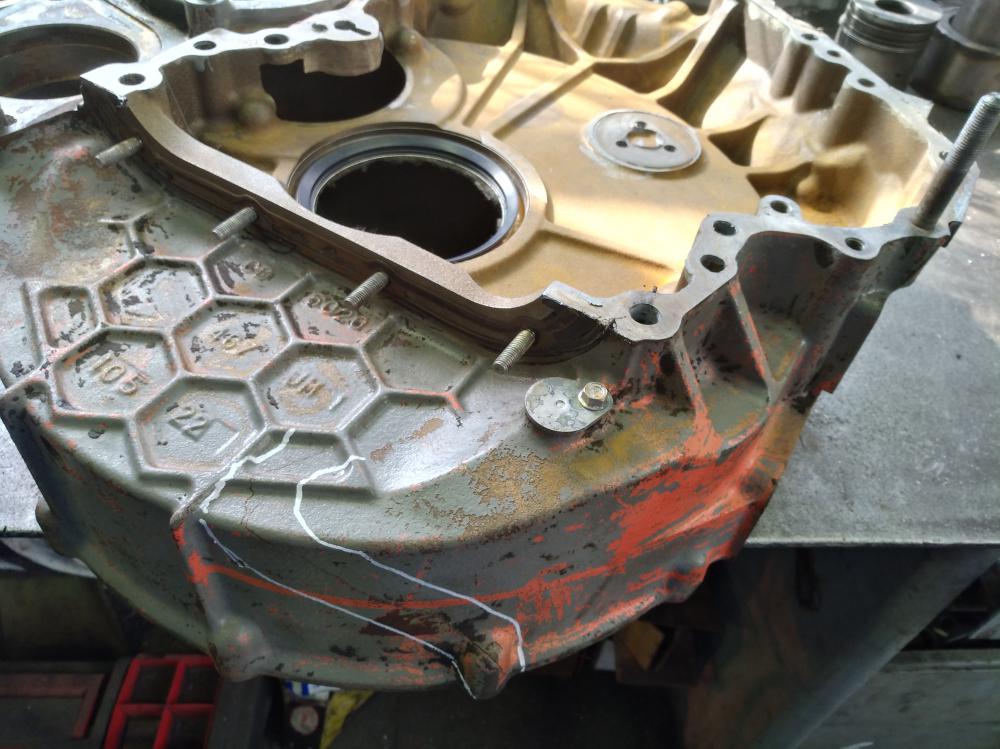
Вопрос по цене за сварку. Чугунная крышка от авто Камаз. Трещина приблизительно от 21см. Провариватьбуду естественно с двух сторон , ну подравняю плоскость и востановление резьбы в бабышке крепления.
-
SenseI99Думаю так , разделывайте в следующий раз чугун не так усердно )) У Вас большой зазор , слишком большие будут "потяжки" у чугун этого не любит. И если две трещины так близки , то "потяжки " увеличиваются в двойне . Мало того , как первую трещину проварили , то в околошовной зоне , около второй трещины (еще не заваренной) чугун уже отбелился , стал еще более хрупким . Целесообразнее наверно сделать заплату " более эластичную) за место двух швов.
-
Шурпет http://www.c-motor.ru/ Я все же надеюсь , что сварщик варил у них когда только учился , или не "здоровилось" ему или это был "временный сварщик" и щас у них все в порядке.
-
Вот смотрел сайт , так сказать наших конкурентов , фото по сварке. Казалось бы , ну варят они так , ну и пускай , мало кто из клиентов откроет фото (увеличит) главное заявлено -МЫ ВАРИМ БЛОКИ!!! Но все равно смотрю и душа болит за такую работу . И почему они выставляют такие фото , неужели считают что это качественная работа ? http://joxi.ru/gmv3KJ6HLNRpb2 http://joxi.ru/DmBnvW1swBYXom Элементарно видно что нет хорошей подготовки перед сваркой и сварка тяп-ляп , да еще с грязью и порами.
-
Хорошее видео , красиво сделано. https://www.youtube.com/watch?v=ldgxr4f6pWI А тут , динамично он так передвигается и бежит можно сказать я думаю это течение подводное , ну (не зеаю какая глубина) нейтральная плавучесть может . Я пробовал в бассейне 6,5 метров глубины ходить , это трудно )) https://www.youtube.com/watch?v=v11b84Okcm8&feature=share
-
Ролик 11 минут , наверно долго , нудно . После 5 минуты показано , как крошится ) отламывается) напыление. https://www.youtube.com/watch?v=xdF7Ab_aELk
-
Имир С прикрученным поддоном , накручиваешь "бабышку" изготовленную токарем или гайку желательно высокую, пускаешь полосу мм6 примерно толщиной от бабышки к другой бабышке (это будет привалочная плоскость поддона). .Дальше из листа примерно 4-5мм вырезаешь заплатку , подгоняешь .Прихватываешь бабышку к блоку, и заплату , выставив и подогнав . Снимаешь поддон и варишь блок.
-
Говрю плохо видно мне было и еще с телефона , мне показалось чтл это алюминий по чугуну сложнее с общей напловкой ,может целесообразнее заплату и стальные бабышки вварить.
-
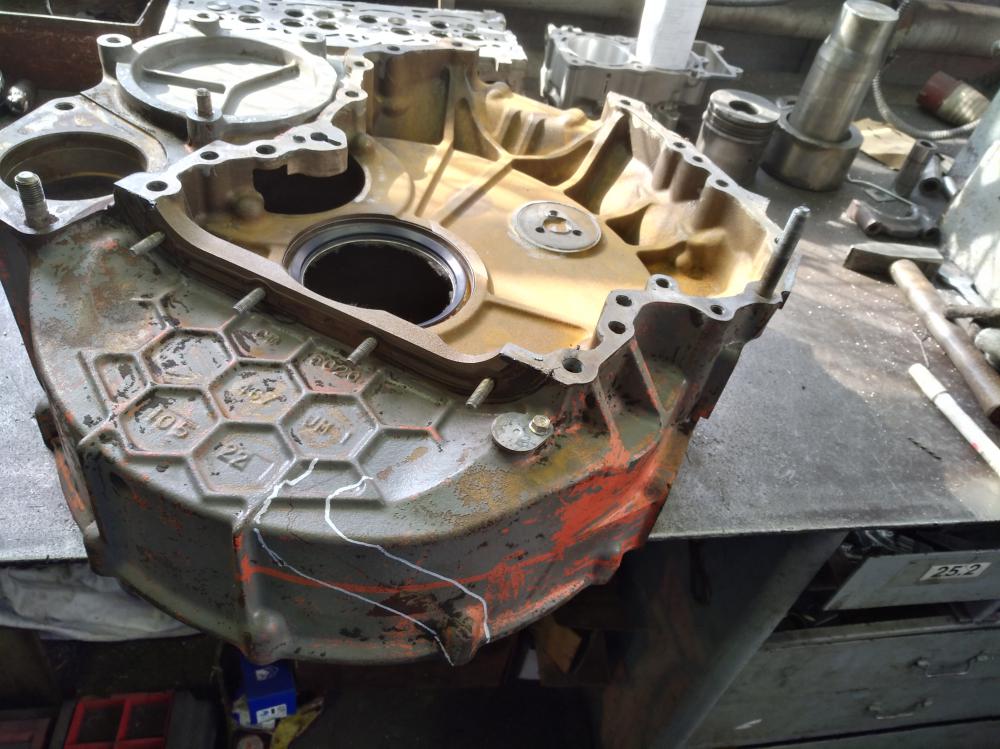
Имир , немного плохо вижу на фото. Скол под масляным фильтром ? Фрагмент утерян . Выплавить монолитом , разобрав предварительно , и потом сделать плоскость , если таковая там нужна.
-
валера1963Спасибо . Он , аппарат , как то вроде то ничего норм работает , что по чугуну льет , тихо и мягко на "постаянке", что по алюминий на переменке четко плавит(не знаю как объяснить). А то бывает на "постоянке" жесто как то не большое как бы шипучие -шуршащие-потрескивание То на переменке , да то же чудит .
-
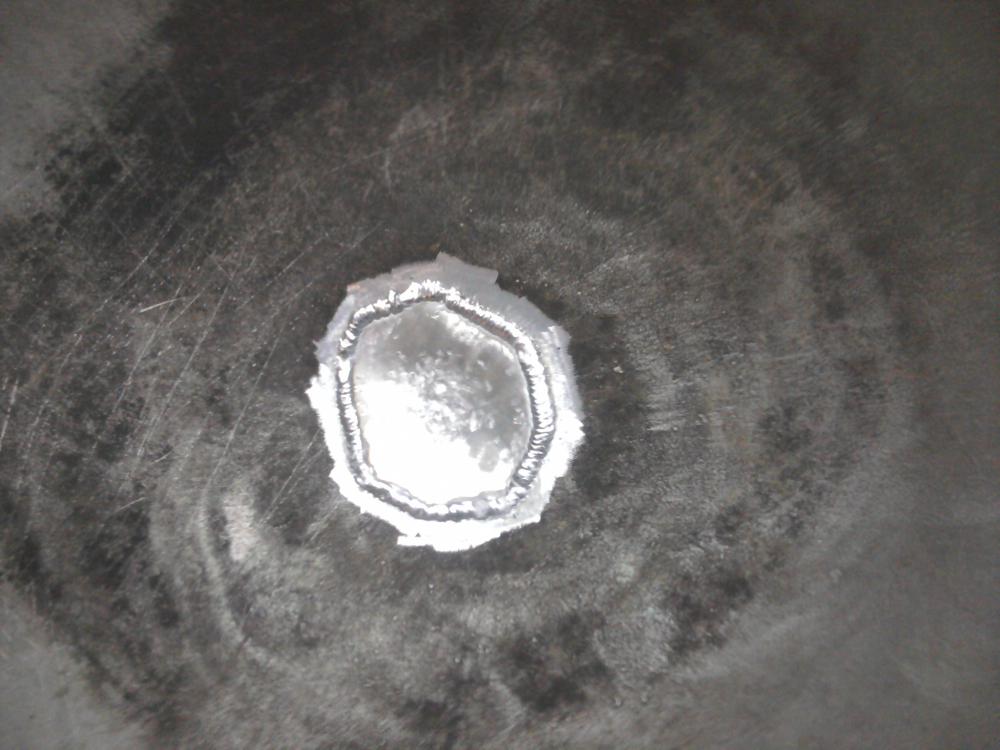
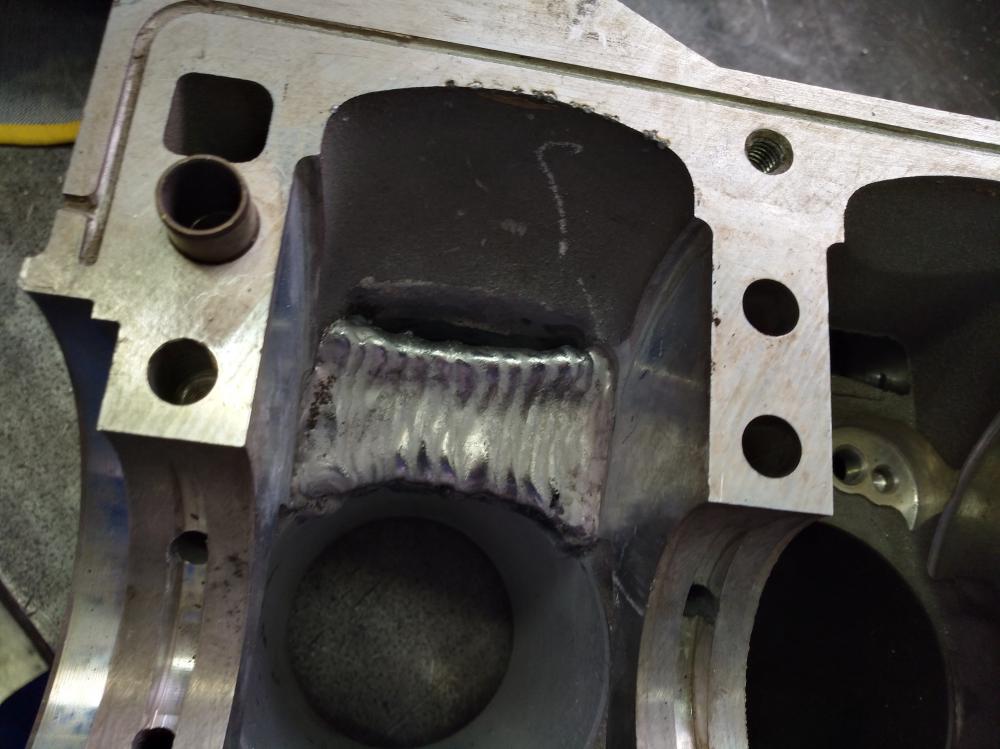
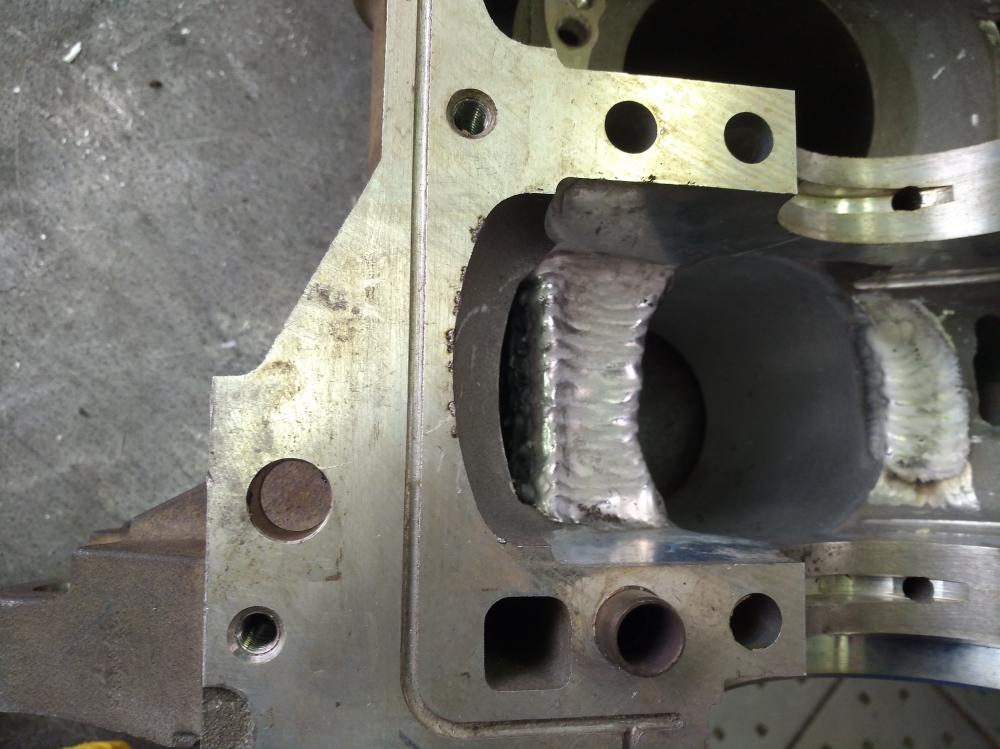
Обещал небольшое продолжения истории с Опелем , описаным тут. http://websvarka.ru/talk/topic/5321-svarka-detalej-dvigateliatransmissii-i-podves/?p=282815 На первых первом фото видно справа дырочку куда вылезли нечайно после фрезеровки (сверловки масляного канала). На втором глубину фрезеровки (сноса) цилиндра что бы добраться до дырки. На третьем дырочка и крючок , я насчупывал где какая внутри толщина стенки , что бы разделывать и знать где какой ток применять . На четвертом разделал дырку до приемлемого метала (толщины его что бы ухватиться). На 5и6 фотке , взял эти куски у фрезеровщика своей предыдущей сварки , посмотреть на качество и монолит , нет ли пор. Седьмое фото , начал варить , начал с заварки самой проблемы ДЫРКИ .)) Восьмая фотка , поза блока .)) 9и10 результат. Последнее чем варил.
-
Там по моему у меня ни чего не работает , крутил я там импульсы , больше нет там особо крутилок ) ни че не менялось в работе .
-
Валера selco . https://www.youtube.com/watch?v=AvojzNARMKI Выложил тут , ибо не знаю в какую тему . Я про звук аппарата ТИР на постоянке и переменке.
-
Тоже этим руководствуюсь , и еще когда отломленые куски маленькие такой способ быстрее , проще и крепче.
-
Вообщем в таких работах не надежное это дело . Я думал что на силовых деталях он ненадежен а на плоскостных пойдет , не так все просто .
-
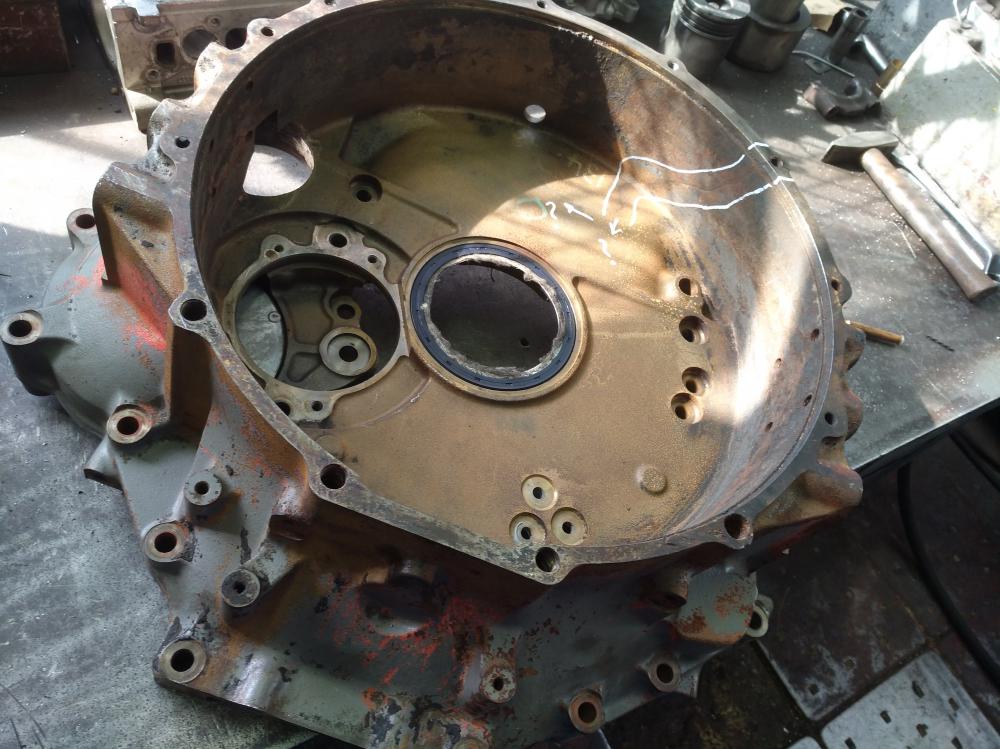
Хорошо , Александр , я с этим не работал , а твое мнение вот тут я писал что это ? http://websvarka.ru/talk/topic/5321-svarka-detalej-dvigateliatransmissii-i-podves/?p=282087 И что характерно , с торцов постелей КВ , есть характерное (как бы описать ? ) окаменелый валик песка серого цвета , как будто сверху пылили под давлением , и на отбортовке осталось там налипание , это скорее напыление газодинамическое , тот самый ДИАМЕТ ? Есть видео , позже смонтирую выложу , там наверное виднее .
-
Ну тут не знаю , просто сколько раз было , подсоединишь новый баллон , начинаешь варить алюминий ну ни как , Думаешь ну ладно может магистраль от баллона к аппарату , перетрясешь , может в горелке , может подсос воздуха , может электроды , ни чего не помогает . Поменяешь баллон и все норм .
-
Делал проще , хотя не хотелось бы так но . Алюминий любит чистоту , и на нем сразу плохой аргон показывает себя . Но по опыту (смотря на сколько конечно плохой- грязный , на чугун пойдет . Мы когда привозили обратно на возврат , бывало раз в два месяца , меняли. Один раз нам сказали , да знаем партия была плохая , но мы не знали что вам для алюминия говорят , думали что для черняги или нержи.
-
Что касается чугуна спорить не буду , но с алюминием переделывать это мучение , сварка напоминает как по старым чугунным коллекторам , смачиваемости ни какой . Ну многие наверно представляют что такое варить алюминий с инородными вкраплениями . А по чугуну на счет напыления все наверно зависит от материала применяемого , я вот раньше думал что постели чугунных блоков допустимо напылять , но то что стали приходить блоки и все напыление на постелях под вкладышами трескается это факт .))
-
Я вот тут озадачился... Давно плююсь, часто приходили головки и блоки после напыления на переделку .Варить алюминий, к примеру, но и думаю чугун после напыления вообще не возможно. То блок придет алюминиевый они там пробовали трещину между цилиндрами заварить-напылить, то головка , трещину между седлами. И главное-сварку не вырезая седел (невдомек, что трещины еще и под седлом...). Так после напыления структура алюминия на столько меняется что выгрызай не -выгрызай (особо выгрызать то некуда стенка между цилиндрами порой около 2 мм) приходилось говорить-или блок на помойку или к "напыляльщику" за деньгами! В итоге-приходилось на фрезерный вырезать часть цилиндров и вставку из листа вваривать. А также зашел на сайт Димета. Так там тоже и трещины в головках типа запыляют и трещину по плоскости чугунного блока. Причем, чтобы ее запылить, помимо этого нужно еще и ввертыши делать , что бы эта трещина не расходилась и держало это напыление и по-моему эти ввертыши еще вылазят внутрь цилиндра . Так и хочется сказать: "Господа для чего все эти сложности?!" Ведь раньше и заплаты на блок делали из жестянки на саморезах и пластилине.