Лидеры




Популярный контент
Показан контент с высокой репутацией за 23.07.2026 в Сообщения
-
200-й ленд-крузер.
 5 баллов
5 баллов -
Окантовка титан.
4 балла
-
В сервисе этим занимались. Нам, избалованными добротными вещами, как-то раз было в диковинку снимать дверь, у которой в жгуте проводов не было разъемов (тех, что для съема двери и предназначены) - удешевление конструкции у них приключилось. Ничего страшного. Жгут разрезали, а потом спаяли. Механик даже аккуратно все подписал: "синий - к синему; зеленый - к зеленому; ...". П.С. При условие, что это не CAN-шина.2 балла
-
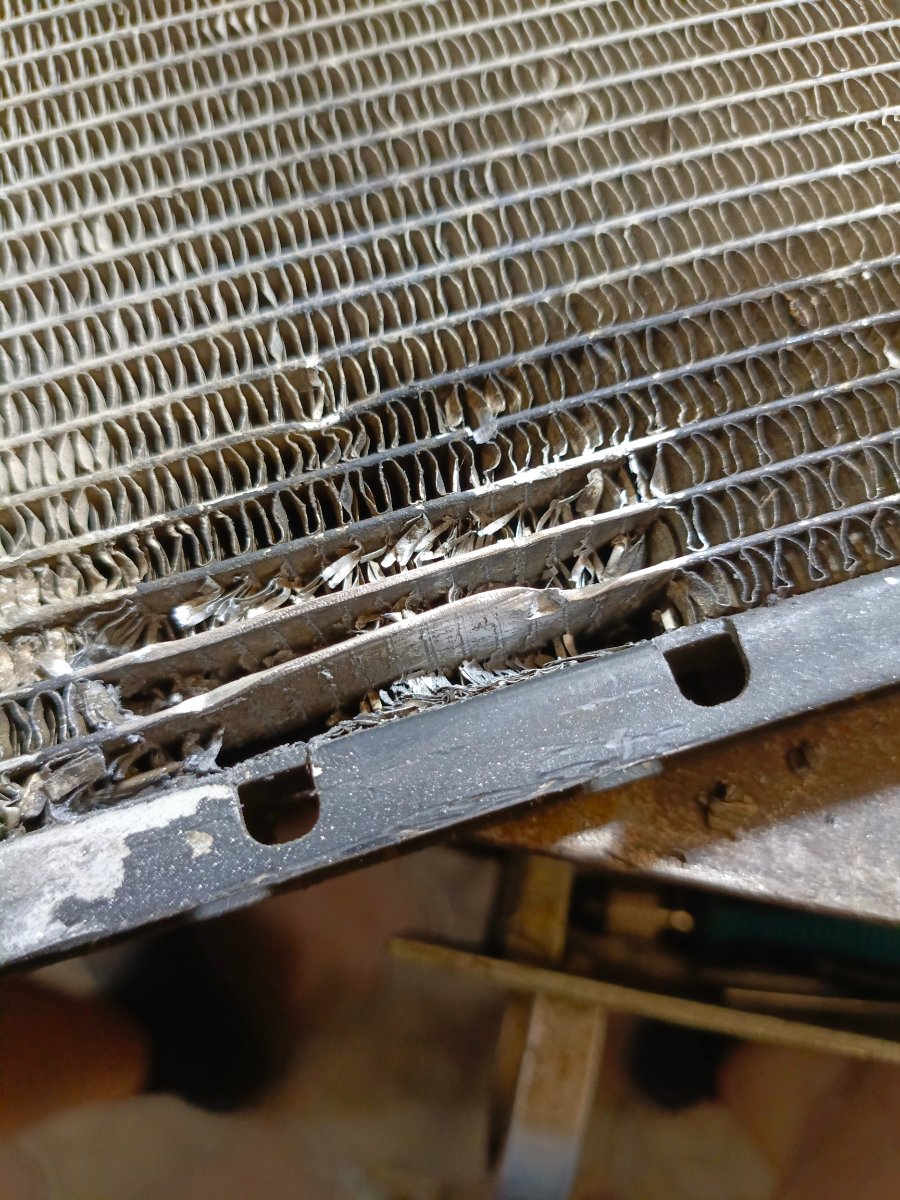
Печально и закончится такая сварка. Что бы я сделал в этом случае. Закрутить пробку,сверление по границе резьбы пробки и вала,скажем,диаметром 3мм. Нарезать резьбы и зафиксировать "штифт" сваркой на пробке. Можно сделать скобку:небольшое заглубление в теле вала( сверлом,фрезой гравера),скобка входит в тело вала и фиксируется сваркой на пробке.2 балла
-
Заготовка - Гайка шестигранная с фланцем DIN 6923 - М10 - 8
2 балла
-
Никогда не смотрю на все эти руководства ! Есть свой мозг и думалка нужна для того, чтобы она работала, а не читала что написали другие. Все дефекты не опишешь в инструкциях и нужны они совсем уж малохольным мастерам, что лампочку по инструкции вкручивают. Это моё мнение. Может быть оно и отличается от мнения других людей.2 балла
-
Пожалуй,я попробую ответить на ваш вопрос. Посмотрите статистику форума-тем 10тысяч,сообщений 420 тысяч,47тыс. пользователей. Есть поиск по форуму. Для кого это все сделано? Регистрируется новый пользователь,задает какой-то банальный вопрос и ждет,что сейчас же все население форума примется объяснять ему то,что уже десять раз обсуждалось. Самое интересное,что никто не удосуживается посмотреть материалы форума на интересующую его тематику,а требует абсолютного внимание к себе немедленно. Читайте материалы форума,ведь для кого-то это писалось...2 балла
-
Вообще-то,вы интересные люди. Поступает деталь-Рассмотреть возможность ремонта. УСЛОВИЕ -выделю особенно-кабель должен остаться неповрежденным. А то у меня уже создается впечатление,что вокруг одни умные люди,а здесь собрались одни идиоты,которые не понимают,что это можно разрезать,затем восстановить,но есть УСЛОВИЕ,поставленное заказчиком. Как-то в посте опускаешь этот момент -условие заказчика,так как он очевиден,но все равно не понимают. При желании,но при согласовании с заказчиком,я могу сделать такой кронштейн из алюминия,врезать туда неповрежденный кабель,весь вопрос в цене. Что касается мокрой тряпки для защиты от нагрева.Визуально нагрев лучше контролировать по степени влажности ткани,чем по стеклоткани и парониту. и тд.
1 балл
-
Есть такая поговорка- С дуру можно одну штуку сломать. Кратковременное воздействие,а потом можно либо смыть водой,либо нейтрализовать щелочью,тем же гелем для удаления жира с плит рН 10 и смыть водой. Гелем также можно удалить масло с бетона,если оно свежее...1 балл
-
Никакой. Кратковременный нагрев св.дугой вала надо исключить в принципе.1 балл
-
Закалка идет только шеек коленвала ТВЧ способом, щеки должны керниться.1 балл
-
Это близкий аналог сплава БрКМц, то есть температура плавления около 1000 градусов, бывают намного низкотемпературные латунные припои для стали, если вы озабочены уменьшить зону термического влияния. Пср3 что-то около 300 градусов. А так я бы накернил 2 раза, если одной точки мало, или 4 раза. Мне больше нравятся рациональные решения, чем мудреные высокотехнологические.1 балл
-
"... у всякого свой вкус: один любит арбуз, а другой - свиной хрящик" (с) Я вот так люблю (с фланцевой гайкой не нашел фото, на днях, если все сложится, сфоткаю).
1 балл
-
Могли бы сами уже попробовать подобрать ток и заодно потренироваться на кошечках. Сложного то уже ничего нет, Заодно и в голове отложится. А так совет как прилетело в голову , так и вылетит.1 балл
-
Тысячу км это не много. Мне и из Казахстана, Сибири и Дальнего Востока, Беларуси шлют. Не говоря уж о центральной России. Без обид, но как меня достали эти вопросы о контрольных точках !!! Вы в Ресанте их находили ? Или в Деке ? Вы думаете, что Электроинтел - Неон специально делает контрольные точки и пишет руководства, что нужно ткнуть осцилом туда и сюда, и если этого нет, то смени то или это ?Естественно - нет. Принцип построения всех инверторов одинаков, но есть разные нюансы. Тут то же самое делается, что и в других. Безопасное напряжение, проверка сигналов на силе и включаем мозг, почему то или другое может не работать? В голове схема аппарата и его работа уже выстроена. Тут только остаётся найти то, что мешает ему правильно работать. Нюанс в том, что Вы должны чётко понимать весь принцип работы такого аппарата. Тогда даже схемы не нужны будут.1 балл
-
Прошивка на них летит в самую последнюю очередь. Я пока ни разу за всё время, что они производят, а я их ремонтирую, не встречал слетевшей прошивки. Ну если только не контроллер в кз. А так, ломастеры почему -то всегда сразу грешат на прошивку. Если не сможете отремонтировать, присылайте. Сделаем. ПС. Что именно в нём сломалось, не знаю. Данный дефект может проявляться от разных причин. Не вру и не скрываю ничего. Просто умею пользоваться приборами и мозгами.1 балл
-
1 балл
-
К тому,что продается на маркетплейсах. Допустим,нужно изготовить новую трубку. Делается это очень просто,но вместо трубки для фреона можно поставить что-нибудь дешевое маслостойкое тысячи за полторы. В этом случае поставлена качественная трубка,только порт лень было паять,поэтому сварка. А так не отличить от заводской.
1 балл
-
Трубка Рено Логан. Что-то в этом сезоне не часто попадаются. В общем-то,дело не в сварке,а в скобе. Фитинг вырезается. Скоба растачивается под отверстие ф18,3мм и делается проточка для юбки фитинга 24,3мм,глубина 4мм.
1 балл
-
На гроверсе баланс стоит по умолчанию 25%, по крайней мере у меня. Насколько я понял 25 - это положительная. Странно, обычно все ресурсы как раз для широкого круга. От начинающих с детскими вопросами, до профессионалов, делящихся своим опытом. Где ещё новичку учиться.1 балл
-
Модератор троллингом занимается ? Или думаете что студента нашли?1 балл
-
Конечно крокодил летает! Если хорошо пнуть... Но хорошая аэродинамика только пока не вылупился! Что для Д1, что для Д16 дуговая сварка не рекомендуется... Это я еще понятия не имею как нагартовка да старение влияет. Ну а точечная сварка - в данном случае не актуальна! ГДЕ информация по интересующему меня ВД1АНР? Мне лично не хватает знаний, чтобы самостоятельно сделать выводы о свариваемости сплавов в зависимости от состава и обработки. Состав и АД1 и Д1 и Д16 и ВАД1 разный, подозреваю что и характеристики и свариваемость тоже. @Dmitry1962, если нет ответа на поставленный вопрос, может лучше промолчать, чем весь интернет сюда цитировать, причем не имеющий прямого отношения к теме?1 балл
-
Не хотелось бы грубить! Но ни одна, ни другая ссылка не несёт нужной мне информации... Ну кроме предложения купить люминь в Маскве...1 балл
-
Лет 12 уже варю на таком. Вальфрам 3-4-5 мм. Ток от 10-350 ампер. Дальше вальфрам 5мм не держит. Горелка без охлождения. Кабель метров 10.зато без отказный агрегат. 6 постов в цехе, на 3 постах стоят такие на других уже новые тиши. Типа AOTAI. 315. Раз в месяц какой нибудь из них ломается. Не выдерживает)))
1 балл