Лидеры




Популярный контент
Показан контент с высокой репутацией 13.11.2021 во всех областях
-
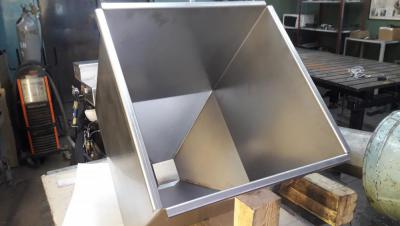
Бункеры для фармфабрики,нерж 2мм

 7 баллов
7 баллов -
Наконец сегодня закончил переделку поддона под полный привод http://websvarka.ru/talk/topic/14981-budni-svarschika-s-illiustratciiami/?p=468075 Заказчику отлив фланца с донора для слива масла не понравился и он пообещал выточить другой из АМг 4,5 Сегодня он привез аж пару (на всякий случай, как он сказал ) фланцев. Обошлось использовать один, при чем "встал он на место как там и был" Думал так же, что возникнут проблемы с переделкой маслоприемника, но как ни странно переделка прошла как по маслу — перерезал трубку в двух местах и состыковав, сварил при помощи CuSi3. Ну и еще заварил отверстия мерсовского стакана масляного фильтра...




 4 балла
4 балла -
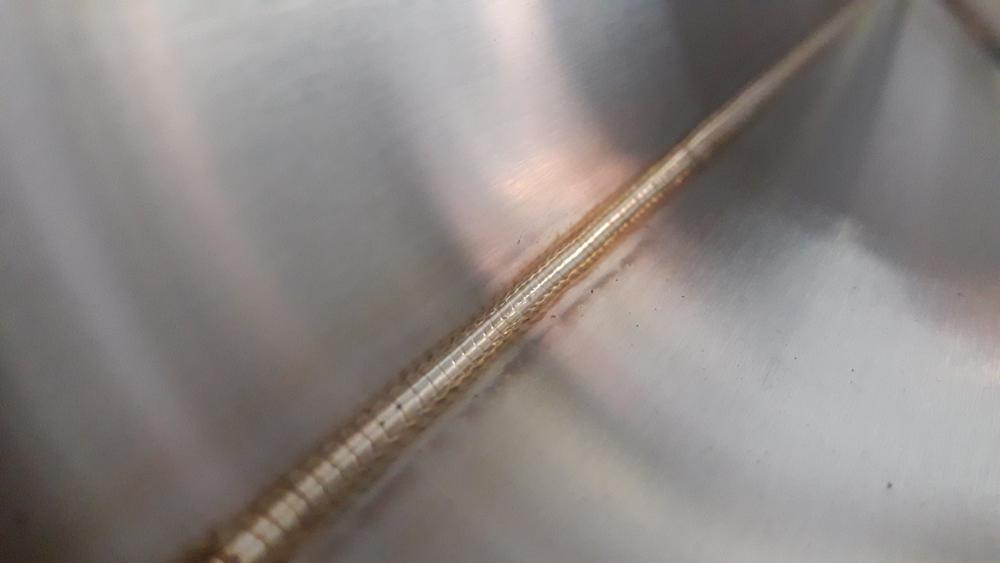
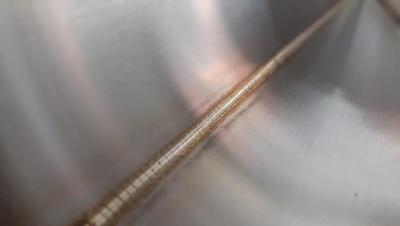
Труба выхлопа от квадрика (наверное), как нравится сваривать нержавейку, ванночка чистая, дуга стабильная, сиди сваривай себе в отличие от алюминия, особенно тонкого да еще в углублении. Жутко не удобно было туда лезть, электрод под наклоном, присадка то же как то не удобно. Ток 40А, электрод 1.6мм, присадка 0.8мм:



 4 балла
4 балла -
Титан варится только с титаном3 балла
-
Что мешает прогреть дугой сильнее другую сторону? Ванна должна быть управляемая... или банальный недостаток опыта...3 балла
-
Сделал выборку на HH по региону "Санкт-Петербург" найдено резюме Инженер по сварке 4325шт Сварщик 1257шт Выходит что ИТР в Питере как говна за баней, на каждого сварщика по 4 инженера, может просто предлагаемый вашей организацией уровень зарплат ниже среднего?3 балла
-
Оно так и должно быть когда кондуктор рассчитан на сотни и тысячи деталей. Отверстие просто стружкой размывает и погрешность растет. Втулку выкинул, новую воткнул и дальше сверлишь. В моем же случае это не критично, так как это не продукция на продажу а внутренние потребности и тираж исчисляется всего лишь десятками изделий. Отверстие просто не успеет размыться за пределы допусков. Если бы планировались большие серии то и кондуктор был бы более сложный. В самом примитивном случае можно было бы просто закалить направляющую пластину и увеличить её толщину, но это просто не нужно. Вот от кернения меня этот кондуктор и избавляет, точнее от всей процедуры "разметка"+"кернение"+"сверление направляющего отверстия"+"выставление детали"+ итд итп. Тут все просто: деталь вкинул, зажал, просверлил первое отверстие и воткнул центровочный шплинт, потом просто пробил все остальные отверстия. Точность серии +-0,25мм даже избыточна для этого изделия. А по времени фланец сверлится около минуты вместе со всеми подготовительными операциями.. Кондуктор жестко зажат в тисках за привареный к нему кусок швелера, Фланцы выточены по УЦИ с погрешностью +0 -0,25мм и садятся в кондуктор по "скользящей посадке" никаких люфтов и прочего. . Учитывая что сверло 16мм если поставить нас рядом, то за время пока вы накерните и просверлите один фланец я на этой оправке выпущу минимум 3-4 единицы очередью, так как кроме как накернить вам будет нужно засверлить направляющее отверстие + как-то зажать заготовку, а даже без сверления направляшки с одним выставлением и зажимом скорострельность будет слишком разная.3 балла
-
Доточил фланцы, Собрался начать сверлить... Посмотрел на эту кучу и решил сделать кондукторную оправку. . . Потратил на оправку минут 40. Зато просверлил всё прям галопом. Никаких разметок и кернений. Прям как ЧПУ. А учитывая что эта серия фланцев точно не последняя, то время на оправку потрачено не зря..



 3 балла
3 балла -
И то верно,пусть начальство выкручивается само,нафига за лошадей думать и решать чужие проблемы.2 балла
-
Да зачем сий поворот и 100% просто не чего не выйдет хорошего да и плохого тоже. Так вот слухайте и перво на перво прочтите вот эти листовочки. ЗЫ ладно и это книжки ,,,,, ну а теперь чуток практики и про управляемую дугу озвучил Вад11 и главное сие позволяют современные источники тока + коротенькая дуга и захватывать дугой больше толстую деталь и присадочек не особо толстый для корня самое то и остальное накидаете вторым проходом . Ну и это не главное , вот у меня для нерж из алюминия , под алюминий из нерж и не обязательно профиль можно и уголок из нерж 30х30 или 40х40 или даже 50х50 в общем вариантов много. Снимаете фаску с вершинки уголка или профиля какую вам нужно , прижимом прижимаете и варите с учетом "управляемой дуги и обратный валик будет гладенький и нужного размера то есть лучше чем даже в роботосварке . Действуйте !!!! и потом нам покажите и расскажите .


 2 балла
2 балла -
Бонсай очень громоздкий Задание нормальное интересное. Если детям толком объяснить что от них нужно и как это сделать, то очень даже ничего. Ставить оценку за такое я бы не стал. Как можно оценкой "оценить" творчество. Фото кошка-ведро-часть тыквы. Старушка сама залезла.2 балла
-
Друже, ты ошибся форумом... тут фуфлыжников нет....2 балла
-
Поток, как и ток пойдет по пути наименьшего сопротивления....2 балла
-
http://websvarka.ru/talk/topic/3449-svarka-titana/ https://weldering.com/tehnologiya-svarki-titana-splavov-02 балла
-
2 балла
-
Ну в принципе возможно . прежде дав остыть и опосля не перегревая ,,,,, но лучше уж тут воспользоваться фрезой или камешком в дремели и конечно дольше но что поделаешь . да и так пойдет и конечно не Феррари то есть клиент и не заметит "придушения " .1 балл
-
Свариться однозначно и скорее надо просто пробу произвести с соблюдением технологии сварки титана, тем паче вы не знаете марку сплава . Вот что в книжке отыскал у себя и может что есть еще в других , но поиск сего долгий процесс . но на медне порыскаю .
 1 балл
1 балл -
Все перечитаю, раз уж потребовалось, но не сегодня.Сегодня остался открыт один вопрос, что будет если варить неизвестный титан, с присадком из чистого титана? За вторую ссылку - спасибо.1 балл
-
Размяться есть на чём,а вот денег?ха,ха,не в этой шараге.Работаю тут потому что рядом с домом и в течении дня можно поварить и цветнину и чернуху и нерж и титан1 балл
-
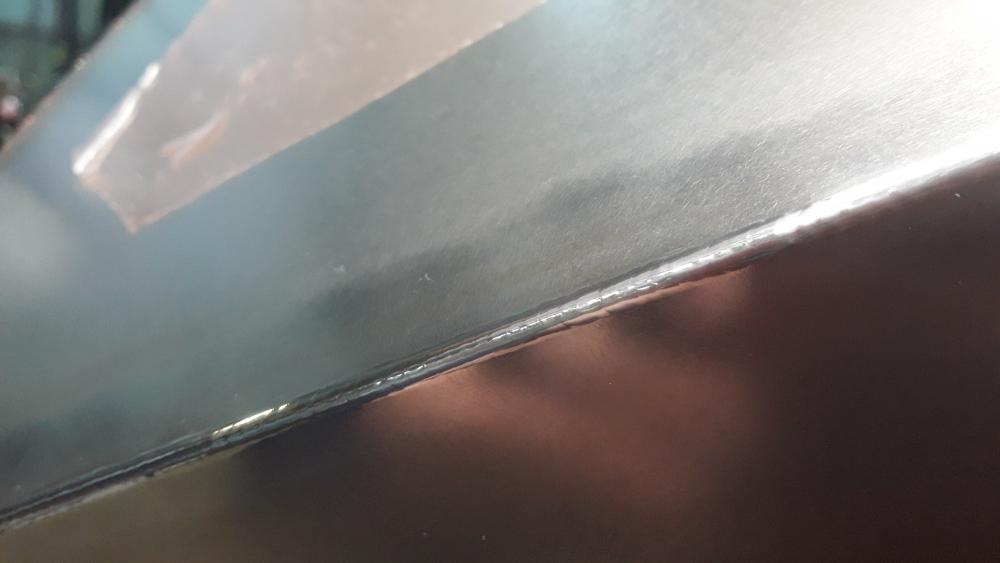
Это мне и так известно,когда буду изначально собирать данную коробочку,а пока нужно сделать на уже готовой детали обратный валик(химокс,тяговые заклёпки,резьбы и т.п ,всё это нужно убирать)1 балл
-
Теоретически наверное да, практически думаю это не заметить, мы же не формулу один собираем и шлифуем до зеркала впускной коллектор. На фото наверное так видно, но он наверное в 0.5мм., почти размазанный. Цвет у него был местами в желтизну а местами в светло синий (наверное перегрев). На фото он почищен и имеет серебристый цвет, освещение и камера так передает, на фото можно подумать что он серый и не блестит. Так и было сделано, фотик не передал цвет, на фото как бунда по грязному сваривал. То же подумал сваривать без присадки, но мне подумалось будет как то не крепко (заклепки то не планировалось ставить). Без присадки было бы для меня даже легче. Горелку то еле разместил боле менее под нормальным углом, а еще присадку пихать нужно. Да еще главное, это можно сказать первый шов на Cebora режим XP с высокой частотой, можно сказать прям по ходу подбирал ток, стенка трубы вроде меньше 1мм, на 40А за пол секунды начиналось появляться ванна, только успевай "дров" присадки подкидывать. Не подумал о них. Но думаю если и пришла бы така мысль то наверное заказчик не дал бы сделать. Принес говорит прихвати там как нибудь, я говорю как прихвати?, надо почистить, надо подумать чем туда залезть, а он мне да сделай как нибудь, вообщем стоял над душой можно сказать. Кстати это тот же что и крышку раньше приносил, что я сварить не смог, они ее герметикой залепили и поставили на мотик Не люблю когда стоят "над душой", в следующий раз выгонять буду.1 балл
-
Насчёт сварки титана и нержавейки- ванадий понадобится.1 балл
-
. Скорее всего у них дипломы не той системы. Или день рождения не 29 февраля как необходимо нормальному специалисту.1 балл
-
Это плохо. А ХХ то хоть появлялся при нажатии на кнопку? Может предпродувка стоит длинная. Мне несколько раз так аппараты в ремонт привозили. Да и по телефону не раз лечил такое. Я серьёзно. Люди не дожидаются окончания предпродувка и бросают кнопку. Начинают считать аппарат неисправным. Весьма удивляются после.1 балл
-
Там не 20 тысяч получается, у Чиборы в комплекте нет ничего, а у Хелви есть все для начала работы (вот только редуктор похоже из комплекта убрали). Если же взять Хелви только сам аппарат. то разница уже 40 тысяч получится. Плюс Хелви можно использовать и как ММА и TIG Lift Pulse. Это тоже иногда может понадобиться. Наверное у Чеборы хорошим вариантом для покупки был бы Elettro COMBO HI-MIG 2010 Pulse, Double Pulse, но цена 167 тыс. а с включенным даблпульсом уже почти 200 не дает ему шансов, если бы они не жлобились и за 167 продавили бы с даблпульсом можно было бы рассмотреть как вариант.1 балл
-
Во во,у меня тоже раздельные дипломы.В гпту учили только проф наукам,а вечером ходили в вечерку.При Брежневе ещё учился. Хе хе,а и не надоть.Я давно на пенсии.1 балл
-
- Наши ученые обнаружили связь между смехом и сексом. Они заметили, что когда смешно то не получается, а когда не получается то не смешно.1 балл
-
С утра сегодня работал Слесарем-сборщиком Готовил части системы отопления (тепловой узел) под сварку. Вечером наш ученик сварщик после работы их зааргонит в качестве тренировки. Всё-таки очень приятно собирать сборки после токарного станка. Всё ровненькое, перпендикулярное... Посадки плотные. Прэлесть а не работа. . . После обеда привезли блины для изготовления фланцев, пришлось сменить профессию на токаря. Всё отторцевал, дырки центральные проковырял , завтра расточу из дырок отверстия в размер и проковыряю отверстия под болты. . . Потом засандалю в новые фланцы заранее изготовленные втулки: . . И наш сварной опять будет набивать руку на TIG.





 1 балл
1 балл -
1 балл
-
Ботинокчеленж на фоне школы. Весной меньше было.http://svarkawmf.ru/img/smilies/MyBB/universal/happy.gif1 балл
-
Горизонт не завален - снято по уровню.
 1 балл
1 балл -
Яркие краски постепенно перетекают в бесконечную осеннюю хмарь...





 1 балл
1 балл -
@Isperyanc, из СССР
 1 балл
1 балл -
Пили шампанское, водку, вино и коньяк, а отравилась видимо не свежим салатом.1 балл
-
@dany198807 В первые слышу терминологию "обратный потолочный подрез" (мож от жизни отстал))) В трубе бывает НЕПРОВАР, УТЯЖИНА( на "потолке") и НЕСПЛАВЛЕНИЕ КРОМОК трубы. Как Вы умудрились при "СЛЕПОМ" зазоре заварить на "просвет" ума не приложу... Когда варишь "корень" и начинает стягивать"зазор" то обычно прорезаешь его или увеличиваешь ток,но при увеличении тока,возникает опасность ПРОЖЕГА,а это сами понимаете брак.Как в Вашем случае получилось ,загадка.. с "пленкой" думаю было бы проще,все косяки Вы бы увидели воочию.Сам сколько раз "вырезал "стыки после УЗК но брака не находил в указанном месте,ПИЛовец говорил что многое зависит от настройки этого аппарата, (пример "катушка" прошедшая "рентген" не прошла УЗК, потому что ультразвук принял за брак (!)заводской шов трубы..посмеялись...))С пленкой все гораздо проще.. видишь и делаешь выводы. В общем у нас УЗК сильно не приветствуют.1 балл
-
Конс спасибо. Моя цель - В совершенстве отточить неповоротную трубу более 100мм в любых пространственных положениях, без сомнения сдавая в лабораторию образцы, ну и катушку . Электроды применяю те которые выдают при аттестации. Пробовал ОЗС, выклянченные у сварщика сантехников; МР3 и АНО21 из своих закромов; ОК53 - любопытство удовлетворено сполна. Зачем я вообще впрёг свои мозги и руки в тему освоения ручника!? ..Да меня на работе задолбали этим вопросом... Моё личное мнение: ручник - столб на котором держится вся электродуговая сварка. К сожалению людей которых зовут ассами этого ремесла стало гораздо меньше... и делятся знаниями они неохотно. ..и я догадываюсь почему ручники-трубачи это закрытая секта и я в неё хочу.1 балл
-
@som, Электрод для "корня" возьмите 2 или 2.5 мм (если конечно есть) т.к. 3 -ка для этой трубы, большой. "Притупление" 1.5- 2мм .. Варится с "опиранием " на обмазку электрода,и "дуга" должна гореть в трубе...Сам электрод как бы "вдавливаешь" в трубу...Словами это трудно описать...легче показать...) То что Вы называете " 7 -ю часами" это называется " ВЫХОД" ...это уже не " потолок" но еще и не "вертикал".... вот на нём у начинающих сварных( кто учится варить трубы) всегда трудности ,там надо менять положение электрода(наклон).1 балл
-
Если приходится делать так, значит зазор велик. При прохождении корня шов ниточный (движения концом электрода назад-вперед, без поперечных колебаний). Впрочем, на этапе обучения, чтобы видеть проплавленное окошко... В дальнейшем окошко скорее угадывается, поскольку большую часть времени, особенно при сварке в потолочном положении скрыто от глаз сварщика силуэтом электрода.1 балл
-
Обратный валик формируется независимо от техники сварки, в отрыв или безотрывно. Плюс метода в отрыв - не страшен завышенный ток. Плюс способа безотрыва - однородность шва и равномерный прогрев металла околошовной зоны. Так вот я испытываю трудности практикуя безотрыв - балластником плавность регулировки да ещё и не отвлекаясь от процесса совершать невозможно . Эх, мне бы с выносной крутилкой попробовать бы.. Нашёл вот какой способ!! Визуальный контроль формирования обратного валика глядя через зазор, попробовал.. прикольно!! советую : http://www.youtube.com/watch?v=U0VitpUYUag&feature=player_detailpage1 балл
-
Делаю с точностью до наоборот)))1 балл
-
Ну, первая мысль такова, что можно и поменьше зазор поставить. Например 2мм, а не три. Если нужен обратный валик, то я веду с отрывом. А если по быстрому (главное, чтоб не текло ), то без отрыва. Это я имею в виду диаметры от 50мм и более. Электрод, конечно, надо стараться держать перпендикулярно к поверхности трубы и потолок с вертикалом проходить на максимально короткой дуге, чтоб не перегреть металл, а горизонтал и полувертикал это наверное всем понятно и уже 100 лет как без отрыва ! Что сказать по току? Ток конечно ставлю меньше чем на мет. конструкциях. Примерно 80-90А, электрод d3мм и 120-130А электрод d4мм - это все для без отрыва. Ежели с отрывом, то как всегда - на электрод 3мм (МР 3С) 130 - 150А без обратного валика и ампер на 20 поменьше с обратным валиком, для электрода 4 мм все так же только ток больше на 20-30А Хотя у меня зачастую получается так - ведешь с отрывом потолок и вертикал, а как только полувертикал начинается, то перехожу на безотрывный способ. Обратный валик с меня в жизни никто не спрашивал, это я сам для себя стараюсь его делать, чем иногда удивлял начальство на старой работе.1 балл
-
На данный момент в виду отсутствия большого заказа на работе конфисковал у наладчиков ОГС кучку образцов для аттестации, кольца из трубы Д150 с разделкой. Прихватываю на 3 прихватки, зазор3мм, варю УОНИИ 3мм... оттачиваю создание корня шва. Поставлена цель - проход без отрыва. Испортил 3 стыка пока не втемяшил как вести электрод... сейчас получается. НО! не могу "продавить" потолок. даю больше ток - перегреваю стык (вываливаюсь) меньше току - не пробиваюсь к притуплению, подхожу к вертикалу (на 7часов_если разбить срез трубы на воображаемый цыферблат) бегу к балластнику и убираю 20А, вертикал прохожу спокойно, смена электрода с перекрытием и зачисткой от шлака конца шва.. на 10.00-10.30 добавляю опять 20А и выхожу на вершину. Варю углом вперед всё. JAAN мотрел картинку вашу.. попробую так как на ней. Короче буду "забарывать" потолок. Руслан Кулеев, Сварщик Ручник, помогайте советами. Братва1 балл
-
@Metallist, Обязательно пригодится,ведь мы тут и собираемся для этого.)1 балл
-
@Metallist, Тут столько " копей " переломали на эту тему..))) Говорю только за свою работу ( нефтегазовая пром. )трубы здесь варятся без ОТРЫВА не смотря на их диаметр.. Как на других предприятиях варят не знаю.1 балл