Лидеры




Популярный контент
Показан контент с высокой репутацией 09.02.2015 во всех областях
-
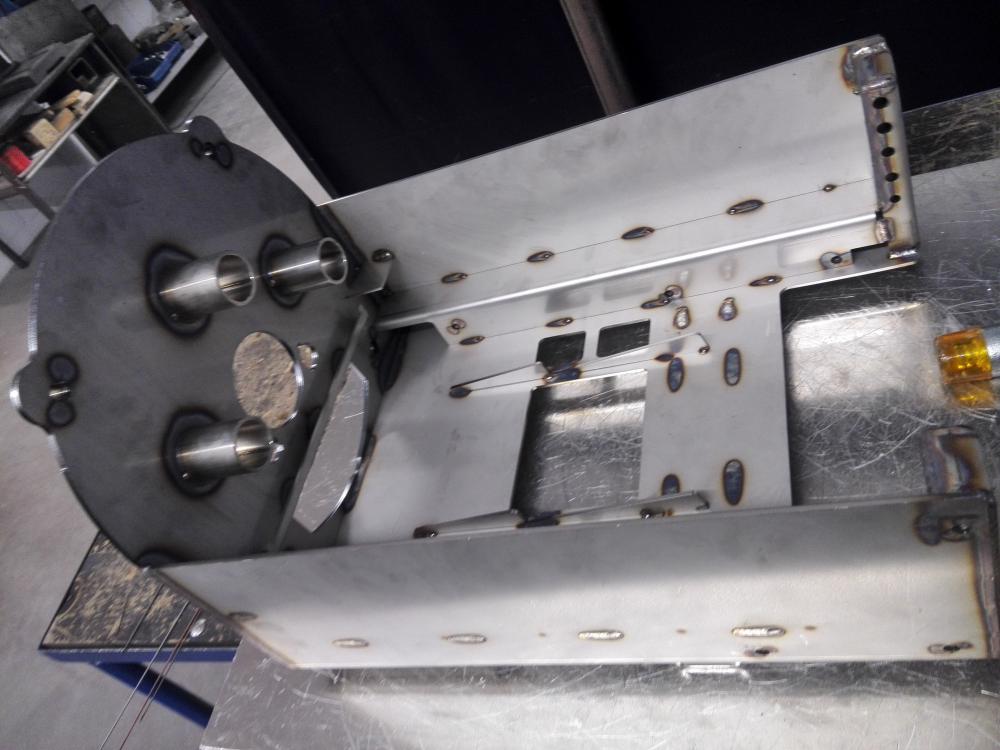
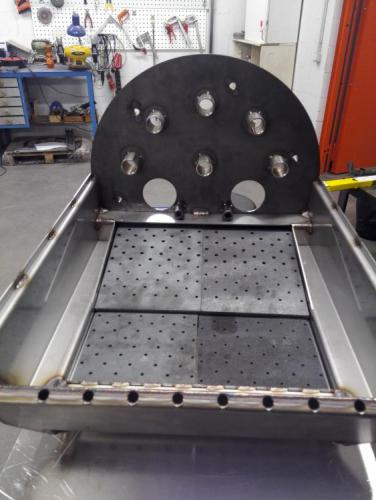
Продолжение постройки катера. Был испорчен выезд домой, легли на дно, на 4 часа.))))






 9 баллов
9 баллов -
@Чемпион210, примерно так. и так http://www.zaopkti.spb.ru/services07_414_8.html
 3 балла
3 балла -
Всем Привет, давненько не виделись))) Поделюсь тоже своей "новой работой" с нового места Вообщем вот такие печки теперь делаю) работа не пыльная, нормальная, мне нравится)


 3 балла
3 балла -
Лауреат прошлой недели на "Разговор Года": -Тебе Где Пятый Разряд давали?.. -В МостоСтрое... -Ещё один такой шов - ты там и будешь работать... по 4-тому!!!3 балла
-
http://youtu.be/ryeNH4JoXEE http://youtu.be/UMl1he5Pdng http://youtu.be/e7Lo_UOVyfc http://youtu.be/0KTEtwWT9rA http://youtu.be/qPFyKnFC4U02 балла
-
Всем желающим, кому нужно изготовить, при этом не ломать голову над размерами и компоновкой, хочу предложить свой вариант изготовления корзины под запасные колеса грузовиков и прицепов. Корзина съёмная, крепление на раму п/прицепа или прицепа. Габариты рассчитаны под колеса размерами - Dнар.-1050 мм., h-400 мм. (в простонародье - "Батоны"). Итак, внешний вид и в архиве эскизы с основными размерами: Чертежи.rar Материалы: Труба D - 42 мм. Труба прямоугольного сечения - 50Х25Х2,5 Лист - 5 мм. Лист - 4 или 3 мм. Уголок - 80Х50 Так как я изначально планировал не единичное изготовление, то в первую очередь был собран простенький кондуктор для сборки (к кондуктору приварил все что на тот момент валялось под ногами ) Собственно процесс сборки не сложен (фото): Перед установкой пластин крепления корзины к раме, нужно разметить концы труб и отрезать по горизонтали. Высота во внутренней части 450 мм., но если рама на прицепе высокая ("палатка" или контейнеровоз) обрезать можно в размер 420 мм.: Заготовки с листа режу плазморезом, профильные детали загибаю на гидравлическом прессе. При помощи различных приспособ. Пластины крепления "забора" в первоначальном варианте изготавливал из листа 5 мм, теперь, добавив ребра жесткости делаю из 3-ки (и продукт полегче , затрат меньше, легче пробивать отверстия под профиль): Например, изготовление пластин крепления к раме. По началу сваривал из пластин 10 мм., потом решил уменьшить время на изготовление и металлоемкость. В итоге получилась такая деталь: (крепление на восьми "сухарях", не разгибаются, держат крепко, проверено двумя годами эксплуатации). Так как размеры рам прицепов разные, сверлим индивидуально под каждый прицеп, после получения предоплаты от заказчика. Всем удачи. С уважением Андрей.2 балла
-
Мое субботнее состояние
 2 балла
2 балла -
Судя по Вашему вопросу, на стройплощадке инженера-технолога сварочного производства-нет, как такового. Да и прораб, поди, тоже, "не копенгаген"... Сообщите, ванная сварка арматуры каких классов, диаметров и в каких пространственных положениях предполагается? Что будет за ванну, стальные скобы, или же съёмные подкладки? Какое сварочное оборудование есть на площадке, какие электроды? Ответите на эти вопросы-будут более конкретные ответы. А так, печатать длинные опусы по ванной сварке, в попытках максимально охватить предмет вопроса, мало у кого найдётся столько свободного времени. Всё же, тут-не преподаватели, бесплатно вычитывающие курс лекций, а практики, у которых есть ещё масса других дел. Тем более, что азы данной темы можно нарыть в любом поисковике интернета. Если же вкратце, то суть данного метода соединения арматурных стержней состоит в том, что стык торцов стержней формируется внутри подкладки скобчатой формы. Подкладка может быть как медной толстостенной (съёмной), так и стальной остающейся. Предполагаю, что в Вашем случае будет сварка покрытыми электродами на остающихся стальных скобах. Обычно такую сварку ведут электродами диаметром 5-6 мм на токах 250 А и выше (до 450А) так называемой "погружённой" дугой. Данные диаметры и токи-для одноэлектродной сварки. При многоэлектродной сварке, соответственно, токи ещё выше. Это-если в общем. Частности обычно отражают в проекте на данную металлоконструкцию, где изложены материалы, технология монтажа и сварки, как одной из операций проекта.2 балла
-
Режете с использованием ацителена или пропана? Модель Р1А - это ацетиленовый резак.2 балла
-
Продолжаем тренинг. Настройки как и выше, но сопло №8, и пропил чуть тоньше. http://cs622420.vk.me/v622420196/1a835/P7F8idoqXp0.jpg http://cs622420.vk.me/v622420196/1a82b/onQfvQs43Ik.jpg http://cs622420.vk.me/v622420196/1a821/Fgzjx4WeEAY.jpg http://cs622420.vk.me/v622420196/1a817/0MTNro5_my0.jpg2 балла
-
Позвольте и мне представиться, пока не забанили. Зовут Роман, 33 года. После 12 класса прошел курсы матросов и на практику. Затем работал на земснарядах и шаландах по Балтике. С детства тянет к технике и инструменту. Между рейсами прошел курсы сварщиков (MMA, MIG/MAG, Gas. TIG только теорию.) в 2002 году. Свой первый аппарат приобрел совсем недавно. Стараюсь вернуть былое мастерство. Сварку полюбил сразу, да и получалось не плохо на курсах, на экзамене даже заварил пару труб газом за других. Правда, меня сразу вычислили - шов ведь, как почерк, а тут у троих практически 1:1. В море ходил лет 5, потом где только не работал, и мебельщиком, и приемщиком цвет мета, и на складах... Затем долгое время веб дизайнером (все еще продолжаю им быть в свободное время). Со школы занимался сборкой, ремонтом и настройкой компьютеров, установкой ПО, что в последствии и привело меня на работу администратором. Так что я переквалифицировался в офисный планктон. Но как только есть время после работы, не чураюсь облачиться в робу и немного запачкаться. Машины свою и жены ремонтирую сам. В сервис только если требуется подъемник и спец инструмент. Времени мало, сынишке всего 7 месяцев. Зато будет, кому инструмент и знания передать.2 балла
-
- Ты сварщик? - Да. - Какие электроды лучше купить для дачи? - Ищи пачки с маркировкой "Д" - дачные. - А "МР" не подойдут? - Нет, "МР" - это "моя работа", на даче они варить не будут...2 балла
-
Не сомневаюсь, что господа сварщики обладают здоровым чувством юмора и умением смеяться над собой. И если кто-то признает авторство какого-либо "шедевра", просьба не обижаться, а поулыбаться вместе со всеми. Может, ещё кто-то из форумчан также пожелает поделиться подобными перлами, тогда выкладывайте их в виде цитаты, без указания автора. (если цитата с форума) Не смогла пройти мимо нескольких "гениальных" фраз, опубликованных на нашем форуме ))1 балл
-
Что, плохо заварено? А ты попробуй, оторви!1 балл
-
Цитата: "А какая, визуально, разница: синергетика\несинергетика?"1 балл
-
Вам книги нужно читать, а не на форуме спрашивать. Поверьте, говорю это не из каких либо негативных побуждений. Если Вы даже не знаете как газ подключить и какой при разных работах режим выставить.... тут только книги или учёба.1 балл
-
Будьте моей прекрасной дамой, а я буду Вашим рыцарем. Кто сказал, что рыцари перевелись? Постучите по моей голове. Слышите? Звук такой, как будто Вы стучите по железному шлему. Erika Очень рад возвращению к нам,место работы хорошее (это видно по фото).Видать из далека,женская рука.Чистота,порядок Успехи ждут Вас впереди.... П.с. женат,с детьми,совсем не перспективен,спокойный как медведь,рождён в СССР....1 балл
-
Колокол КПП грузовичка...

 1 балл
1 балл -
"Горячо любимая" супруга давно просила прикупить ей эти штуковины, все отнекивался, а в конце-концов вообще поступил по "жлобски"

 1 балл
1 балл -
Деформации корпуса.
 1 балл
1 балл -
Тренинг на колесном диске. Пропил диском 2.5мм насквозь. Зачистка с обеих сторон, обезжиривание, подогрев. Предгаз 2 сек, нарастание тока 1,5 сек, 140а, спад тока 3 сек, баланс 36%, частота 85гц, сопло 6, газ "на щеку". Сначала одну сторону, зачистка корня, проход второй стороны. http://cs621925.vk.me/v621925196/fc3a/mtS2bzZC4CA.jpg Грязь, провалы и несплавления - все на месте. Потом зачищал и подваривал. http://cs621925.vk.me/v621925196/fc44/JKDKLCVlnQA.jpg Обратная сторона после 1 прохода http://cs621925.vk.me/v621925196/fc4d/MHnazWkV33c.jpg http://cs621925.vk.me/v621925196/fc69/bXTeK72IKLw.jpg Второй проход с обратной стороны. http://cs621925.vk.me/v621925196/fc72/7Lv9992OQCI.jpg http://cs621925.vk.me/v621925196/fc7b/U1ZG2pT7qMo.jpg Веселый Роджер (друг подарил перчатки - в них весьма удобно работать при РАДС) http://cs621925.vk.me/v621925196/fc57/VcaSZj6-NXs.jpg1 балл
-
Стырено у соседей:1 балл
-
Живя на Украине в городе Донецке, там, где сейчас война, работал сантехником, ремонтником, автослесарем. Выполнявши свою работу, никогда не ждал сварщиков, чтобы мне что то заварили, приварили, а брал сам и варил, как умел. В 1992 году уехал в Израиль, где и начал усовершенствовать свою сварку, и уже много лет работаю сварщиком. В основном варил строительные металлоконструкции, но недавно устроился на завод по производству антенн для мобильных телефонов, радио, одним словом вышки. Делают их из труб большого диаметра, на концах с фланцами, диагонали и другие, разные узлы. Наша продукция идёт за границу, в разные страны. Я не жалею, что стал сварщиком.1 балл
-
Не совсем про сварщиков,но все же.Из переписки с менеджером одного из заводов России:у вас борфрезы из какого сплава?-из твердого)))).1 балл
-
Вот с глушителем сегодня ММАялся. Это последняя часть от системы выхлопа с грузовика Вольво. Принесли сегодня "полечить". Старье не стал вырезать, просто обтянул бочку и заменил торцы. ММА, электроды МР-3 (2мм), - ну нет у меня полуавтомата, пока нет.










 1 балл
1 балл -
Вот такая ядерная артиллерия на моём окошке. 1. Гиацинт только зацветает 2. Гиацинт отцветает. Явно не хватало ультрафиолетовой лампы.

 1 балл
1 балл -
Вот пожалуй это подойдет для данной темы. Пару дней назад принесли бак из нержавейки 1,5 мм. (феритная, скорее всего 430-я), сварен ТИГ, проржавел снизу по шву и около резьбы под кран. Предложил заказчику изготовить новый, и получив согласие собрал сегодня бачёк. Материал тот же (430-я, 1.5 мм), электроды 61.30 (3,2 мм). Единственное, что меня смущает, это цвет побежалости по шву, причем при использовании ЦЛ-11 цвет такой же. Читал, что такой цвет шва получается при большом токе, но по показометру на аппарате 35 А (подозреваю, что врет), но убавляю и электрод уже с трудом зажигается. Вероятно дело в нержавейке, надо попробовать на аустенитной этими электродами поварить. P.S. Но всё же считаю, что для нержавейки лучше ТИГ, особенно когда посмотришь на красоту и эстетику швов уважаемых пользователей данного форума. Но пока довольствуемся тем, что есть.








 1 балл
1 балл -
1 балл
-
Вот так вот, и никак иначе!1 балл
-
К сожалению, не нашёл лучших фотографий для чёткого видения сварочного шва. Фото сделаны в Швеции и суть такова: каждый шов сварен четвертями, с одной точки в разные стороны. Как на часах: 3 часа на 6 и на 12, с другой стороны с 9 часов на 6 и на 12. Получается 2 диаметрально противоположных окончания шва ( во завернул...) Согласен, так ни куда не утянет привариваемую деталь. Вопрос: кто-нибудь так варит? Использует такую технику сварки? Работал на следующем объекте и там картина швов та же Последний шов (не обработанный) не в счёт, это моя сварка, подключались к ёмкости.

 1 балл
1 балл -
Если поставить между ними запятую, то неплохое "заклинание" выходит ))1 балл
-
Да вполне возможно,если есть сомнения в качестве структуры шва ,можно сделать металлографию она все и покажет,если дела совсем плохи вырезать швы вместе с частью емкости и сделать вставку,1 балл
-
@kopeysky, Имеется в виду, что структура металла и его свойства будут меняться в зависимости от количества исправлений сварных швов. Если требования к соединению по РТМ 1С, то вполне можно разделать и переварить. Если за лигатуру боитесь, то можно чем нибудь более легированым, думаю, что ничего страшного не будет. Конечно хорошо бы после сварки провести аустенизацию или, на худой конец, - нормализацию. Только для аустенизации печь дающая больше 1000 градусов нужна.1 балл
-
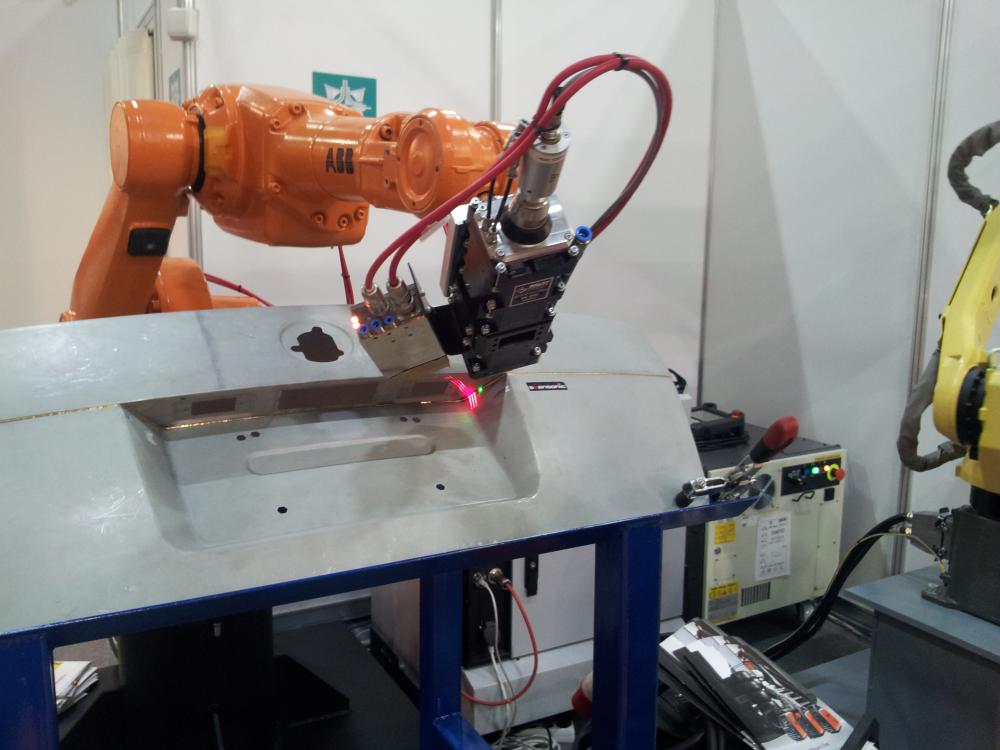
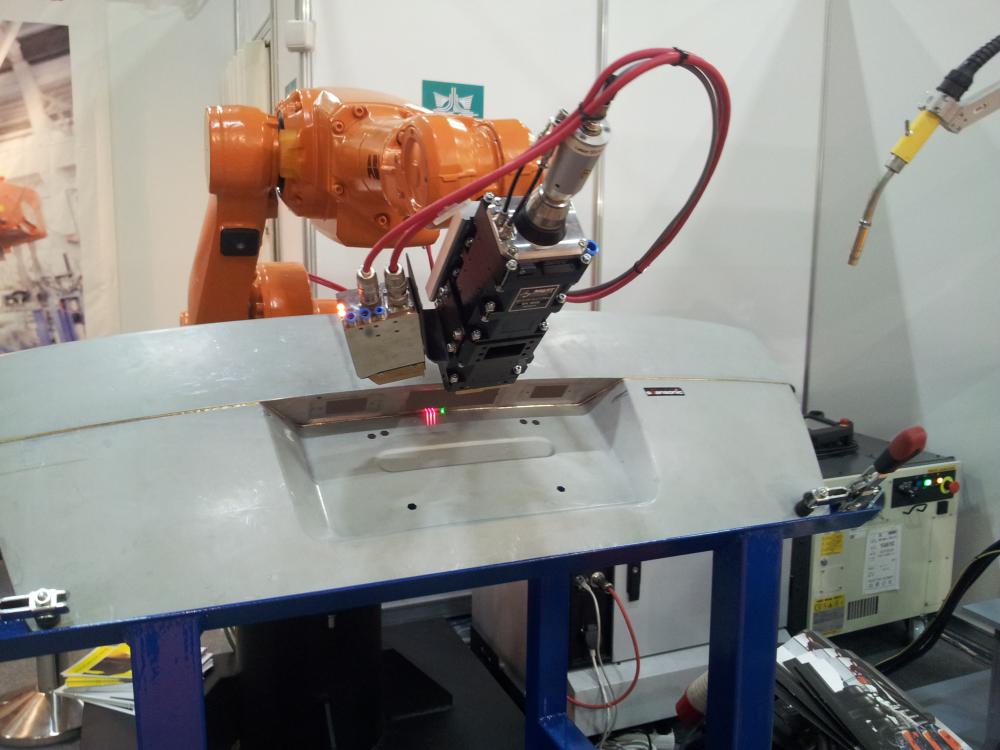
Да кстати, чуть не забыл, первый стык с робота, второй моя рука. Так что человек не хуже машины! Я за человека.


 1 балл
1 балл -
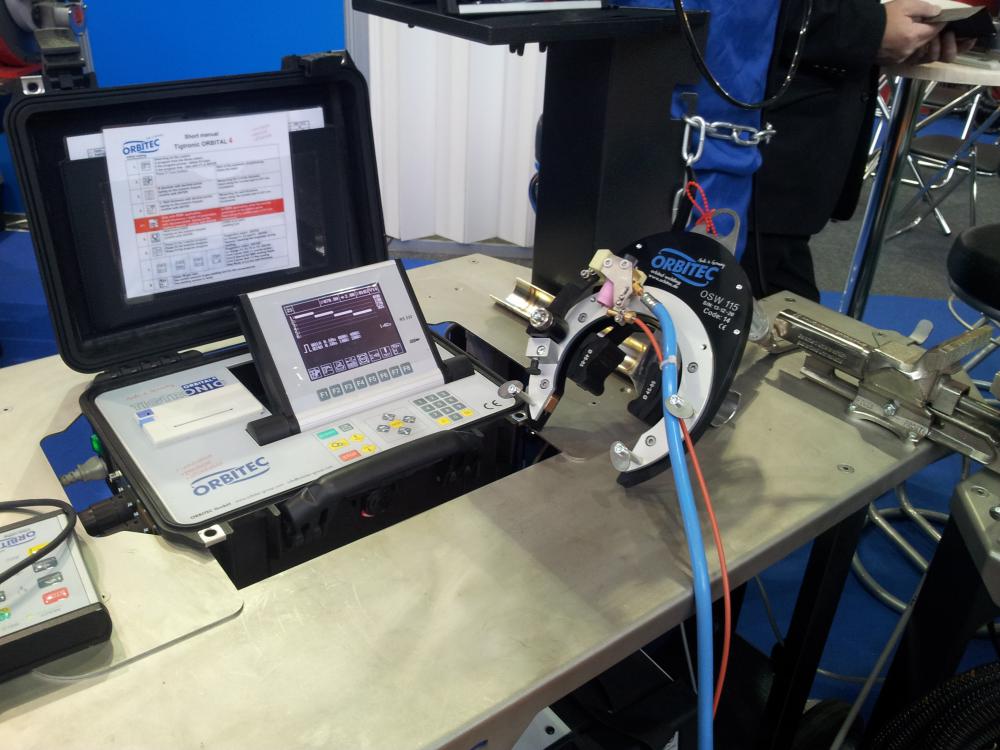
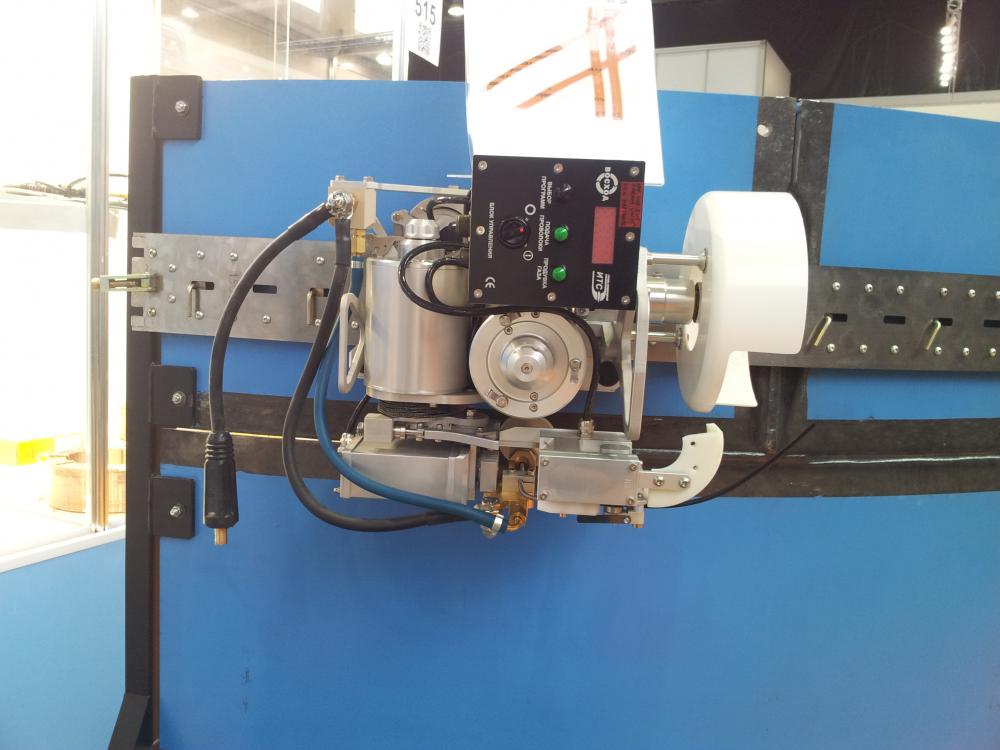
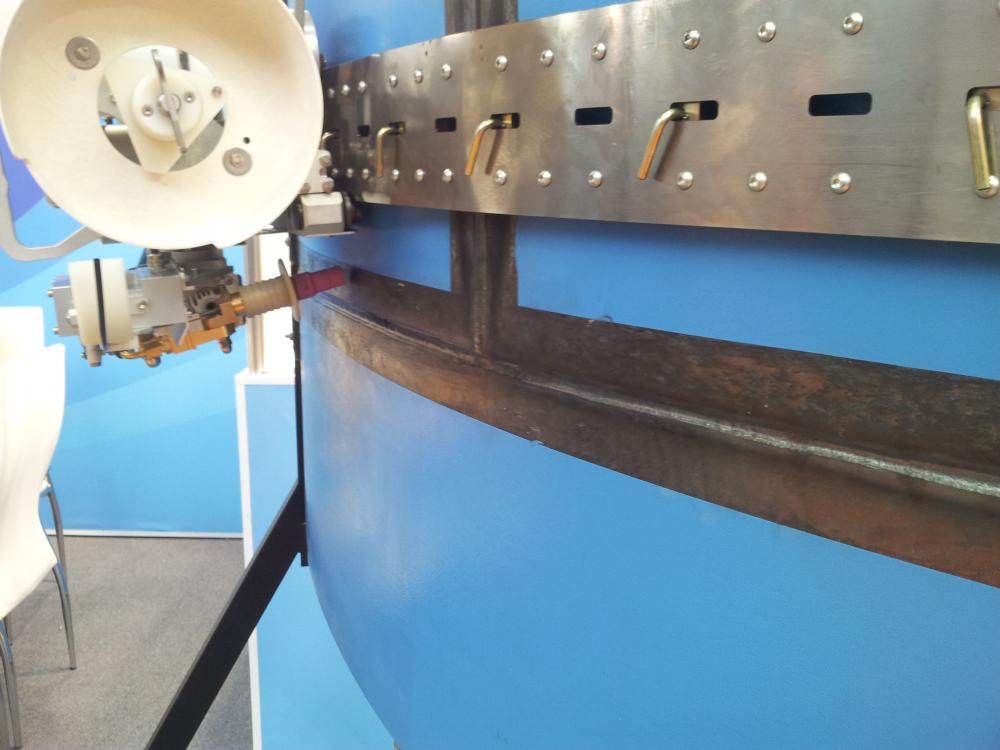
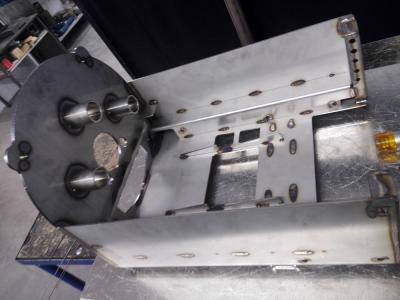
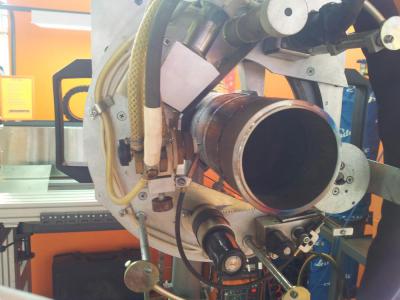
Очень замечательно съездил, просто нет слов. Так как преподавал в прошлом по сварке, особенно впечатлила машина для обучения полуавтомат, а это комп, спец. очки и хорошая программа с эмитирующей сваркой горелкой. 95 процентов, это потолок обучения статистики. На мониторе видно, 79 оценка. Долго стоял смотрел сколько кто процентов выдаст из ребят, в основном около 80 большинство, средний показатель, да все же решился попробовать сам, 2 попытки и обе показали 91 процент. Тут же получил приглашение по участвовать в соревнованиях. Да времени уже не было, отказался. Да и полуавтоматом давно не работал. По середине виден шов между шкалами. к сожалению свой результат не сфоткал, удалил после отказа. Орбиталки по сварке, фаскосниматели орбиты, роботы (рука) просто потрясающее зрелище. Скажу честно, что есть ребята, которые варят не хуже роботов полуавтоматом. и это очень приятно, сам видел таких и гордо отходил от железных машин. Орбиталки, швы, поделки мастеров и многое другое к Вашему вниманию, в том числе и я, всегда Ваш vnuk(Человек деда) с последней моей работой

































 1 балл
1 балл -
@som, у меня в наличии-ствол Г-2 и мундштуки №№0, 1, 2, 3, 4. Есть также №№ 2 и 3 с короткими медными цельнотянутыми наконечниками. На абсолютное большинство автогенных работ хватает с запасом. Г-3 уже тяжеловата и работать с ней не удобно. Те времена, когда корень на трубах автогенили, безвозвратно прошли и орудийного диаметра горелки стали не актуальны.1 балл
-
Реальная история. Сегодня притащили алюминиевую пластину толщиной 10мм и в ней 4 болта обломанных на 10 (какой-то крепеж с грузовика) и попросили выкрутить. Деталь как закладная, прячется под обшивку, размеры не важны... Отдал в работу, через некоторое время подхожу: - Как дела? - Одну выкрутил, остальные не выкручиваются, уже по две гайки свернул (приваривал гайки к заломышам), надо высверливать... - Да не парься, засверли в новых местах, смести отверстия и нарежь резьбу! Меня отвлекает клиент, возвращаюсь через некоторое время и вижу, что он высверлил заломыши, резьбе хана и он рассверливает отверстие сверлом большого диаметра. - Ты что делаешь? - Да резьбе хана, сейчас заварю эти отверстия и нарежу резьбу. - Зачем заваривать?! Сверли в новых местах сразу и режь резьбу. - Ну мы же сваркой занимаемся, надо же хоть что-то заварить!1 балл
-
- А ты почему не работашь ? - Четвёрку не тянет, а тройкой долго, так что я пойду прилягу...1 балл
-
Теперь всегда так прощения просить буду, ежели чего. Ну как тут откажешь? ))1 балл
-
1 балл
-
Больше подходит для темы " Поржать".Захожу в магазин сварочного оборудования.Подбегает менеджер:-Вас что интересует?(зашёл за расходниками,надо избавиться от не нужных комментариев)-У Вас, в наличии имеется техника с функцией FCAW-s?-Сейчас посмотрю,должна быть.Тихо присматриваешь нужное,покупаешь,и удаляешься,под скрип думалки менеджера.1 балл
-
Вот перл - всем перлам перл!1 балл
-
Казалось бы, что может быть проще - одну нержовую фигнюшку приварить к другой...Только вот есть нюанс... Это фланец (или какая-то форсунка)... А вот приварена к фланцу - трубка диаметром 3мм Обязательная проверка на герметичность при помощи пенетранта... Основная проблема - не перекрыть отверстие трубки. До того как принесли к нам, несколько сварщиков пытались безуспешно заварить эти трубки. Сегодня на 2 фланца по 3 трубки в каждом ушло 4 часа работы. Месяца 3 назад варил штук 6 таких фигнюшек, по 3 трубки в каждой, запорол 2 трубки, пришлось высверливать... Тут уже не до эстетики, поэтому фоты в эту тему. А еще в прошлый раз пришлось наращивать трубку (это кстати проще, чем к фланцу приваривать). Сварка РАДС, узеньким соплом №4, вольфрам 2,4 очень остро заточенный (меньше весь кончился просто), аппарат EWM Triton 230.П.С.: Прошу прощение за качество фото




 1 балл
1 балл -
А это основная работа.
 1 балл
1 балл -
я не заморачиваюсь и поливаю простым акриловым автолаком в 3-4 слоя, иногда при диагностике даже проткнуть слой лака проблематично- приделываю острые иголки на щупы. Можно купить уже "промасленный", не знаю как правильно эту вязкую гадость назвать, но заметил что на 100% можно заменить клеем для мышей . Только резистор разобрать придется и когда мазать учесть то, чтобы не растеклось на контакты, иначе дребезг будет. А так этим клеем много чего делал и восстанавливал плавное открытие деки магнитофона и плавное убирание автомобильных ручек в авто (те, что под крышей).1 балл
-
5 В принципе без разницы. Необходимо лиш сменить полярность(+ на массу) и иметь запас по току. Для Ваших задач зватит и 150А, но запас не помешает. 4 На горелке предпочтительней, но она станет тяжелой и не удобной при самостоятельном изготовлении. 3 4-х роликовый механизм подачи, минимальное усилие сжатия, канавки U образные без насечки. 1, 2 вопросы взаимосвязаны-желательно применять наконечники для алюминия(визуально ничем не отличаются от простых, но в конце маркировки стоит буква А. Канал для св. проволоки тефлоновый (для более легкого скольжения проволоки), насечка роликов делает проволоку шероховатой что затрудняет движение. Продувать сжатым воздухом канал-любой мусор, пыль, стружка затрудняют движение проволоки. Наконечники не чистят. Любой задир в канале это уже плохой контакт, искрение и залипание проволоки.1 балл
-
Видео есть и в инете... https://www.youtube.com/watch?v=xZfmtdaCIkM0 баллов