Лидеры




Популярный контент
Показан контент с высокой репутацией 21.12.2022 во всех областях
-
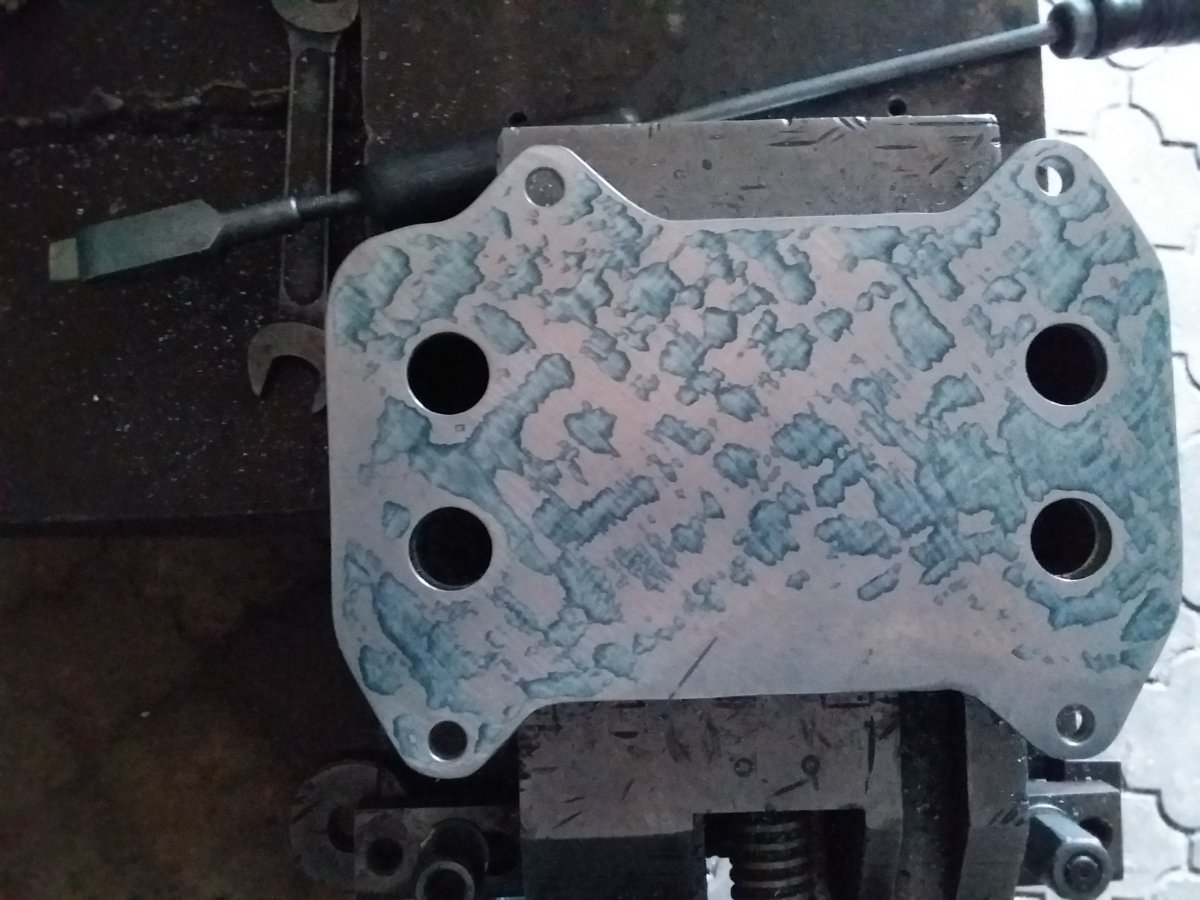
Теплообменник ДАФ, алюминий. Прилегающую поверхность пришабривал по краске.
 3 балла
3 балла -
Читаешь эту тему с самого начала по долгу службы) и натыкаешься на интересные вопросы, заданные уже в далеком 2018году,но которые остаются злободневными и поныне. Этот вопрос требует подробного рассмотрения. Возможна ли пайка сп. АК5М2 ,возьмем такой усредненный вариант сплава для литья головок ДВС?AlSi8Cu3F блоков. Флюсы для пайки алюминия в основном содержат фтористый и хлористый литий, а также хлор.калий, натрий,кальций. При взаимодействии хлористого лития с окисной пленкой алюминия, образуется летучее соединение хлористого алюминия, а легкоплавкий шлак лития всплывает на поверхность. Зона пайки очищается от пленки. На активированной поверхности алюминия появляются межзеренные включения меди, кремния, какие -либо посторонние включения,загрязнения и т.д..,никак не прореагировавшие с флюсом, помним, что это вторичный алюминий. Теперь вводите припой.Будет ли смачивание поверхности полным? Нет, не будет. Равномерно перекрыть участок пайки тонким слоем припоя у вас не получиться. Это касается пайки силумина.2 балла
-
Пока оратор отдыхает, напишу то с чем сталкивался. Может почитает... Может и кому-то будет интересно. Если баллон был правильно подготовлен изначально, то влаге не от куда взяться. Хоть в смеси хоть в аргоне хоть в углекислоте. Влага берется от опустошения баллона и отсутствия избыточного давления. По этой причине попадает окружающий воздух. Некоторые заправочные станции контролирует остаточное давление при приеме баллонов. Следовательно, чтобы не попасть на дополнительные деньги, сами сдающие, создают это избыточное давление по средству обычного компрессора. В итоге не сама влага как ужОсы нашего городка, а образующаяся смесь из воздуха и газа всем доставляет боль. Конечно и влага там будет присутствовать. Компрессор с осушителем довольно редкое удовольствие в нашей стране. Поэтому городить огород не имеет смысла. Если газ пришел плохого качества, то его надо сдавать обратно. Касательно чистой углекислоты, бывает такое, что постояв ночь, можно несколько минут безоблачно работать. А когда новая партия внутри баллона испарившегося из жидкой фракции смешивается с тем что внутри, то могут начать появляться поры. Касательно смеси, а больше относится к аргону, при получении аргона, получают жидкую фракцию. В ней, все что связано с влагой и другими газами в виде льда оседает внизу емкости. Поэтому качество аргона в большей степени зависит от того в какой баллон происходила зарядка. Если он был опять же не подготовлен, то хоть 99,998 бери, а качественной сварки не будет. Я варил титан и на техническом аргоне, 99,963. И если качество газа соответствует заявленным характеристикам, то процесс без проблем протекает. Конечно в конечном итоге, стойкость вольфрама снижается, на нем образуется налет и кончик электрода так долго не стоит как на аргоне ВЧ. Но несколько часов работать можно без проблем. Получается, что по сути сами сварщики придумывают себе же головную боль. Понятное дело, что если баллон один, то может и не будешь заниматься такой ерундой, а когда завод и сварщиков под сотню, то не отследить, чем и пользуются. Да и один баллон проще проверить на приемке, а когда их сотни, то проверяют выборочно. Хотя тут зависит именно от компании которая занимается заправкой и заменой баллонов. Но и кто будет проверять что в баллоне если манометр показывает избыточное давление?! Это мой личный опыт. Может у кого-то он другой. Я говорю про то с чем сам сталкивался. Поэтому возвращаясь к сварке. Если хоть в углекислоте, хоть в смеси появляются поры, то смотреть на герметичность системы, нет ли сквозняков и если во всем уверен, то смело менять на другой баллон. Если Станция по заправке (замене) баллонов имеет постоянные такие проблемы, то лучше пусть дороже но купить в ином месте. Но ставить магические шайтан приблуды, пусть каждый сам для себя решит в их надобности. Только дополнительные устройства и соединения - прямой путь к сложностям в будущем в виде подсоса воздуха. Один знакомый, имел бюджетный аргон, он не качественный баллон оставлял на продувку оборудования. Компрессор в его производстве не нужен был. Вот и пользовался аргоном для очистки сварочных аппаратов от металлической пыли.2 балла
-
Я вам несколько другое покажу,хотите? Во первых, за хамский тон сообщения , а во -вторых, за наглость вашу. Итак,я вас слушаю,что мне с вами делать? Сразу отправить в небытие на этом форуме или подождать?2 балла
-
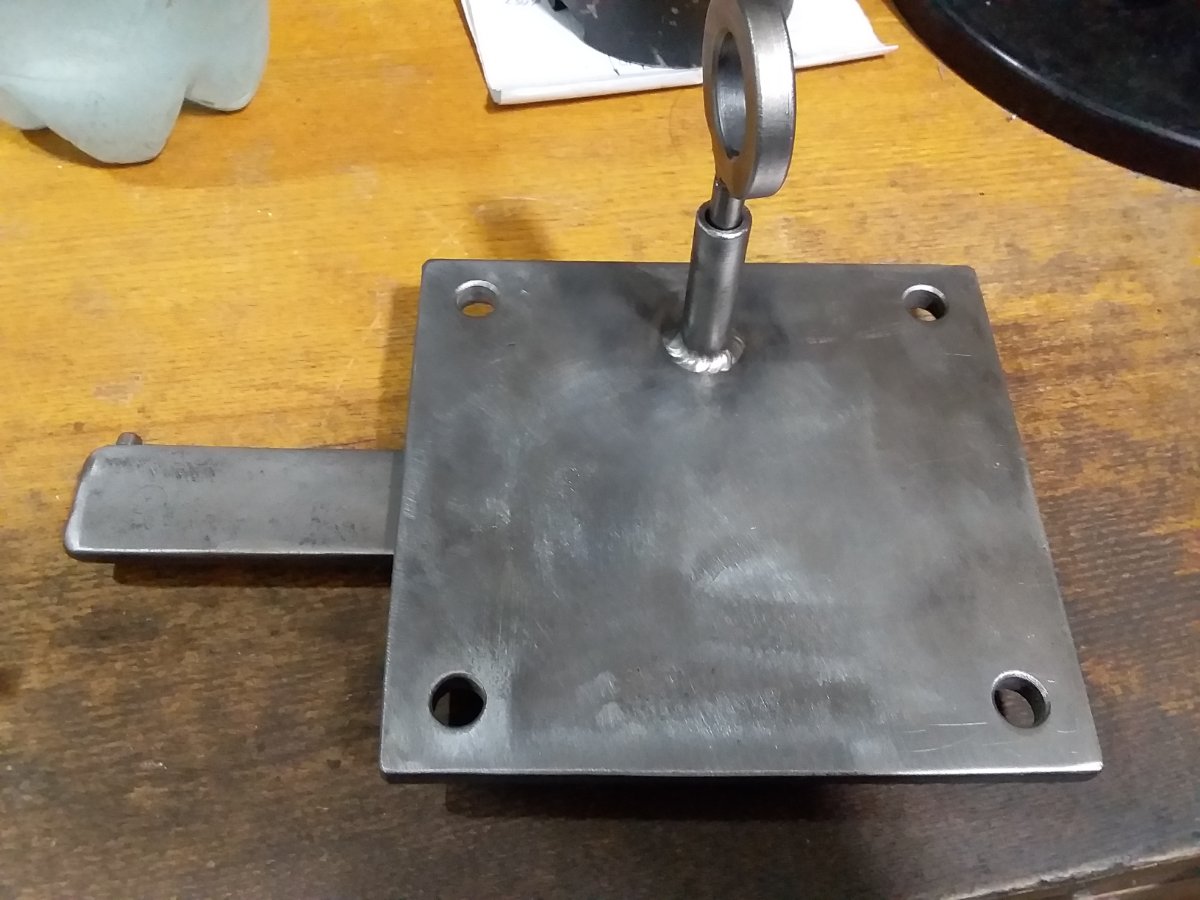
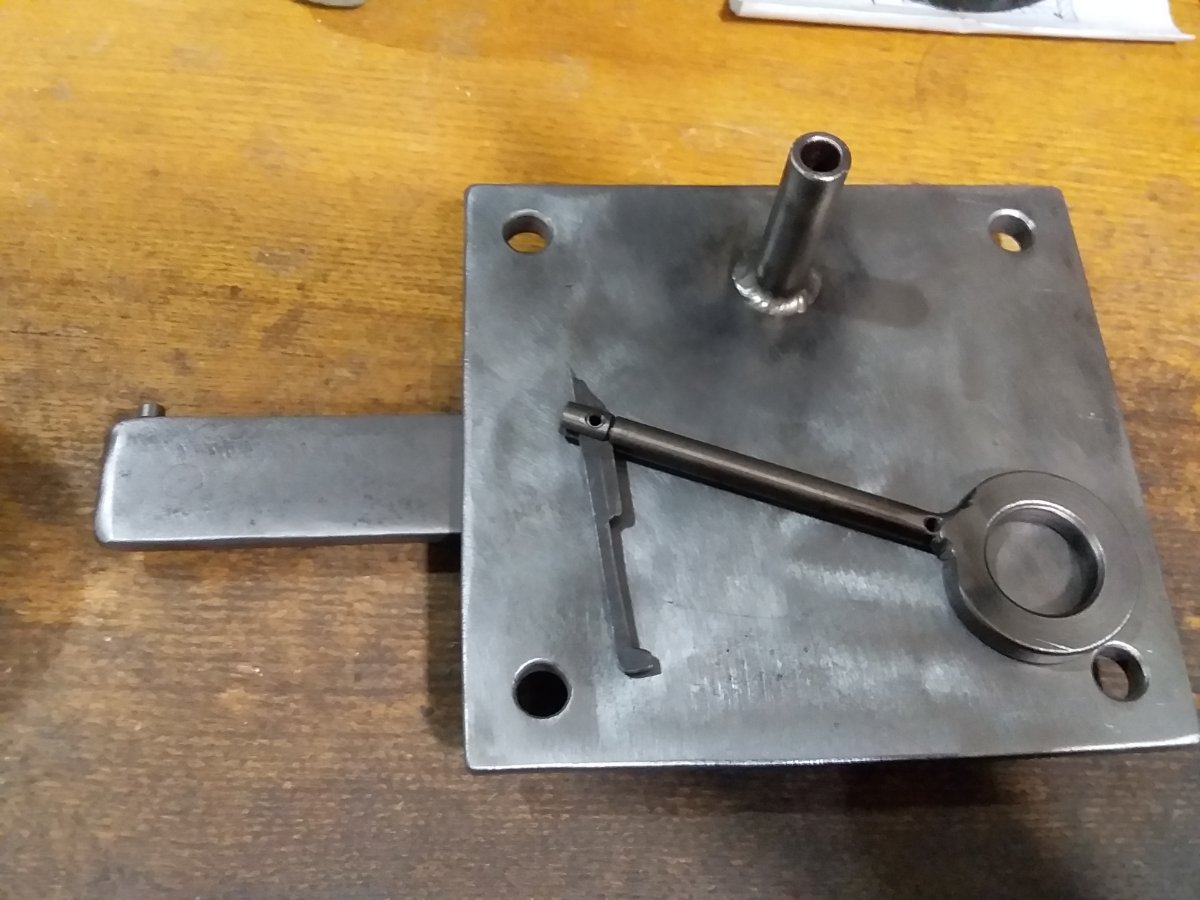
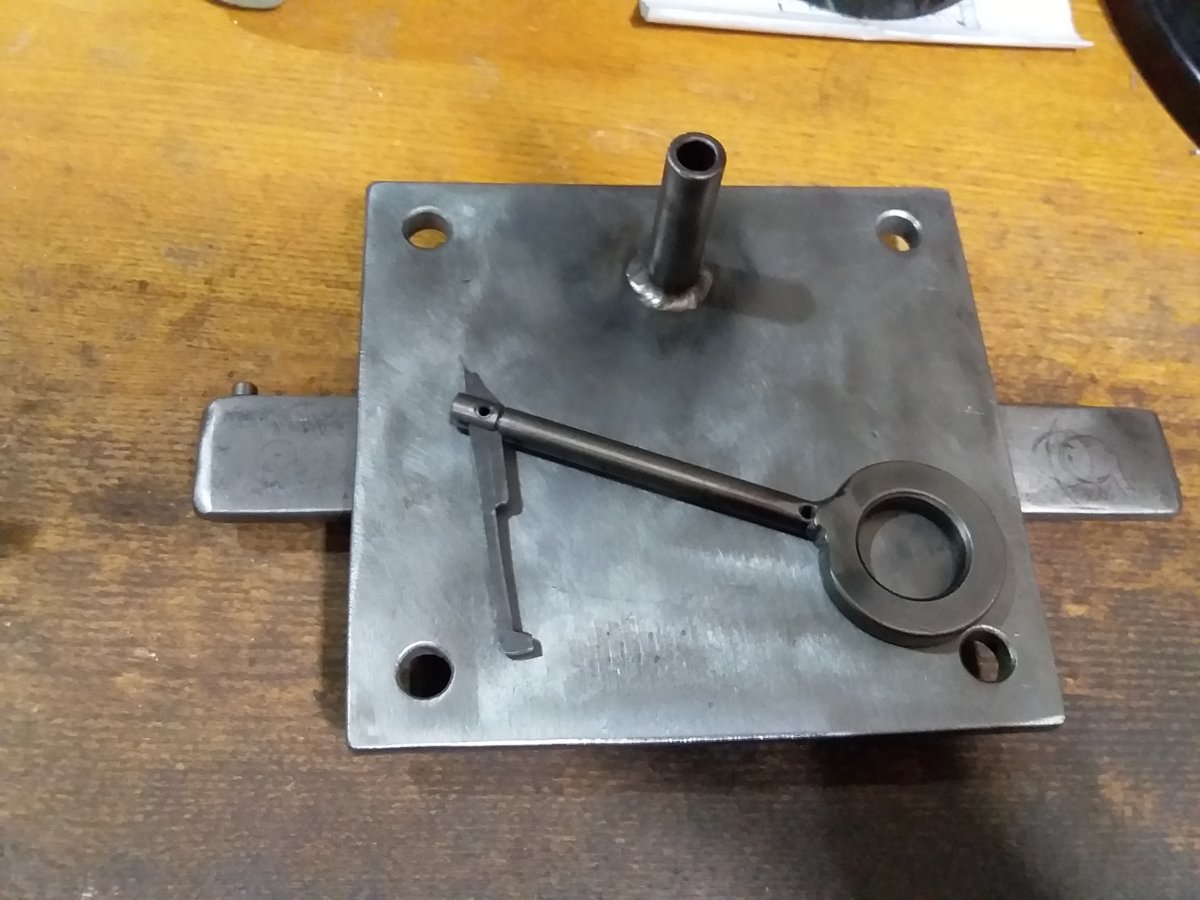
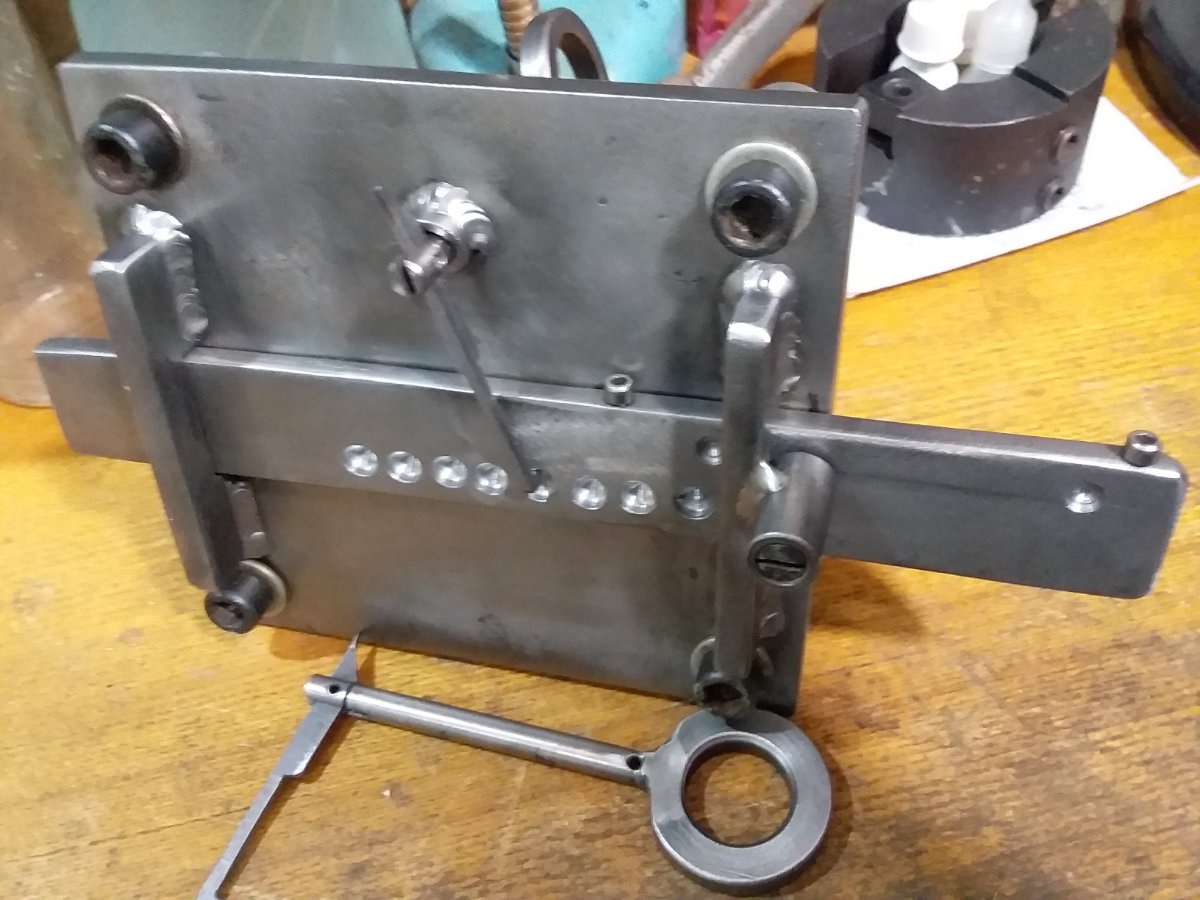
Замок "Падающий журавль".
2 балла
-
За двухсотый не скажу, ездил на демонстрации с их флагманом пятисотым с дуал пульсом, только в другом корпусе. Сильно с ним конечно не экспериментировал, но базовый функционал из коробки, как и синергетика корректно отрабатывает. Синергетика настолько хороша, что давали горелки в руку девушкам, которые ниразу не сваривали и у них вполне приличные валики получались. Hugong то вполне стал неплохим заводом и поднял уровень выпускаемой продукции, после того как в них вбухали партнёры из РФ кучу денег и поставили контроль. Но в целом обычный китаец, находится вполне на тех же ступеньках, что Сварог/кедр/Аврора. Начинаю склоняться к мнению, что уже практически и не важно какой бренд брать из популярных. Все примерно одно и тоже (ну кроме новых самых последних современных функций), главное смотреть на доступность и адекватность сервиса и отсутствие проблем с запчастями., ну и от цены отталкиваться, а точнее от понятия "окупаемость". У hugonga есть хорошие аппараты, например их ручник двухсотый с pfc объективно лучше моего z203-го, дуга мягче и звук приятнее. Начинка роскошная. На z203-ом как будто бы через балластник свариваешь, а хугонговский напомнил чем-то Эво от кемппи. Полуавтоматы формата улитка, тоже не сказал бы что плохие аппараты у них. Если интересно, могу попробовать предоставить вам на временные тесты этот аппарат хугонг пмиг 200 но в другом корпусе от другого бренда. А у вас имеются уже импульсные п/а чтобы было с чем сравнивать в деле?1 балл
-
Ха, спрос просто офигенный в наших болотах!1 балл
-
Неделя на размышление.1 балл
-
Это первое и последнее предупреждение: если будет хотя бы одно сообщение, написано в таком ключе,как несколько предыдущих , отбудете.1 балл
-
Если ваше объявление потеряло актуальность,то будьте добры сообщить об этом модераторам .Объявление будет удалено,чтобы не путать людей. Меньше будет ненужной информации в теме, лучше будете ориентироваться в ней.1 балл
-
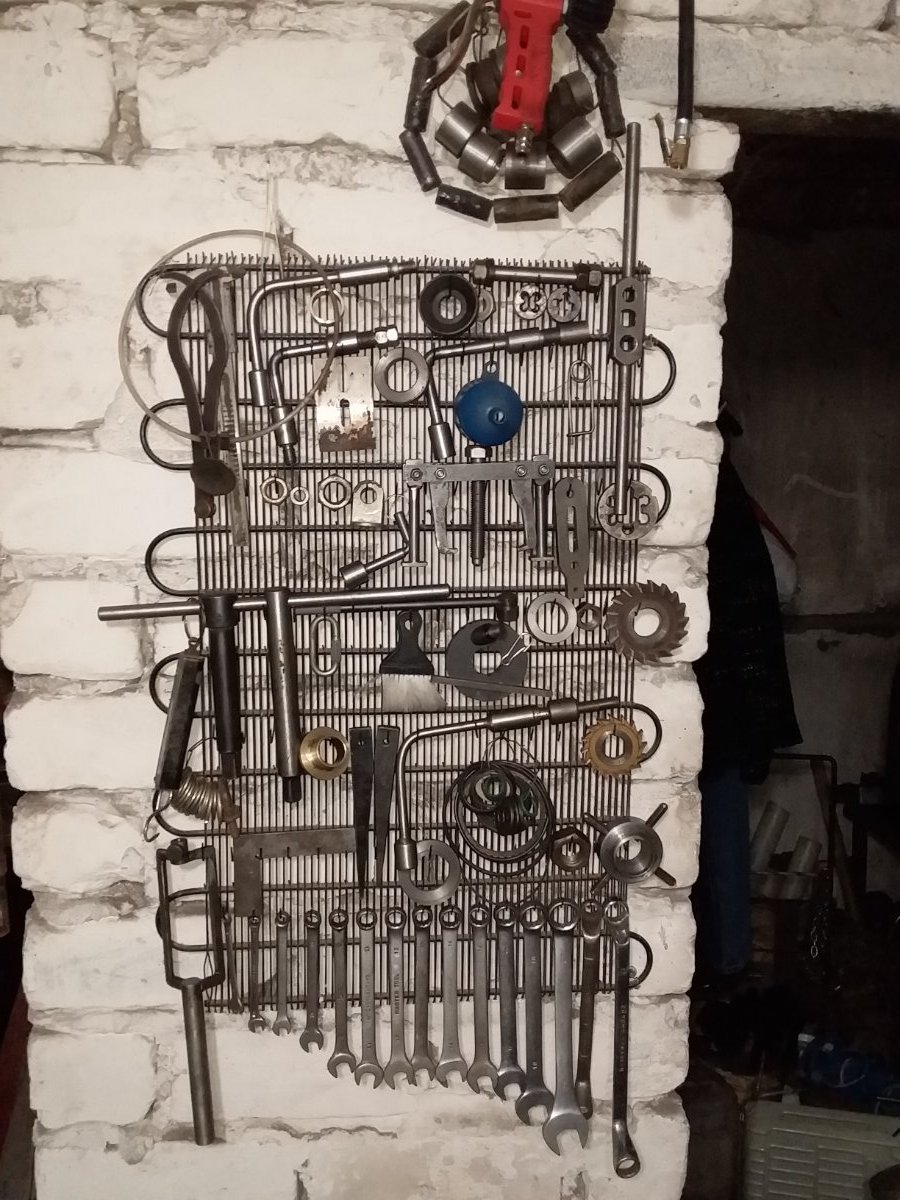
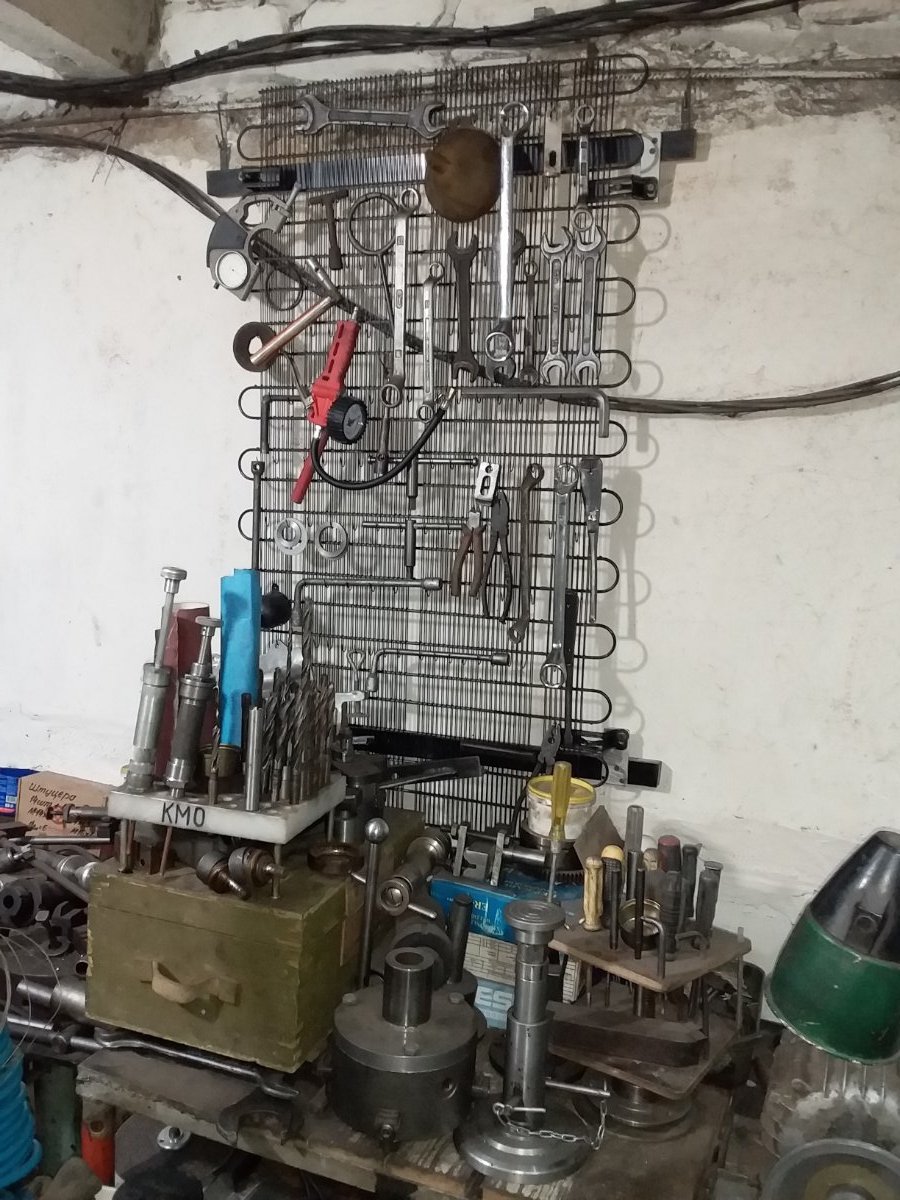
Встречайте "новенького" Сварика! Теплообменник от холодильника на стенку и под инструмент.
1 балл
-
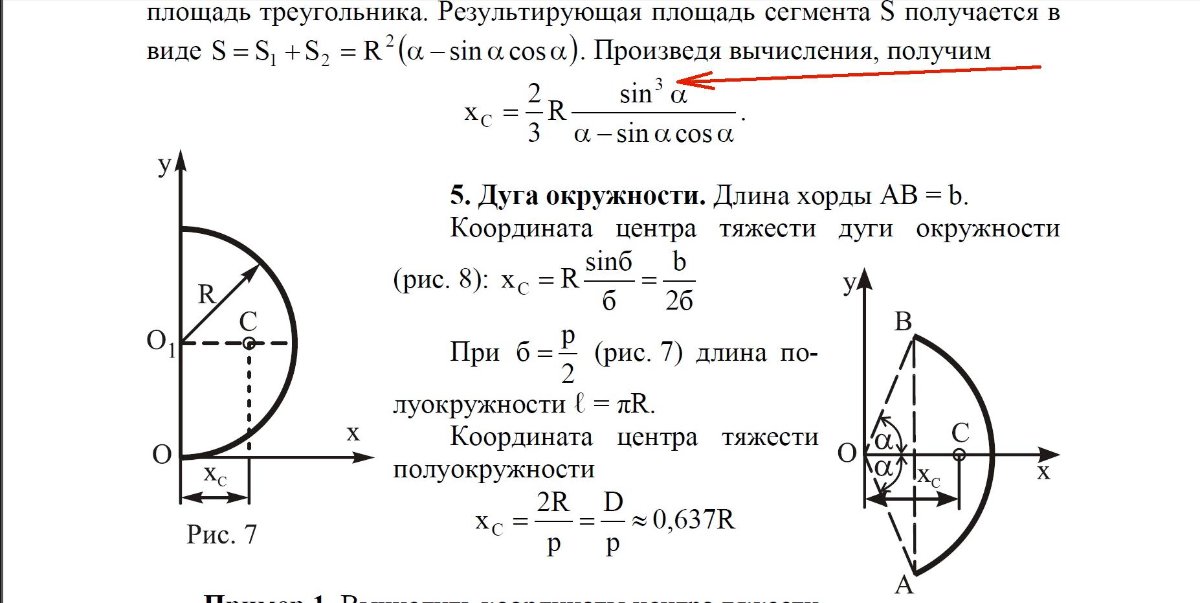
Потребовалось найти центр тяжести сегмента. Нашел в интернете формулу. Так-как я воробей стреляный смоделировал геометрию в CAD для проверки результата. Результаты не сходятся. Хорошо под рукой был еще одно пособие. Посмотрел, там вместо степени 2, должна была стоять степень 3. Целый час корячился, искал где я ошибаюсь.
1 балл
-
Снегу много навалило и снегоходы из стоила выгоняют , в общем Буран СССР , ухо привода спидометра (если он есть ) или чего то еще привод . Автобусы с 3 часовой задержкой ходят , на Горьковское шоссе очередь из большегрузов и всех остальных в 6км ,,,, а мы на Ниве по обочине . Поправили , присадка 4043 1.2ММ , вольфрам 1.6мм WZ8
1 балл
-
Полиэтилен - ПЭ (РЕ)- полимер этилена. Виды полиэтилена (основные). LDРЕ (ПЭВД; ПЭНП) - полиэтилен низкой плотности (low density). Варианты обозначения: ПЭВД - полиэтилен высокого давления; ПЭНП - полиэтилен низкой плотности. HDРЕ (ПЭНД; ПЭВП) - полиэтилен высокой плотности (high density). Варианты обозначения: ПЭНД - полиэтилен низкого давления; ПЭВП - полиэтилен высокой плотности. Изделия из LDРЕ - прозрачная пленка. Изделия из HDРЕ - топливные баки. Полиэтилен - материал с низкой адгезией. Наверное, поэтому он сваривается посредственно. Проще сварить толстостенную массивную деталь, например, топливный бак, когда применяется полноценный скос свариваемых кромок и можно беспрепятственно соблюдать скорость сварки, то есть необходим полный контроль над сварочной температурой. Хуже дело обстоит с тонкостенными деталями. Тонкая стенка при нагревании до температуры, еще далекой от температуры плавления становиться термопластичной и легко продавливается, или рвется при небольшом давление. Само плавление полиэтилена происходит резко и сразу до очень жидкой фазы. Может получиться так, что расплавившаяся и уже потекшая фаза попадает на еще твердую часть сварного соединения, при этом сплавления не происходит. Сварное соединение будет напоминать накапавший воск, который, если его подцепить, легко отделяется от поверхности. В этом случае сварку ведут методом «закапывания» места соединения расплавленным присадочным материалом, одновременно добиваясь расплавления основного материала. Работа очень муторная и не гарантирующая результат. Все может усугубить старением материала ремонтируемой детали. По личному опыту - сколько раз я брался за расширительные и масляные бачки, столько же раз я жалел об этом. Без проблем удавалось варить только автомобильные и снегоходные топливные баки. Мотоциклетные через раз. Недавно мучился с баком мотоцикла КТМ. Австрийцы пахарукие, сделали очень сильную разнотолщинность стенок, от чего бак склонен к растрескиванию в нагруженных места. Трещина была миллиметров 10, в очень неудобном месте. Потратил на нее полтора часа. Констатирую: если хочется отремонтировать полиэтиленовое изделие - нужно отказываться под любым предлогом.1 балл
-
Материалы. Полиамид - ПА (РА). Основные марки полиамида: РА6 - полимеры е-капролактама (торговые марки: акулон; дуретан В; грилбн; нивионпласт перлон; ренил; сниамид; текнил; ультрамид В; велламид), по нашенски капрон, сюда же и капролон; РА66 - полимеры гексаметилендиамида и жирной кислоты (торговые марки: акулон; дуретан А; минлон; нивионпласт; нейлон; сниамид; текнил, ультрамид А; велламид; зитель); РА12 - полимеры додекалактама (торговые марки: гриламид; рилсан А; вестамид). Применение полиамида грубо можно классифицировать так: РА6 - втулки на трение; РА66 - силовые элементы; РА12 - трубки. Сваривается (РА66) даже легче полипролина (по удобству). Не любит перегрева, начинает кипеть и в конечном счете проиходит деструкция (обугливается).1 балл
-
Гапченко М.Н. - Пористость сварных швов и меры борьбы с ней.djvu1 балл
-
Что-то автор несет сам не знает что. экономическое обоснование применение газовой смеси.pdf1 балл
-
интересное суждение. Интересно на чем основано? Если сравнивать с самозащитной это одно. Но если сравнивать с углекислотой и смесью это другое и как одно противостоит порам, моя твоя не понимать.1 балл
-
Пусть он хоть сообщение прочтёт, и тему заодно полистает. Если сам не поймёт, подскажем проблем нет. Помню случаев много было, новичок забегает на минуту, читать ему некогда) задаёт вопрос, тут люди распинаются, на трех листах пишут ответы, а он больше и не появляется... Р. s. Ещё обратил внимание, что у всех новичков, не имеющих опыта пользования полуавтоматом, стойкое желание сваривать алюминий)1 балл
-
8 лет в доме Сварог200Про, простенькая синергетика, регулировки индуктивности вообще нет( да и не требовалась как-то), отварено железа и алюминия ну кг так на пару тонн....и в смеси, и в кислоте, и в аргоне... и ТИГом он тоже поработал и ММА( с этим плохо), УОНИИ не любит, рутил жрёт нормально)-в ремонте не был не разу. Для начала-пойдёт. Это моё личное ,никому не навязываемое мнение.
1 балл
-
Меня тоже не впечатлили-работал на одном предприятии с Бохлером( одна лавочка), Сварог импульсник смог отстроить быстрее и без танцев с бубном...зато форма космическая, цвет и блестит красиво...1 балл
-
Не стоит. Они тоже ломаются. https://websvarka.pro/threads/285/post-2507 Сам недавно ремонтировал. В принципе, он не первый, просто фото только этого выкладывал. Разве что на форумхаус фото других Лорхов после моего ремонта ещё есть. Последнее время весьма не люблю темы с советами, потому как дело неблагодарное и всё равно купят то, что сами и надумали. Посему это просто переливание пустого в порожнее. А вопросы типа, такой, чтобы сразу не сломался... Меня просто смешат. И от цены это не зависит.1 балл
-
@Георгий 11, 25 квадратов при непрерывно токе 200 ампер бывает тёплым, не более того. Проверял самолично. Медяху на воздухе смело можно грузить до 10 ампер на квадрат. Что то тут не так.1 балл
-
А я вот что-то очень настороженно отношусь ко всем фичам насчёт управления сварочным со смартфона. Да, демо-видео в условиях выставки это, конечно, красиво смотрится. А вот в в цеху... Куча производственных факторов и дорогой электронный девайс в виде хорошего смартфона не очень сочетаются, как мне кажется. Тогда бы уж сбацали какой-нибудь сенсорный пульт в пылезащищённом исполнении, привязанный к аппарату... А если в общем контексте - фигня это всё. Тактильные настройки ничего не заменит А вот по сабжу - очень интересна работа аппарата с алюминием в одиночном и двойном пульсе.1 балл