Лидеры




Популярный контент
Показан контент с высокой репутацией 01.11.2022 во всех областях
-
@SAAD, допустим, вы добились вопиющих успехов в создании необходимого состава смеси. Почти как ацетилен с кислородом, по сварочный характеристикам. Только один вопрос, уже из области коммерции. Область применения данного чуда какая? За последние лет 30 область применения газосварки выродилась до ремонтных работ в ЖКХ. В мокром подвале к ржавой трубе новую приварить. Пайку не рассматриваю, это в мастерской делается. Пропан с кислородом, да и тот TIG иногда заменяет. Это раньше, когда не было инверторов, генераторов, хороших электродов, газосваркой, вне завода или мастерской, делали почти все. Особенно шабашники и гаражники. Жигули да Москвичи, гнилушки, газосваркой восстанавливали. А сейчас, что ей делать? Даже отопление из черняги TIGом зачастую варят.5 баллов
-
Вячеслав, у нас был отрицательный опыт по вашему утверждению. Оно не работает. Подробнее. Ставили на завод Sirvermig, у него зашита предпродувка газа, мизерная но она есть и дожог проволоки то-же есть. Так вот местным сварщикам ох как не понравилось правильно варить. В итоге поставили совсем тупой трансформатор без правильных примочек, они в ладоши хлопали. Мол пока это продует и там догорит, они только время теряют и нет выработки "продукции". Потому что продукция с браком не может быть продукцией. А они, заметьте, варили лесса от которых зависела жизнь людей, которые на них работали. Вот так, работает помощь тому кто в ней не нуждается. Научился тыкать на кнопку, этого достаточно. В ТИГ не только синергетика не нужна, но еще и многое другое, в виде easy impuls и т.п. ,т.к. на мой взгляд не только моторика важна но и верность в выборе параметров. Так сейчас лечат в США, когда забили в компьютер анализы и описание симптомов, а компьютер выдал лекарство. Поможет не поможет, не важно. Врач все сделал на что учился, тыкать кнопки на клавиатуре. Это частный случай, а таких полно. Не о всех же писать... ни чего против вашего оборудования не имею. Вы показываете окислительный процесс. А вот в восстановительном пламени делаете пайку. Ну так если сравнивать окислительное пламя и восстановительное, то наверное как минимум должны быть одни входные данные. Если передержать черную сталь и пусть с цинком даже в восстановительном пламени, то так или иначе будет гореть цинк и черная сталь так же будет искриться от перегрева. Не надо вводить людей в заблуждение. Поэтому несколько людей скептически к вам и относятся. Если есть нюанс в вашем оборудовании то о нем и надо говорить. А не делать секрет из всех секретных в мире.4 балла
-
Добрый вечер всем. Как уже писал, приобрел себе этот аппарат, вместо 180 Чеборы, выбор был сделан из за возможности комбинировать и менять форму волн и полуволн. В принципе от младшей модели она отличается только возможностью выбора форм волны и полуволн. Мне не понравилась в ней невозможность поменять % на А в токе поджига, высчитывать % конечно полезно, с точки зрения " чтоб мозги не засохли" но бесит то, что опять не дают выбора. Но это в принципе не существенный недостаток. Поджиг четко отрабатывает, на грязном алюминии попробовать не довелось пока, радиатор и куллеры им чинил, видео сниму, пока много работы по лесовозам, и прочей тяжелой технике, пока не до Чеборы. Аппарат по размеру больше чем 315 Форсаж, и тяжелее его на 4 кг, фото внутренностей добавлю, когда буду его продувать, разбирать Чеборы еще то удовольствие, (по крайней мере 180).
 3 балла
3 балла -
Вот и я снова , не обессудьте Вот не важно какая темпер. и какие процессы , но вот сейчас посмотрел видео пайки водородом и что то не совсем там у него получалось даже с флюсом не "прилипало" , долго мучился мужик аж усе до красна раскалил , не буду уж ссылку видео давать , нехочу . Ну и вот смотрите что творят кислород+ацетилен без всякого флюса и даже не хотят ТИГом пользоваться , то есть тут лучше сим получается .3 балла
-
Я был не на одном производстве и не могу представить себе ни одного реалистичного сценария, при котором: - возникает случайное возгорание - происходит разрыв баллона от возгорания Снова ошибка. В газовой теме тащемта полно защит от дурака самых разных: - разные резьбы на конусах вентилей, чтобы всякие самоделкины не пытались из пропановых баллонов сделать например углекислотный или баллон для хранения сжатого воздуха - цветовые маркировки, синие и красные цвета, их можно увидеть на газовых рукавах, редукторах, клапанах, барашках резаков/горелок - отличие резьб элементов присоединения и гаек, с левой резьбой на горючие газы, с правой на кислород и сварочные газы В наше время газовые посты комплектуются по нормам с учётом максимальной безопасности для пользователей, если соблюдать все рекомендации, шанс несчастного случая стремится к нулю. Нужно быть либо особо одаренным, либо нетрезвым, чтобы что-то могло пойти не так. На человеческих производствах баллоны хранятся либо в отдельном помещении, либо на улице в закрываемом шкафу на ключ. Если в отдельном помещении, проведена газовая магистраль в цеха имеющая водные затворы. Не спорю, что бывают неудачные стечения обстоятельств одновременно с человеческим фактором. Был случай, когда сгорела выездная монтажная машина у клиента, газовый пост находился внутри, случился обратный удар с закономерным итогом, но их снабжение/руководство пожадничало тысячу рублей на затворы, ну зато сэкономили Кстати, а как надо уронить баллон, чтобы он бахнул? Баллоны часто выгружаются с высоких бортов, скидывают прям на землю. Не слышал ни одной истории, чтобы при такой выгрузке хоть один баллон "полетел" П.с. возраст в профиле указан3 балла
-
Например медные трубки для смесевых баллонов приваривать припоем п-14 к вентилям, так делают практически все отечественные газовые станции производящие сварочную смесь , т.к технология отработана и ресурсы нужные всегда под рукой, только вот в связке ацетилен-кислород я уверен, а в связке водород-бензин совсем нет. Каких то документальных подтверждений технологии водород-бензин в источниках, которые считаю достоверными не нашел. Ну а вообще да, все идёт к тому что рано или поздно массово появятся тиг-аппараты с синергетическими режимами, аргонодуговая сварка станет такой же доступной для массового пользователя, так же как и полуавтоматы уже сейчас повсеместно распространены2 балла
-
А вот здесь статистика нужна...адреса, фамилии, явки.2 балла
-
Да не добились они таких успехов: если это было бы так, то ушлые китайцы давно заполонили бы весь рынок такими изделиями, удешевив их до изумления. Мыслимо ли было иметь плазму в гараже в 70-80г. по нынешним ценам? Как хорошо было бы - залил водички, плеснул бензинчика и...полноценная тебе замена ацетилену с кислородом, но эта продукция из состояния экзотики никак не выйдет. У нее есть хорошее определение -Прикольная штука...повозиться с ней на досуге..2 балла
-
Не хочу каркать, но с колесами будущее может не наступить.2 балла
-
Ну тогда , смотрите ,,,, жесть и я бы ТИГом за 1мин без всякого флюса . Вот похоже в пламени водорода пар или еще что то и окисляется металл да так что и флюс бессилен становиться . Да да и это обязательно и мне интерес да и другим тоже .2 балла
-
@SAAD, цифры Вы считаете красиво. Только выборочно. Что нравится - считаете. Что не нравится - отпускаете. Вы когда нибудь газовую сварочную горелку в руках держали? Ацетилен-кислородная смесь обеспечивает самую высокую температуру сгорания и самое концетрированное пламя. Это не говоря о том, что водород в принципе для сварки мало пригоден. Им только свинец варят, если мне память не изменяет. Потому, что главный враг сварочного шва, это именно водород. Он хорошо растворяется в расплавленных металла, а при кристаллизации выделяется. Если пузырь выйти не успел, будет пора. Именно поэтому ацетилен. В нем водорода меньше всего. Тема электролизеров для сварки закрыта уже несколько десятилетий назад. Периодически кто нибудь, то ли от не фига делать, то ли из желания себя показать, эту тему поднимает. Только это ничего не меняет, кроме как да баловство в гараже эта технология ни для чего не годится. Пробовал я и электролизный аппарат и, не к ночи помянутый мультиплаз. И то и другое - хауноу полное. Люди по глупости покупали. И до сих пор кто то из производителей сих чудес пытается на глупости срубить бабла в лёгкую. Я бы эту тему в курилку перенёс. Ей там самое место.2 балла
-
Давайте оставим теоретическую часть за рамками этой ветки форума, обяжите. Вот латунные детали. Это пищевые автоматы запайка чулка. Доводку профиля тоже оставим в стороне. Пропан, алармет. Ацетилен жалко переводить. Покажите нечто подобное или работу посерьезнее , а не сварку кусков профильной трубы .
2 балла
-
вот я старый и совсем забыл , и вспомнил был такой вид сварки (в СССРовских книгах описан) атомно-водородная - дуговая и у нас и америке , но в последствии как была изобретена сварка в аргоне ее все же вытеснил РАДС или по их и сейчас более привычное ТИГ . Смотрите интересная горелка , сварщик как факир над головой дугу зажигает .1 балл
-
Одно из сильнейших обоснований - экономическая составляющая. Я про это писал, и довольно детально. Газосварка это раритетный на сегодняшний день навык, используемый в очень узком диапазоне работ. По сути газосварщик не продает клиенту сгоревший газ, он продает свои навыки и умения. А Вы предлагаете ему обесценить эти навыки и умения (ведь Вы говорите что переучиваться придется), и еще понести дополнительные расходы на приобретение электролизера, до кучи став зависимым от наличия электроэнергии. В замен он совсем немного сэкономит на ацетилене, который и так стоит копейки (в контексте того, на сколько хватает баллона при нечастой работе газосварщика сегодня). Вот и сравните. Я Вам писал про объективное сравнение: хладоломкость по Шарпи и разрывная машина. Это очень объективно. Желательно в аттестованной лаборатории.1 балл
-
Спасибо за высокую оценку моих скромных данных, а эксперименты и самому интересны.1 балл
-
С Вами никто и не спорит. Я уже писал, что они вполне могут прижиться в условиях заводской постовой ручной пайки твердыми и мягкими припоями, и особенно автоматизированной пайки стекла (для автоматизированной пайки металлов твердыми припоями намного производительнее использовать индуктор или печь). Также они могут стать оборудованием для небольшой ювелирной мастерской, в странах где имеется жесточайшая сертификация при эксплуатации газобаллонного оборудования. Или просто у людей имеющих предвзятое отношение к газобаллонному оборудованию. Касательно сварки Вам уже вполне обоснованно и понятно изложили, со всех сторон, причем именно сварщики.1 балл
-
Грустно подчас в этой отрасли с кадрами бывает. Я не знаю как аппарат может "не варить", особенно аргонник, я вообще ни разу не сварщик, но у меня все сваривается, и нержавейка, и алюминий, и чернина. Чудес не выдаю, но подворачивающиеся под руку рабочие задачи решаю. С ПА по чернине то же и самое, при любых условиях, нержавейку и алюминий не пробовал, ибо не сварщик. С покрытым электродом вообще не вижу проблем. Это без синергетики. Если понимаешь происходящие процессы, то ИМХО, она не нужна. Я еще раз повторюсь, хоть варю и часто, но я не сварщик, мне можно так считать1 балл
-
Думаю и синергия таким не поможет. Вот по весне аж три раза приезжали с Москвы и держат элитные шиномонтажки , как нашли не знаю . Первый раз позвонили и говорят помоги , Селко не варит алюминий ,,,,, как не варит аппарат старый,,,,, да нет новый да несколько штук и не один не варит и можно приедем , приехали и все варит на отлично , показал настроил сам процесс и говорю вот меняй только ток остальное не трогай ,,,,, через неделю все по новой , приехали и еще полдня подробно , нет через неделю опять приехали и говорят вот нам в память настрой забей программ 10 и мы ими будем пользоваться ,,,,, настроил забил, и пока вроде не тревожат , но вот теперь представьте элитный шиномонтаж и думаю машины с такими же дисками а вот как их такие мужики варят я примерно представляю. Вот сейчас у Кемппи тиг и есть синергия , но думаю таким она будет как мертвому припарка , напрочь весь аппарат разрегулируют в том числе и синергию и все дела .1 балл
-
1 балл
-
@Luza, ждем продолжения в экспериментах. Интересно же. Это вам не Тула ТИГ слушать, тот только эмоции в ход пускает, а по делу тоскливо. С вами все наоборот.1 балл
-
я не собираюсь заниматься ремонтом колес* в целом, это свой диск. поэтому будущее ен будет зима придет скорее больше времени будет попробую аппарат в разных режимах. диск холодный, на улице 5 градусов.... толщина в месте сварки около сантима собственно потмоу и побольше, на всяк случай. я варил простым газом давно, давно. я представляю что такое ванна, и в общих чертах понимаю как должно быть. просто когда присадка мгновенно стекает даже не попав в струю* плазмы, для меня пока непривычно, вопрос времени и опыта.1 балл
-
а оно надо? Ну это как ездить на велосипеде, надо научиться. А пара дополнительных колес хороша только новичку, совсем новичку. А кто понимает, что это лишнее, то сразу ребенка учит держать равновесие. Как и в сварке, если совсем тупой, то зачем в эту тему лезть? И так хватает уже таких на рынке. Куда их еще больше плодить? Если взять МИГ\МАГ, то уже хватает умников, у кого аппарат плохой, т.к. надо немного подстроить режим, а встроенная рекомендация не устраивает качеством.1 балл
-
Вы,главное, не обижайтесь, глубоко дышите и улыбайтесь.1 балл
-
в общем котиков для тренировки не нашел, но решил все же рискнуть. купил воздушную бормашину под фрезы.... но фрезу забыл* в общем отработал корундовой фрезой, котом фрезой типа сверло шуруповертом. обработал ацетоном. начал с 160 ампер 100 герц, баланс 50% присадка тутже стекала но диск не грел потому туго ... в общем залил* как смог. рассверлил с другой стороны, заляпал. проблема возникла только с краем очень тонким, поднял частоту до 200 и ток уменьшил до 100А наляпал плямбами. потом все срезал лишнее турбинкой, частично обточил напильником. всем спс в любом случае, следующий этап гидроусилитель пора подремонтировать ушко....
1 балл
-
Это программа называется Геометрия начальная школа, число Пи и все такое, деление окружности на равные части. Вот такие вот дела, понимаешь.1 балл
-
Пассат В4. Пробили картер КПП выскочившим ШРУСом (долифтовались).
1 балл
-
Для любителей Декапауэрсов. Вот и думайте,брать или нет.1 балл
-
Всем привет. Вчера, спустя год, начали одевать печку в шубу. А то зима на днях придет, а у нас не печка а морозильная камера.... --- -- Что еще нового у нас? Затащили зуборезник здоровый в цех, хватит ему на улице вялиться, пора работать начинать. Разобрали частично, чистим, а то закис за несколько лет на улице. -- -- Бетона еще чуток за всё это время залили, теперь более приятно стало передвигаться по территории и рабочего пространство чистого появилось немного больше. А то по колено в глине работать не приятно. Ну и ливневку с колодцами наконец-то залили нормально, а то об люки и колодцы постоянный спотыкач был. -- Ну это я так, чтобы тему освежить. -- -- Ну и всем Бобра ебстебственно....
1 балл
-
Мы все умрём, кто-то раньше, кто-то позже...1 балл
-
Ну а чё, тоже сварка...
1 балл
-
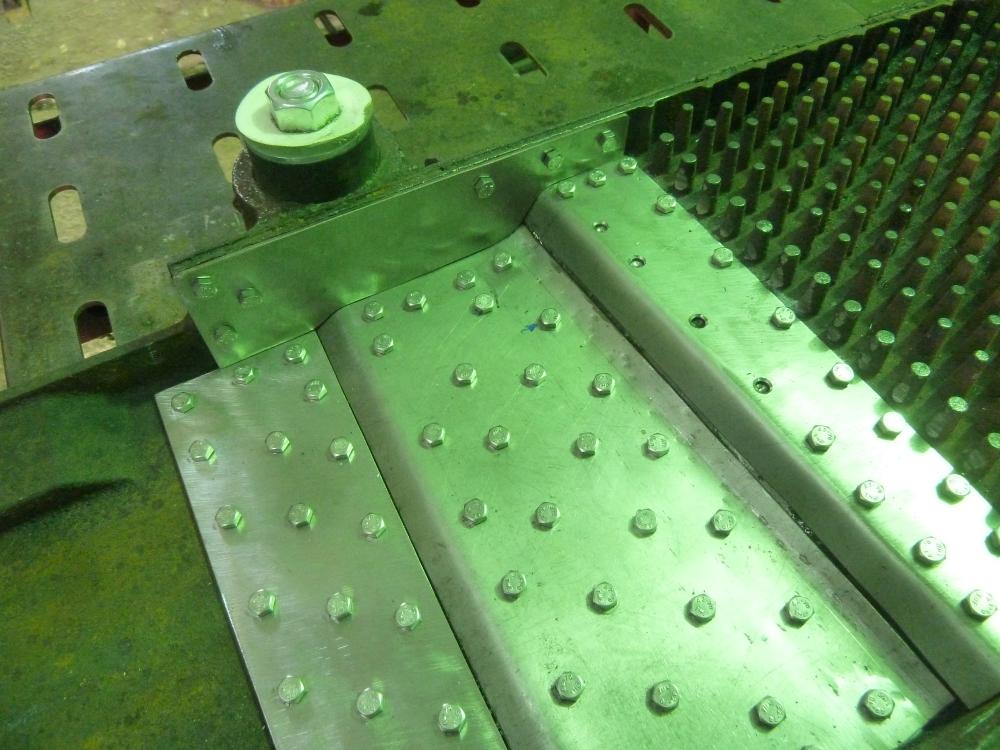
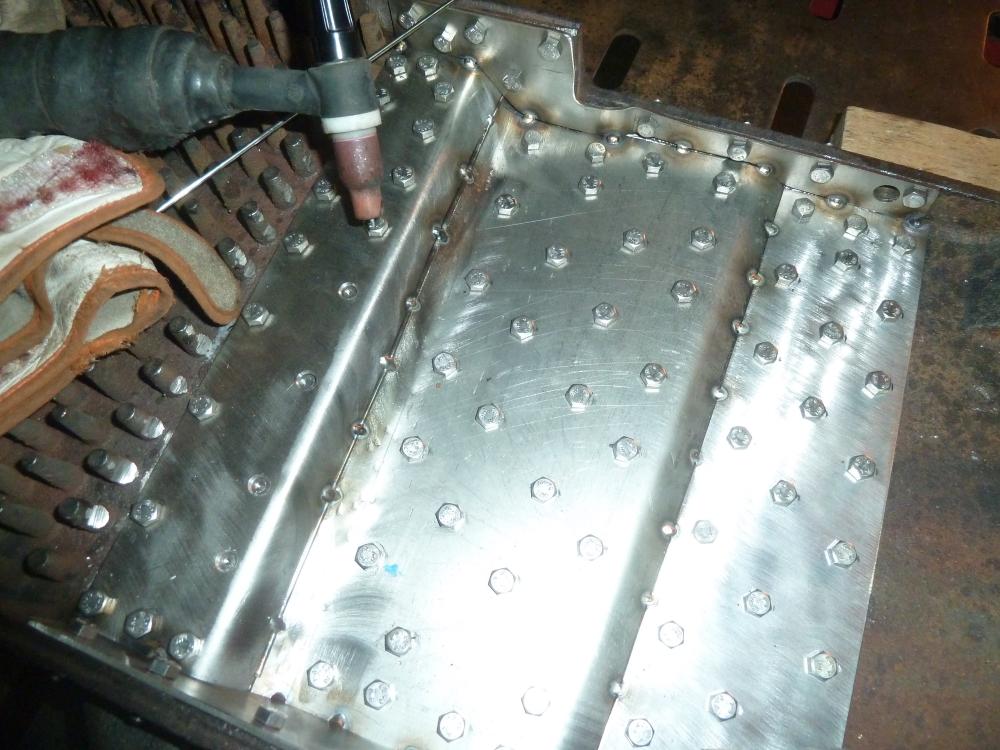
Ну зачем же выкидывать . Да чугун не "кайф" на котлах , и подварено кстати нерж уже не использовал и Панч , но вот по краям швов при 4ати все же есть меленькие пузырьки и было принято вот такое решение . Снесли лишнее что мешало ну и далее дело для рук и конечно головы и около 90шт болтиков М5 завтра обварю заплаточки все раскручу и на герметик по периметру в две дорожки, первый 1500гр. коих конечно там нет и вторая дорожка 300градусов герметик и он более эластичный . Ну и останется все собрать и на родное место котел .
1 балл
-
В оверманце некуда программировать. И там нет горячего старта. А вот 18В для 1.5мм тоже может способствовать.1 балл
-
@Димит,уверяю вас,что не все энергетики такие.Вместе с сжатым воздухом при продувке идет конденсат,отсюда могут возникнуть неприятности.Я кто?-я сварщик,а он?-он ЭНЕРГЕТИК,к кому больше доверия?Даже если я буду щеголять своими познаниями по обслуживанию аппаратов,то все равно последнее слово за ним,а тут уж как повезет.Поэтому и нужно в паспортах прописывать что и как делать,а не обвинять пользователей.Тут говорят делайте,вскрывайте,продувайте-ничего вам за это не будет,но в паспорте этого нет,отсюда и конфликты по всем позициям.Я принципиально не буду продувать заводской аппарат,сдохнет и фиг с ним,мне он не интересен как аппарат и я не питаю к нему теплых чувств.1 балл
-
Давайте я вам раскажу для чего конденсатор последовательно с первичной обмоткой трансформатора, (которая и так гальванически развязана со вторичной обмоткой). Он, родненький, стоит там потому, что системе управления нехватает НИ СКОРОСТИ ни МОЗГОВ чтобы рулить силовыми плечами инвертора так, чтобы исключать подмагничивание трансформатора (которое при кривом управлении накапливается от цикла к циклу и в конце концов загонит сердечник в насышение и выжжет транзисторы инвертора). Конденсатор сколько энергии вобрал в себя при зарядке столько же и отдаст разряжаясь (тоесть это естественный симетратор тока через трансформатор). Но за такую простоту приходится ПЛАТИТЬ НАДЕЖНОСТЬЮ - при определенных условиях общее сопротивление последавательно соединенной индуктивности и емкости становиться почти равным нулю (резонанс понимаиш ) и приходит дядюшка Феер Бах к силовому мосту. Конечно- конечно этот режим по замыслу производителя должен остаться в неиспользуемой области частот и длинн импульсов- но дуга так изменчива и непостоянна,так капризна и требовательна что нет нет да и вгоняет управление в эти области запретные. Поэтому такая топология страдает немотивированными отказами (правда к чести разработчиков это бывает КРАЙНЕ редко ) По поводу того что это класическая схема--- У Риланда видимо да. У немцев в аппаратах более 300А практически невстречается(имею в виду профессиональную линейку)- там жесткий транс которому управление скармливает РАВНЫЕ вольтамперсекундные импульсы- это дает возможность не иметь запретных областей (частот и длин импульсов) и в купе с очень маленькой индуктивностью дросселя( соизмеримой с индуктивностью проводов массы и держака) осуществлять оперативное управление током дуги за примерно 1 микросекунду.1 балл