Лидеры




Популярный контент
Показан контент с высокой репутацией 24.08.2022 во всех областях
-
Как-то попал мне ИНЕУМ 200. Сначала первый вариант, после второй. Тут третий. В итоге все виды побывали. Последний даже весьма хорошо уже собран и в плане не только технологичности, но и компоновочно. Тут выгорело определение сети, потому не включался.
 6 баллов
6 баллов -
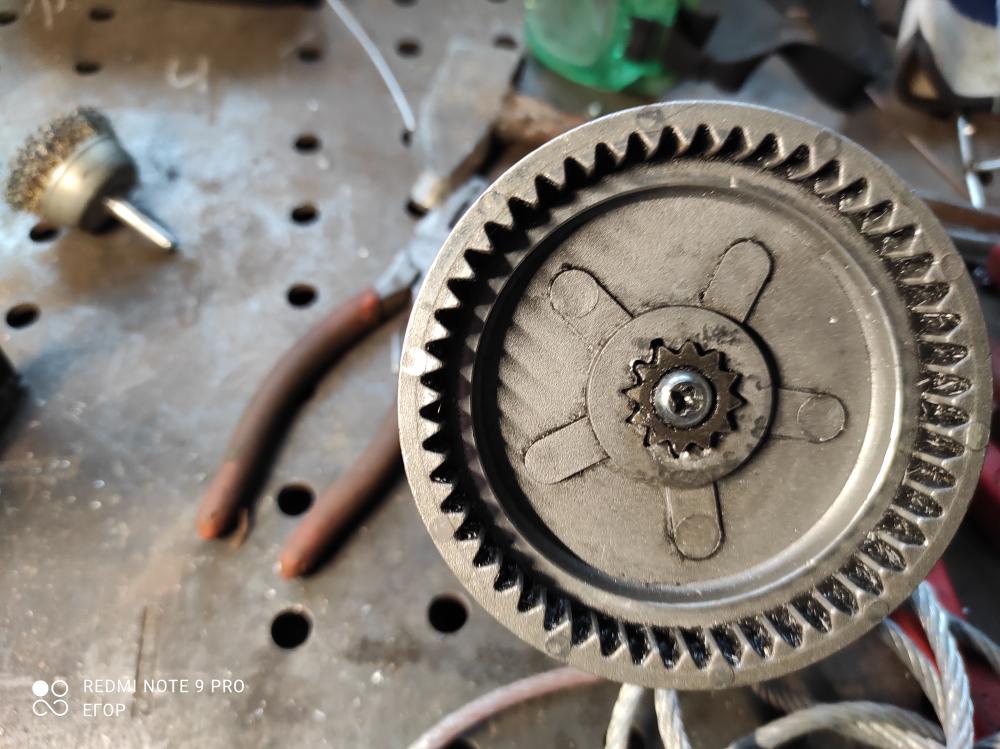
Шестерня редуктора от автомобильной лебедки, чувствую себя пакистанским умельцем
4 балла
-
а с чего вы решили, что тут без хим полировки обошлись? Явно, после сварки, деталь обрабатывали. Единственное, что на ваших фото, где ваши тесты сварки, вы пережигаете метал. А для быстрой хим полировки это не допустимо, т.к. хим полировка быстро и легко справляется только с поверхностной окисленностью. Если метал сильно перегрет, то тут уже только мех обработка.3 балла
-
@morgmail, Уже спрашивали и указывали на проверку качества газовой защиты.3 балла
-
Это само собой. И притупление, и двойной угол заточки я использую в разных случаях. Здесь эффект другой. Я вообще заполировываю электрод. Ради интереса решил тонко зашлифовать нерабочую часть электрода, на капризном материале при случае проверю есть ли эффект.2 балла
-
@pashin76, Валера @selco правильно говорит. Ось обваривать с обратной стороны. Без присадки, на большом токе - ампер 80 - 100. Скорость ведения горелки подобрать так, чтобы провар был. Быстро это надо делать. С линзой и приличным расходом аргона, литров 15. Получится примерно так И вонночку не поленитесь сделать.
2 балла
-
А почему никто не спросил, какой расход газа, какой диаметр сопла, какая чистота аргона? @pashin76, Не слушайте никого и всё у вас получится, нужно просто потратить день-два для тренировки на кусках нержи такой же толщины. Цвета побежалости допускаются любые, плохо, если с обратной стороны полезут "ежи" но у вас их нет, это уже хорошо. Зачистка шва щёткой из нержи и травильная паста в помощь. Если есть возможность автоматизироать процес (я так понял, надо много) то есть, что бы заготовка крутилась, тогда шов будет вообще идеальным.2 балла
-
Де не нужно не какого спеца ОиТСП (вот я не как не расшифрую и что оно есть? ) . Как это нет ничего? , аппарат есть, присадка есть, газ есть , руки тоже есть только их чуток потренировать и будет счастье , ну и голова тоже есть вот ее немного включить и подумать что же не так ?. @pashin76, Вот ось можно наверное с обратной стороны приваривать , снять фаску и так легче и перегрева меньше будет да шов за подлицо получиться и думаю крепости оно не потеряет и может наоборот выиграет да и варить в разы быстрее и без "ожогов " можно. Что касается кронштейна первое фото , то можно подкладочку придумать из алюминия "мясистого" для отвода тепла , как то пересмотреть саму укладку шва в смысле в разнобой варить половинку с одной стороны и дать подостыть и потом напротив , в общем решаемо и тут от ожогов , поиграться с током и т.п и т.д.2 балла
-
С чего это вдруг? Электроды с разными легирующими добавками заметно отличаются при заточке по твердости. Равно как и оплавление кончика электрода происходит с разной интенсивностью зависимо от легирующих добавок. Что намекает о равномерном содержании оксидов редкоземельных металлов во всей толще электрода. Электроды с торием не согласны, в отличии от электрода из чистого вольфрама. Собственно говоря- и оксид циркония имеет несколько иное предназначение, нежели повышение электронной эмиссии. Когда мне нужен очень острый электрод, с заточкой градусов так в десять и меньше, то перед выходом на рабочие параметры я произвожу поджиг на малой энергии. Под микроскопом, на большом увеличении, видно, что кончик чуть-чуть оплавляется. После этого работа идет отлично. Если же острым электродом сразу работать на полной нагрузке, то кончик разрушается и ни о какой стабильности речи быть не может.2 балла
-
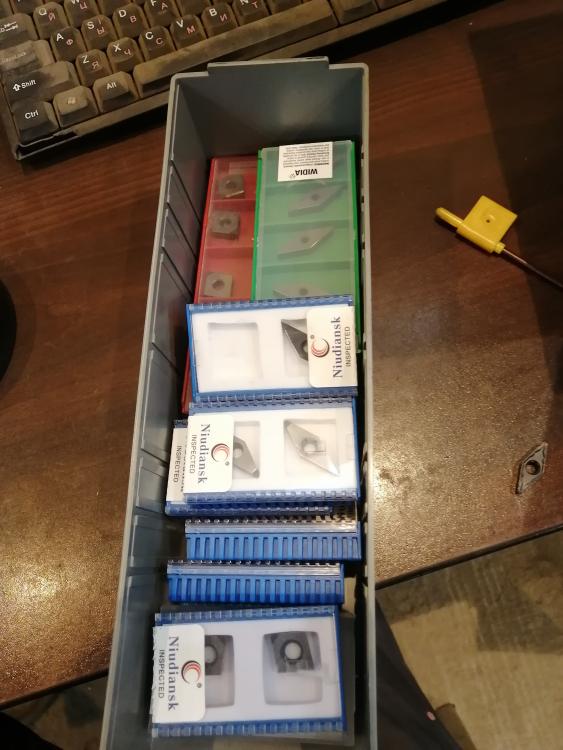
Всем привет. Сегодня пришлось большую часть дня поработать токарем. Протачивал маховик и корзину сцепления от магистрального тягача находящегося в нашем сервисе. -- https://www.youtube.com/watch?v=uK0XIQgcLyU -- Диск сильно перекален поэтому для первоначальной "грубой" обдирки применил минералокерамику фирмы WIDIA с радиусом 1,2мм -- -- После чего была произведена чистовая обработка пластиной CBN (эльбор) с радиусом 04мм: -- -- Сейчас на рынке огромное количество пластин CBN любых конфигураций, что просто шикарно, есть и резьбовые и отрезные и канавочные, что позволяет работать с материалами закаленными до твердости выше 60HRC. И это сильно расширяет возможности ремонтного производства. Правда приходится держать довольно большую номенклатуру в наличии для оперативности. -- -- Огромным преимуществом перед эльборовыми вставками времен СССР является то, что современные пластины можно поставить на практичеески любую державку и выполнять ими любые работы как токарные так и фрезерные, что с вставками СССР невозможно по определению. Хотя следующую деталь - корзину сцепления я точили именно вставкой из СССР, но это по причине того, что я перед этим протачивал этой вставкой каленые кулачки на патроне и мне было просто лень менять резец. -- -- В результате мы получили Маховик с "идеальной" зеркальной поверхностью, несмотря на его "пятнистую перекаленность": -- -- Ну и похвастаюсь очередной самоделкой: Так как мне почему-то в силу специфики нашей работы приходится работать больше с расточными резцами и резцами для внутренней обработки, пришлось сделать себе держалку для резцов, так как стандартные китайцы меня не устраивали, а зажимать резцы на прокладках просто бесит. Вот что получилось: Блок позволяет зажимать резцы от Ф6мм до Ф40мм, выполнен из стали 40Х. -- Резец 40мм -- Резец 32мм -- Резец 8мм -- Ну и сами резцы и блоки, ждут доделки тумбочки на которую не хватает времени:
2 балла
-
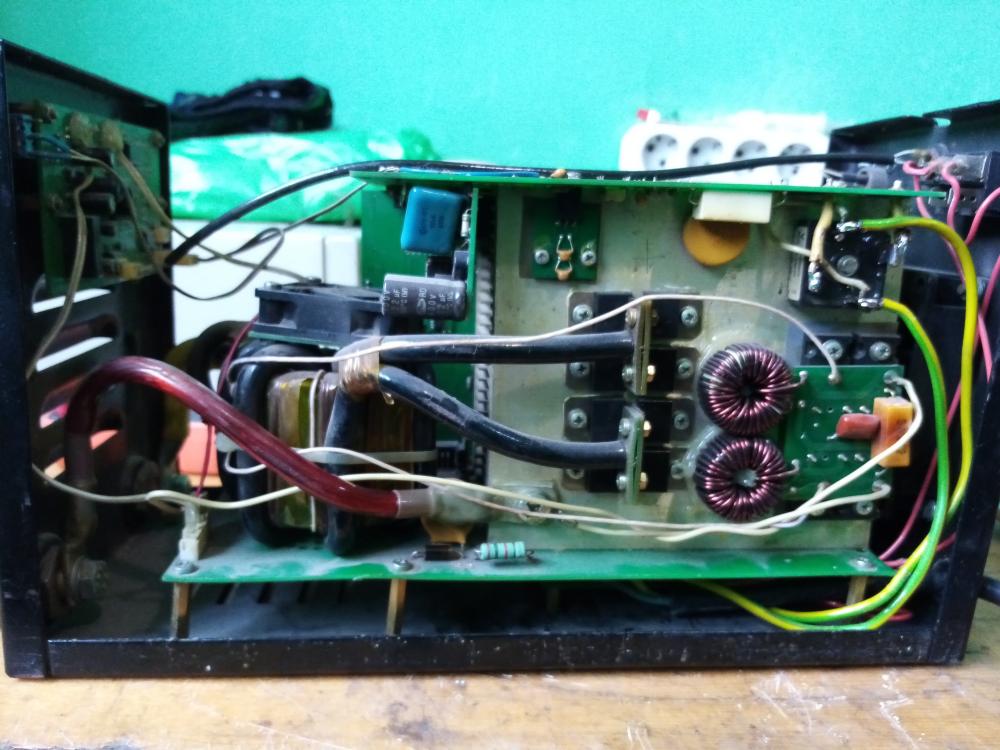
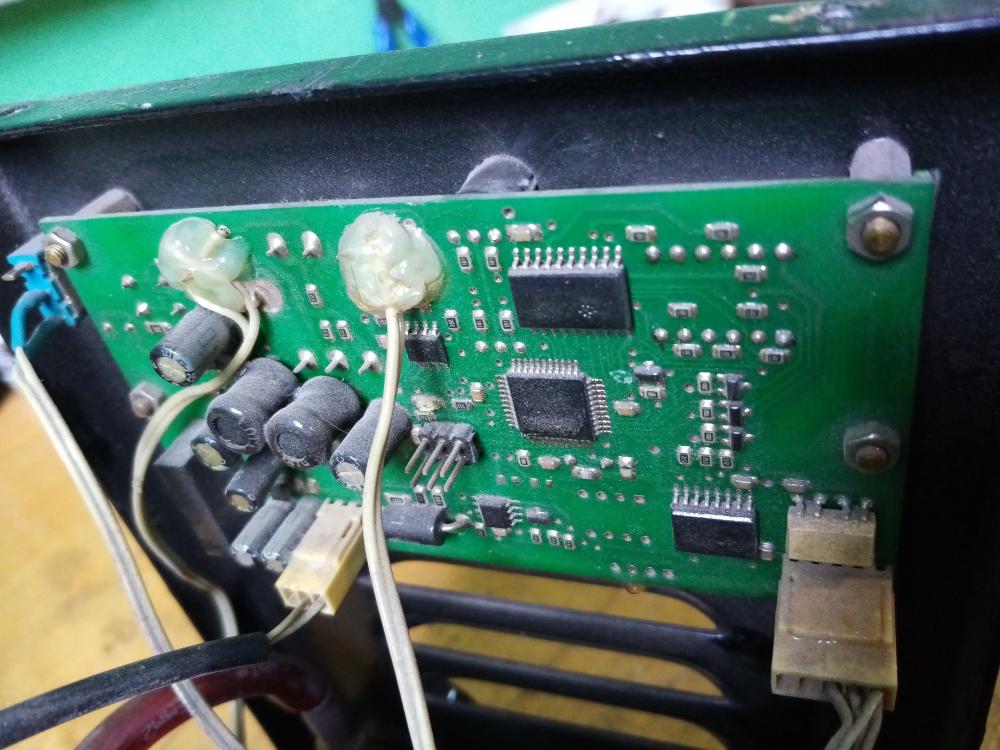
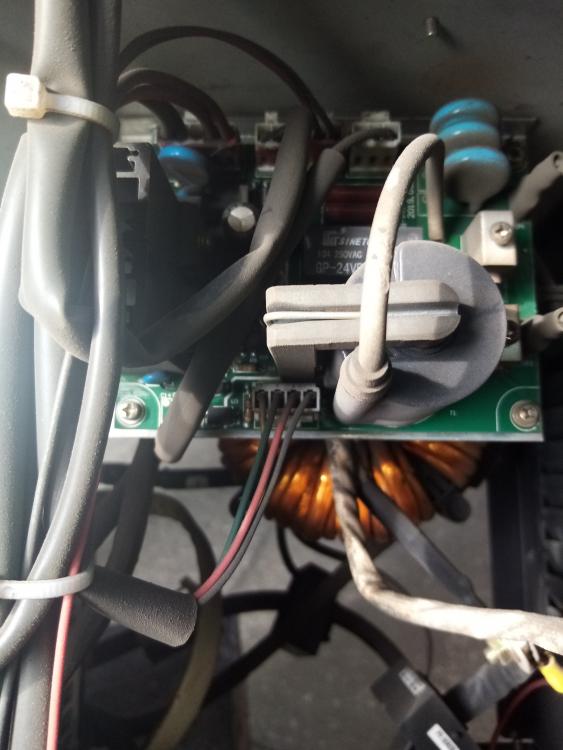
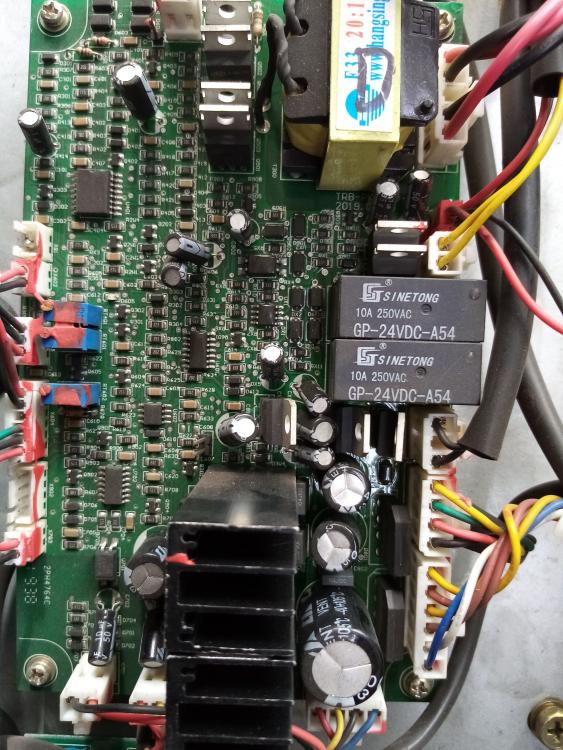
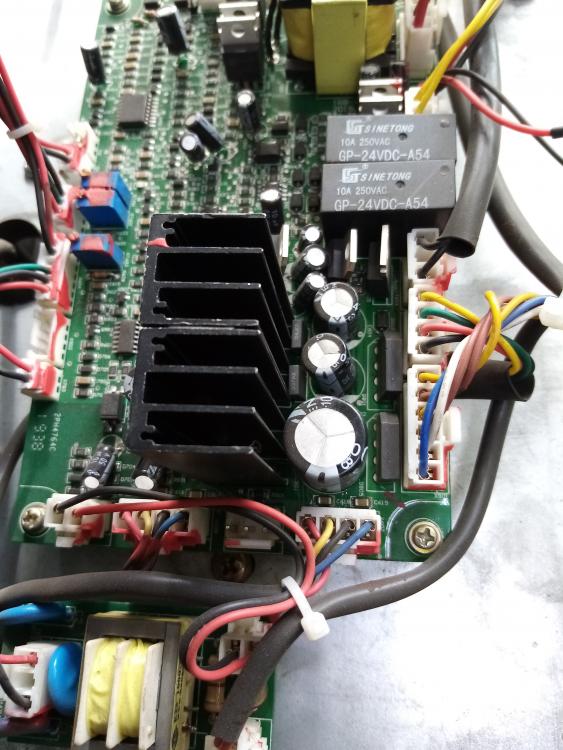
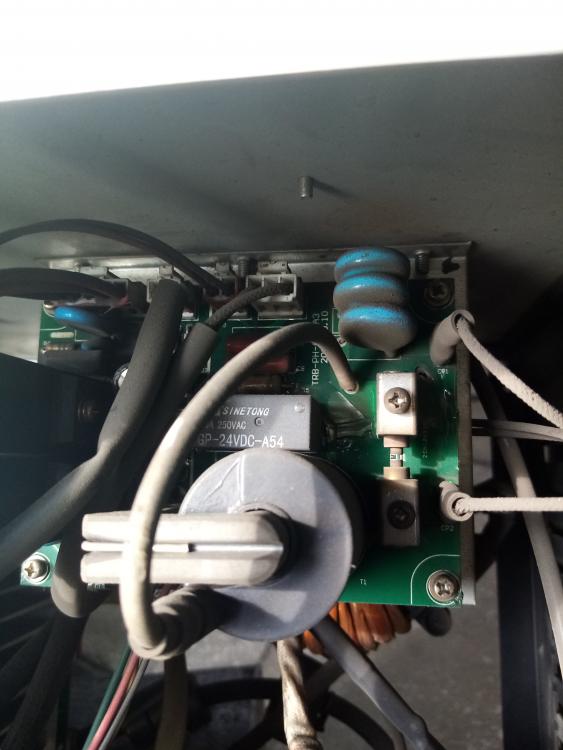
Плазморез BRIMA CUT-160 на 2 здоровых модулях IGBT. Штука реально продвинутая и умная. С клапанами и на дежурку и отдельно на режущую дугу. С двумя датчиками Холла. Один на ток дежурки, другой на режущую дугу. Выбило плату отключения дежурной дуги из-за раздолбанного плазмотрона и отвратительных расходников. Видимо аппарат ещё долго был включён после этого в сеть, так как обмотки транса питания цепей управления из-за к.з. в схеме спеклись между собой. Но самый главный дефект был впереди. Заменили плазмотрон на новый, установили дополнительно мощный токоограничивающий резистор 10 Ом на выходе дежурной дуги плазмотрона, намотал вручную другой трансформатор, так как деталей на данный аппарат нет никаких. А подобного я быстро не нашёл что-то. Да и дорого покупать. Проверили, ан нет. Не работает. И вот тут я очень долго выяснял работу этой машины. В итоге виноват оказался датчик Холла 20 ампер на дежурную дугу. Он давал сигнал разрешения на включение силовой части и второго клапана. Оригинал не нашли, у старьёвщика на радиорынке нашёл 3-х контактный датчик Холла от Тошибы на 100 ампер. Переделал его на 4-х контактный с добавлением нагрузочного резистора 50 Ом. Проверил на сработку от блока питания. Короче, всё получилось. Но гемора он мне недели на две обеспечил.
2 балла
-
Уже взял, сегодня отправили посылку1 балл
-
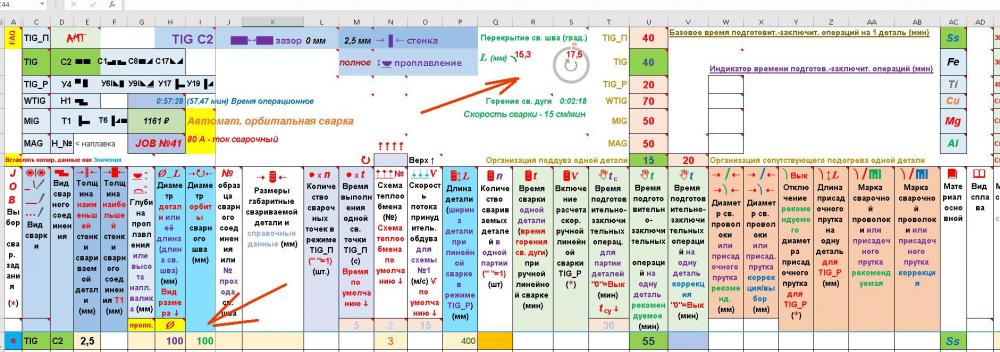
Вся фишка в том, что у меня задающее поворот детали устройство работает на угловых величинах. Пришлось переписывать программу на задание перекрытие по спаду тока, с контролем выбега в миллиметрах, а угловое деление ставить на 360 градусов. Но установка перекрытия в угловых величинах тоже осталась, теперь можно задавать перекрытие и так, и так. А по скорости, я по началу тоже хотел упростить, и угловой оперировать, но потом все перевел в линейную.1 балл
-
для этого, от производителя горелок я не раз встречал информацию о необходимом притуплении. Т.е. заточили, а после сделали притупление. Если без притупления, то мы и получаем, от воздействия тепла возможное расщепление. Не ново.Да и вопрос по заточке электрода, на чем точить, в каких режимах (оборотах), не менее важный. Еще зерно камня алмазного, ой как сильно оказывает влияние на конечный результат и это я не говорю про точную соосность оси электрода с кончиком заточки. А еще важно, как долго эксплуатировали электрод, в каких условиях и конечно качество самого электрода. стоимость компонентов из чего собрано изделие не на последнем месте, о чем я уже не раз говорил. Чем пользуются китайцы. Элементная база, она как бы есть но вот ее параметры далеко от того идеала, чтобы выдать то на что расчет. Я смотрю видосы по ремонтам ноутов, в целях само развития. Так вот те же дешманские ноуты, DEXP и т.п. , имеют такую элементную базу, что даже гарантийный период с трудом осваивают. Конечно накладывается условие и эксплуатации. Да, не бюджетные то же не лишены своих проблем, но не имеют вот таких заведомо проблемных мест. Возвращаясь к электродам и разработчикам. В целом оборудование рабочее и охватывает 90% задач без плясок. Но на то она и экономия, что вот как раз в некоторых пограничных случаях могут проявляться не совсем и хорошие вещи, т.е. достал бубен и давай прыгать и во круг аппарата и с аппаратом в обнимку.1 балл
-
@Weldermax, это только Алексей точно знает. Старых уже и на сайтах не видно. Или залежался у кого то или б/у. Есть у меня смутное предположение, что у старого силовая с запасом поболее. Был как то разговор про 315, чтобы прошивку аналогичную этой (старой) двухсотке сделать. Убрать ограничение тока с ростом частоты AC. Не прокатило, силовая не позволяет. Хотя в инструкции на новый про это ограничение ничего не сказано. Есть вероятность, что силовая такая же. Только, судя по диапазон питающего напряжения, ККМ добавили. НХХ снизили. Для TIG это не принципиально, но в MMA основными не поработаешь. Если наличие ККМ не принципиально, я бы старый взял. С сетью как?1 балл
-
"Все дело в волшебных пузырьках.." Качество программного обеспечения - вот основа основ в современном мире. Не стоит ждать для бытовых аппаратов колоссальных бюджетов на ПО. У серьезных брендов целая армия инженеров и огромные инвестиции в науку. По Сиборе. У нее есть возможность настроится так, что все перестает работать. Я думаю это и не особо плохо. Если бы широта диапазона регулировок не доходила до физических возможностей аппарата, то было бы хуже. Но у этого есть и другая сторона медали - подход к снаряду с немытыми руками приводит к расстройству. Но как и в любом ПО возможны косяки, которые стараются убрать в следующих релизах. "Если бы строители строили дома так же как программисты пишут программы, то первый же дятел разрушил бы цивилизацию" (с) Пример из моей практики. Я уже почти два года пишу программу управления сварочным автоматом и только сегодня заметил, что у меня назначение перекрытия сварочного шва, при сварке кольцевого шва, имеет зависимость от диаметра свариваемой детали. То есть, перекрытие задается в угловой величине и получается, что диаметр детали увеличивается, угол перекрытия остается один и тот же, а длина перекрытия (расстояние пройденное через точку старта) увеличивается. Смотрю, а у меня перекрытие на 1000 мм детале больше 100 мм получилось. Пришлось все переделывать, а зависимых, от этого параметров - просто туча.
1 балл
-
@hvr63, Валер , наука это хорошо и понятно , но вот вопрос - вопросов почему на одних аппаратах этого (пердежа) нет и даже более зажигают на 5 амперах с уже использованным электродом , а на других это просто бесит вот Форсаж замечательный аппарат но вот поджиг и пердеж просто достает и я уже привык быстрее и легче поправить заточку вольфрама чем рыться в настройках и они все равно не помогут и он так же не допиленный аппарат в смысле поджига и пердежа дуги но в остальном меня устраивает . Вот смотри Кемппи спот режим и мизерное время но он успевает поджечь и АС дугу рабочую сформировать . или вот Селко и тут правду постоянный ток но с высокочастотным импульсом и этот успевает на ура все так же и на переменке , вот Форсажу до этого как до Луны на любом токе и с любым электродом .1 балл
-
Мне кажется, мы по этой проблеме уже на третий круг заходим.
1 балл
-
Всё понятно, в общем-производство из разряда "ничего нет-но очень надо".....я не ёрничаю. просто констатирую, сам через это прошёл...ищите в Вашей локации грамотного спеца в области ОиТСП, платите ему возможно максимальные в Вашем случае деньги- и будет Вам счастье.. Если Вы в удалении не более 500 км от Кирова-можете связаться со мной.. связь через ЛС -если что..1 балл
-
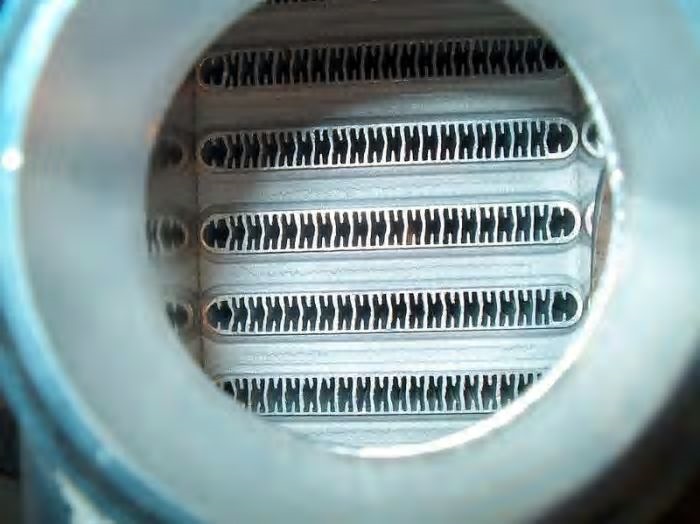
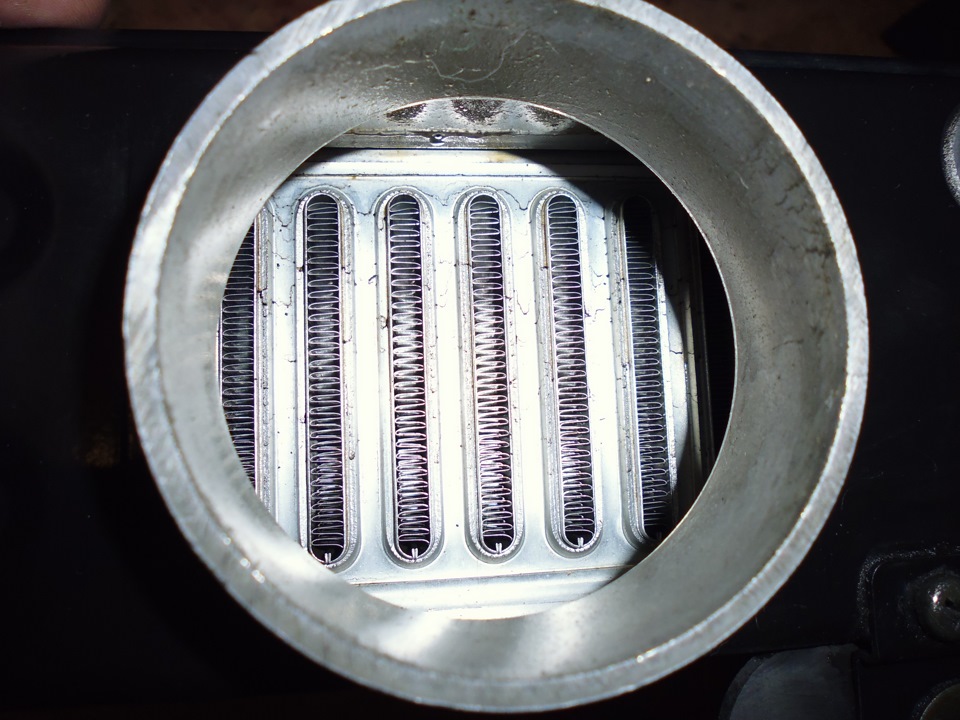
Сергей , а нет ты не прав и перегородочки имеются правду продольные и в интеркулерах и бывают разные Конечно есть смысл , вот мне позавчера позвонили и говорят интеркулер отпилить бачки и помыть , набрал в себя песок и пыль фильтр разорвало , но потом позвонили и сказали что так через патрубки вымыли песок с пожарного гидранта обильно поливали .
1 балл
-
@pashin76,При сварке аустенитной нержавеющей стали не перегревайте сварной шов, после прохода давайте сварному шву остыть до 100град (аустенитная нержавейка не любит перегва),старайтесь сваривать ниточными швами без поперечных колебаний. После сварки применяйте травильную пасту для удаления обедненного слоя хрома.1 балл
-
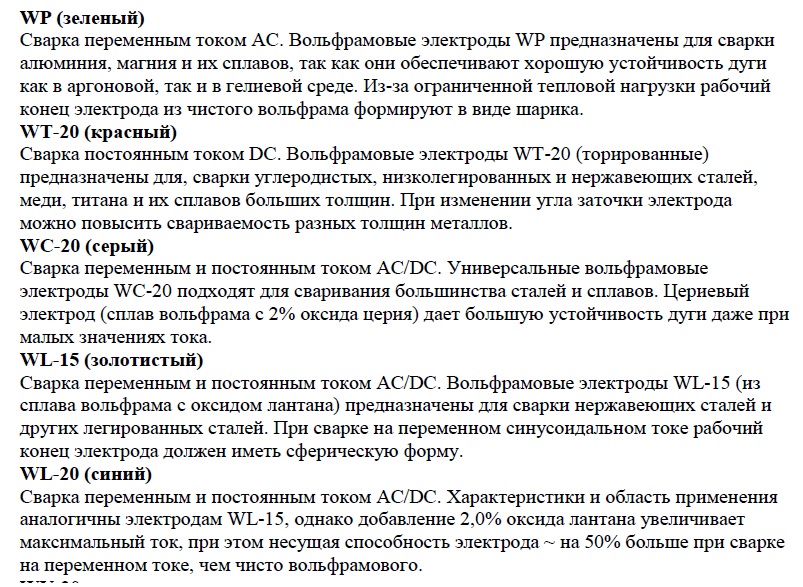
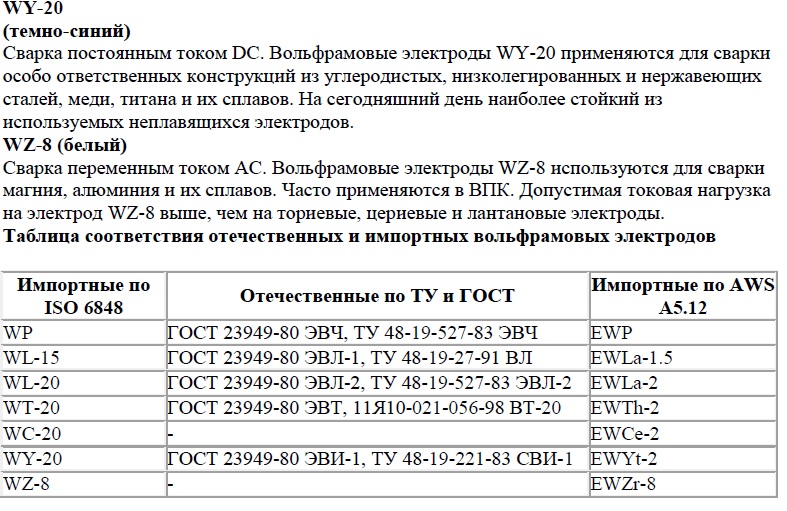
Вот это особенность аппарата и уже писал о сим и что то не допилили в нем Cebora и конечно жаль . Ну и теперь еще раз про вольфрам и вот тут все расписано и уже не чего не добавить . токи по диаметрам и маркам от Miller и не намного отличается от наших то есть практически одно и тоже Впрочем "добавить " то можно к сим таблицам , нынешний вольфрам мягко сказать не совсем качественный а бывает и полный отстой вот и трещит он по швам от лишних и не нужных включений в нем ,,,,, но кто же сейчас будет делать качественный и сбыт упадет в разы так как износ вольфрама на пару порядков а может и больше уменьшиться . Вот у меня "золотой " запас СССР вот это вольфрам пусть на вид и не казист , зато внутри что надо и не чего лишнего , в общем трещин и розочек он не дает . Ну и вот науч. фильм СССР про плазму и есть про вольфрам с 6.45 смотрите и еще раз кто же будет сейчас блюсти "чистоту" вольфрама ?????? .
1 балл
-
Он стоит около 30 тыс. Ремонт обошелся тыс. 10. Сварка бачков проста и незатратна, так что есть смысл их ремонтировать.1 балл
-
Интеркулер МАЗ . Трубки забиты настолько, что пришлось срезать бачки. Резали бачки, чистили и мыли другие люди, у меня только сварка. Делать бы их штук по пять в день, было бы неплохо..)
1 балл
-
Спасибо всем!1 балл
-
Требовать можно у начальника о повышении зарплаты ,,,, здесь скорее уместнее попросить пояснений ,,,,, да ладно проехали .... Будут вам пояснения . Ресивер скорее пристукнули (погнули ) и посему лопнул и сварка , предыдущий сварщик в принципе сделал все чо мог , и похоже не один раз варили сие место отсель и шов такой жирный , но увы корень имел не сплавление и это практически частое явление на Ал. сплавах и не только на них и вот он то и решал крепость соединения и не сразу а именно как затяжная болезнь и по шву сразу и не найти трещину и только зачистка фрезой открыла визуально трещину . Вот вам "памятка" именно по Ал корням Так как ресивер вскрывать не захотели с удаление масла эмульсии из него то в моем случае как и в предыдущих корень не проварить то есть он провариться но сплавления не будет и все повториться , вот тут заплатка 3мм толщиной в самый раз и скорее водила забудет со временем, где стоит сей ресивер. Ну и почитайте тут если не лень . https://www.drive2.ru/o/b/1706620/ Вот еще покажу из двух маленьких один длинный и где то оно есть уже на форуме но не найду . И так в сим случае все очищено и т.д. но это не означает что корень сплавиться даже с поддувом, вот тут подкладное колечко в помощь и не мной придумано весь мир так варит и с ним 100% гарантия что все будет проварено и сплавлено и шов будет держать до конца жизни сих ресиверов и они быстрее сгниют чем шов лопнет .
1 балл
-
Лексус спорткар. Замена верхнего бачка. Использовал только листовой металл. Довольно кропотливая работа - места под капотом мало - почти копия пластика.
1 балл
-
@matroskin023, Лузар, рекомендую. Во всех интернет магазинах можно заказать. @Точмаш 23, Это мой радик, лежит себе и ждет своего часа, сейчас будет попроще, так как запустил токарный и всякую мелочь можно делать самому, а не бегать за токарем. Как придет "муза" обязательно займусь.1 балл
-
В средней части форма ламелей другая - по бокам они изогнуты с одной стороны,а в середине прямые. Привозили радиатор испарителя конд. Нивы. ..стоит он 38 000р. Спрашиваю - Ребята, вы ошиблись? Нет...вот каталог. Диски были от Нивы по цене дисков БМВ, так что не ленитесь ..впереди вас ждет много интересного.1 балл
-
Нет, он совершенно новый. На сервисе стал вопрос - то ли его выбросить, то ли переделать. Там все дело в прокладках бачков: они никак не зафиксированы. Установочной канавки под прокладки нет. Зажимы очень слабые. Бачок при нагрузке разжимает крепления, прокладка сходит с места и образуется течь. Давление 1,2ати для него уже критично - три раза был нагружен до 1,1 -1,2 ати... на третий раз накрылся. Это не радиатор с такими бачками -это дрянь, притом дрянь "откровенная". А так, с заменой бачков - это уже совершенно другой радиатор, другой товар.1 балл
-
Глубокая "модернизация" продукции Лузар. Хундай Портер 100.
1 балл
-
Подварил ПА , ну и дальше БЦ на станок уехал . Вчера поправил въезд у ворот , друзья - Таджики помогли 3 часа работы для них денег не взяли и знаю их с 2002 года , я им тоже помогаю чинить их "ишаков" (вело) и они их грузят как настоящих ишаков и иногда удивляешься как можно столько загрузить на велосипед, а рамы то у многих уже алюминий . Ну и самое интересное сегодня . Радиатор Комацу 4 в одном , система охлаждения - интеркулер - масло гидравлика- масло КПП . И так течет масло КПП , год назад в Балашихе ремонтили - залили все компаундом , ну и пару дней назад им отвезли , поковыряли свою смолу и отказались , ну да как ее теперь выковырять всю . Трактор греется так как масло разбрасывает вентилятор и пыль-песок неотменная часть работы трактора все забивает наглухо . В общем без масляного КПП работать нельзя , что то БУ и т.д. не найдешь . Отмыли с водителем и решили родной дырявый оставить в покое и там всего 4 соты , прикупили от УАЗ латунный ну и место с переди позволяет , поставили все работает температура в норме .
1 балл
-
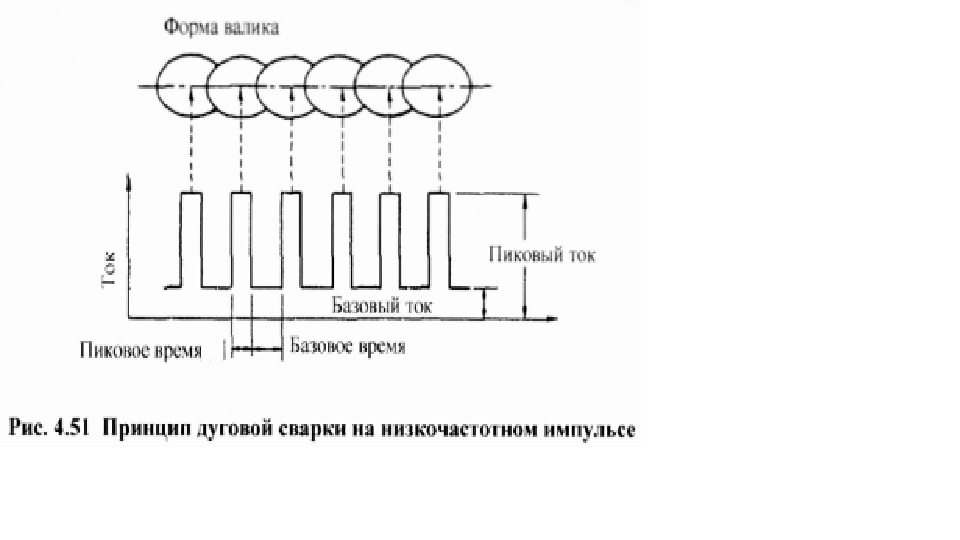
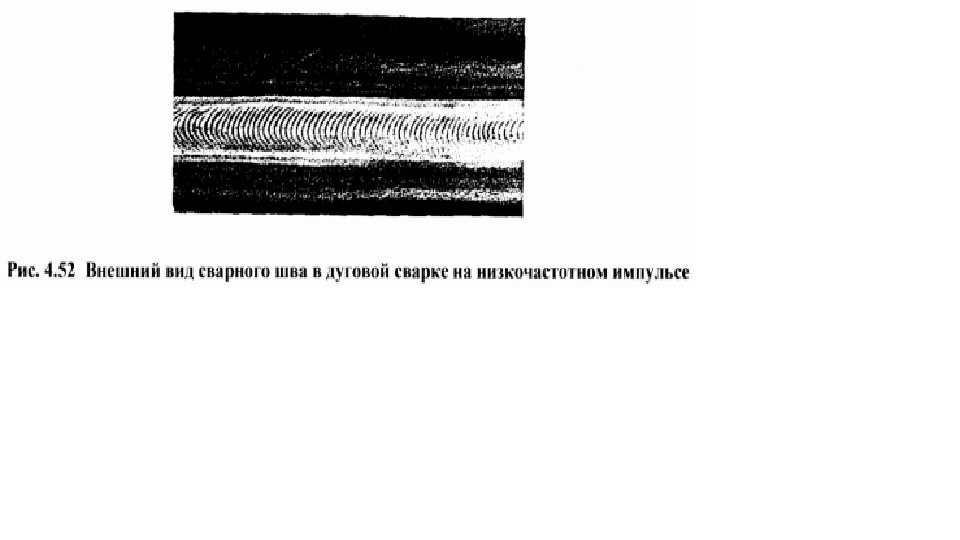
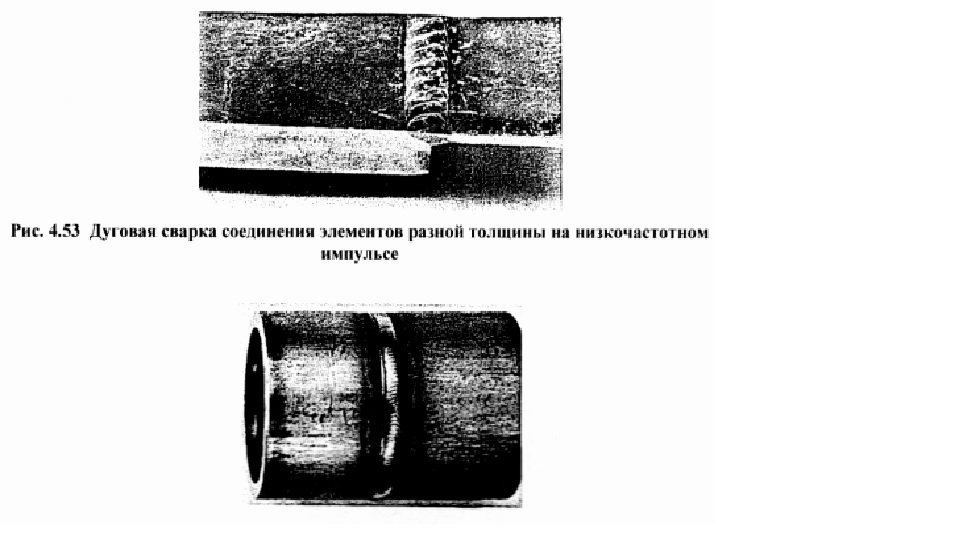
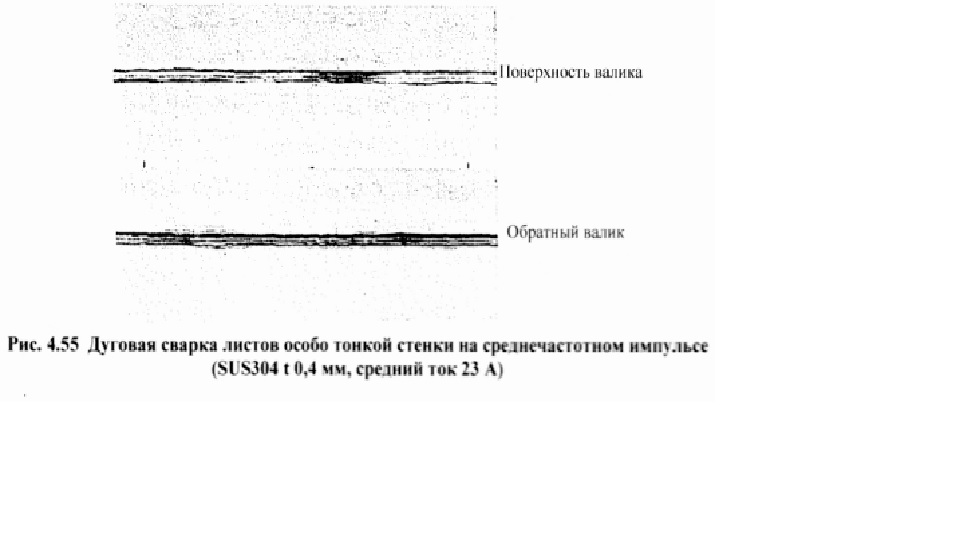
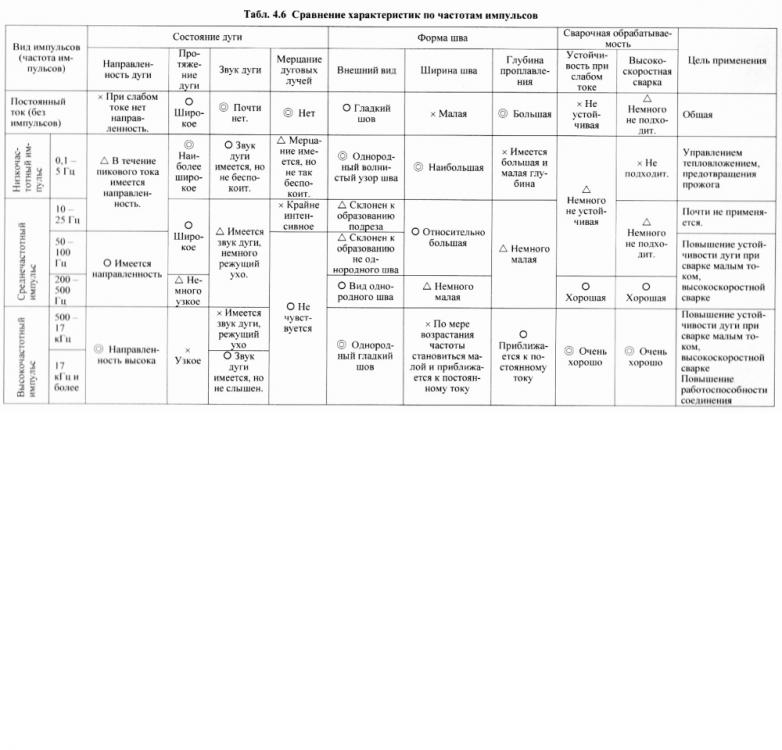
4-7 ИМПУЛЬСНО-ДУГОВАЯ СВАРКА 4-7-1 Дуговая сварка на низкочастотном импульсе Под дуговой сваркой на низкочастотном импульсе подразумевается сварка с управлением тепловложепия к основному металлу за счет периодического изменения сварочного тока частотой не больше чем несколько герц для того, чтобы предотвратить прожог, который может случиться при наложении первого слоя шва, провисание валика в вертикальной и поперечной сварке. В период пикового тока подвергают основной металл расплавлению, в период базового тока дают расплавленному металлу затвердеть и дальше повторяют эти действия периодически. Следовательно, в крайнем случае сварку ведут, накладывая швы точечной дуговой сваркой, как представлено на рис. 4.51. Поскольку длительность формирования ванны расплавленного металла соответствует пиковому времени, а длительность затвердевания - базовому времени, естественно, импульсному периоду имеются пределы, которые составляют 0,1 -5 Гц. На рис. 4.52 представлен пример сварного шва в дуговой сварке на низкочастотном импульсе. Образуется волнистый узор синхронно с периодом импульса и получается весьма однородный вид шва. Под действием пикового тока дуга расширяется, ширина шва возрастает, однако по мере изменения тока глубина проплавления становится или глубокой или мелкой, так что дуговая сварка на низкочастотном импульсе не подходит к высокоскоростной сварке. В случае соединения инородных материалов, например, нержавеющей стали с мягкой сталью, соединения элементов с разной толщиной стенки, теплопроводность каждого элемента отличается друг от друга, так что при сварке на постоянном токе требуется довольно высокий уровень навыков. Если к таким соединениям применяют дуговую сварку на низкочастотном импульсе, основной металл расплавляется сосредоточенно при пиковом токе и тем самым не склонен подвергаться влиянию теплопроводности. Поэтому при не очень высоком уровне навыков получается хороший результат сварки без большого труда. На рис 4.53 представлен пример результата стыкового соединения нержавеющих элементов, толщины стенки которых отличаются друг от друга. Кроме того в случае дуговой сварки на низкочастотном импульсе для управления расплавлением и затвердеванием основного металла можно устанавливать пиковый ток время и базовый ток/время отдельно, что способствует управлению обратным валиком и предотвращению провисания валика, и позволяет установку режима применительно к форме соединения, пространственному положению сварки и пр. На рис. 4.54 представлен пример шва во всестороннем пространственном положении сварки горизонтальных неповоротных труб. При этом сварка выполнена непрерывно, применительно к положению сварки переключая 6 режимов низкочастотного импульса. Можно перечислить другие особенности дуговой сварки на низкочастотном импульсе следующим образом; ü Расплавление и затвердевание основного металла повторяются, так что при большом зазоре в вершине разделки, смещении и пр. прожог не склонен происходить, что способствует исполнению сварки. ü Благодаря воздействию импульсного тока устойчивость и направленность дуги повышаются, что облегчает добавление присадочного материала. В частности, в случае сварки угловым швом можно использовать присадочный материал немного большего диаметра, что приносит больший эффект. ü Будет облегчено управление тепловложением, что приносит большой эффект в предотвращении несплавления, непровара, раковин и прочих дефектов. ü Будет расширен диапазон подходящего режима сварки, что уменьшает зависимость от навыков работников и физической усталости работника. Кроме того в. случае дуговой сварки на низкочастотном импульсе, как изложено выше в п. 4.5.3. сочетав ее с полуавтоматической горелкой для Аргонодуговой сварки, практикуется повышение обрабатываемости за счет изменения объема добавления присадочного материала в синхронизации с формой волны импульсного тока. 4-7-2 Дуговая сварка на среднечастотном импульсе Под духовой сваркой на среднечастотном импульсе подразумевается сварка, в которой за счет периодического изменения сварочного тока частотой от несколько десятков до несколько сот герц повышены направленность и сосредоточенность дуги для улучшения обрабатываемости. В связи с тем. что частота импульса велика, но сравнению с дуговой сваркой на низкочастотном импульсе не появляется ярко волнистый узор и отсутствует эффект управления тепловложением. По мере увеличения частоты импульса повышаются направленность и сосредоточенность дуги, но глубина проплавления проявляет тенденцию к уменьшению. Однако при добавлении присадочного металла ванна расплавленного металла не склонна к волнению, можно использовать присадочный металл большего диаметра по сравнению со сваркой па постоянном токе. Данный метод сварки не склонен подвергаться влиянию от сварки прихватками, даже при сильном токе увеличивает давление не так значительно, поэтому глубина ванны расплавленного металла относительно мала, что облегчает исполнение сварочных работ. Как пример дуговой сварки на среднечастотном импульсе на рис. 4.55 показан результат стыкового соединения нержавеющих листов особо тонкой стенки. Хотя толщина стенки равна 0,4 мм, получается правильный обратный валик. Кроме того, в полосе частоты импульсов 10 - 25 Гц вибрация ванны расплавленного металла и форма волны импульсного тока могут синхронизироваться друг с другом удачно и принести крайне однородный внешний вид сварного шва. Однако мерцание дуговых лучей, сопровождающее изменение тока, значительно заслоняет обзор, и к тому же ошибка в установке режима импульса, скорости сварки и пр. может привести к подрезу и пр. Поэтому данная полоса частоты импульсов применяется не так часто. 4-7-3 Дуговая сварка на высокочастотном импульсе Под дуговой сваркой па высокочастотном импульсе подразумевается сварка, в которой частота импульсов повышена еще больше с целью еще большего повышения направленности и сосредоточенности дуги и придания ванне расплавленного металла высокочастотную вибрацию. Как правило, частота импульсов составляет примерно 10-25 кГц, однако в случае частоты не более 17 кГц издается высокий режущий звук дуги. Изменение тока высокой частоты придает ванне расплавленного металла высокочастотную вибрацию, что приводит к смешиванию расплавленного металла и образованию аэрационных пузырьков и считается полезным для придания металлу мелкозернистой структуры, предотвращения образования раковин и пр. Дуга на слабом токе также значительно превосходит по сосредоточенности, даже при сварочном токе в среднем 1 А получается устойчивость дуги, что позволяет сваривать листы с особо тонкими стенками порядка 0,05 мм. Однако дуговая сварка на высокочастотном импульсе склонна подвергаться влиянию от длины сварочного кабеля, ее источник питания стоит очень дорого. Поэтому применение этого метода сварки ограничено единичными случаями. Отношение частоты импульсов с основными сварочными характеристиками приведено в табл. 4.6. В таблице границей низкочастотных импульсов и среднечастотных импульсов служит 5 Гц, а границей среднечастотных импульсов и высокочастотных импульсов служит 500 Гц. Но эти границы принимаются не так строго.
1 балл
-
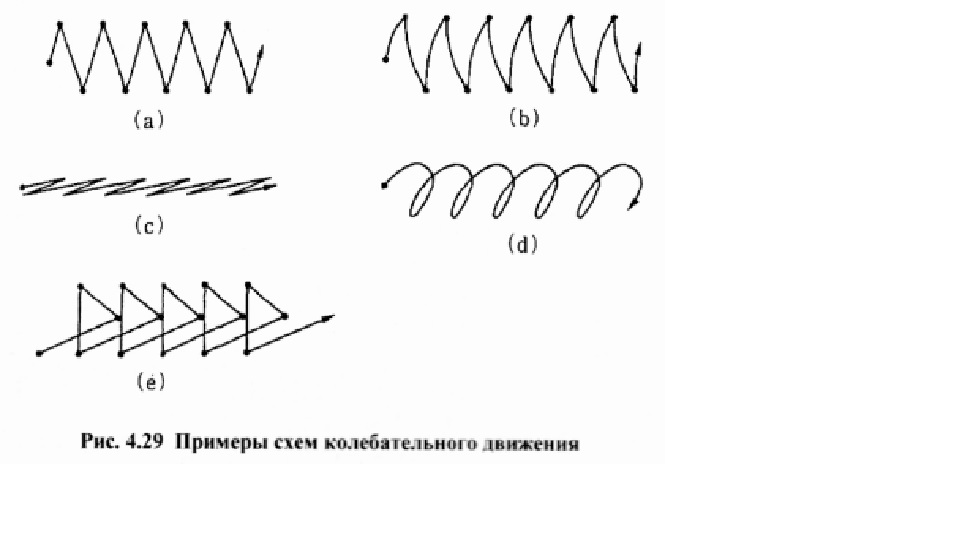
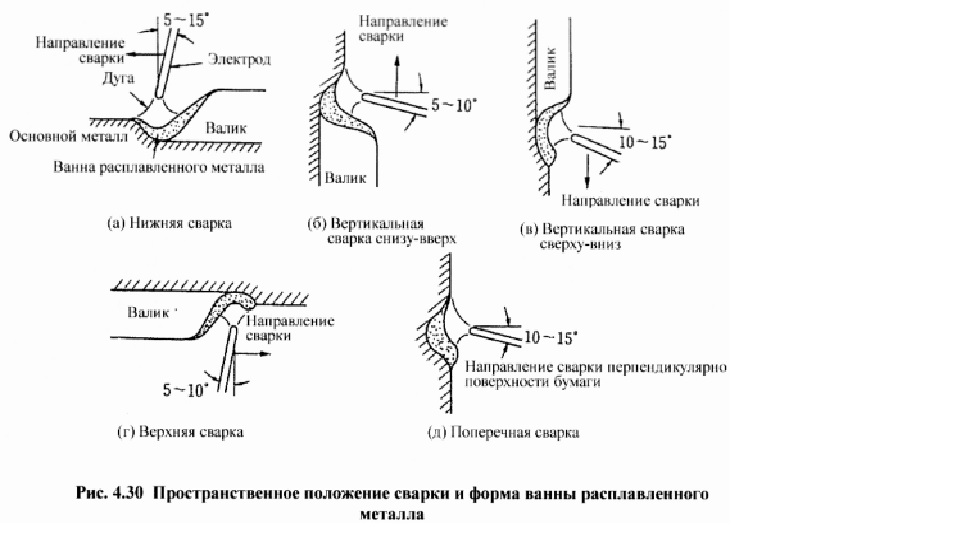
4-4-4 Колебательное движение Под колебательным движением подразумевается перемещение дути по определенной схеме периодически. Колебательное движение осуществляют при сварке с разделкой кромок, сварке угловым швом с большим катетом, в результате чего получаются сварочные швы с большой шириной. За счет колебания дуги тепло дуги рассеивается вокруг валика, сплавляемость валика и основного металла улучшается и тем самым можно предотвратить возникновение дефектов на поверхностях разделанной кромки, на краях лицевой поверхности шва и т.п. Кроме того, в случае вертикальной или поперечной сварки, если создают большое количество расплавленного металла в один прием, происходит вытекание части металла сварочной ванны под действием силы тяжести. Так что, создавая за счет колебательного движения валик с большой шириной и гонкой толщиной и давая расплавленному металлу затвердеть быстро, можно предотвратить вытекание части металла сварочной ванны. На рис. 4.29 представлены основные схемы колебательною движения, среди которых (с) - (с) применяются к дуговой сварке в среде углекислого газа, сварке металлическим электродом в среде газа, дуговой сварке покрытым электродом и т.д., но к Аргонодуговой сварке почти не применяется. При Аргонодуговой сварке обычно применяются схемы (а) и (b); (а) применяется при малой необходимости увеличения амплитуды колебания. (b) применяется при необходимости увеличения амплитуды колебания. Кроме того, на точках поворота колебательного движения, как правило, для полного расплавления основного металла перемещение дуги временно приостанавливают. 4-4-5 Влияние пространственного положения сварки Обрабатываемость намного зависит от пространственного положения сварки, такого как нижняя сварка, вертикальная сварка и верхняя сварка. Нижнюю сварку ведут, наклоняя горелку в сторон) валика углом 5-15° (углом вперед 5 - 15°). как представлено на рис. 4.30 (а). При обычной сварке передний конец дуги и передний конец ванны расплавленного металла идут вперед почти одновременно, так что относительно легко наблюдать сварной шов. Кроме того, не нужно учитывать вытекание расплавленного металла под действием силы тяжести, так что можно вести сварку на сильном токе, который сопровождается возрастанием ванны расплавленного металла, или на низкой скорости. Вертикальную сварку снизу-вверх ведут под углом вперед 5 - 10°, как представлено на рис. 4.30 (б). Расплавленный металл из-за силы тяжести склонен к провисанию, движение переднего конца дуги склонно опережать движение переднего конца ванны расплавленного металла, так что нужно замедлять скорость сварки по сравнению с нижней сваркой. Поскольку дуга опережает ванну расплавленного металла, проплавление углубляется, но валик имеет склонность к выпуклости вследствие провисания расплавленного металла. Если можно контролировать провисание расплавленного металла, качество шва получается удовлетворительным. Вертикальную сварку сверху-вниз ведут, наклоняя горелку к направлению перемещения горелки углом 10 - 15° (углом назад 10 - 15°), предотвращая провисание расплавленного металла, как покачано на рис. 4.30 (в). При большой ванне расплавленного металла происходит вытекание расплавленного металла, так что значительно увеличивать сварочный ток нельзя. Движение ванны расплавленного металла склонно опережать движение дуги, так что нужно относительно прибавить скорость сварки. Валик плосок, проплавление мелко. Поверхность обратного валика склонна к вогнутости. Верхнюю сварку ведут под углом 5 - 10° вперед, как покачано на рис. 4.30 (г). Расплавленный металл за счет своего поверхностного притяжения притягивается к основному металлу и не падает, но тем не менее, если ванна расплавленного металла становится слишком большой, сила тяжести будет превышать поверхностное натяжение и происходит вытекание расплавленного металла. Рекомендуется вести сварку, установив сварочный ток на относительно малую силу и немного снизив скорость сварки, чтобы движение переднего конца ванны расплавленного металла опережало движение переднею конца дуги. Проплавление мелко, валик немного приобретает выпуклость, обратной валик склонен к вогнутости так же, что и в вертикальной сварке сверху-вниз. Во многих случаях верхнюю сварку ведут, принимая неудобное положение, и при этом склонно происходить вытекание части металла сварочной ванны, так что, в общем, обрабатываемость очень плоха. В случае поперечной сварки, как показано па рис. 4.30 (д). верхний край валика склонен к провисанию и валик склонен приобретать форму с вогнутым верхним краем и выпуклым нижним краем (висячий валик). Так что сварку ведут, наклоняя горелку вниз углом 10 - 15° и тем самым сдерживая провисание расплавленного металла. Хотя невозможно создать большую ванну расплавленного металла как при нижней сварке, обрабатываемость относительно хороша. Основные характеристики при каждом пространственном положении сварки приведены в табл. 4.5. При этом нужно обращать внимание на то. что. если свариваемый участок наклоняется, даже нижняя сварка по своему свойству приближается к вертикальной сварке снизу-вверх или сверху-вниз в зависимости от того, наклон относится к восходящим или исходящим. Сварка TIG, в которой сварочный ток и величина добавления присадочного металла поддаются отдельной установке, но сравнению с дуговой сваркой в среде углекислого газа, дуговой сваркой покрытым электродом и прочими видами сварки плавящимся электродом имеет широкий диапазон устанавливаемого сварочного тока и широкий диапазон подбора режима в каждом пространственном положении сварки.
1 балл
-
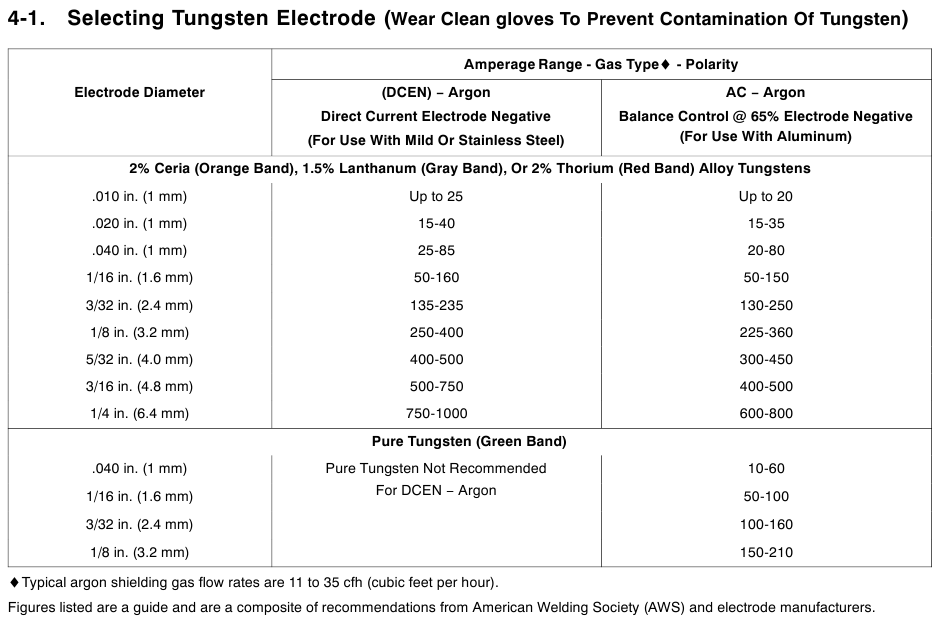
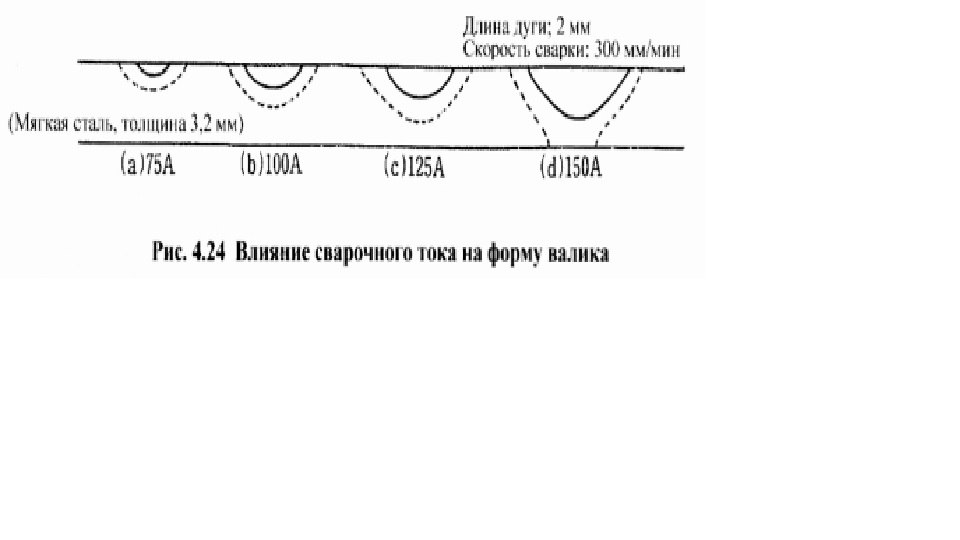
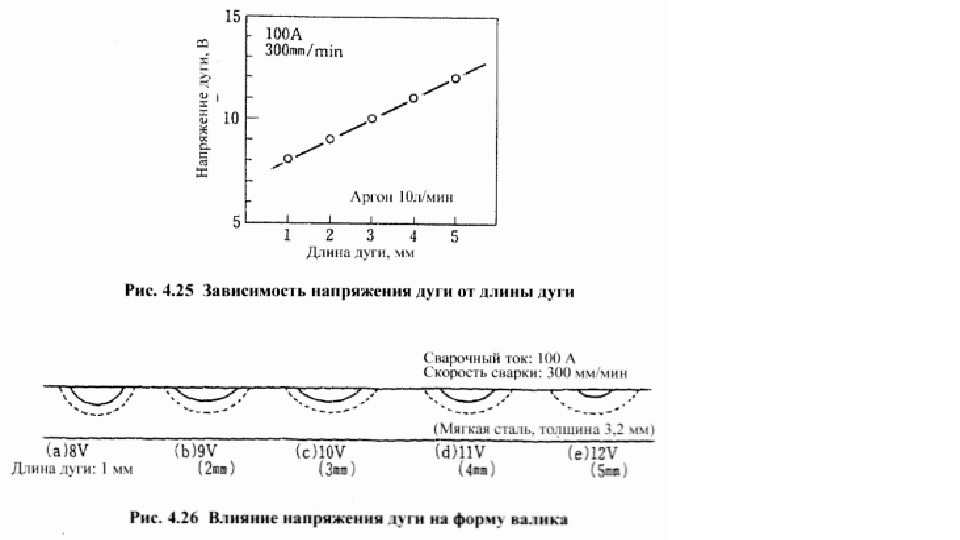
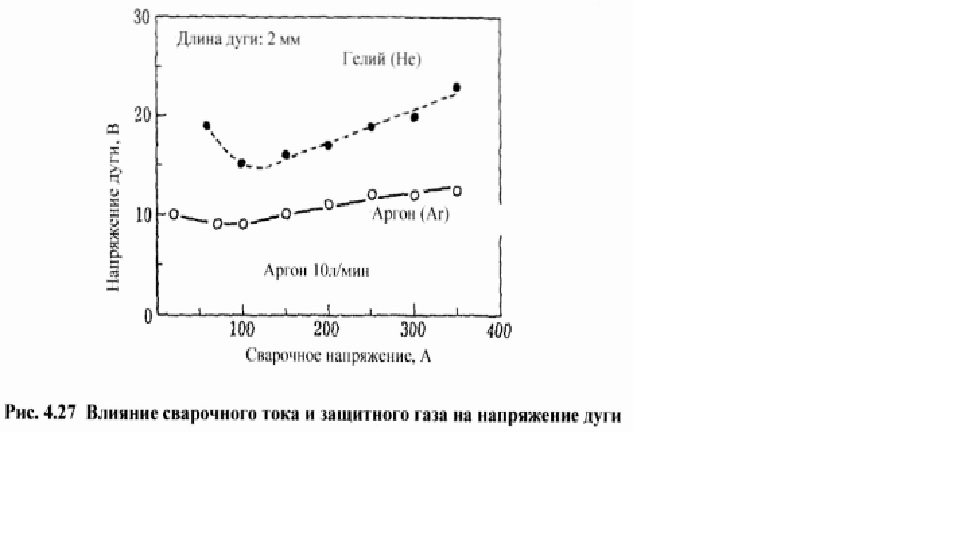
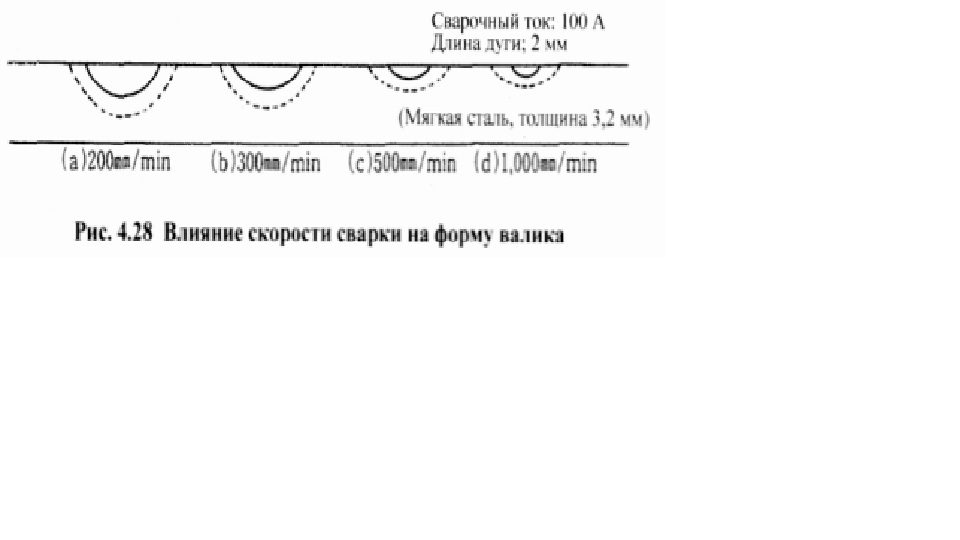
4-4 МЕТОД ВЫБОРА РЕЖИМА СВАРКИ 4-4-1 О сварочном токе Хотя режимы сварки различаются материалом и толщиной стенки основного металла, формой сварного соединения, уровнем квалификации работников и пр., в случае Аргонодуговой сварки можно перечислить 3 главных фактора, а именно сварочный ток. напряжение дуги и скорость сварки. Сварочный ток устанавливают рукояткой или ручкой, установленной на корпусе сварочного источника питания, ручкой на ручном пульте управления или другим типом регулятора тока. На регуляторе тока обозначен ориентир силы тока, но тем не менее желательно зажечь дугу заранее на другом листе и удостовериться о состоянии дуги. 13 случае сварочного источника питания с встроенным амперметром можно устанавливать или подтверждать силу тока легко, смотря на указатель амперметра, однако в случае источника питания без амперметра следует как можно быстрее понять состояние дуги, зависящее от силы тока, по опыту как можно скорее. В случае источника питания без амперметра можно измерять сварочный ток следующим образом. Различаются методы в переменном токе и в постоянном токе. В случае сварки па переменном токе удобно использовать амперметр зажимного типа. Этот амперметр оснащен кольцом для захватывания сварочного кабеля. Открывают это кольцо, заводят кабель в кольцо, снова закрывают кольцо, а затем ведут сварку, в процессе которой можно измерять сварочный ток. Имеются и амперметры такого же типа для постоянного тока, но не находят широкого применения. В случае сварки на постоянном токе подключают к сварочному кабелю шунт, выход шунта вводят в амперметр и тем самым ведут измерение. Шунт генерирует микронапряжение, пропорциональное силе тока. Зависимость формы валика от сварочного тока представлена на рис. 4.24. Отсюда видно, что по мере возрастания сварочного тока возрастает ширина валика и глубина проплавления. Чтобы различить подходящий сварочный ток, можно ориентироваться на то, что через 2-3 секунды после горения дуги образуется ванна расплавленного металла диаметром 3-5 мм. Если образованная ванна расплавленного металла меньше чем это значение, можно предположить, что установленный сварочный ток слишком слаб. Если образованная ванна расплавленного металла больше, чем это значение, сварочный ток слишком большой. 4-4-2 О напряжении дуги Напряжение дуги изменяется с изменением длины дуги, как показано на рис. 4.25. Чем длиннее становится дуга, тем выше становится напряжение дуги. Зависимость формы валика от напряжения дуги (или длины дуги) можно представить, как показано на рис. 4.26. Когда напряжение дуги низко (при короткой дуге), получается форма валика с узкой шириной и глубинным проплавлением. При возрастании напряжения дуги (при длинной дуге), ширина валика увеличивается и проплавление становится мельче. Дальнейшее увеличение напряжения дуги влечет за собой чрезмерное рассеяние тепловложения в основной металл, так что ширина валика становится узкой, проплавление становится еще мельче и, наконец, основной метал не будет поддаваться расплавлению. При обычной сварке длина дуги составляет примерно 2-4 мм. Кроме того, напряжение дуги изменяется в зависимости от сварочного тока и вида защитного газа, пример чего представлен на рис. 4.27. Имеется свойство того, что в зоне сварочного тока не менее 100 А по мере возрастания тока увеличивается напряжение дуги, в зоне 100 А и менее по мере уменьшения тока возрастает напряжение дуги При одинаковом сварочном токе и длине дуги напряжение дуги различается по виду защитного газа. По сравнению с аргоном гелий имеет склонность к захвату тепла от столба дуги и уходу с места, столько же велико его воздействие охлаждения дуги. Когда воздействие охлаждение велико, чтобы компенсировать его, требуется питание более мощной электроэнергии, так что при одинаковом сварочном токе и длине дуги напряжение дуги возрастает. То есть, если применять гелий в качестве защитного газа, по сравнению с аргоном ширина валика становиться больше, проплавление -глубже. 4-4-3 О скорости сварки Форма валика изменяется и за счет изменения скорости сварки, то есть по мере возрастания скорости, ширина валика уменьшается и проплавление становится мельче, как показано на рис. 4.28. Слишком высокая скорость сварки повлечет за собой подрез, неоднородность валика или прочие дефекты сварочного шва. Эти дефекты сварочного шва могут появиться еще быстрее по мере возрастания сварочного тока. Кроме того, следует обращать внимание на то, что при ручной сварке неравномерность скорости перемещения горелки повлечет за собой неоднородность валика, непровар и прочие дефекты. При Аргонодуговой сварке скорость сварки составляет, в общем, примерно 50 - 500 мм/мин.
1 балл