Лидеры

.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)


Популярный контент
Показан контент с высокой репутацией 11.02.2022 во всех областях
-
Кто-то ломает,мы восстанавливаем. Техника Боб Кат,тихоходная.Хотя делал подобное на комбайн и пока держит. Плакировка панч "светлый",далее наплавка,проковка,смотрины за температурой. р.с. кстати,наловчился работать двумя прутками 2,4мм. Сам пруток пополам(короткие удобней держать),а свободные кончики сварил и не так гуляют при подаче.
 6 баллов
6 баллов -
@kukushka, https://www.youtube.com/channel/UCpGTSv3eLmqacsPhygp3v3A3 балла
-
@morgmail, Пользуюсь. Тогда просто снял.
2 балла
-
@copich, данным постом я хотел выразить признательность Алексею Техсвар за его профессионализм. Жаль тебя, мне не за что похвалить.2 балла
-
Да !!! Блин спасибо большое Спасибо!!!! Искал и не нашел а Вы нашли . Ураааааааа!!!!! Обычные 60-е фильтра не плохи , наоборот самый лучший фильтр это с тремя полосками в нем много активированного угля и в паре с предфильтром он защищает от всего -можно и варить и красить и пилить одновременно . Но к сожалению под сварочный щиток они не лезут . Только 2138 и им подобные .2 балла
-
Дядьки я на Ютубе видосы скидываю, здесь как это сделать незнаю, канал Джими Тудеско подписывать ))) Привод электродвигатель на вращение(быстро греется, надо вентилятор рядом ставить) и на подачу второй. Сегодня начал наплавку 2 косяка у штанги изоляторы по торцам стоят прозевал и штанга прошла изолятором в подшипник и упёрлась наконечником во втулку соответственно КЗ штанги на массу аппарат вырубил подачу тока на проволоку сначала обматерил Станэксперт, потом разобрался что сам лапух, это на заметку! Второе наконечник и сопло Оооочень говеный Китай сопло на резьбе в эбонитовом изоляторе после прохода первого отверстия снять его получилось только раскурочив изолятор(надо было почистить от нагара и какуль). Ну и как бы ещё одно но это уже проблема аппарата Aurora skyway 350 я уже писал Константину в теме не просчитан он под 0,8 проволоку на синергетике нету нормального старта сначала просер 1-2 с потом только начинает варить а на наплавке эти 2 с превращают все в отстой, так же он во время процесса может начать срать. Завтра если успею снять все что сегодня насерел а там беда, попробую свой маленький п/а Эдон 185 без синергетики. По расточка ещё хотел добавить снимал Макс. до 1 мм, перемещение резца измерять удобнее штангенциркулем глубиномером между пяткой и борштангой регулируя зазор, фото добавлю в следующих постах.
2 балла
-
Мои VIPы поломали сегодня джойстик трактора. То ли ногами упирались, то ли еще чем....короче корпус треснул, а тут работа уплывает и деньги соответственно. Даже сами всем "колхозом" разобрали быстренько и над душой стояли пока не сварил. Взялся жестко зафиксировать, что б не увело, говорят не надо. Короче выгнал их и по быстрому заварил.... Погнали довольные.)))
2 балла
-
Нашел на Алике пульт с приемной платой и моторчик,родилась идея применить для сварки.2 балла
-
Начинаю осваивать МНРК ПИОНЕР-2 от Станэксперт, кому будет интересно можете ознакомится. Первое включение получилось на раме крепления отвала бульдозера Cat D6N XL,новый палец 76 мм отверстие 79 мм разбило порядка 3 мм, элипс получился. Сначала подготовка лепестковым диском после центровка штанги с помощью конусов на отцентрованую штангу ставлю подшипники передний задний и прихватка сваркой опорно-регулировочных болтов, после можно снимать конуса и устанавливать механизм подачи-вращения, ставится резец с вылетом примерно 5 десяток, металл достаточно крепкий поэтому 1 раз рисковать не стал. На 1 отверстие немного не рассчитал со скоростью подачи 10 и вращения 35 на 2 прибавил вращение до 50 уже намного чище получилось.
1 балл
-
Согласен. Тем паче Вы меняете какие то амперы у транзисторов, да ещё в первичной цепи инвертора, а сравниваете с током во вторичной цепи. Абсурд. Вы уж тогда мощность считайте, падение напряжения в открытом канале, учитывайте внутреннее сопротивление. Короче, не туда Вы полезли. Тем более с такими знаниями работы аппарата. Не в обиду, но от таких заявлений и вопросов люди смеяться будут.1 балл
-
@D Art Welder,мой Вам совет, не заморачивайтесь на изучении конструкции, аппарата. Это я Вам, как электронщик говорю. Всех нюансов все равно не учтёте. Много лет назад @morgmail выложил на форум обзор Веги. Мне она тоже доверия не внушила. Друг купил, ни на что не надеясь, прикола ради. Просто посмотреть. С тех пор эта Вега так у него и работает. Любимый клоп, как он говорит. Рядом Сварог, Хелви, но всю мелочевку он варит именно Вегой. Уже штук пять купил друзьям, мужикам со двора. Всегда к нему за советом идут. Пока ни один аппарат не крякнул. Оверман у него был, Сварог реал тоже брал, его тут же жестянщики выпросили. Алюминиевая проволока мягкая, её ролик, если не точно по профилю проволоки, мнет. Она из за этого канал дерет и в наконечнике заедает. https://www.welding-russia.ru/catalog.html?itemid=13175 Алюминий варят только в чистых инертных глазах, поскольку он активно взаимодействует с кислородом.1 балл
-
Это правда не аргоновая горелка, но.......она даже без водяного охлаждения и работают ею в рукавицах. Это акналог К-!6 Абикор Бинцеля, рассчитана на токи дл 1000А. https://www.binzel-abicor.com/RU/rus/products/accessories/electrode-holders-gouging-torches-and-gouging-electrodes/gouging-torches/ А вы со своими 150А переживаете ругу перегреть. )))))
1 балл
-
Как обещал хотел пояснить про установку резца. От вершины резца отмерять жутко не удобно намного проще от пятки расстояние до кромки борштанги, каждый раз прибавляя нужное количество десяток, не забывая что прибавка идёт на радиус т.е. прибавляя десятку, на диаметр получаем две а то я сначала давал по миллиметру получая 2 в итоге, возмущался почему садится резец так быстро. Китаец сегодня порадовал брал самый чмошный за 14 но как видите со своей задачей справляется не хуже 3-фазника. Проволока правдо у него закончилась опять в середине. Начал на бабину 5-ку с 15-ки дрелью перематывать сорвалась раскололась пополам, пришлось другую бабину пустую от 15-ки подрезать чтоб влезла в аппарат пару кг дрелью перемотал, чтоб моторчика полегче было ))) короче кино и немцы))).
1 балл
-
. Не, если всё так сурово, то я с вами согласен, я бы тоже не хотел себе в ПУКу горячую горелку. После такого не то, что пукать, а сидеть наверное неприятно... . Вы её хотя-бы до 40 разогреть смогите....1 балл
-
Средняя печка продолжает достраиваться. Сегодня утеплили потолок внутренней камеры положив 200мм базалита и перекрыли всё это дело двухскатной крышей. Железо пустили какое-то бэушное, но это не принципиально, потеплеет мы его покрасим судовой эмалью и оно лет 30 еще простоит. Зато экономненько получилось. Осталось подрезать по контуру и крыша будет прекрасна. .
1 балл
-
Человеческий фактор, может демонстратор не выспался у меня недавно был подобного рода конфуз, проводил демонстрацию аппаратика, выставил режим, зажигаю, а Амперов прям не хватает, нет проплавления и дуга слабее раз в 8 от выставленных значений. Сделал сброс до заводских - ситуация не изменилась, потыкался, помыкался, подключил другую горелку, на ней все ок, оказалось, что сам дурак, крутанул нечаянно резистор на первой горелке и ток снизился до минимального На все выяснения ушло около 15 минут, было неловко1 балл
-
скиньте ссыль на канал, не могу найти1 балл
-
По предварительным продувкам, я не раз сталкивался. Даже если сам сварщик чего понакрутит, потом забудет. Или потом ищет способ как откатиться на заводские настройки. А так же, аппарат ТИГ может зажечь дугу без газа. Так получается и тут надо производителя по мордасам отхлестать. Фигли он это не заблокировал?! Я понимаю, в ваших руках все должно быть идеальным. Ну так, я думаю, что если купить OTC у вас будут нарекания и к такому оборудованию, а оно уже за лям рублями перевалило. И опять будет производитель виноват, что личные ваши пожелания не учли. Мир он такой, он для всех крутится, а не лично ради вас. Это все бла бла бла... Я уже сказал что хотел сказать, более не вижу смысла переливать в пустую. На этом откланиваюсь.1 балл
-
Виктор, в вашем посте я понял, что благодарность Алексею акцентирована. Но зачем ругать производителя, мне не понятно, о чем я и написал. Можно не просто ругать или ворчать, а помочь если им конечно это нужно. Хотя бы с вашей стороны был бы шаг в этом направлении ... А закидывать бранью, всяк может. Вы, с вашими знаниями и умением, как мне казалось выше этого! Видимо, казалось... А насчет похвалы в мою сторону и не рассматривалось ибо не при чем тут я. Алексей молодец, что действительно догадался, а то оборудование просто бы прокаталось до сервиса и обратно. За что ему респект. P.S. вы работает на оборудовании определенного производителя. Значит ему можно или нужно помочь, если вы ему доверяете. А придраться можно абсолютно ко всему. Добрее надо быть, добрее.1 балл
-
Меня давно посетила мысль сделать смесь 90/10 из смеси 80/2, я тут уже где-то писал. Ну и вот воплотил. Сподвигло меня, что местный монополист по производству смесей заявил, что с нового года они баллоны старше 83г не принимают И пофиг, что ты их месяц назад у них же брал В другой конторе, которая возит газы из соседнего города, смесь откровенно плохая, слишком много углекислоты. Поэтому купил у них баллон с чистым аргоном и через простой тройник соединил с баллоном со смесью. Все отлично работает!
1 балл
-
важно чтобы пользователь понимал к чему стремиться и стоит ли вкладываться в заготовительное оборудование. В основном от обратного - шов должен скрыть все ранее полученные дефекты. Ну оно как бы и логично, там где дырка, там дополнительно наварим. Но это не работает, когда процесс становится не зависимым от сварщика.1 балл
-
повторяемость ни какая. С показометром, все же выставить ранее выбранные режимы легче, точнее быстрее, при условии, что номенклатура свариваемого относительно не большая. А крутилка это пальцем в небо. Но при хаотической номенклатуре свариваемого, этого будет более чем достаточно, крутилок, т.к. все равно каждый раз подбирать режим, по памяти даже с показометрами не выставить. Если конечно не ведется записи ранее выбранных параметров. Не раз встречал над аппаратом листочек с параметрами сварки. С тем же столкнулся, когда покупал себе пистолет для накачки шин. Вроде бы не дешевый пистолет, а манометр с гадкой градацией шкалы. Поэтому выбор был не простой, чтобы качество было и ценник не большой и шкала была соответствующая, а не 1,2,3 ... Атм.1 балл
-
мне все равно, что вы покупаете и у кого. Я сказал, а кто хотел услышать тот услышит, а остальные: все, в сад! В нашей стране привыкли искать крайнего. Об этом я и сказал, что начать надо с анализа, а потом уж и тыкать пальцем. И нет ни чего криминального, если сообщить производителю, если все же вы нашли проблему. А теперь про ваш выпад: что должен сделать и делать сварщик? Установить, закрепить свариваемую деталь, зафиксировать ее и кабель массы должен иметь качественный контакт. А то что это не всегда удобно или лень сварщику это сделать, это не проблема производителя.1 балл
-
Все лишь бы кого обругать. А что сам накосячил, это не в счет. Программисты не могут все и вся предвидеть. Программист делает прошивку под определенный алгоритм. Иногда доходит до абсурда, нажатия должны быть - строго определенная последовательность. Не то нажал и получил не известный результат. Это со временем лечится, если имеется массовость проблемы. Но в данном случае, что произошло, стечение обстоятельств. В целом аппарат не сгорел, ни чего страшного не произошло. Так что и пинать их сильно не стоит. А вот сообщить разработчикам можно было бы, чтобы они либо приняли сведения либо проигнорировали, это их дело.1 балл
-
@D Art Welder,я бы посоветовал в список добавить https://www.welding-russia.ru/catalog.html?itemid=23561. Из моих личных наблюдений Сварог и Вега чуток получше Авроры. Для гаража я бы Вегу взял. Удобный в настройках. Проволокой 0,6 любой из них варить будет. Насколько нужна, смотря что делать. Вы алюминий упоминали, по алюминию без импульса - только побаловаться. Кое что можно делать, но для этого надо купить аргон, пластиковый канал, ролик U образный. Оно того стоит? Нержавейку, смотря какие требования к шву. Если, чтобы не ржавело и не отваливается, можно не заморачиваться, 308 взять. Она наиболее распространена.1 балл
-
@bader, С днем рождения!1 балл
-
Ну не скажите, ПА через мои руки прошло конечно очень мало, но на всех режим РДС был шикарен с настройками форсожа и горстарта.1 балл
-
Пока ещё в полевых условиях не испытывал.но скорость моторчика вроде подходит. На Али можно найти и с регулировкой оборотов.1 балл
-
1) Лучше брать 200А, так как 200А=ПВ30% а ПВ100% у него будет - 160А скорее всего ну и если приклеить скотчем две купюры по 5тыс к уже купленному аппарату 160А он никак не станет 200А что обычно очень печалит когда 160А не хватает.. 3) ММА у полуавтоматов обычно кривой да редко кто кабеля перебрасывает поэтому ММА не нужен. 5) Дисплей вообще не важен, там цифры реальности всё равно не соответствуют никогда, а выставляешся обычно по углу поворота крутилок. 6) Вероятность того что вы будете пользовать проволоку 0,6 довольно низка. 8) В балоне смеси 80% аргона, стоимость как у аргона, обьем - 6м3. Углекислота обьем в баллоне - 12м3, остальную арифметику проведете сами.1 балл
-
Просто скопировал видео и вставил в текст. Но я уже пересмотрел всё, пользуйтесь респиратором во время покраски) Подписался.1 балл
-
@taras9482, https://aliexpress.ru/item/1005002066671140.html?spm=a2g2w.detail.0.0.66e3419bTmqQji&_evo_buckets=165609,165598,188871,224373,176818,194275&sku_id=12000018622796323&gps-id=pcDetailBottomMoreThisSeller&scm=1007.13339.169870.0&scm_id=1007.13339.169870.0&scm-url=1007.13339.169870.0&pvid=ac01a223-a08a-4e43-8ea2-e365dcf62c70&_t=gps-id:pcDetailBottomMoreThisSeller,scm-url:1007.13339.169870.0,pvid:ac01a223-a08a-4e43-8ea2-e365dcf62c70,tpp_buckets:21387%230%23233228%232 оно?1 балл
-
Зона износа где? Если то место которое под шлицевой(вплотную к ней), то я сильно не рекомендую туда сваркой лезть, лопнет потом деталь в этом месте при эксплуатации. Там только пылить или втулить. . Есть один не совсем стандартный способ завтулить такие места, когда проточить насквозь нельзя. вытачиваете канаву а в канаву точите разрезную втулку по типу как вкладыши на коленвал. Только подгонка должна быть идеальна, чтобы подшипник садился плотно но без черезмерного натяга, чтобы у него кольцо внутреннее не распирало. Но втулку подшипник должен сжать так, чтобы не шелохнулась при нагрузках. Хороший токарь вывезет. Втулка должна быть подкалена, канава ОБЯЗАТЕЛЬНО с галтелями!!! и везде сняты фаски и заполированы. . А со сваркой даже не лезьте туда и предупредите обязательно владельца что снимаете с себя любую ответственность. Ибо вытаскивать потом БТР с оборванным приводом оси из болота может быть очень очень дорого. У меня так токаря кардан задний починили один раз, что мне эвакуация с реки обошлась 250тыс рублей не считая разорванного переднего моста. Шел на блокировках по устью и порвало задний кардан по токарному стыку, соответственно сразу мост передний в хлам ибо 360лошадок это сила... И стою я в 300км от города в лесу посреди реки без единого приводного колеса из 6ти... глубина больше метра и песочек затягивает.... С мостом вся заморочка встала в 300тыс. И если бы подобное произошло у меня на БТР после того как вы мне починили сваркой полуось.... Я бы с Вас эту сумму бы вытряс однозначно.... Поэтому сразу открещивайтесь от ответственности, эту деталь в принципе и купить не такая то и проблема новую...1 балл
-
В Петербурге есть контора sekirus, к ним можно с образцами приехать по согласованию1 балл
-
в Москве не подскажу. Были на выставке разные представители в частности из Питера. Применяют источники от IPG. И множество других продавцов, но т.к. ни кто ни чего толком не мог рассказать, то пока не сталь акцентировать внимание на этом вопросе. Мощность лазера зависит от вашей задачи, а точнее от толщины планируемой сварки. По источнику, посмотрите ютуб канал Люции. Она демонстрировала источник питерский. Там может и название будет источника. Почему питерские мне больше запомнились, т.к. по сервису вроде бы как на период ремонта головы лазерной они предоставляют подменную. В отличии от остальных, менеджер этой компании хоть что-то внятное мог сказать.1 балл
-
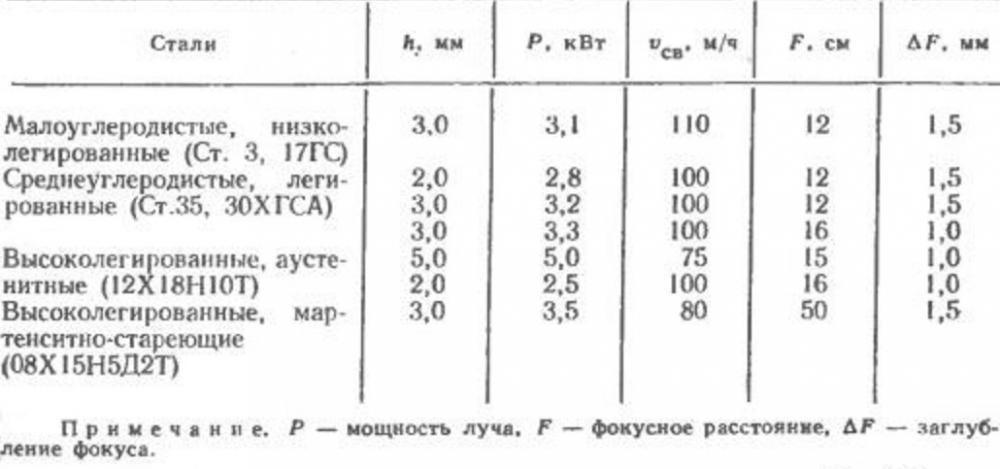
@NikOtiN, это старые данные какие-то, современные оптоволоконные лазеры дают более концентрированный пучок. Не так давно с товарищем из германии обсуждали сварку магистральных трубопроводов лазером, он там учится, им просто показывали установку. Так вот, там толщина стенки больше 20 мм (24 или 28, не помню точно), а выходная мощность луча максимальная всего 10 кВт. Сварка там без присадка, автоматическая, своим телом, без защитного газа вообще. @TugoDum, пока технология безумно дорогая, в плане оборудования, с ростом мощности лазера, каждый кВт мощности - увеличивает стоимость в геометрической прогрессии. Ручные варианты имеют место быть только в сварке очень тонких металлов. Для сварки герметичных трубопроводов и т.п. такая сварка возможна пока только в автоматическом режиме.1 балл
-
Вот табличные значения режимов для разных сталей, где-то попадалось условное обобщение что для сварки стали нужно 1кВт на каждый 1мм толщины.
1 балл
-
Раз уж тут речь зашла про пакистанских самоделкиных, тут на глаза попалось видео, как восстанавливают выкрошенный зуб на хвостовике ГП какого-то грузовика. Если даже не принимать во внимание методы постобработки, болгаркой на глазок, то насколько реально восстановить такое повреждение? Естественно, используя правильный техпроцесс. Кстати, они используют весьма интересные электроды филиппинского производителя, NIHONWELD NHF-650: В составе: Mn - 1.35%, Cr - 4.12%, Mo - 7.70%, V - 1.90%, W - 2.20%. ЗЫ: Перед просмотром лучше убрать от экрана беременных женщин и детей.1 балл
-
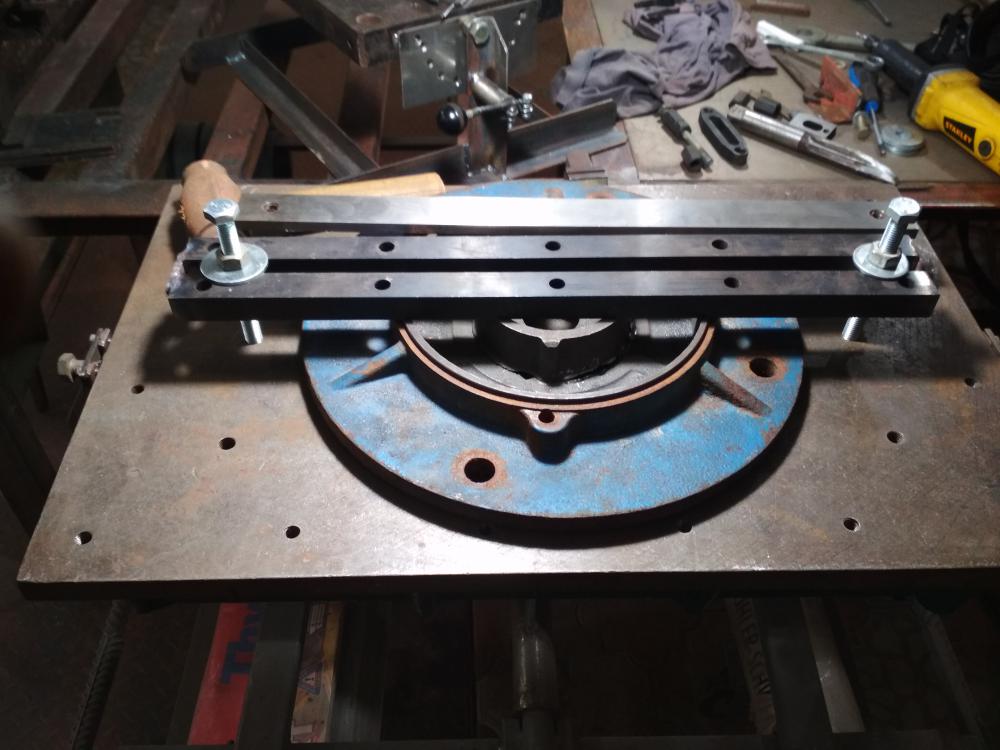
Фланец электродвигателя 50квт. Цена у них немилосердная, наверное за 100тыс и выше. Разломали его ремонтники. Достать эту дешевую деталь проблематично. Здесь возможны различные варианты ремонта, но остановлюсь на сварке. Это очень сложная сварка. Толщина стенки 5 мм. Общий подогрев ничего не дает, бесполезен - скорость охлаждения частей детали разная. Половину диаметра полуавтоматом - это не вызовет затруднений, а вот вторая половина диаметра вызовет. Повозиться придется.
1 балл
-
Немного странное общение на форуме наблюдается (уже не первый раз): сам поинтересовался-сам же и ответил добывая информацию правдами и неправдами затрачивая много времени... Типоразмер роликов 30х10х12. Благодарю Алексея (tehsvar)-ответил в личке. От 0,8 до 1,2 проблем с приобретением нет (Россия,Китай). С 0,6 дела хуже: Китай согласен сделать от 50 шт. Нашел что-то похожее по виду от Fubag: естественно никто не может сказать типоразмер..Приедут ролики -померяю.Или заберу или возврат. Собственно из-за чего сыр-бор :аппарат уже почти как неделю приехал. За это время часа 3 всего удалось его покрутить:завал с работой осенний начался (за холодную неделю осени сделаем всё на что весны-лета не хватило). Первое впечатление: какой аппарат длинный.На картинке он меньше выглядит. Проблем с настройками практически не было. В нагляк на кислоте даблпульс включил: разобраться с настройками.Получилось без особых проблем -что за что отвечает и регулирует. Качества шва естественно никакого,да и не ставил пока целью. Чуть не забыл: для пятишек -резиновое кольцо с внутренней стороны и кусок серой трубы (50 мм) разрезанной вдоль с наружней. В общем -доволен. Есть пара вопросов: окончательно оформятся (может просто покрутить еще надо п/а) -озвучу.1 балл