Лидеры




Популярный контент
Показан контент с высокой репутацией 29.09.2021 во всех областях
-
Сколько волка слесаря не корми, дай в стружку что-нибудь превратить. И так восемь раз. Прицепы ремонтируем,мелочь всякую исправляю. Трапы сварил.
 11 баллов
11 баллов -
@Skip2mylou,доброго времени суток. У вас усадочная раковина и формируется она по причине того, что наплавленный металл быстрее остывает по краям и кристаллизуется нежели в центре последней капли. Края при остывании начинают тянуть металл шва на себя и в результате посредине, где масса еще не остыла, образуется просадочная воронка. Это дефект плох по двум причинам: как концентратор напряжений и на больших катетах при увеличеном рассмотрении в центре кратера виден разрыв(трещина) металла шва. Решается двумя способами: как вы и написали выше- манипуляцией с возвратом горелки. А вот второй способ зависит от умения сварщика видеть формирование сварочной ванны и вОвремя успеть внести каплю в еще не остывший кратер. Короче цмыкнуть кнопкой еще раз. Для начала это делается на счет: закончили участок -горелку не убираем а про себя считаем "раз" и делаем короткое повторное нажатие. Такой способ работает и при сварке швеллеров без выводных планок, разве что щелкать приходится пару-тройку раз.4 балла
-
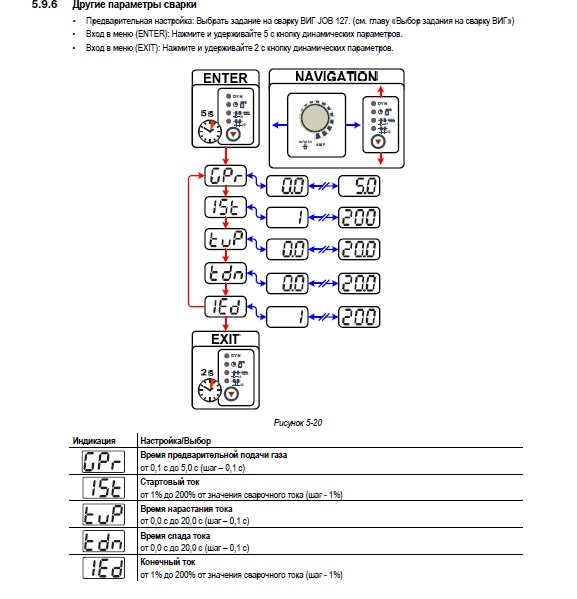
Игорь , вот в свое время ты знаешь почему я не взял EWMку , да все просто , заморочная она в настройках и Меркле в 10раз проще . В общем ребятки что то не то настраивают да и 100А для 4мм маловато будет а вот проволочка и 0.8мм сгодиться . скорее надо заходить во второе меню и там копаться с током окончания и временем окончания и не надо не каких манипуляций горелкой . Вот посмотри и если есть нормальный спад то нет проблем .
3 балла
-
Сегодня был свободный день.Непривычно...нечем себя занять.Одна чугуняка греется,другая остывает. Скучно. Попробовал опрессовать стаканчик под толстостенный шланг 10мм "поженить" с елкой и шлангом толстостенным на 8мм(G6). Кримпер 8-ми кулачковый позволяет поизголяться...
3 балла
-
3 балла
-
Есть и по толщине металла синергетика. Может это и удобно, но по сути не нужно. Я понимаю ещё синергетика в пульс или даблпульс, при сварке люмишки. Там да, помогает. А на черняге намного проще и быстрее самому настроить аппарат под себя. Ведь программы пишет тоже человек и он пишет их под свои руки и понятия. А у каждого стиль сварки (как стиль вождения) отличается. Кто-то любит мягкую дугу, кто-то более жёсткую.3 балла
-
Один тазик выволокли ...второй пошел )))
3 балла
-
Ох, видно цены на ремонт неподьемные становятся, народ на ТАКОЕ пересаживаться сталкак говорится, наш ответ Чемберлену
3 балла
-
Мой владелец самокатов в азарт вошел....еще 150 шт. заказал ))))2 балла
-
@Дмитрий Е, "Индуктивность„ - это скорость нарастания тока КЗ. Регулируется, причем в достаточно широком диапазоне. Если не ошибаюсь, она только в ручную и регулируется. Что касается синергетики, она просто задает нужное соотношение скорости подачи и напряжения под заданный диаметр проволоки для обеспечения стабильного режима работы. Дальше коррекция под конкретные условия. В принципе удобно. В ручном режиме приходится делать то же самое, только по памяти. В смысле, по своей.2 балла
-
2 балла
-
попробуйте финишную длину дуги сделать длиннее при заварке кратера.не знаю.я работаю в С4Т.но аппарат другой. думаю что у вас должен быть такой режим. там и длину дугу выставить можно и процент тока. по отношению к базе.и отжиг длиннее поставте.попробуйте может поможет.надеюсь.я 4 мм как правило 120-140 ампер варю. правда в пульсе.100 маловато будет. а вот проволока 0.8 самое то. до 5-6 мм. ИМХО.1 балл
-
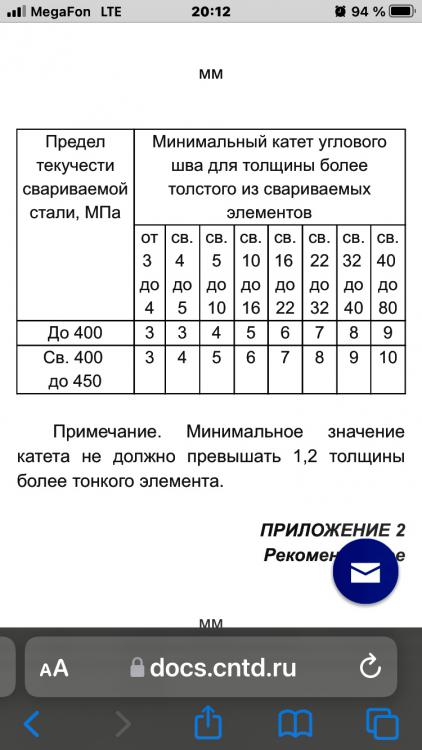
@copich,по поводу технологии,по мне так катет излишне завышен
1 балл
-
@Skip2mylou, А почему 0,8 а не 1мм? Попробуйте добавить подачу при том же напряжение, иногда бывает, что из-за нехватки металла (проволоки) идёт усадка и трещина, в вашем случае пора, жопа куриная.1 балл
-
@copich,осталось робота собрать и сидеть на завалинке с бычком деньги зарабатывать.1 балл
-
@SergDemin, если говорить, что мне вот такой дали, то да и им выполню работу. Но если себе покупать, то лучше сразу с "фишками" брать, чем без них. Если аппарат на раз два в год, можно конечно обойтись простым но как Вы сказали с отвечающим функционалом во всем диапазоне, что заложено в аппарате и требуется для решения задач. Но если покупается аппарат для работ куда чаще, значит ЭТО инструмент ДЛЯ ЗАРАБОТКА, значит это как ШКОЛА, где дают основы и это вложение в будущее применение, т.е. на этом зарабатываем, а не просто поиграться в компьютерные игры и забыть как приевшееся и надоевшееся. Мне нравится выполнять работу когда все под рукой и в удобных условиях. Если что-то раздражает, то так или иначе это накладывает негатив на конечный результат, "и так сойдет", что лично в моих убеждениях не принимается мною же. Я себе собрал (именно собрал) ТР220, теперь и у меня есть. И уже применял его, с удовольствием выполняя работу на даче шлагбаумы отремонтировал. Хотя и китайский МИГ есть был (отдал знакомому), но ... я знаю как можно и мне было не очень с ним комфортно работать. При этом он выполнял работу и результат в виде ЧПУ он сделал (раму и все что с ней связано). Сам ЧПУ в центре фото разместился. Станок работает, швы не разваливаются. Т.е. работа выполнена как надо, результат полностью достигнут и без фишечек удобных. Можно? Можно! Но хочется лучше и быстрее, поэтому теперь есть ТР220.
1 балл
-
Вопрос не в том, отказываться или нет. Вопрос в том, насколько это необходимо и стоит ли при выборе ПА упираться в наличие толщины металла в синергетике. На мой взгляд, на первом месте сварочные характеристики, насколько широк диапазон стабильного режима, а он у разных ПА отличается, насколько хорошо себя ведёт регулировка индуктивности, качество подавали. На втором месте воспроизводимость режима, то есть наличие хотя бы цифровых шкал. И уже на третьем разные вкусняшки - синергетика, память. Кстати говоря, по мне память нужнее синергетики. Только не бывает аппаратов с памятью и без синергетики. Понятно, почему. Ну и вопрос цены наличия вкусняшек. Хотя потихоньку они становятся практически бесплатным приложением к силовой.1 балл
-
а по мне нужно. Я не каждый день стою со сварочной горелкой и даже на черняге, мне проще когда "базу" выставил на дисплее и от нее уже отталкиваешься. И железок меньше переводишь и ближе к результату, чем совершенно с нуля крутить. Так же зная особенность аппарата, в зависимости от того "кто писал под себя", знаешь, что вот тут можно сразу надбавить, а вот тут можно чуть меньше выбрать. Если на заводе каждый день одно и тоже из номенклатуры, то в линейном режиме на панели стоят отметины маркером у сварщиков. А лично мне проще от дисплея отталкиваться и именно от толщины материала, т.к. это известно, как что это черняга. нерж или алюм и так же толщина мне известна (штангенциркуль ни кто не отменял). Может в некоторых моментах и в ТИГ это удобно. Но с ТИГ немного проще, там без "насира" железа при пробе. Зачем отказываться от того, что упрощает работу, если этим можно пользоваться? Это как при предложении смартфона отказываться от него и покупать кнопочный телефон или даже без него можно обойтись, так же от электронной почты, месенджеров и прочее и прочее. И вместо УШМ можно ножовкой, напильником решить задачу. Только сколько будет потрачено времени на решение той же задачи?1 балл
-
@Георгий 11, на сдачу можно взять.1 балл
-
@Рудольф Шнапс,и недорого совсем).1 балл
-
4047. В один проход.( Так что неугадал ) Продавливал ванну, без подварки с внутренней стороны. " Губы негра" фрезером убрал.1 балл
-
Позвонили знакомые , с просьбой помочь в ремонте поддона.Вечером привезли, со свежим швом и трещиной новой.от кадилака какого-то. Начал расспрашивать хозяина о обстоятельствах появления трещин:- Наехал на камень, отдал в ремонт сварщику которого порекомендовали на СТО, попытка заварить и сразу появление новой с характерным звуком. Вынесли вердикт " Не варится" и сказали заказать в штатах. Где мы и где штаты? Стоимость и время доставки большие, вот посоветовали к вам обратиться. На досуге поразмышлял немного и утром ,в субботу, приступил к работе. Начал прогревать, для удаления остатков масла, и услышал хруст, останавливаюсь засверливаю окончание трещин и по стружке понимаю о высокой твёрдости сплава. Прогрев в массе,для удаления остаточных напряжений, постепенное охлаждение в мин.вате. После остывания разделка, пред.подогрев и сварка, после сварки нагрев и медленное остывание. В воскресение проверка мел-керосин, показало небольшую течь, подварил( с прогревом) и после повторной проверки-герметичность восстановлена.
1 балл
-
У япошек тоже есть смекалка1 балл
-
Сегодня пробовал в работе Migatronic Rallymig 161i, который когда-то принадлежал одному из наших товарищей по форуму, ныне здравствующему. Для пробы решил сварить знакомым шведскую стенку. И, конечно, "прощай молодость" была весьма кстати.1 балл
-
будет Chateau Margaux, ужО булькает закуска готова…
1 балл
-
Коллеги, есть российский производитель, находится в Котельниче, это 100 км от Кирова, ТопВелд, сам на них периодически работаю, достойная продукция, цена с завода-от 128 руб Компания с иностранным капиталом(Китай) но сырье и и менеджмент-россияне. Могу дать контакты. Офис в Кирове.Омедненка и полировка.0,8/1/1,2 08Г2С/ER70S-61 балл
-
Вот интересная статья с сайта линкольн електрик про самозащитные проволоки (модератору: статья не моя, НИГДЕ, НИКАКИЕ свои ресурсы не рекламирую, да их и нет, кроме мыла). Вообще по разнообразию самозащитных проволок у буржуев, становиться грустно и завидно. Я искал самозащитную по нержавейки в продаже, нашел только на одном сайте, так цену у них так и не смог узнать Основы сварки самозащитными порошковыми проволоками.pdf1 балл
-
@Salavat3000, http://tokyo-boeki.ru/equipment/industrial-equipment/denyo/dizelnyie-svarochnyie-agregatyi/ Это российское представительство этих агрегатов. Им напишите.1 балл
-
Классные эти сварочные агрегаты. Пришлось поработать такими как то. Варять отлично, пульты маленькие удобные. Заводятся как легковушка. Работает тихо, в инструменталке тепло от их воздуха от радиатора. Обороты автоматически убавляются прибавляются в зависимости от нагрузки. Если масло менять время пришло, просто тупо - не заводятся. Эх японцы - молодцы, что еще скажешь. Аппараты просто огонь...1 балл
-
@ЛехаКолыма, вот сколько видео не смотрю... все они какие то не такие=) швы как ужасными электродами с ужасными руками1 балл








.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)