Лидеры




Популярный контент
Показан контент с высокой репутацией 24.06.2021 во всех областях
-
Почитал тему... Опять срач развели на пустом месте В первоначальном сообщении со скрина от товарища @Ganimed, - нет ни чего криминального, это объяснение физики на пальцах. Лично мне понятно о чем речь и что это вырвано из контекста. На толстом электроде хоть как его точи площадь ионизации будет больше и дуга шире. Просто когда мы варим, мы компенсируем размер пятна нагрева - расстоянием до детали, скоростью сварки, в общем моторикой. Если дадите новичку поварить электродом 1,6 и 3,2, то поверьте, он сразу почувствует разницу, потому как нет еще навыка контроля ванны, а не своих рук При прочих равных, т.е. при одинаковом угле заточки и одинаковом расстоянии до заготовки - электрод меньшего диаметра прожгет дыру быстрее. Это если говорить про ТИГ сварку на постоянном токе.7 баллов
-
Согласен , но вот заказчик "спешил" и может от сего ,,,,,, я на "спешку" заказчика не ведусь и если его мое время не устраивает то к другому ....... но обычно "спешка" пропадает и говорят делай как знаешь. Ну и сегодня есть чуток что показать ,,,,, центрифуга от Скания лопнула и давление не причем болталась она у них резиночка выскочила из под колпака и результат , плохо обслуживают технику а она частная и должны относиться бережно. И так трещинка и ювелирная работа без присадка и последний не допустим дисбаланс будет а там обороты до 200тыс\мин . Подкрылок с той же Скании Ну и Меркле что выставили то и отдал - разница ничтожна 3А . Ну и на завтра загружен материал под трап на яхту типа Казанка ,,,, друг привез лет 25 не виделись попили пивка на берегу и поболтали к вечеру жара чуток спала ,,, в обед было в тени 40
 7 баллов
7 баллов -
Что то мне сдается что Вы засланы. На данном моменте своего обучения я даже не знаю на каком токе я свариваю. Если меня не устроит, что электрод слишком тонкий быстро обгорает, значит ток слишком большой для него, поставлю более толстый электрод и все и повлиять на сварку это не должно. Если работать без педали и видно что току многовато то я либо остановлюсь и убавлю ток либо повышу скорость сварки ( на спаде пока не научился работать, да и на моем аппарате он как то не так работает). Мне кажется что Вы просто не держали в руках горелки.6 баллов
-
Раввин не одобрит, стало быть бизнес-центр не кошерный. А значит гешефта там не будет- кому ты его сдашь? А сварщику придется оплачивать простой.6 баллов
-
При чем тут строительные металлоконструкции и ТИГ? Я могу трубку кондиционера варить вольфрамом 3.2, когда лень комплектуху переставлять ну некомфортно, не более.6 баллов
-
Жарко у вас тут!!! Ну и сразу про точки Георгия , да все просто чуток увеличенная (расстояние) дуга даст большую точку , совсем коротенькая даст меньшую точку даже еще меньше чем у Георгия . Ээээ это мы в гараже выбираем электрод , на приличном предприятии все расписано от токов , длины шва за один проход , диаметр электрода -вольфрама и так далее и хошь не хошь сварщик становиться даже лучше робота (ручная работа всегда была выше по всем параметрам ) и строго выполняет тех задание . Вот на Атом маш в Электростали в начале смены сварщик наплавляет "бочонок" и его на экспресс анализ и после этого если все в норме - допуск на сваривание изделий . Вот почему все таки указаны и довольно точно как в нашей так и в зарубежной литературе токи оТ и дО для каждого диаметра электрода ,,, да все просто и даже если не верно выбран диаметр электрода на постоянном токе ( про переменку можно промолчать и тут и так все на лицо) например в меньшую сторону то во шве будут вольфрамовые включения кои не допустимы в принципе и для "гаражных швов" а для атом маша и ВПК тем паче . Так что прожечь не прожжешь 1.6мм и можно ток не убавлять от 3.4ММ , но все зависит от длины дуги , ловкости сварщика и т.д. , но все таки стоит придерживаться книжных рекомендаций . ЗЫ вот вчера привезли под Казанку http://websvarka.ru/talk/topic/14981-budni-svarschika-s-illiustratciiami/?p=459507 , но выложу тут и как раз разговор пойдет о вольфраме и поджиге . И так вольфрам WZ8 3ММ , ток на аппарате от 76 до 150А , так вот пока я сию лестницу варил весь исплевался и источил 150ММ нового электрода до коротышки в 15ММ , работал 3 часа , каждый пятый поджиг переточка так как вольфрам по нормам в полном порядке , но дуга зажигается не совсем адекватная (пердящая) коя не плавит и только отнимает время сварщика . Вот и вспомнил я свой Genesis2200AC/dc добрым словом и сию работу бы сделал им за час и вольфрама бы израсходовал максимум 10мм .
5 баллов
-
@Ganimed,Я так то и сам отделочник в прошлом.Я не понимаю,как на таких больших конструкциях большую роль будет играть диаметр вольфрама и о каких размазанных швах речь.И почему они обязательно от вольфрама не той системы должны развалиться.Тройкой можно сварить и 0,3 мм металл и 30 мм и в обоих случаях будет все норм.Хотя я и не агитируют так делать.4 балла
-
Сегодня полнолуние.4 балла
-
а при чём тут поджиг и диаметр электрода.у копича спросите.он сильнее в теме как работает поджиг.насрать какой электрод поджигать.а вот варить на каком электроде разница возможно есть.я варю на 2.4 мм.до 5 мм нормально.вообще не пониманию в чём спор?.в том что на табло написано.херня всё это.даже разница температуры окружающей среды даёт о себе знать.10 градусов на плюс и ты уже ток уменьшаешь.ампер на 5-8.а там смотришь ванну и решаешь как варить дальше.в чём спор то???? в диаметре электрода?ещё раз повтарюсь.опытному сварщику диаметр не важен.важно как идёт проплавление металла и направленность дуги.ИМХО.вот вас занесло не по детски.ржу не могу.удачи.4 балла
-
Не прошло и трёх лет, как руки до посудной сушилки дошли. Года три назад пруток купил. По уму контактной сваркой варится и на листогибе гнется. Нет у меня ни того ни другого. Поэтому по колхозному.
4 балла
-
Устроился на работу, зарабатываю на новые ПА и аргонник, (предвижу вопрос, а где старые? Украли.) Восстановили пару буров, оказывается у них ценник огого, вот и восстанавливаем таким способом как на фото, обваривается сплошняком с обоих сторон УОНИ 55, когда рёбра на арматуре сотрутся, наплавим Т 620, ну а зубы новые ставим.
4 балла
-
я электрод подбираю из расчёта комфортной сварки для себя.руки и дуга.вот основа.считаю что это правильно.показатель сварочная ванна.если не нравится и не комфортно.то всегда можно поменять электрод.для себя как оптимал по ляминию 2.4. по нерже 2.0.по работе больше 5 мм не варю.долго всё это и накладно.благодаря возможности аппаратов миг маг 90% выполняю как правило им.быстро дёшево и сердито.но это только с опытом.так что тема интересная.каждый варит по своему.кто быстрее кто медление.в сварке что тиг что миг самое главное комфорт и понимание процесса.на самом деле электрод ни о чём.на заводах что дали тем и пользуются.у них как правило нет выбора.приходится подстраиваться.частнику проще.он сам покупает то что считает необходимым.самое главное проплавление материала.а дураку дай сварочный аппарат так тот такого наварит.жесть.пока не поймёшь не поможет.я на цифры ориентируюсь приблизительно.а там корректировка в помощь.так что каждому свой электрод .у меня в своё время рабочий работал.на плазму его поставил.так он себе руку прохерачил плазмой.на вопрос зачем???ответ был прост.хотел попробовать пробьёт руку или нет.раньше он работал на молоковозе.и такое бывает.3 балла
-
@G_Kar,Пожалейте коллег,сварщики меди и так смертники,ещё и торированный электрод.3 балла
-
Ещё немного лестниц , уже к морю) толщина металла отдельных узлов 40 мм
3 балла
-
@Ganimed,а что еще говорить?Я чего смог сказал,внятных ответов не услышал.Конечно откланивайтесь,чего вам тут делать.3 балла
-
@Ganimed, от предмета разговора Вы постоянно съезжаете на мма или ещё куда-то. Внимательно прочитайте название этой темы.3 балла
-
Пардон, перепутал кому отвечаю ) Как удалить цитату при редактировании - не понял. Да похоже человек о тиг сварке только читал, на ютубе смотрел, не более )3 балла
-
@Ganimed,да просто непонятна сама логика темы спора.Под нержу у меня эл-ды 2 мм.,токи от 40А до 230А в пульсе пик,проблемы никакой не увидел.По алюминию тоже 2 мм. и 3,2 мм.,но тут понятней,что на большом токе 2 мм.просто сгорит,хотя иногда 3,2 мм использую и на 40А.Если исходить из толщины выбираемого эл-да,то не могу представить как можно испортить изделие из за этого?Понятно,что толстым эл-м некомфортно работать на малом токе,относительно тонкого эл-да,но испортить изделие из за этого,не пойму как.3 балла
-
Ууу, баттхёрт пошёл снова))) Один вопрос. Какое слово заретушировано на скрине? По теме. Не в курсе всей предшествующей переписке, но тон сообщения на скриншоте - крайне высокомерный, надменный и заносчивый. А концовка ("Так понятно?") так вообще читается как "Пшёл на хрен, салага! Закрой пасть и поклонись мне в пояс за то, что я снизошёл до ответа такой амёбе, как ты..." Опять же, я не в курсе ВСЕЙ дискуссии, с цитаты которой начался этот нервный разговор )))))) "5"!3 балла
-
Помпа помирает, либо забит радиатор, либо термостат подклинивает. Если машина греется сильно, а печка греет хуже, то явно проблема в радиаторе печки, либо он забит, либо завоздушен. Хотя зная гениальную конструкцию печки на этих авто, я бы начал проверку с заслонки, которая перекрывает поток в обход печки. По поводу перегрева - начать с того, что продуть радиатор снаружи и проверить термостат, он может не до конца открываться. Если не поможет, то помпа.3 балла
-
- Чем футболист отличается от пирата?.. - У пирата только одна нога деревянная! Корреспондент берёт интервью у Пеле. - Как вы думаете, сборная Бразилии 1970 года смогла бы выиграть у сегодняшней сборной России? - Конечно! - И с каким счётом? - 1:0. - Всего-то?! - Ну, нам всем, как-никак - уже далеко за семьдесят..3 балла
-
@Дед мазай,@Kurt1, ребята, эти вещи лучше всего харрисом нолевкой тиг пайкой делать... не нагреваешь сильно и работа точная... у меня на ютюбе где то было.
3 балла
-
Ремонт кабины КамАЗа, часть 2-я. Левая сторона получше, но чинить тоже надо.Выяснил размер ремонта
3 балла
-
Дело близится к укладке крыши поэтому решено было затащить на свои места станки которым пришлось ждать этого момента полтора года на улице. Нам очень их не хватало в работе, надеюсь в скорости мы их запустим и труд наш станет гораздо легче и проще. Правда к станочкам придется немного приложить руки, но это не впервой и сложностей не представляет. Пока с Анатолием обдумываем концепцию автоматизации листогиба. Листогиб сам по себе прекрасен, только вот настройка на толщину металла и угол гиба занимает уж очень много времени. Хотим всё это дело автоматизировать. С завода на этом листогибе стояла система ЧПУ только её сперли еще в начале 90х годов на цветмет. В связи с утратойй ЧПУ листогиб не работал в своей жизни ни дня. Больше на улице мок, в своё время выхватил я его прям из под уже разожженного резака перед отправкой на метлом. Чудесная машинка, может гнуть лист 5,5мм из стали на всю ширину полотна, а это 3м. Ну и гильотинка, старенькая подушатанная но шустрая и рабочая, подшаманим чуток, она еще 100 лет отработает. Там тоже возьни немного, больше косметика. Пока работала вроде её не замечали, а как убрали на время стройки сразу стало дико не хватать её. . Вчера заранее выточил анкера на которые будут прикручены станки. Анкеры нужны чтобы выставить станок перед заливкой бетона по уровню, так как бетонная плита является частью станины станка и без неё они фигово работают. К этим анкерам приварится армокаркас, потом гайками по рамному уровню станки выставятся в горизонт, а уже потом зальются бетоном. Так как за шайбами было лень ехать, шайбы выточил тоже. Шпильки 300мм Ф30, резьба М27 - 150мм, на изготовление 12шт потребовалось 90минут. . . Так как станки офигенно тяжелые, а крыша уже вся обрешечена фермами, то даже 50-ти тонный подьемный кран нам станки на место поставить был не в состоянии. Сначала станки по очереди закинули в воротный створ: . . Потом прицепили мой Камазик и протащили их волоком до места установки: . . После чего перегнав кран на другую сторону бокса, сквозь решетку из ферм за несколько перестановок гака воткнули станки на место постоянной дислокаци: . . Пока станочки висели в воздухе в них сразу вкрутили анкера и установили оборудование на постоянное место жительства. осталось обварить всё это дело, отрегулировать по высоте и залить бетоном: .
2 балла
-
@Ganimed,так и ты не истина,но убеждаешь всех,что истина.Покажи различия визуально о чем говоришь.Я их не увидел,но я и не истина.2 балла
-
Не ,нужно фото- вот толстым вольфрамом конструкцию упороли и она развалилась.А так как-то все загадочно,шо там происходит и какие отделочники от ТИГ сварщиков страдают.2 балла
-
@БекасЧе, Нет у ГБЦ никакого зеркала! Есть плоскость прилегания к блоку. Допуск по плоскости обычно 0.05мм. Если прокладка пробита, то будет булькать и выкидывать антифриз с бачка. Все остальное уже тебе прояснили... Начни с замены антифриза и промывки системы.2 балла
-
@Ganimed,Так ,а шо плохого должно с бизнес центром случится,если его вольфрамом ф3 вместо ф2 заварить?Или наоборот.2 балла
-
смотря какой лепестковый диск.можно конечно на говне о луги заточить.но я точу на на керамике.об этом мало кто говорит.ещё хочу добавить ч три сварке нержавейки и алюминия про простые диски лучше забыть.только керамика.с простыми просто говно перемешивать в ванне. ну как то всё держится. опыт.это самое главное.а не электрод.2 балла
-
я тебе любым электродом сварю всё что нужно и не нужно.при чём тут заточка.я не понимаю?тут опыт играет важную роль.а не электрод и машина которой варишь.я не собираюсь не кого учить.я практик.об это много сказано.начинающим нужно не форум лезть а руку набивать и учиться.а вот 2.4 электрод универсальный.но я без линзы не варю.по мне так самое лучшее что есть линза.дай БОГ здоровья кто её придумал.без линзы не алё.по себе знаю.вы лучше про это говорите а не про электроды.2 балла
-
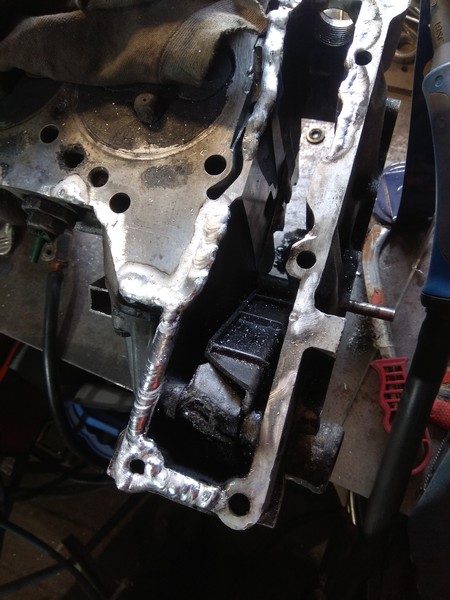
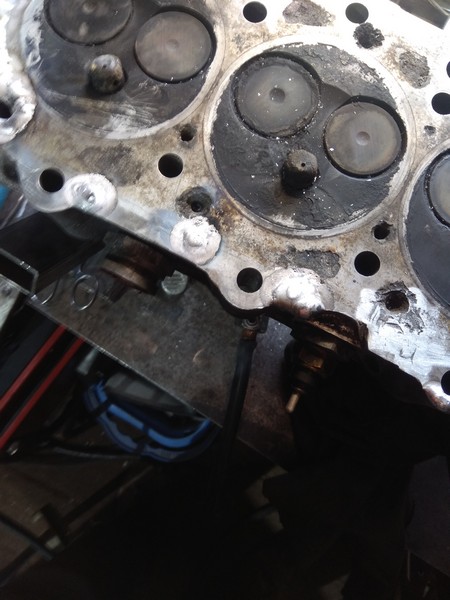
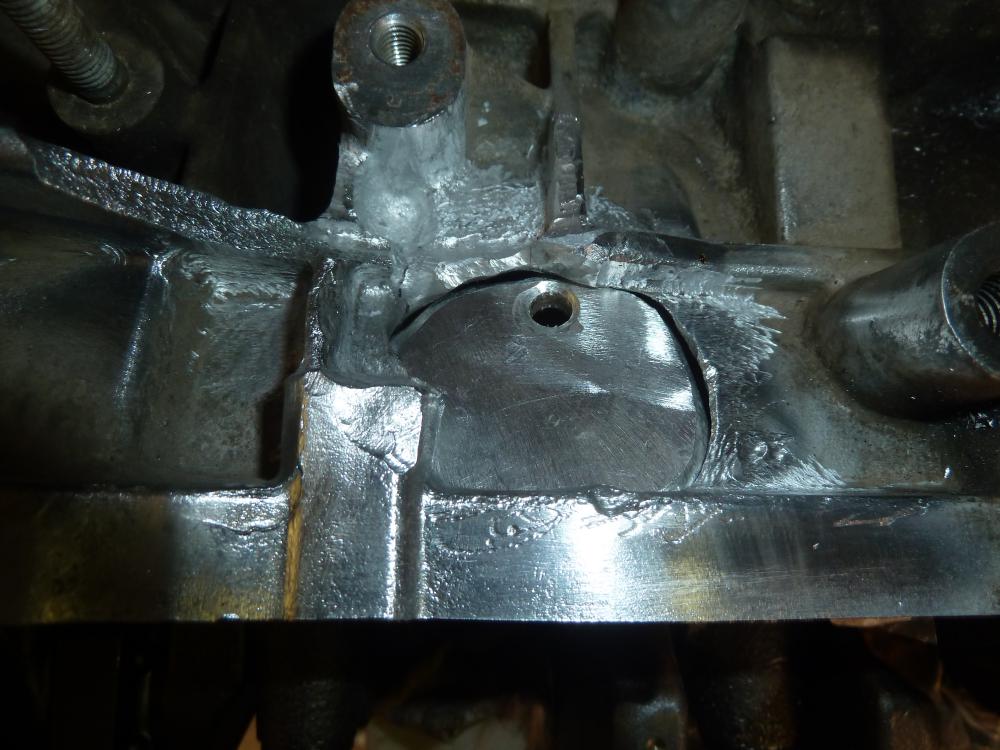
Это наверное лучше было бы разместить в "Кроилово", но не нашел где этот раздел располагается. История такова, что позвонил знакомый и попросил "поправить" ГБЦ его сотруднику. Он сам ее снимал с двигателя и немного повредил. Голова — мерса. Конечный результат ремонта на фото отсутствует, ввиду спешки заказчика.... Там каналы охлаждения уже на ладан дышут, но их варить заказчик не захотел, кроме одного. Пришлось его убедить, что будет пропускать охлаждайку. ))) Оказывается я еще не все видел в своей жизни. ))))
2 балла
-
А у меня сегодня ДВС Южнокорейский с пробоиной , полечили АЛ сплав нормальный вариться пости на отлично. ЗЫ , сварочник забыл сфоткать и на словах -157А, частота 100гц , баланс 63%, вольфрам 4мм WZ8, аргон 10 литров \мин. , горелка АГНИ водянка .
2 балла
-
Сосед сменил тормозной диск на Паджерике (лопнул), старый валялся в металлоломе. Я его выпросил погонять на станке. Исходник не фотал, прогонял сначала бурты, потом общую плоскость. Брал по 2 десятки на минимальной подаче. Резец ВК8. Вот такая яма напротив трещины, диск весь кривой как турецкая сабля. Трещина, поэтому обратную сторону не точил. Чтобы вывести в ноль плоскость, снял 1,2 мм. Это сильно дофига.1 балл
-
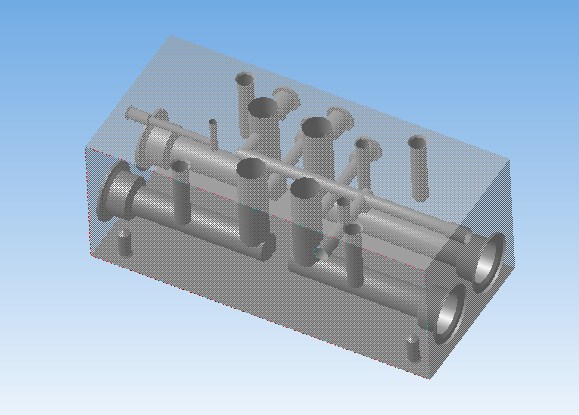
Но почему не приведет ,,,,, вот выяснили что все таки плиты бывают разные , то есть не совсем уж и простыми отверстиями-каналами .
1 балл
-
а почему значения от и до отличаются в нашей и зарубежной?1 балл
-
Что заметил сам 4.0mm WL-15 спокойно работает 350А-450А АС и 3.2mm WL-15 держит 350А АС, только вот тепла 3.2мм даёт при этом же ампераже меньше.1 балл
-
..и правильно делают.1 балл
-
Видимо инструкции слегка устарели, WT-20 3,2 мм держит 400А. Это физика, а не школьная математика, зависимость там явно не линейная. Тем более в сварке меди с бешенной теплопроводностью. Хотя не вижу смысла что-то вам объяснять, если вы не понимаете, что площадь сечения электрода диаметром 4,8 мм не в 2 раза больше площади сечения электрода диаметром 2,4.1 балл
-
у меня на предприятии аргонщики сваривают медные листы электрод 4,8 ток в районе 400 исходя из "инструкции" они могут взять электрод 2,4мм ток 200 и делать ту же работу..так?1 балл
-
тем более, ты же китайца себе взял с пульсом как же много умных слов тобой написано на форумах о тонкостях в понимании миг маг, с иллюстрациями и без, а купил китайца и месяц Хлорофоса задалбывал, потому что самостоятельно не смог.. умные слова на форум писать гораздо легче, чем со сваркой по факту разобраться..,да?1 балл
-
Ээ, у тебя заготовки разные, та что с рисками на ней и будет пятно больше, она же с рисками. Это подстава или фото монтаж. А по теме, я хоть и не проф сварщик, а только учусь но даже на начальном этапе уже понимаю как можно испортить изделие если взять электрод другого диаметра. Как уже и писалось выше сварщику главное выполнить работу что бы она соответствовала техническим требованиям или техническому заданию, а каким электродом ее будет выполнять сварщик это ему решать. Сварщик он же не робот, выставили зазор, выставили ток, скорость сварки и вперед. Если роботу поменять электрод и не скоректировать другие настройки понятно что результат будет другим. Но мы же не про роботов говорим, а про живых людей, который в момент сварки подстроится и сделает так как нужно.1 балл
-
Ты попадешь на деньги которые заплатишь отделочникам за размазанные швы и приведение их в порядок .Сварка не ограничивается ржавыми трубами и лопнувшими картерами и подрамниками . Есть изделия к которым предъявляются требования , сроки и не малый бюджет , где не считают сантиметры шва , а выдаётся готовое изделие . Так вот пообщайся с отделочниками, они тебе расскажут чем отличается шов полуавтомата от радс и не дай бог размазанный ибо варился "универсальным " электродом все подряд . Узнаешь много нового для себя . Это все варено лично мной от первого до последнего шва , проверено и сдано в эксплуатацию . Тут и РДС и радс и миг/маг . Так что общие представления о сварке я имею ))) Только не спрашивай дальше , а что будет ..... Нет ни времени ни желания объяснять очевидные вещи
1 балл
-
@Schlosser,будет непровар).А если наоборот,то прожог.1 балл
-
Если бы была пробита прокладка, то шли бы пузыри в расширительном бачке. Да и нагрев был бы практически моментальный до критических температур. Было, проходили на 2111. Одна и та же штука, что и 15)) Тут больше смотреть верхний патрубок термостата,как он работает. Сам радиатор грязный. Лопасти помпы. Бывает ломаются внутри. Тоже было))1 балл
-
Доброе утро! Первые два фото,это февральские фото,с тех времен когда я вам писал полугодовой отчет о состоянии костюма . Взяты для представления о чем пойдет речь. На данный момент полимерка стерлась сильнее.От ширинки до колена практически не осталось полимерки.Сзади (на заднице)на накладках "неплохие" протертости пошли,сидячей работы много.Ну и так же нитки на швах по стирались. Что то я не додумался сделать фото,вспомнил только когда уже разобрал штаны. Да и после что то я не додумался сделать фото защитных накладок отдельно.Наверное увлекся реконструкцией))))) Я не стал целиком перед менять(не настолько я спец в шитье),замшу нашил поверх основного материала.Жаль не получилось шить хорошими(прочными) нитками,машинка обычная бытовая и нивкакую не хочет шить ни вашими нитками ни просто тонкой капроновой ниткой,путает ,рвет нитку и т.п. Опишу подробнее. На фото отмечено №1 появились единичные сквозные протертости,Увидел их когда вывернул штаны,раньше не замечал. А это самое интересное место ))) №2 просто потертости,не сквозные но на вид не очень,и раз решил нашивать кожу,решил их прикрыть. №3 низ штанин протираться начал насквозь. Ну и то ли я ошибся с длинной штанов при заказе(что скорее всего,надо было сантиметров на 10 делать длиннее),то ли они сели немного в длине. Хотя стираю их всегда примерно при 40 градусах. В общем коротковаты стали. Я работаю в ботинках,и когда сидя на стуле наплавляешь,штаны приподнимаются(ну вы поняли о чем я),и нет нет искры залетают в ботинки,решил добавить длинны. В некоторых местах нитки на швах защитных накладок стерлись,не сгорели а именно стерлись. Ну и пока в отпуске,времени больше,и можно делать не спеша.Не хочется потом по вечерам после работы еще шитьем заниматься. )))))
1 балл
-
Может я что-то не понимаю, но как связана температура ОЖ и зеркало головки блока? Или это два разных вопроса?1 балл
-
http://websvarka.ru/talk/topic/14862-impulsnyj-pa-viking-mig-200-synergic-double-pulse-pro/?p=456974 вот тут спец стой???? и сразу ответ. от хлорофоса.Витя расставил всё на свои места.а вы продолжаете спорить не чём. на будущее.строитель и сварщик разные профессии.гинеколог-стоматолог тоже разные специальности.это так к примеру.....но из Ваших уст звучит прям так же. тут много от скорости зависит.подачи присадка и движения рук.хотя я об этом не знаю.просто теория.в журналах пишут хотя Ganimed сказал что так нельзя.значит не будем. он строитель-сварщик.дальше я просто помолчу.умнее буду.1 балл
-
На восьмом фото тот же шов. Там грязи действительно немного есть, но только вокруг отверстия направляющей втулки. Я после в нескольких местах подчистил швы и прошелся еще. По хорошему там надо было вообще нормально подготовить, а не варить квадратно гнездовым способом. Каюсь. Ко мне впервые попала такая голова. На фото плохо видно, как она по варварски побита. Такое впечатление, что человек не заметил часть болтов и пробовал зубилом отделить голову от блока ))))1 балл
-
Добрый вечер! Про свой костюм от фирмы "Арамид" я писал тут на 9 странице. У меня пришло время отпуска и свободного времени появилось больше, я решил поменять защитные накладки на штанах своего костюма. С горем пополам нашел спилок(замшу) в достаточном количестве в Екатеринбурге,в основном только на заказ привозят. Замш взял толщиной 0.6 мм,цвет в наличии был только бирюзовый,пришлось брать. Кожу искал целой шкурой,что бы перед штанов можно было сделать цельным куском. Взял еще краску для замши,но она оказалась на столько едкая по запаху что я не решился пока красить,нужно это делать на улице. И так: разобрать штаны оказалось не так просто,сшиты на совесть,и нитки прочные(распарывать устал аж). Отпорол все накладки и распорол штаны по швам. при заказе,делал на карманах защитные клапаны на заклепках. В процессе эксплуатации они мне надоели,убрал их нафиг. Пришлось придумывать лекало. Разметка новых деталей на шкуре замши процесс шитья ))) промежуточный результат. Спереди на штанах где не было зашиты появились потертости,решил перед прикрыть на сколько хватит замши.Сзади на сгибах чуть чуть увеличил накладки. Почему то штаны будто сели по длине,увеличил длину штанин на 7 см,и обшил кожей. Все переделка штанов закончена!Времени потратил 3 дня(делал не спеша). Нитки использовал простые. Есть нитки и капроновые и от "Арамид"(со штанами на пробу присылали). Но моя машинка швейная ну никак не хочет ими шить( путает и рвет нитку),а простыми идет как по маслу.Кожа и краска обошлись в 3к руб.,остальное все было. П.с. Теперь впереди переделка куртки от костюма,но пока не знаю когда и как это буду делать.Ну и еще добавлю. Кто будет шить замшу,купите тефлоновую лапку для швейной машинки,она не будет тянуть или собирать кожу в процессе шитья.
1 балл
-
Взамен слабого штатного ВЧ транса поставил новый более мощный. Решилась проблема с термозащитой, изменился сварочный цикл и выходные параметры . Транс самодел магнитопровод из нанокристаллической аморфной ленты размером 80Х50х25мм ( штатный феррит 64Х45Х20) первичка литцендрат ЛЭШО 4.25мм/квадрат. 31виток Вторичка литцендрат самодел провод ПЭТВ-2 0.5мм Х 80 жил 16.25мм\ квартат. две по 7 витков. изоляция высокотемпературный до 300 градусов полиамидный скотч. Транс перенес с основной платы установил на кронштейне .
1 балл