Лидеры




Популярный контент
Показан контент с высокой репутацией 06.06.2021 во всех областях
-
Сегодня слоган: Когда не думаешь головой - думаешь потом руками. Сломали видеокамеру(кронштейн) подъёмником и отремонтировали чёрной тряпичной изолентой. Ещё в апреле месяце. Камера смотрит за раскаточным столом с трубами НКТ. Обнаружили только 4 июня. Это к слову о том как не дремлет Большой брат. Всё постфактум. Думал кронштейн из ЦАМ. Приготовился к мучениям. Литьё легкое, характерный игольчатый излом и зернистая структутура. Но походу это не злой цам или что-то другое(нет внезапного проваливания). Бурление и поры были. Налёт есть но не сильный. Переплавил пару раз 4047 с небольшой разделкой , поровнял и покрасил краской из баллончика. Виновник Красота. Наши люди. Фас Профиль с прихватами ободрал на гриндере. Очень ловко получается. По быструхе. Немного марафета. Можно было конечно вывести как любимую машину. Но нет времени и это не любимая машина. Пусть радуется что подарил немного интерьерной краски для цветочных горшков.10 баллов
-
Интересная работка. Человек со Смоленска ехал и в яму влетел. Диск с обоих сторон замяло. С наружи треснул и покрышку с наружи резануло. Рихтовка сварка диска и вулканизация боковины. С внутренний стороны вытянул даже не треснул, а вот с наружней печально было, трещина уже была. Не было бы трещины тоже бы вытянул. Место на покрышек было зашлифовано даже грыжи не было. В принципе нокиан, ханкук, тоя и т. Д. Не прохо поддаются такому ремонту. А вот Кама бяда. 50 на 50 после ремонта грыжа. После ремонта на балансировку всего 15 грамм повесил.
 6 баллов
6 баллов -
Что меня раздирает по воскресеньям работать , не ну нужно и картошка всходит почти 2 недели отсидела в земле . А вот фирменные окучники ну просто не кчемные и как отвал у бульдозера землю гребут и боле не чего . Стрелочки наше все . Конечно еще рано , но опробовать можно , да и руль повернуть на 180гр надо
5 баллов
-
Знаете, что такое "итальянская забастовка"? - это когда систему заставляют работать по всем правилам, и тогда она перестает работать. Есть такие виды сварочных работ, когда технологию необходимо соблюдать скрупулезно, так как это может привести к тяжелым последствиям - катастрофам, человеческим жертвам ,большим экономическим потерям и т.д. А в заборостроении, включая сюда сварку многих металлических конструкций, нет никакой необходимости соблюдать всю технологию сварки изделий. Красота сварочного шва интересует только сварщиков, может быть, еще некоторых "технических" эстетов ), а больше она никому нахрен не нужна. А виноградники с "нержи", это как лопаты из титана.)5 баллов
-
Да уж, действительно. Была у меня такая семейка
4 балла
-
4 балла
-
@tehsvar,Так оно и должно быть по идее, если производитель признает что в аппаратах есть косяк по его вине, и готов это поправить быстро, качественно, и оплатить доставку туда, сюда, ( в принципе по закону о защите прав потребителей он даже обязан так делать) и все это без споров и нервотрёпки, любому понравится такое отношение к себе. Просто помню: " Что с моим аппаратом? -Делаем. Через неделю, - Что с аппаратом? - занимаемся! Через три - Где аппарат? Извините, он в другом цехе лежит, по ошибке, его ещё не смотрели." Финал. Еду забирать, 170 км. В ДЛ." Доставка не оплачена ГРПЗ! - Ладно, давайте я сам оплачу, сколько? -49000 т р, долг завода перед ДЛ. Треш."3 балла
-
Дело не в халяве. В отношении. Я изначально в сервисе Гроверса говорил, чтобы гарантийные аппараты приезжали к нам за счёт фирмы. Это как бы логично. Никто спорить с этим не стал. Хотя, буду честен, если кто и оплачивал доставку, то мы не сопротивлялись)3 балла
-
Да, как-то это в духе времени сказано, то бишь безвременья. Купить на грош пятаков.3 балла
-
Тут дело не в импульсе, а в пространственном положении сварки. Лично у меня, как не пробовал, но потолок обычным полуавтоматом нормально варить не удавалось, хотя в нижнем положении швы были симпОтиШные )))) @Mihail58, Проволоку лучше берите 1мм, но газ — требуется чистый аргон. Боуден желательно как можно ближе ( даже можно и в плотную) к подающим роликам, прижим роликов не сильный, разделка кромок и подготовка кронштейна перед сваркой. И в нижнем положении должно получиться. Предварительно можно потренироваться "на кошках" Забыл добавить. Токосъемный наконечник желательно под ал. (они маркируются) или на размер больше диаметра проволоки, желательно с цирконием.3 балла
-
Пишет один немец: «Уважаемый господин Лукашенко! Моя супруга уже давно и постоянно критикует Вашу страну, считая, что у Вас авторитарный, недемократичный режим. Она летит 6 июня рейсом LY3497 из Брюсселя в Москву. Счел нужным сообщить Вам об этом. С уважением, Ганс» ➡ Источник: https://publizist.ru/blogs/107374/39904/-3 балла
-
Петр! Я понимаю, и не проблема это реализовать.....но себе делал из имеющегося в наличии, без излишеств и с возможностью доделать/переделать в случае необходимости. Все дополнительные "прибамбасы" — это лишний повод последующего отказа, поломки.... и т.д. Вот и хотелось чего то простенького и надежного. Еще ни разу за несколько лет БВО меня не подвел. Один раз в прицепе зерновоза потянул вбок рукавом и начало сочиться на трубке рукава (чуть надорвал трубку), но пережал трубку, отрезал 2см надорванной трубки пи пережал по новой трубку хомутом. Вот и все поломки. Антон! Да вольному — воля. Каждый поступает как считает нужным для себя. А если следующий апарат будет на 300А , то изготавливать новый БВО? У меня еще есть в постоянном пользовании аргонник на настоящих 250А, да и вот прикупил рукавчик для сваривания люмини полуавтоматом .... а то воздушный рукав иногда уж слишком греется, зараза ))) Теперь взял перещелкнул что надо, и работаешь без проблем..... и не надо городить очередной БВО. Ну, это все — лишь мое личное мнение и оно не является истиной в последней инстанции и не обязательно для выполнения другим.
3 балла
-
Да шут их разберёшь. Всякого барахла нальют. Им в голову не может придти, что кто-то это будет ремонтировать. Может и у нас такое мышление в будущем появится. Сломалось- выкинь. Купи новое. Напечатай на 3Д принтере.3 балла
-
.... .у магния, у ЦАМа — наоборот. Изделия из ЦАМа тяжелее аналогичного размера других литьевых ал. сплавов. Именно благодаря... в том числе и весу, этот сплав используют для литья изделий сложной геометрической формы, ибо у него очень хорошая "проливистость" и "заполняемость " всех уголков литьевой формы, даже при литье без давления. Вот по весу и легче всего первоначально определить сплав ЦАМ.3 балла
-
Александр , да обычная полоса . Да и сами стрелочки то не особо и пружинистые и вырезал от тех же окучников от мотоблоков валялись лишние без дела . Вот выше сообщение отсылал и было больше гораздо фоток , но что то и где то по дороге потерялось .
2 балла
-
Да сие похоже было и при СССР , скорее есть и в США и Германии , вот зайдите на сайт Меркле и не только,,, двух недельные курсы и вы сварщик???? Готовили так сказать "полуфабрикат с бумажкой " а остальное на заводе или предприятии "допиливали" и доводили до уровня. Вот не далеко газораздаточная огромная и трубы под давлением говорят 400 ати , так вот да посылают обучаться но после обучения у них есть "мастер" в цеху или бригадир как хотите , так вот он их на три месяца болгаркой подчищать швы и за одно следить и учиться у сварщика и это еще не все , опосля пару месяцев в цеху "дрючит" варят и варят обрезков более чем достаточно и только после этого бригадир решает единолично ставить его на трубу али нет и даже директор не в силе поперечить бригадиру , да и он понимает что если авария то с него три шкуры здерут . Вот смотрите инженер и он может и не варить "классно " и чушь полнейшая инженер должен уметь все . Кстати сам сварной оличные швы делает и есть на канале его , гидромолоты лепят и швы красивые и такие должны и быть и не как иначе ,,,, смотрят и оценивают покупатели все .2 балла
-
Тут дело не в трубопроводах, как таковых, а в методике, которая бы позволяла за достаточно минимальное время с минимальными затратами дорогостоящих материальных ресурсов подготавливать специалистов сварочного производства с определённым уровнем квалификации. Пока реально прорывных методик нет. Так называемая "методика WSR", с которой носится наше руководство( имеется в виду не конкретно ВЭМТ, а Минобразования....) именно в сварочных технологиях-лажа полная....раскрывать сейчас не буду, слишком много букв.... У меня есть определённые наработки именно в методическом плане, но назвать это полноценной методикой пока тоже не могу, нужно апробировать некоторые моменты, но на это нужно время.... причём не пару месяцев нужно потратить....и самое главное во всей этой ситуации-кто будет платить за банкет" Подготовка сварщиков"..... государство здесь-плохой заказчик, платит более чем скромно, и всё время норовит кинуть .... Так что свои наработки на госзаказе я реализовывать не буду....2 балла
-
я не стал заморачиваться.может у меня опыта не хватило для 5356.возможно перегревал.плюнул и перешёл на 4043.тоже теперь чувствую себя отлично.фермы для освещения делали для передвижных дискотек.4043 варили.они заказчику до сих пор служат.уже как 8 лет.2 балла
-
Да, совершенно вылетело из головы, при отправке туда и обратно, перепрошивка, это все они делают за свой счёт. И так, на всякий случай, а то проскакивало где то, Чебора мне аппарат не дарила, отзыв о себе не оплачивала, просто столкнувшись с нашим ГРПЗ, и Чеборой, разницу в отношении покупателя я почувствовал.2 балла
-
Дороговато запекать красную рыбу(форель, семгу или лосося) . Очень вкусно, но дороговато. Скумбрия хорошая рыба. Относительно дёшева, костей немного, всегда есть в продаже. Но этот "мерзкий" запах жира . И солили и чеснока терли, травы пестиком толкли, аджикой мазали, лимоном поливали. Всё равно пробивает . Ну и комбинированные съёмки. Котик хочет кушать, но не эти конфеты. Конфеты типа ручной работы. Коробка эта стоит как хороший кусок форели на четыре порции. Обыкновенный сливочный шоколад в глазури. Возможно красивый. И взгляд у кошки пронзительный- всю скумбрию отдаш . Думал одно время купить хлебопечку. Типа свой "виски" и "коньяк". Ну и хлеб с колбасами будет свой. Потом передумал. Итак лишний вес, а тут печка.2 балла
-
@Лепило, ссылки кривые. Упс, получилось посмотреть. На всех страховочных привязях точки для закрепления страхующих веревок расположены или спереди (на груди), или на спине. Причем чем выше точка крепления страховки, тем меньше шансов вывалиться из привязи при падении. Силовые элементы, расположенные по бокам привязи, используются только для позиционирования работника. Например, покраска емкости: две страховочные веревки (работа на одной страховочной веревке запрещена) уходят наверх, и от работника вправо-влево также уходит веревка. Выбирая-выдавая веревку, работник имеет возможность перемещаться в горизонтальной плоскости. В общих чертах как-то так...2 балла
-
Можно, подобрав необходимые настройки....НО, как правило в нижнем положении, что не всегда получается на практике. Вот я всегда и спрашиваю — будет ли это считаться полноценной сваркой?2 балла
-
Продам отрезные диски Cubitron 2 65512, 125×1 мм. Цена 80 р. шт. Телефон: 8950-647-12-72.
2 балла
-
99% заказчикам всё равно какие швы.держится и ладно.но если развалится бегут с топором как привило претензии предъявлять.сделать плохо можно всегда.а нужно сделать хорошо.только сварщику выбирать аппарат.ему на нём работать.решение за вами.2 балла
-
Я вес имел в виду, а не свечение. А ЦАМ они используют именно из-за возможности литья более сложных деталей ручным способом, или " в кокиль" Хотя и магний они не гнушаются использовать довольно часто.2 балла
-
SELCO у нас не достать, а если достать, то цена уже для частника неоправдана. Гуглю тут, читаю, смотрю... На CEBORA ММА не подцепить. TIG тоже. Uranos 2000 SMC хоть и без пульсов, но гораздо универсальнее, я бы свой ESAB Buddy Arc 180 продал и если надо электродом, то можно и "ураном." Только вот думаю, а клиент вообще это все оценит? Гладкие швы, уменьшенное тепловложение... врядли 99% клиентов в теме и готовы платить больше. Задумался, а не взять ли себе такой аппарат, но как - то себе поделки всякие варить - дорого получается, очень. А если и есть заказ какой, всем не важно чем и как, главное максимально дешевле и чтоб не развалилось. Только если ради собственной экономии времени и сил - не отбивать шлак, капли, сам процесс быстрее. Много смотрю, как другие делают металлоконструкции, вообще не парятся, какой там шов, какое проплавление. Простыми допотопными ПА или китайцами. Сгорел, новый купил и пошел дальше шпарить. Видел у одного в Юрмале виноградник из нержи - все швы черные, явно перегрето не слабо. Пульс? Линза? Зачистить хотябы... Да и так сойдет, главное, чтоб не развалилось. Авто жестянку все равно сплошняком варить сильно сомневаюсь, даже на пульсе. Все равно поведет так, что устанешь рихтовать.2 балла
-
Добрый вечер! Приехав с вахты, решил всё-таки отправить аппарат для перепрошивки. Отправил, день он провел в сервисном центре, и поехал обратно ко мне. Завтра будет шабашка по алюминию, посмотрю что поменялось, и постараюсь снять видео.
2 балла
-
Авторы: Г уреева Марина Алексеевна — доцент, кандидат технических наук, доцент кафедры экономики факультета экономики, управления и финансов Российского Овчинников Виктор Васильевич — доктор технических наук, профессор Московского политехнического университета; Рязанцев Владимир Иванович — кандидат технических наук. Рецензенты: Грушко О. Е. — доктор технических наук; Феклистов С. И. — доктор технических наук, главный научный сотрудник, ООО «Аттестационный центр ЦНИИТМАШ». Оглавление Введение ............................................................................................... 7 Глава 1 Алюминиевые сплавы ..........................................................10 1.1. Сплавы системы алюминий — магний ...................................................12 1.2. Сплавы системы алюминий — марганец ...............................................13 1.3. Сплавы системы алюминий — медь — марганец ..................................14 1.4. Сплавы системы алюминий — магний — кремний ...............................14 1.5. Сплавы системы алюминий — медь — магний .....................................14 1.6. Сплавы системы алюминий — цинк — магний .....................................15 1.7. Сплавы системы алюминий — магний — литий ...................................15 1.8. Сплавы системы алюминий — магний — бериллий .............................16 Глава 2 Дуговая сварка алюминиевых сплавов .............................. 17 2.1. Сварка сплавов системы алюминий — медь — марганец .....................17 2.1.1. Ручная сварка на постоянном токе................................................21 2.1.2. Макроструктура сварных швов .....................................................23 2.1.3. Особенности сварки прессованных, штампованных и кованых полуфабрикатов .....................................................................34 2.2. Дуговая сварка сплавов системы алюминий — магний — литий .........41 2.3. Сварка сплавов системы алюминий — магний — бериллий ................53 2.4. Сварка разноименных алюминиевых сплавов .......................................59 2.5. Присадочные материалы для сварки алюминиевых сплавов в США ....63 Глава 3 Механические свойства сварных соединений из алюминиевых сплавов ................................................................. 67 3.1. Механические свойства сварных соединений из сплавов системы Al — Cu — Mn ...........................................................................................67 3.2. Механические свойства сварных соединений из сплавов системы Al — Mg — Li ............................................................................................80 3.3. Механические свойства сварных соединений из сплавов системы Al — Mg — Be ...........................................................................................84 3.4. Свойства сварных соединений при циклических нагружениях ............85 Глава 4 Макроструктура сварных соединений алюминиевых сплавов ............................................................................................... 95 4.1. Выбор, вырезка и шлифовка образцов для изучения макроструктуры .......................................................................................96 4.2. Общие закономерности кристаллизации и строения сварного шва ....98 http://yandex.ru/clck/jsredir?from=yandex.ru%3Bsearch%2F%3Bweb%3B%3B&text=&etext=2202.eayDcgvR7S76fpAE4rVUs5nUNT-kKCnaaVwgoTYLt0QdyMgUXWmHRp_Wic2KxpohHh01cJkYjxukZuuXQFXDhAyOAnRks29-iBkXfVRm4zEbVy-hnZ75X74sPSyktPCeZGh0cmZvZWJtZGRiY3Rqbg.7107dfb1b83901096e2902ba13249d7c647e24f9&uuid=&state=jLT9ScZ_wbo,&&cst=AiuY0DBWFJ7q0qcCggtsKez_XtAiWQLeSW7iiWPc3hsUPhZa6XM8MAh4SZkQFSotlOBjb0Se81fpVxOS2R_6P3EzbR_jsuVNVsT8I9WBii3Ie6ctzmwXrXtoKVLv7SQicCWaYKtgjA7bTK53oibebkGAnbqwM7vn5LHZmDjphY58lkHqQt6sqvc1m7IzRplsHsjB1idDyrOYGGZZucHNk7Y0aNO--GhGp9TUVtTfgimMQ_IVweBEOvvolzp_4tPwhhy0fkS2njFXsQr7KgTkqt5DkgM9eYNpA3VXXMl7L4FSjmSHmizl4C13WEZjPGIwHvo3Solv_6G-kyTbm2OdZ-gW1LEu6zkYF8zuV5FPoNYa39YyAOJ9nJSjo8oTEU1d5CeZ3OW6sPvVIxcVS2lNdinRLavNLXVHTH8HdYZ6kDEsIjiGL-6-j1vt5-iSTvqbVPTBT7GAvZLZDkaqkibUJ22bvKE0ZYWwlSFsz4Wzl25VnyxCI0nYrC_k2TMrrP5kjsvx_Bds5oiwLv49WWspJyJKhQVISFOKwFPhqLF3g3Nr_FTlxa_Hkc0P2tpSGNPVbI31hbwVOaRXkiyG61_Y2grS27c5TPKTuayfZgctvzTsFEINmoUEIxUC-SoNZ6c1_Njpk-aHjpMNhrHFT_ERtjwTlnXCw72u6AGAr9Eojo2J6zLo2W3wZwdSZqq1pO-Rfm6NtT5a3mW1DqMJWZYwia7i6yH7CgWUpK49BLJdKOuaQKupiwP-_jjDsEaSIFxm64kjg5TTcZ6v1YCf8dCA7piB-In7v9DlL728AO5OplErgpufgSh6XC7O6lrxkNdQqCOoAGV6WC67-apUna59e_3m5V6ZRBU_-Uw_VBzGtSGAkSd20xErqETyF9ADO_z0d3-uqshvicTmiVQr7KT0ZI02JzLQIv1WKs-Sz8xSaJoYxq95xPEsqGQVtS1v4fEgjRlX5nViz-Nx_jQDF6SbPbaerl5hP7OdTI1Re4nJUx_Zp4Z_1Bx7DnObeaSyIiDinrToRY_5wiwxwJNlCa0-2grnCrUHS1-4XMeaUsJ-g9AzrLYgLD6xPGmRW8bNVDLpwITT8e1wLqI0IgwKEnpm3QroSOu9X2B4DDlI7X1M4Qr4TMrPnppjlZKzHNTSQ-BDzdu5px_tJSB3bBWXt5UuF9cIJVLgyeYAjjJKPV73SUwPdjyYYF3-l7oIgGk1nUgf8LYCYQgU35mcV64LlCwvdA,,&data=UlNrNmk5WktYejY4cHFySjRXSWhXQTRFZjdIQXNibEJWZ25yNURqMUdIN0lRZm9TRjJSNkN5ZnZaOE4xQmRjWlEtbFRUUUF0NVhULTc2MWhIXzAxWHdrUmppczFDanpVN3A3UlZ5VUpFdVF6YXdlbl9fb0NseWtCVTBOaHVKOGxJdnNPQ01VRkpoQmJVdHNYdVhXekF4djFCTGZGdGgzc2V2SW1ZcUpZTElsUFFSbHdJLV9KcncsLA,,&sign=b842ae842c2f1828d9ed6b964e8de118&keyno=0&b64e=2&ref=orjY4mGPRjk5boDnW0uvlrrd71vZw9kpVBUyA8nmgRHuT5JuWrkaR-YPk2q9R5lzHifpvYx2cyZ6gnR26y03gsVsRMniHrDJnQqW_TNjnBI6Ob2ZiK6XKJ2LCMNW2ak21dfCqt8k5ohsW8Eob6s2p-ERIM-7PrcFonjbJWo7N0SnjEgGcJsAtnRR2kT_ihMR2Vd9mURvRmvrFumQOsEvq24XHlYfLfng9vrYxk2XdY8F28b6qFpXKinNeqw4Ox4exI5OGMihSlFQqYBhFbABjz00thUQJue2H5OR9H-Zn0TnufMsC1GNoQdE384noapNcRLBEn6luDi6LBGHA540OC-kcpxyWF3Wy65c_wM7RVqMLsReZ3Ele417CzQYRoO9qSG87Oogdns,&l10n=ru&cts=1671168619391%40%40events%3D[{"event"%3A"click"%2C"id"%3A"1_74ylw00-03"%2C"cts"%3A1671168619391%2C"fast"%3A{"organic"%3A1}%2C"service"%3A"web"%2C"event-id"%3A"lbq2nben94"}]&mc=3.572469458770136&hdtime=1218732 балла
-
Присадочная проволока для сварки плавлением алюминиевых сплавов.http://mospolytech.ru/mio/file_7fc8ef54a8154c28341bf9a47443a5ce_1570017353.pdf2 балла
-
Из своего. Космический злодей сбил корзиной подъёмника видеокамеру. Применил чёрную матерчатую изоленту. Теперь нужно варить ЦАМ. Интересно сколько ему лет понадобиться чтобы это сделать.2 балла
-
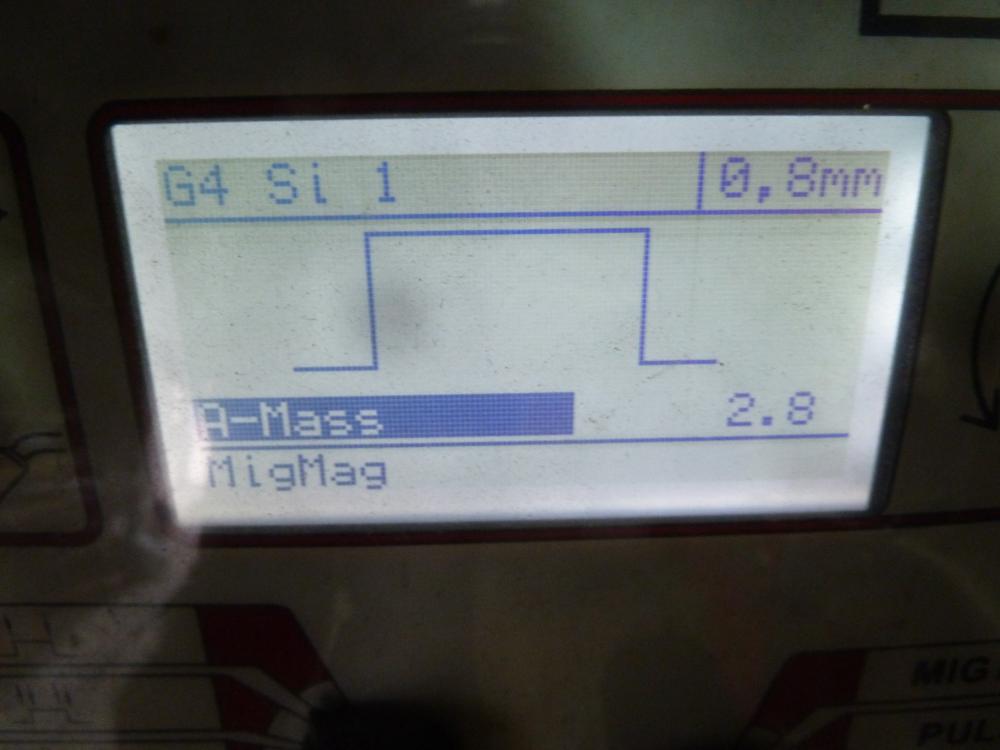
Переключить байонетные разъемы в гнезда со значком переменный ток, в середине два, подключить горелку, обратный кабель, кнопку управления горелки, выбрать тип поджига, подключить газ аргон, чистый, или особо чистый))), выставить предгаз, пост газ баланс полярности, и наслаждаться работой. Аппарат хороший.2 балла
-
Добили , прошу не оценивайте , вот тут товарич все оценил ,,,,, класс http://websvarka.ru/talk/topic/13446-cebora-pocket-pulse-krutoj-malysh/?p=457945 ЗЫ , чО мне тут надо???? , да абсолютно не чего !!!!
2 балла
-
Ещё ни одного желающего не было..... вернее, были, но узнав цену вопроса, тихо принимали решение не выёживаться и "поучиться" в группе. Да, некачественно. Не быстро относительно(2-3 мес.)Зато дёшево. Поэтому в эти игры у меня нет больше желания играть. ....Поэтому в рамках бюджета-строго по программе, никакой самодеятельности, никаких прорывных методик , высоких результатов и т.д- в госпрофобре это никому не нужно. Есть опыт работы с некоторыми предприятиями, рискнувшими вложиться в своих сотрудников вне госпрофобра. Результатом остались довольны все. В общем-как всегда..... быстро, дёшево и качественно....но выбрать можно только две позиции...1 балл
-
На ТА-90 ХХЛ ножные охваты более приспособлены для работы в безопорном пространстве (на весу) за счет ширины охватов. Не так пережимает мышцы на ногах. "Высота 042Т" - больше предназначена для удержания работника при срыве, не подразумевает длительную работу в режиме висения. По цвету привязи могу предположить изготовление из кевларовой стропы.1 балл
-
Потустороннее ? ...пальмовое масло наверное.1 балл
-
@landco, Сварог Z203. Надёжный, форсаж регулируется. Основные электроды кушает нормально. Дорого или нет - не знаю. https://www.welding-russia.ru/catalog.html?itemid=1008. Когда то он 12 стоил.1 балл
-
Молочные бочки , до сих пор держаться , и пульсов не было.1 балл
-
Вот это нас и объединяет, делаем из подручных материалов , но по максимуму. У меня другая ситуация, аппараты могут быть раскиданы "по точкам",каждый раз БВО в машину закидывать, ленивый стал .В обозримом будущем ещё покажу " самопал" БВО, поставлю на П/а из старых версий, на Аргонник новый делаю, 600-650 Амп. " переварит в лёгкую".1 балл
-
А фото внутрянки есть?1 балл
-
1 балл
-
Закалебался я балконы варить. Пока отдыхаю, сменил вид продукции. Платформы для обслуживания оборудования на деревообрабатывающем производстве. Собираются с зазором 2мм, из гнутого профиля 4мм. Снаружи делаю разделку, снизу подставляю медь, вертикалы веду сверху вниз. Работа несложная и приятная. Слесарь загнул не в ту сторону, пришлось пересверливать.
1 балл
-
Вот зачем наплавлять, и зазоры заваривать... Фото прилагаются... Соответственно, зазоры на всех деталях 4+ мм, из-за спешки))) Детали, 10 комплектов, зачищаются и отправляются в порошковую покраску...
1 балл
-
Всем доброго здравия, не нашел темы на приколы, сюда вроде не к месту, сегодня очередная перетрубация в гараже в процессе ремонта, перетасовывая вещи попались мне наклейки магнитные с выписки после рождения моего мальчика, прилепил их на тележку...,сразу и история появилась смешная...старт вега что малыш в тележке))))
1 балл
-
@Ozonot, 350 ка у них уже давно от этого завода. Я с начала лета такой оранжевый огуливаю, варит отлично все материалы, но п/о в таком виде как сейчас, голову бы проломил разработчику. Писал и звонил в Торрос, всем по хрену. https://youtu.be/PiAxhnDvpe4 Все им по рамам цистерн делаю, матерюсь конечно на глупое п/о, но дело он свое знает https://youtu.be/WtAdzMPnWm41 балл
-
Научились делать водку и пиво из всякого отстоя. Раньше надо было отстоять очередь за водярой c талонами через мордобой. Нынче просто раздолье.1 балл
-
Сегодня спозаранку протопил баню, пока топил - принял 50гр на грудь самогонки для ускорения процесса.. приехал кореш с семьёй из 7 чел....потом мы поддавали жару, пили сыктывкарское пиво"Забойное" крепостью 7,9 , прыгали в прорубь, орали песни из репертуара "Ленинграда", закусывали всё это дело пиццей и шашлыками... все до этого переболели ковидлой....хер нас сломаешь, жизнь хороша...1 балл
-
в этих аппаратах, МИГ\МАГ, горелка ТИГ только для сварки в режиме DC. А это означает - нерж, черняга и т.п. Для сварки алюминия в режиме ТИГ нужно AC. Конечно в DC на обратной полярности тоже можно, но ... это еще то удовольствие, поверьте мне. И конечно о тонком так же даже думать не нужно и мечтать. Для тонкого алюминия 0.8-1.0 нужно применять и проволоку 0.8 и ни как не 1.0. А еще мне нравится AlSi3-5, она еще мягче и проблемнее для подачи, но варить без гари и копоти можно. Но на 2-х роликовом ее не подать, как и AlMg. AlMg легче подавать, более жесткая проволока. Но при небольшом изгибе горелки и при соблюдении всех (тефлоновый канал, наконечник под алюминий, ролики с U канавкой) моментах, так или иначе будет собираться в узел проволока. Либо проскальзывает либо в узел собирается. Другого не дано. Сварил сантиметр шва и пошел перезаряжать проволоку. Одни нервы и перерасход проволоки.1 балл
-
Была у меня дурная мысль, какую нибудь похабень из проволоки выгнуть и перед просветом подложить, но не сделал)) АВН, вспомнил после вашего высказывания. Мастер пришел в электродку , просит электродов на объект. "Прокальщик" спрашивает "какие электроды нужны?" Мастер разводит руки примерно на 350мм "вот такие" http://www.yaplakal.com/forum3/topic318738.html1 балл
-
АВН, тема сварка сверху вниз пост #40. ... Работаю с человеком, который в начале 90-х работал слесарем на нефтепроводе. Из того, что он расказывал: Сварщики там редко бывали трезвые. Не пили (или мало пили) те, кто варили корень. Это вообще были "тузы". Вплоть до того, что им в держатель электроды вставляли слесаря. По его расказу трубу 1420 мм варили в 4 прохода. 1 корень, 2 заполнение 3 горячительный (заполнение второй проход) и 4 облицовка. Ну енто так по технологии, а зачастую заполнение и горячительный объединяли в один проход с дополнительной присадкой (очищенные от покрытия электроды). Сварочный - четырех постовый генератор установленный на трактор "Кировец". Варили соответственно в 4 звена. Те кто варили заполнение нередко были под градусом, не, вот так ПОД ГРАДУСОМ. Бывало, что уходили из разделки в сторону, а при розжиге дуги просили направить электрод в разделку (сам не в состоянии). Ремонты конечно были, но не часто. Иногда трубы с завода приходили без фаски, или с не подходящей фаской. На этот случай вызывали газорезчика. Тот резал только после 200 граммов чистого спирта, как он говорил "чтоб очки не запотевали". Резал своим резаком без приспособ (колесики, направляющие), рез делал сразу с фаской. Один его рез фирме обходился 1500 рублей. Единственное, что после него приходилось делать, это чуточку подправить притупление. Когда опресовывали, было что труба лопалась рядом со швом. После того, как набирали плети, их чистили реактивным двигателем. Конец плети носился из стороны в сторону, а из трубы вылетал весь мусор + ежики, лесички и другая живность, которая туда залазила. Опресовывали водой. Воду качали двумя помпами с танковыми двигателями. Давление 70. Порой на выходах (на поверхность), которые варили без контроля, были поры. Ездила рем.машина. При обнаружении фонтана, чеканили зубилом и заваривали по воде под давлением. Самые козырные сварщики варили красные и золотые стыки (при соединении длинных плетей) без контроля, потому что небыло возможности сделать просвет. Просветы обычно делали машиной, которую запускали во внутрь, а пленку на шов снаружи. В арсенале сварщиков было и дорогостоящее оборудование с пультовым управлением силы тока. Но большая часть сварных варили постаринке от Кировца (через баластник). Привычка наверно ))) Вот такая история ... Повторюсь, это не сварщик, а слесарь расказывал. Вот такая история ...1 балл