Лидеры




Популярный контент
Показан контент с высокой репутацией 21.05.2021 во всех областях
-
Аффтара опять послали фтопку...
 14 баллов
14 баллов -
У меня есть возможность и желание делать для себя изделия с такой точностью. Я не работаю профессионально сварщиком, у меня другая специальность на которой я зарабатываю средства на проживания, и по этому могу спокойно диктовать свои условия на изготовления того или иного изделия в том случае если меня попросят например изготовить точно такое же. Оно будет дороже того что лежит в магазине хотя и в магазине и мое выполняет одну и туже функцию. Но выполняя свою работу хочу получить от этого удовольствие и второе мне за нее еще заплатят. Не согласится заказчик на такую цену, ну значит нет, за три копейки и с сантиметровыми зазорами я делать не буду. От этого деградирует человек и его умение потом что либо сделать хорошее. Это мое мнение и оно не претендует на истину.6 баллов
-
5 баллов
-
Чета вы сильно заморочились с простым кронштейном,в печи уже греть предлагают.)Такой способ фиксации ,как на фото обеспечит то,шоб шкворень потом залез,все равно люфт должен быть.Изделия серьезнее прихватывают,прихватывают жертвенные пластины- распорки,обваривают,отжигают,затем растачиваются отверстия соосно за одну установку.Все изделия не имеет смысла изготавливать с большой точностью,это экономически не целесообразно,даже отверстия с точностью 0,1 мм и 0,01 мм будут отличаться по цене изготовления в несколько порядков.5 баллов
-
Вот это зря. Тонкий алюм, те же трубки кондиционера намного комфортней сваривать электродом 1.6 - 2мм. Дуга намного точнее.3 балла
-
Моё мнениё такое же.3 балла
-
Согласен, но вырезав треш, захотел побаловаться, и сделать правильно)))@Вад11, Именно, рутина скучно))) @selco, Много смотрел роликов Джоди Велша, решил попробовать и не прогадал))) Немного сегодняшнего, и новый Помощник)))
3 балла
-
Продолжение Марлезонского балета. Завихрители. Сначала в кондукторе по две пластинки, потом в уголок кладу и стыкую по 4,потом по 8, пока вся колбаса не получится. 51 с половиной пластины. 7 завихрителей. Вчера только два осилил, очень муторное занятие. Сварить по две, отрихтовать, по 4, опять отрихтовать, и так до полного удовлетворения. В маске жутко неудобно, а без маски морда красная. Вроде точки, секундное дело, а за 100 точек ультрафиолета нахватался. Ещё пять варить. Буду как с курорта, загорелый.
3 балла
-
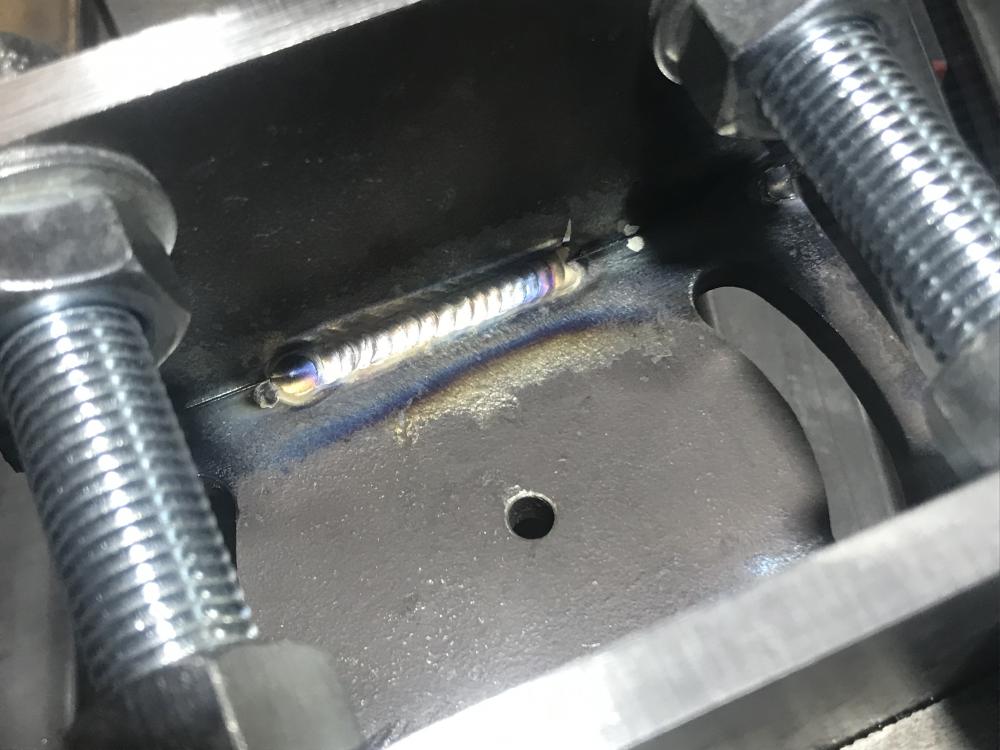
Наложил я два таких шва с обоих сторон и по краям по 5мм. Какой ток не знаю, на педали стоит 160А, в пол не жал, но после таких пару швов и 4 точек, воздушная NR-20 нагрелась рукой до головки не дотронуться. Перед этим надо было перевернуть, вынул из тисков и посмотрел угольником, швы не дали ровно приложить, но на глаз думаю в 90 градусов попал. Завтра разберу всю конструкцию и буду обтачивать, посмотрим что с геометрией. P.S. Что бы уж совсем "позлить" Глобул, скажу - посмотрите на шов, он начинается строго от края 35мм и заканчивается не доходя 35мм, они симметричны с обоих сторон и относительно центрального отверстия. Но разве это не красиво?
2 балла
-
Вроде все понятно. Но мне почему то всплывает закон физики что если какому-то вектору силы а деформация все таки направлена в определенную сторону сопоставить противоположный вектор такой же силы то они компенсируются. Так как деталь у меня не пружина, то при сварке вектор деформации стремится в сторону губок тисков или с другой стороны в гайки болтов этому вектору противопоставлены сила тисков и болтов. И по закону физики чем выше вектор заявления деформации тем выше сила тисков, пока одна из сторон не сдастся. И вроде как получается если правильно зажать деталь то после остывания с ней ни чего не должно произойти, другое дело что не всегда можно зажать во всех требуемых векторах. Капитализм - это утопия, точка. Сама жизнь не имеет ни какого значения и в ней нет ни какого тайного смысла. Поэтому я стараюсь свою жизнь наполнить хоть каким то смыслом, точка. Как то так.2 балла
-
После сварки зафиксированную деталь в муфельную печь. Нагреваем до 500 градусов и оставляем остывать вместе с печкой. А размер какую точность имеет?Тыж не микрометром этот размер мерял, значит пол десятки там палюбому пляшут, тебе эта погрешность не важна. Это нормально. А какая важна? Вот этот вопрос главный. С него всё начинается. Человеку кажется что должно быть точно, а что он подразумевает под этим точно? И как он обосновывает такую точность? Зачастую оказывается, что он сам не знает насколько точно, на ходу выдумывает какую-то точность, но обосновать её не может. А я, например, знаю железяки, которые выставляются с точностью до сантиметра, согласно нормативного документа. Как вам такая точность?2 балла
-
Спасибо, я старался выводил все в размер, а ты вон как. А это как делается? Глобул, Ganimed, G_Kar, Спасибо за ответ, но уже свершилось. Заполнил швы с фасками (только думаю погорячился с размером, нужно было по 1мм сделать и все, думал надо побольше, что бы не оторвало) и торцы. Оставил до следующего дня. На вид пока стоит в тисках вроде все прямо. Потом думаю вынуть из тисков, перевернуть и сделать шов внутри. И дать совсем остыть, потом уже вынимать из тисков и болты снимать.2 балла
-
Я у мамы инженер.1 балл
-
Конечно так и в металле только ММ (миллиметры) и меньшие единицы ,,,, ну не как не СМ (сантиметры) ,,,, это я еще усвоил в 6 классе и огромное спасибо фронтовику Федор Филиппычу нашему трудовику и он пацанов учил работать с металлом ,,,,, современные "пацаны" пекут блины , вот до чего докатились . Красиво и вот что значит увлеченность и сами практически освоили ну и чуток форум причастен1 балл
-
Более полугода работаю с хардоксом, про предподогрев да нужен до 250 при наплавке ок 83.50, а про контроль температуры первый раз слышу, сварку и наплавку обычными материалами(МР,УОНИ,Св08Г2С) провожу без всяких подогревов. Можете посмотреть в теме ,,Сварка спецтехники,,1 балл
-
У каждого производителя есть свои "изюминки " и у Селко в том числе есть , чего может и не быть в Лорхе. А вот это легко проверить вот только надо треугольник заплавить и вот я на Хелви что то похожее с эмитировал , но треугольник заплавить максимум зазор 3-4мм и потом усе потекло , а вот на Меркле или ЕВМ можно хоть 20мм зазорчик заплавить и ровненько этак и не потечет . В общем железяку 1,5-2мм толщины и пробуем .1 балл
-
@AskerKo,Аргонник тянет основу.Не реклама,источник имеет конечно косяки,но тем не менее.Ручник по всей видимости похожие потроха имеет.В любом случае за такие деньги лучше варианта пока не нашел.Хотя с другой стороны все стараюсь ПА варить,да и в ручнике я не особо.1 балл
-
Чет не алё.....1 балл
-
Да, типа такого и хочу добиться. Интересное видео. Этот способ так сказать гарантирует что поводок после сварки не будет? Принцип будет такой, пока мы свариваем и нагревает шов то деформации быть не должно, она начинается когда метал начинает остывать, а тут мы быстро кладем всю деталь в печь и она вся нагрета. И из-за этого деформации не будет? Десятки полторы не больше. Был бы фрезер было бы точнее. Если приложить угольник, он не должен иметь зазора. Этого будет достаточно. Это не для меня. В судостроении не работал. Любое изделие надо делать с максимально возможной точностью, даже если это какие нибудь пластины к котором на заборе будут привариваться/прибиваться лаги. Посмотрите на импортный авто, например мерс, все зазоры в кузовных и интересных деталях подогнаны комар носу не подточит. Пластик внутри не из какого то особой пластмассы сделан, а из обычной только технология изготовления другая и т.д. И возьмем например наш уазик или жигулёнок, вроде такую же функцию выполняет перевозит пассажира из пункта А в пункт Б. Подумаешь одна дверь почти без зазора на другую залазит, пластик как будто его напильником обрабатывали и т.д., функцию выполняет ну и ладно. Но приятнее смотреть на мерс, не правда ли? Так поче му же когда человек приваривает пластины к столбам забора и одна выше, шире, длиннее другой, а на замечание говорит - это же забор, за лагами не будет видно. Нет, это страна не будет жить хорошо.1 балл
-
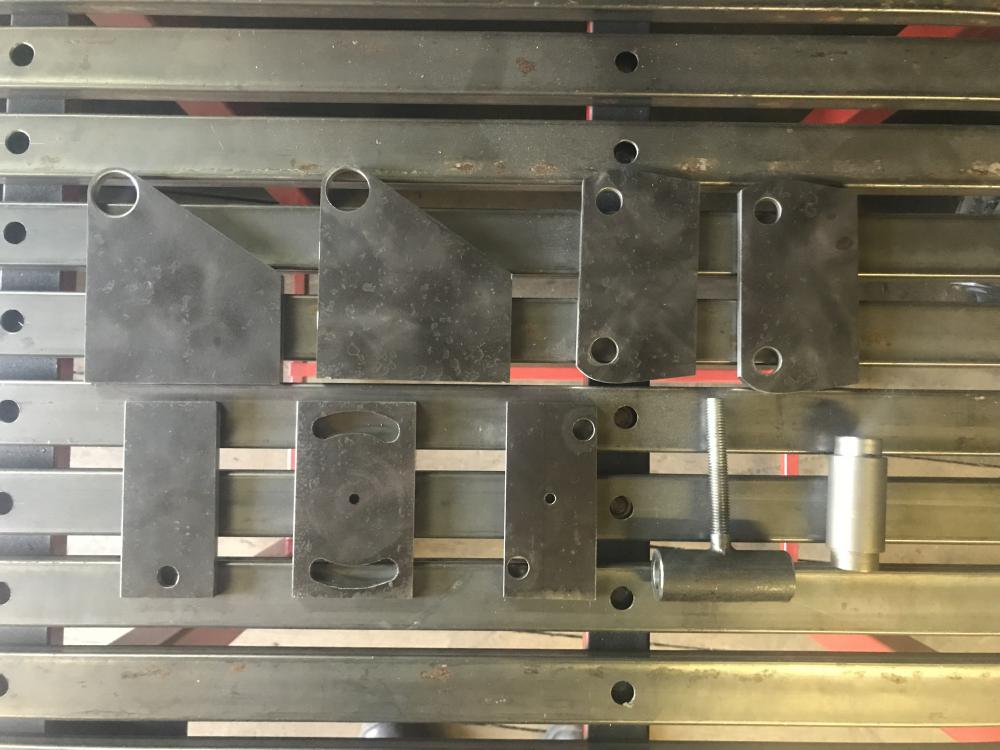
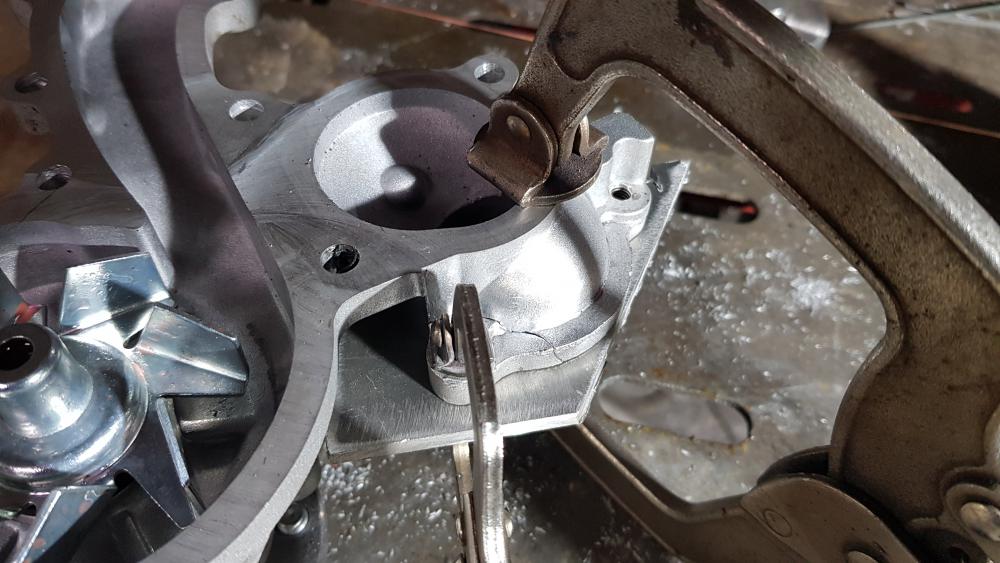
Я не так выразился, я сделал канавку наверное 5мм в ширину. Думал с двух проходов ее заполнить, но опыта не хватило, первый проход прошло все нормально, а на втором не смог заполнить, пришлось еще в некоторых местах проходить. Вот и подумал, зачем сделал такой широкий, может надо было сделать шириной 3мм и в один проход заварить. Так и планирую. Да, делаю регулировку для плуга, что бы в угол можно наклонять плуг когда колесо в межу опускается и будет еще влево вправо регулироваться если мотоблок при вспашке будет в какую нибудь сторону тащить. Это только одна легкая делать, вторая будет по сложнее, на следующей неделе придет горелка водяная вот и займусь. Вот весь комплект:
1 балл
-
Драсти!Я таки кого-то обманывал?На вертикал уонями похоже.)Источник пока такой присмотрел https://spika.com.ua/p1214383386-ruchnaya-dugovaya-svarka.html
1 балл
-
@sherwood, сильно заморачиваетесь мне кажется. Варите как есть, заполняйте разделку, при такой конфигурации уши будут стремиться разъехаться в разные стороны. После сварки - тюкнуть молотком пару раз через деревяху и можно в десятки попасть1 балл
-
Сегодня отрабатываем сварку нержавеющей стали ,С18 и Т3
1 балл
-
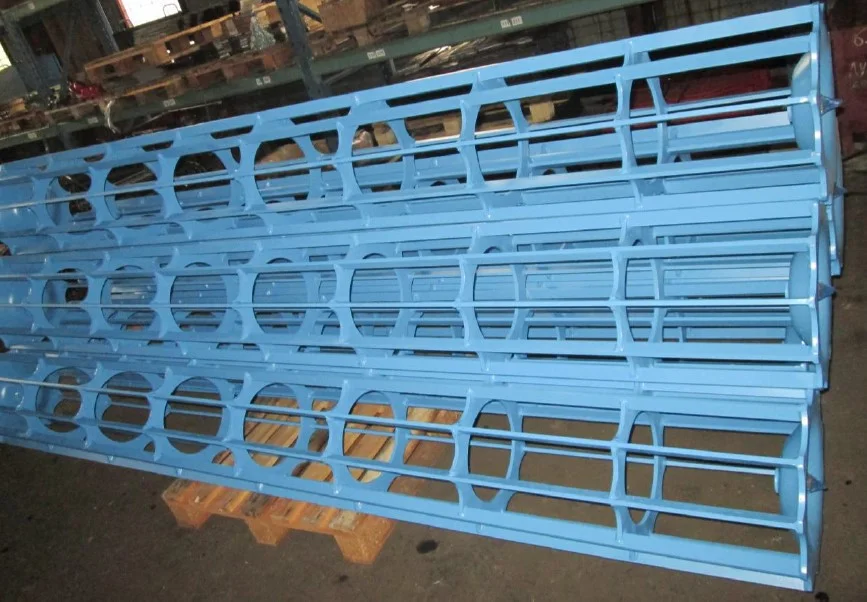
А вам не кажется что вы лезете не в свою тему? Это я спрашиваю вас как модератор. Это профессиональное сообщество. Есть такая профессия -- сварщик. Люди владеющие этой профессией работают на самых разных площадках, от Атоммаша, до РМЦ хлебзавода. А вот теперь мимо темы, тем не менее отвечу. А вы когда-нибудь пробовали сварить неповоротный стык трубы больше чем пол метра в диаметре? Там АСФ просто не нужен. Но это не означает, что он нигде не нужен. Вот изделие. Это каток для прикатывания почвы на дисковой бороне: На нём 480 коротеньких, по три сантиметра, швов. Конечно ничего страшного, ну а если каток не один, и не два, а сорок два. И вам их отдают обваривать, уже собранные на прихватках. В этом случае вы потеряете время на поднять-опустить маску, как раз примерно на цену хорошего спидгласа, только на этой партии катков, помимо того что вы и ночью башкой кивать начнёте. Не верите? Ну попробуйте хотя бы 150 раз поднять-опустить маску за один подход. Перейдём к теме? На каком, по счёту, катке сдохнет однофазный аппарат? Как думаете?
1 балл
-
Наварка, полуавтомат.
1 балл
-
Вадим , ничего страшного нет и даже больше человек наверняка получил удовольствие заварив "пробоину" таких размеров , но может и ошибаюсь??? ,,,,, но опыт он точно получил и не плохой и вот здесь точно не ошибаюсь . ЗЫ и со временем придет все тоже что у 99% фуромчан1 балл
-
Добрый день! Нет это маленькая совсем У нее загрузочное окно всего 150 x 100 мм. Попросили посчитать и изготовить такую малышку (под гранит и шлак). Вес по моим прикидкам будет вместе с двигателем около 110 кг.1 балл
-
Продолжаем освоение MIG/MAG процесса, сегодня сварка газозащитными порошковыми проволочками,машина ЭвоМИГ500ТР,проволока К-71ТLF,, вертикальное положение,режим Normal и DAC Normal Twin- Twin-Хороший режим, причём адекватно работает и в смеси, и в кислоте...толщина пластинки-20мм, 09Г2С.
1 балл
-
Доброго дня, врят ли зубья звездочки из стали 110г13 (проба на магнит все покажет) скорее сталь 30хгса с термообработкой, для таких целей вполне подойдут электроды эа 395/9,если и окажется 110г13 то они же вполне справятся с задачей. Единственное при сварке стали 30хгса сделать местный подогрев град 250.1 балл
-
Егор, да, такая технология есть,но надо сперва цинк нанести на основной металл, что представляет некоторую сложность в условиях небольших мастерских. На сталь можно нанести кремнистую бронзу и после воспользоваться 192 кастолином. В книгах, которые читал, не упоминается малый срок службы таких соединений, хотя это к технологам надо обращаться. повреждение цинкового слоя приводит к быстрой коррозии металла также и использование меди на стальных поверхностях (гальваническая коррозия).1 балл
-
Это далеко не раздолбайство. Когда в начале славного тридцатилетия вывозили все и вся из страны по бросовым ценам,даже тогда существовал запрет на вывоз стратегического металла. Чтобы вывезти титан за рубеж, начали из него изготовлять разный ширпотреб и под видом продажи готовых изделий потянулись караваны стратегического металла за кордон. Это не раздолбайство. К примеру, Титан включен в список минеральных ресурсов Министерства внутренних дел США, которые считаются критически важными для экономической и национальной безопасности.1 балл
-
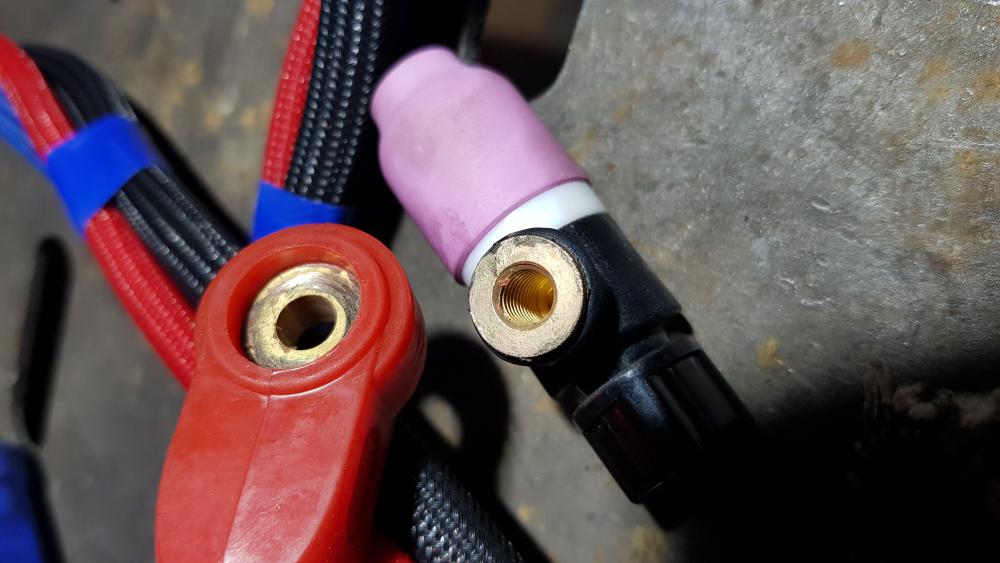
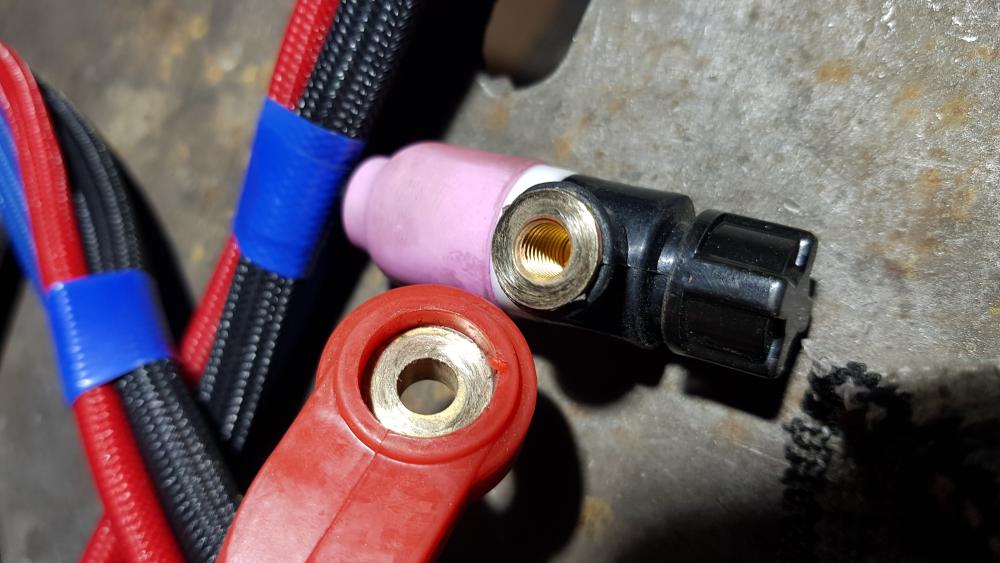
Пришлось срочно сделать 20ую горелку... без нее никак. Немного доработал напильником чтоб контакт плотнее был... Ну и как без треша?.. Новая помпа попала не в те руки...
1 балл
-
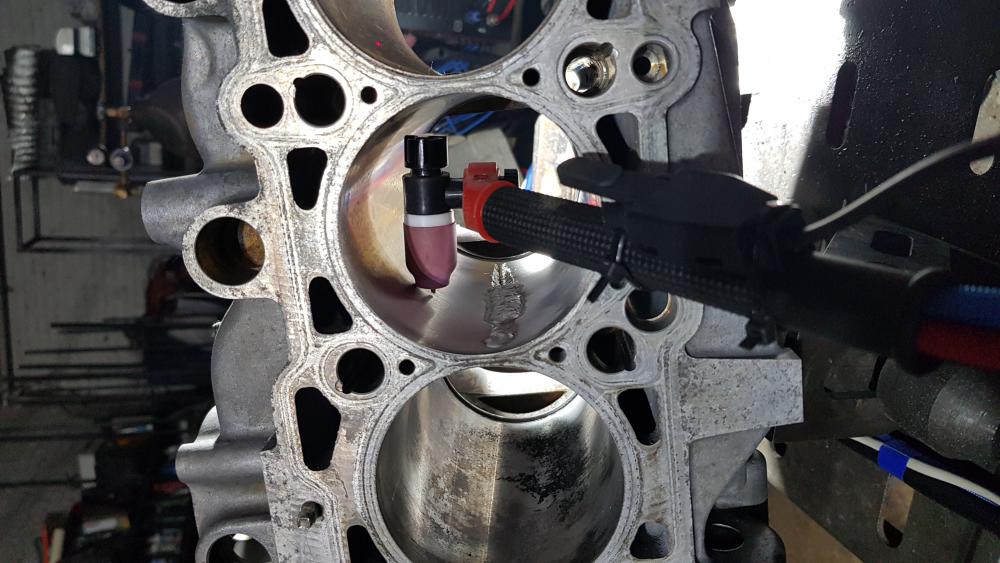
Всем добрый вечер. Знакомый фермер приволок блок V6 толи с маза толи с к700, разморожен Проявителя трещин ещё не купил до этого момента был не нужен, теперь конечно уже заказал Пользовался собственным чутьём. засверлил отверстия по краям, сделал разделку кромок потом прихватки понаставил и с середины в края начал варить чуть с права чуть с лево спроковкой Варил первый раз чугун Присадка Панч 11 он нашего форумчанина как называют присадку Александровский Панч 11. Сопло № 8 линза горелка vp20 вольфрам 2% лантан аппарат Эвотиг + педаль Спасибо форумчанам очень подробно всё расказади по методике сварки Да проверу ацетоном прошол успешно
1 балл
-
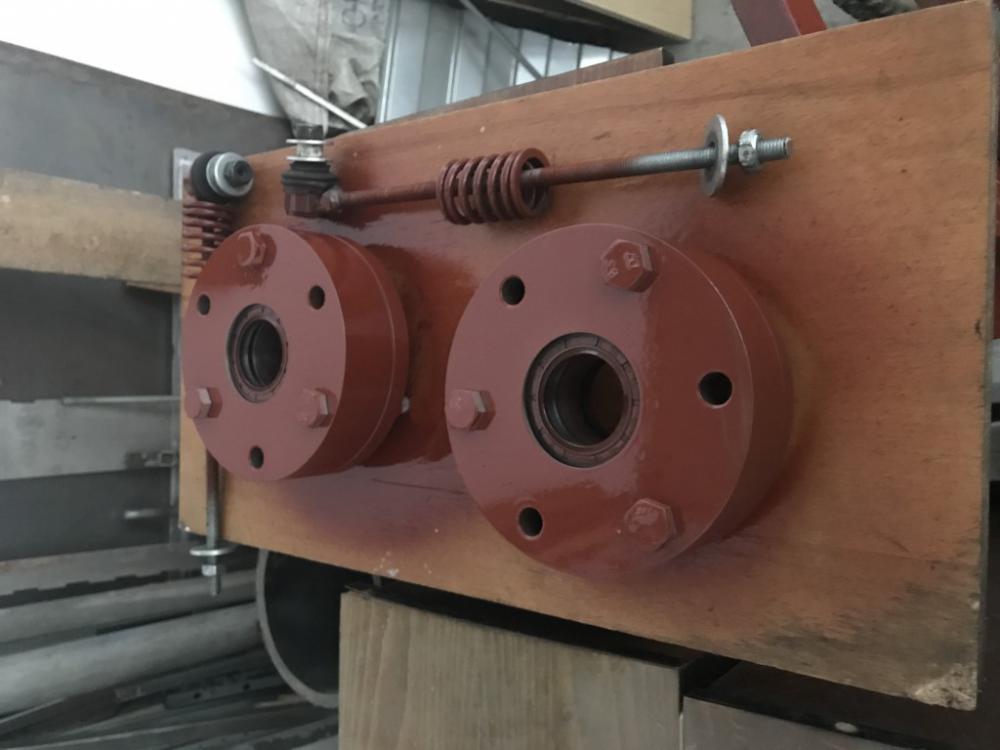
Итак начали приходить детали: Первые прикидки Пришли плиты из Сибая (спасибо Тимуру) Cвареннаое основание покрыто грунтом, правда я поспешил опять, забыл приварить регулировочные гайки и уши крепления к станине, придется счишать краску с этих мест и потом подкрашивать. Жду отмашки от токарей, и с лазера остается фланцы забрать.
1 балл
-
Дробилка уехала к новому хозяину в Казань. Приступил к сборке "малышки" Размеры у нее смешный, а вот усилию сдавливания - большие могут позавидовать. Кроме всего прочего тут будут стоять плиты из стали 110Г13Л. Ну и благодаря подсказке одного хорошего человека, я нашел для себя кладезь полезных материалов в магазинах сельхоз запчастей К примеру сегодня были куплены для маленькой дробилки маховик и приводной шкив. Ну и еще одна новость - это последняя дробилка в подшипниковых узлах которой применены обычные сальники, в последующих будет применены подшипники 36xx и вместо сальников - лабиринтное уплотнение, сегодня при разборке вариатора своего токарного увидел как они сделаны - нет там ничего сложного .
1 балл
-
Здарова, мужики! У меня как обычно, никаких сварочных мегаработ, все по мелочи). Сегодня первый раз попробовал сварить медь, пришлось. С попутными работами надо было снять и поставить лебёдку на машине. Один болт со статорной обмотки откручиваться не захотел и пришлось ломать. Болт к медной шине приварен, по хорошему надо было искать и покупать всю обмотку статора, но это вряд-ли возможно, пришлось бы покупать мотор в сборе, что тоже вряд-ли возможно, лебеда напрочь китайская с уймой вариантов исполнения. Делать нечего, пришлось экспериментировать. Нашёл в залежах железок сгоревший мотор, с него взял болт и втулки, на нём же попробовал как оно, медь варить. Вроде всё срослось, лебедь проверил, работает. Такие эксперименты конечно в убыток, но машина хорошего человека, но и я всеж попробовал новый для меня материал в сварке. Ну а коли я отметился в своей теме, то расскажу как дела у мастерской - дела такие, мастерская перешла на факультативный вид деятельности. Сам я пошел в наемники, работа интересная и мне по душе (механик). Мастерская прокормить не в состоянии, цены поднимать не могу, работал с частниками у которых зарплата не растет вслед за ценами. Соответственно и я не могу с людей драть, я ж не эффективный менеджер. Потому решил поступить так, мои пациенты со мной, но в свободное от наемной работы время. Кто-то конечно отвалится, ибо по времени ожидания получается долго, кто-то останется, но других вариантов в нынешней ситуации в стране (которая не располагает к улучшению) я не вижу, пока по крайней мере).
1 балл
-
Обещал показать доработку первой версии дробилки. После того как ее на хорошем бетоне поэксплуатировали задний узел крепления упорной пластины выгнуло (к сожалению фотографии не осталось). В общем как и на новой версии узел упорной пластины теперь усилен максимально и регулировочные болты стоят на 20мм. Сегодня заехал посмотреть - ребята работают P\S приятно когда оборудование которое собрал собственными руками - работает и помогает людям делать их работу...
1 балл
-
Без обид,но помощнику не вложить по инструкции моторику рук и инструкцию понимания сварки чугуна. Это же типа секты - "Суслик есть,но просто его никто не видел" Кстати,а что за инструкция описывает,что пробой\дырень сначала надо плакировать панчем. Я ни в коем случае не подкалываю, т.к не могу сообразить - зачем заранее организовывать напряженный и замкнутый узел..? Получается,что если у вас случается трещины, то в этом и причина. Даже,если идти таким путём, то при плакировке краёв вам надо чеканить этот первый слой. Но это и долго,и не нужно,и материала уйдёт прилично. Сам процесс сварки латки стандартный - подготовка пробоины,изготовление немного выпуклой латки типа "скорлупка". Латку обязательно отжечь!!!! Далее прихватка, сварка,чеканка.1 балл
-
Вот про это я выше и говорил.У нас в дробилку один гранит только и сыпали,притом бульники все почитай круглые. Пока его закусит,он несколько раз в небо взовьётся.Так интересно со стороны наблюдать как булыжник под килограмм триста,подскакивает вверх как мячик,метров на пять.1 балл
-
Все проект завершен! Все мои страхи позади, дробит она и мрамор и гранит. Остается только найти правильный красный кирпич и кусок бетонной шпалы (старые которые на гранитной крошке делали) для проверки. Вообще сегодня первый раз на граните столкнулся с тем что кусок вылетел вверх и чуть мне в лоб не попал. В общем смотрите все на видео:1 балл
-
Вышел на финишную прямую: Сьездил закупился краской. Все покрасил и теперь 3 дня можно в мастерской не появлятся (к сожалению сушилку в старом гараже разобрал, а в новом пока не сделал так что остается надеятся что не обманут с погодой и температура не будет опускаться ниже нуля) Ну и теперь самое интересное расклад по затратам на сборку, цены правда уже не совсем актуальные так как платил за металл еще в конце октября начале ноября, сейчас ценник подрос процентов на 20..30. По новой цене брал большие шкивы. Так же тут нет стоимости рамы (использовал металл который был в наличии) Думаю сейчас если просчитать все заново себестоимость выдет около 80000 руб. Наименование Цена Болты и гайки 400 Пружины 110 Шкивы 2 штуки 16000 Шкив двигателя 250 Шпонка 10x8 538 Токарка (труба, крышки трубы, узлы и крышки 13320 Лазерная резка 19600 Подшипники 4000 Вал (эксцентрик) 3500 Арматура 200 Краска 530 Двигатель 6990 Итого 65438
1 балл
-
Видео первого запуска новой версии дробилки:1 балл
-
Сварочник починил о чем отписал в другой теме. Спрашивали меня про размеры окна загрузки, ширина осталась как в первой версии 255мм (щеки имеют ширину 250мм) , ниже фотография которая поясняет второй размер: Далее вот реальная длинна дробилки: Ширина как уже ранее говорил внутри 255мм если прибавить 20мм толщины стенок получится общая ширина дробилки 275мм. Сегодня пришлось приварить к подвижной щеке ухо для подьема, так как ее вес превысил 50 кг... Еще один вопрос касался внутренностей, фотография ниже показывает что там и как:
1 балл
-
Пошел процесс сборки новой дробилки: На этот раз все серьезней. Подшипники тяжелой серии 3508, 3510 (роликовые 2х рядные) Все детали порезаны на лазере (что сказалось на стоимости) Вал эксцентрик - Сталь 45. Посадка подшипников в трубу - на горячую. Есть небольшой просчет в конструкции из за этого пришлось вводить в конструкцию ползуны и срезать уголки болгаркой (болты упирались в подвижную щеку) Сейчас подвижная щека полностью готова. Изготовление притормозилось из за того, что у меня сгорел мой полуавтомат и приходится все делать ручной сваркой. Сегодня еще и электроды кончились, а за нормальными ехать в соседний город надо.
1 балл













































































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)