sed_alex
-
Постов
105 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент sed_alex
-
У меня новый прибамбасинг в мастерской собрал себе кран ибо некоторые мои запчасти переваливают за 100 кг На фото процесс запрессовки подшипников на вал дробилки. Видео выложил у себя на канале (25 минут, не знаю кому будет это интересно смотреть)... Чертежей нет, просто пришел в магазин сделал пару фотографий кранов которые там стояли (и с 24 февраля магическим способом с 20000руб подорожали до 40000 руб) посмотрел несколько роликов на ютубе, затем покопался в закромах родины на предмет поиска материалов ну и в итоге получилось то что получилось Себестоимость получилась 12000 руб. Электроталь обойдется еще в 10000 руб, Акб у меня есть, пульт дистанционки тоже имеется

- 531 ответ
-
- 10
-

-
Отличная идея! Возьму на вооружение.
-
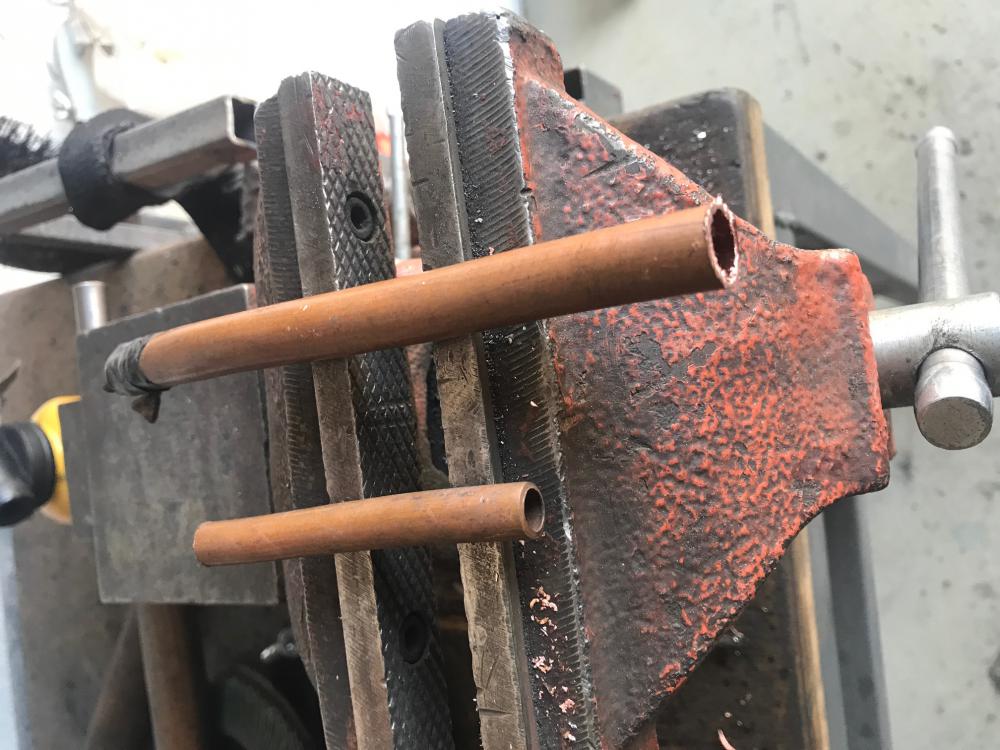
Очередная переделка клеммы массы (на третьем по счету аппарате). Итак основная проблема - не достаточно хороший контакт в месте соприкосновения и как следствие выгорание болта. В данном конкретном случае ситуация усугублялась тем, что в комплекте с аппаратом шел алюминиевый провод, который после 1 часа работы на токе в 200 ампер начал плавить изоляцию. По пунктам: 1) поехал в магазин и купил 3 метра КГ1-25. 2) Взял у холодильшиков за "шоколадку и пачку чая" огрызки медных трубок 3/8" и 1/2" 3) опрессовал медными трубками концы кабеля, и подсоединил разъём (подключаемый к сварочному) - всегда после опрессовки дополнительно пробиваю керном несколько точек 4) Медная шинка которая идет между концами зажима при попытке захватить трубу 40x40 вылетает (из за недостаточной длинны) удлинил ее трубкой медной и из этой же трубки сделал ограничитель. 5) Просверлил в ручке 2 отверстия и закрепил выходящий кабель. Для полной переделки остается только установить латунные болты и заменить сами контакты массы на латунные (делаются из огрызков латунной толстостенной трубки на прессе за 10 минут) Фотографии процесса:
-
Да нет тут ничего странного, когда на Искре загорается красный светодиод - аппарат говорит, "баста карапузики кончились танцы - мне нужно отдыхать" и сидишь ждешь минут 5 пока он остынет. И такая ерунда через каждые 10 минут работы на максимальном токе. Вот и получается что на старом аппарате прихватками собрал всю конструкцию закрепился чтоб ничего не увело, и начинаешь короткими проходами обваривать, если уходит в перегрев - идешь занимаешся другими делами. На викинге - собрал на прихватках и вариш спокойно...
-
Исключительно за счет сварочного аппарата, он реально при прочих равных условиях дает идеальный шов при большей скорости работы.
-
Сегодня опять весь день варил щеки.. А вот так теперь выглядит нижний упор подвижной щеки: Так скажать с небольшим запасиком Наплавляется 20мм толщины на нижний упор подвижной щеки (подсмотрел у Итальянских дробилок первых версий)
-
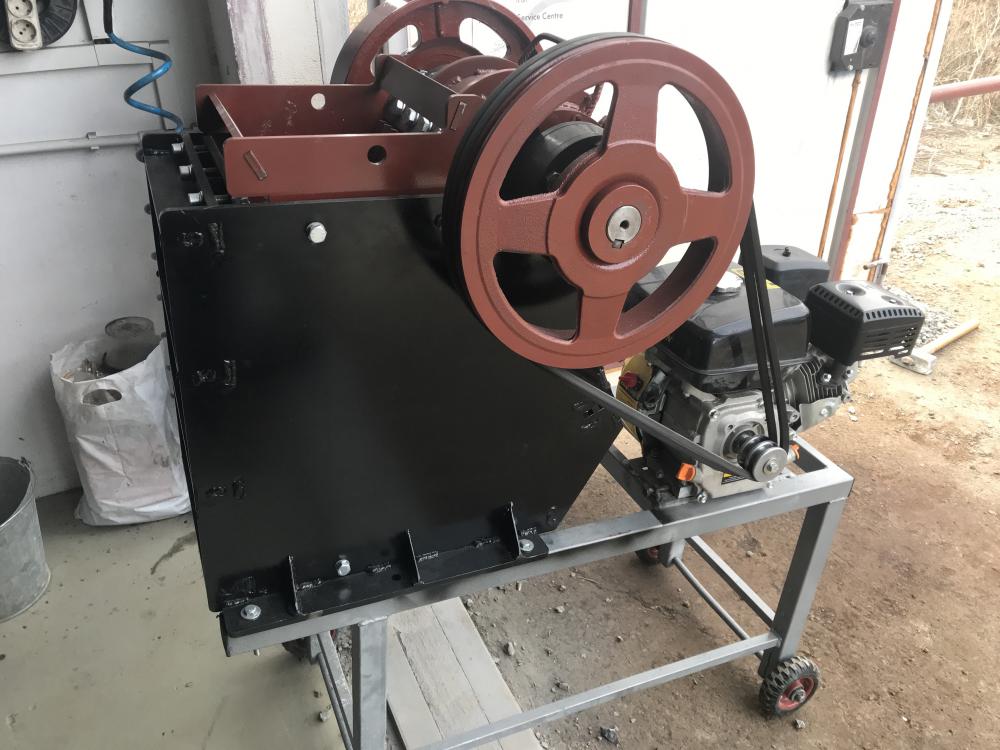
Итак еще одна дробилка с небольшими доработками. Первая и самая главная доработка - поменял сварочный аппарат То на что раньше тратил 4 часа, теперь варится за 1 час (приобрел Viking Mig200 Double Puls Synergic Pro) - теперь посматриваю на водяную горелку под него, ибо родная перегревается когда долго работаешь на токе в 200 Ампер. Изменения: 1) Вварены боковые усилители пластины регулировки фракции. Причина доработки - при дроблении Эрклеза (отходы производства стекла) вырвали стопор пластины 2) Удлинил ремни и вынес двигатель подальше от дробилки, для более удобного ее встраивания в линию. 3) Заменил защитные колпачки тавотниц (стандартные реально живут до первого попадания камня) теперь там стоят толстые из 2мм - АБС, есть надежда что выдержат не одно попадание. 4) В раму на которой стоит сама дробилка вварены распорки.
-
 По текущим договорам за прошлый месяц отгружу оборудование (у меня цикл производства от 2х до 4х недель) и наверное поеду в горы подальше от всех "новостей" на недельку. Надеюсь за этот период трясучка цен на металл устаканится.... На прошлой неделе пытался купить сталь 40x у нас в городе, а мне как в мультфильме "Трое из Простаквашино" менеджер отвечал "кругляк есть, но я вам его не продам" ... потому, что не знаю почем продавать...В итоге купил 60 кг на 30% дороже от предыдущей закупки.
По текущим договорам за прошлый месяц отгружу оборудование (у меня цикл производства от 2х до 4х недель) и наверное поеду в горы подальше от всех "новостей" на недельку. Надеюсь за этот период трясучка цен на металл устаканится.... На прошлой неделе пытался купить сталь 40x у нас в городе, а мне как в мультфильме "Трое из Простаквашино" менеджер отвечал "кругляк есть, но я вам его не продам" ... потому, что не знаю почем продавать...В итоге купил 60 кг на 30% дороже от предыдущей закупки. -
Добрый день. Есть ли сейчас аппараты в наличии ?
-
Все верно, боковые сменные тоже имеются Вот так она выглядит в сборе. Заметил одну интересную вещь в связи со значительным (более чем в 2 раза) увеличением массы подвижной щеки, появилась значительная инерционная составляющая которая реально сильно помогает дробить тяжелые материалы при прочих равных условиях (слышно по работе двигателя, что он не напрягается) P\S я был очень сильно удивлен во что дробилка превратила попавший со шлаком кусок металла (если честно не ожидал такого)
-
Вот когда вроде бы все идет по плану - обязательно что нибудь этот план нарушит у токарей станок сломался, ждал пока починят. Забрал детали, работа пошла дальше: 1) Сварка рамы - тут без каких либо происшествий обошлось. 2) Сварка подвижной щеки тоже особых проблем не было, (она даже весит меньше чем рама) где то 50 кг . 3) запрессовал подшипники подвижной щеки (благодаря изменениям в контструкции теперь сразу оба подшипника внутренних можно сажать на вал, а потом вал в сборе впрессовывается в трубу подвижной щеки) вот тут, я немного ошибся с весом, не очень удобно 50 кг держать на весу и прессовать, пришлось варить подставку.... 4) больше всего хлопот доставили плиты, монтажных срезов на них не оказалось, пилить сталь Гадфилда быстрорезом занятие бесполезное, на водоабразивке парни тоже сказали, ну его нафиг пробовали, не идет. В общем на то чтобы на 2х плитах сделать монтажные фаски ушло 30 отрезных дисков (125x1.0мм) и два дня (по 2 часа вечерами) аккуратно резал, сильного нажимать на диск тут было нельзя, плита начинает греться сильно в месте реза и диск в один момент заканчивается. Сегодня завершил покраску, теперь пару дней подождать и можно все собирать в кучу.
-
@Дед мазай, Все верно, конусная дает "кубовидный" щебень (он более правильный по форме для утрамбовки). Через несколько дней отдадут запчасти для новой дробилки По токарке в этот раз упростил ребятам немного работу, сопутствующие детали теперь все на лазере делают.
-
Посмотрел сначала много разных вариантов, показалось, что такая компоновка наиболее простая и эффективная. P\S Работы по мини-грохоту для разделения на 3 составляющие пока остановил, тут надо дробилки делать пока заказы есть.
-
Итак перешагнул я через себя и сделал версию дробилки на которой можно дробить дробилки шутка конечно, но тут есть и доля истины... Итак модель 290 x 220мм, позволяет закидывать в нее куски 250 x 200мм. Вроде характеристики обычные но, тут есть один нюанс в дробилке стоят подшипники серии 3612 и 3609 (раньше стояли 3510 и 3508) в общем допустимое усилие сдавливания увеличилось в 2 раза. Кроме того, установлены боковые щеки (при истирании они просто меняются) Подвижная и неподвижная плиты сделаны из стали 110Г13Л (литье) толщина подвижной 40мм толщина неподвижной 50мм (что положительно сказывается на ресурсе при работе с абразивными материалами) Так же претерпел изменение вал эксцентрик, за счет резки всех делателей на лазере с точностью в 0,1мм - появились 2 бортика поджимающие подшипники в подшипниковых узлах при затяжке болтов. Максимально допустимое осевое смещение подшипников при работе дробилки теперь составляет всего 0,4мм, при желании можно уменьшить зазор до 0,1мм на сторону. Дробилка спроектирована под тех. задание заказчика для дробления бетонных плит перекрытия на мобильной установке (работа совместно с гидромолотом ), расчетная производительность по фракции 40..60 - 4 куба в час P\S жду прихода плит и запчастей, надеюсь ближе к середине месяца приступим к испытаниям.
-
Прототип грохота с возвратно поступательными движением. Пока сделал для просеивания песка (чисто для тестирования) Определился с количеством колебаний, получается наилучший результат при 120..140 колебаниях в минуту. Видео работы: Сейчас проектирую компоновку для разделения на 3 фракции (по заказу одного из клиентов дробилки) 1) Менее 2мм (отсев) 2) На выбор от 2..8мм до 2..15мм - мелкий щебень 3) Более 8.... 15 мм Сита наборные крепление рамки на 4 болтах
-
Без проблем дробит, что древесный, что каменный.
-
Сегодня по просьбе заказчика пробовал дробить асфальт. Ситуация такая же как с газобетоном - тяжело дробится так как мягкий. Предложил заказчику дождаться когда температура опустится ниже нуля и передробить всю его кучу за один день. Ну и еще одна новость, начал собирать грохот для отделения пыли и отсева. Размеры сита 1.2 х 0.7 метра, размер самого грохота 1,5 x 1.2 x 0.8 движение сеток от мотор редуктора (возвратно поступательное) количество колебаний - 120 в минуту.
-
Спасибо
-
Немного ссылок на последнюю версию дробилки 300x200 мм Сборка: Работа с бетоном и описание обслуживания: Дробления кусочка шлака (ответ на вопрос что будет если попадется кусок шлака случайно) и дробление бордюрного камня (новые бордюры которые без арматуры)
-
Доделал дробилку на 300мм и даже заснял практически весь процесс производства В общем понял для себя, что 300 мм это максималка которую можно сделать без кран-балки, так как подвижная щека в сборе с плитой становится уже просто неподъемной. Вес станины с закрепленной неподвижной плитой так же приближается к 100 кг. В общем то что вы видите сейчас на фото весит 260..270кг. P\S сижу сейчас вычерчиваю новое изделие...
- 60 ответов
-
- 11
-
-
Даже не сомневайтесь это так сказать все прелести Кировоканского станко-строительного завода P\S Станок этот выставил на продажу, я из него за год вырос, присматриваю теперь себе что нибудь по типу 16Б16
-
Фотография заваренного чугунного хомута (варил медью) На фото два шва финального прохода, меди я туда нормально наплавил у хомута толщина стенки 10мм. Вообще чугун забавно варится, чуть что не так закипает и обдает брызгами расплавленного металла, а присадка как бы "успокаивает" сварочную ванну, когда все правильно делаешь видна окантовка по краю ванны.
-
Буду в гараже попробую залезть с фонариком в станину и сфоткать
-
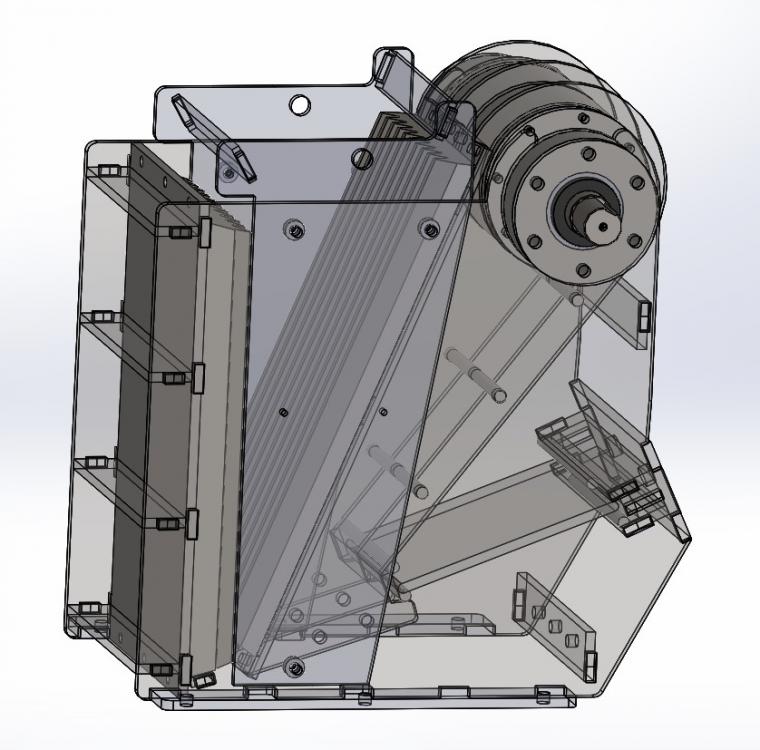
Всем привет. Решил все таки собрать на пробу средне-размерную дробилку с окном 300x200 под бой бетона, кирпичей и керамзитных блоков. Шкив и маховик как и ранее закупил готовый в сельхоз запчастях. Пришлось немного увеличить высоту для того, чтобы оставить угол щеки не более 22 градусов (и при этом не уменьшить загрузочное окно.) Максимальное количество запчастей как и в более ранних версиях будут вырезаны на лазере. Расчетный вес без учета шкива, маховика и рамы составит 170 кг, дробилка в сборе и на раме будет весить около 260 кг, Особо сложно в этой конструкции было - сделать так, чтобы отдельные узлы не были тяжелей 60..70 кг Смоделированная дробилка:
-
Несколько дней назад ТИГом варил чугунный хомут который держит ручку вариатора на токарном станке 16Б05А. Его уже до меня восстанавливали, медными электродами, поэтому не стал изобретать велосипед и решил так же восстановить. Сделал болгаркой разделку кромок под 45 градусов и потихоньку залил все медью ( в качестве присадки жилы от кабеля ВВГ сечением 2,5 mm2) . Сначала все кипело и брызгалось потом деталь прогрелась и все пошло как по маслу. Потратил на 2 шва по 3 см с учетом подготовки где то час времен (дольше всего обрезки проводов в подвале искал и чистил их от изоляции) Вроде держится.... P\S забыл совсем, минут пять режим пульса подбирал - опыта сварки чугуна до этого не было.