Лидеры




Популярный контент
Показан контент с высокой репутацией 10.04.2021 во всех областях
-
Восстановление резьбы на ступице тонара. Такая вот самодельная приблуда у наших парней. Тиг сварка 90А думал не получится плавный переход на резьбу сделать подрежется крайний виток, но не в этот раз)).
 12 баллов
12 баллов -
Они предполагают , а ставим мы )). Как обычно ситуация на местности оказалась не совсем как было изначально , но факты и устные аргументы оказались сильнее . Центр города , пешеходная зона , кто решил что люк оджен открываться от моря ? ))) я грю он должен открываться так чтоб было удобно пожарным его открыть с полным доступом к гидрантам и лестнице . Давайте сюда того кто отвечает за все это + вышестоящее начальство . Мы щас его установим и закрепим , через неделю вы скажете надо поменять положение , а тут такие условия крепежа что мы его фиг срежем без плазмы и компрессора . Пока у меня оф звонка на телефон не будет , я ничего крепить не буду .Установили
8 баллов
-
За зиму не спеша сделал перекрытие из металла швеллер 10 лист 3 мм, размер помещения 5,7×2,8 м, лестницу с площадкой и дверью на 2 этаж, лестница на гаражных петлях, попозже хочем сделать подъемную через блок и трос, когда ненужна будет поднята кверху.
6 баллов
-
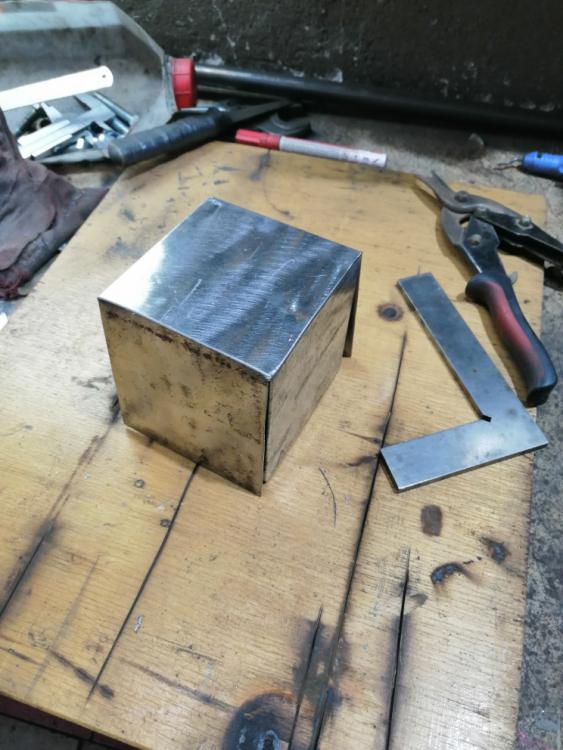
Копилка. Из квадрата ,у пустой вес более 3кг
4 балла
-
Обещал показать доработку первой версии дробилки. После того как ее на хорошем бетоне поэксплуатировали задний узел крепления упорной пластины выгнуло (к сожалению фотографии не осталось). В общем как и на новой версии узел упорной пластины теперь усилен максимально и регулировочные болты стоят на 20мм. Сегодня заехал посмотреть - ребята работают P\S приятно когда оборудование которое собрал собственными руками - работает и помогает людям делать их работу...
4 балла
-
Пятница , но как бы до обеда рабочие будни . Сразу хочется поблагодарить Алексея http://websvarka.ru/talk/user/4526-tehsvar/ за быстрый и качественный ремонт Форсажа . Ну и смотались в т.ц. "Усадьба" прикупить АЛ присадочка , в общем цена в среднем один пруток 10р, зависит от диаметра . Трактористам-машинистам в помощь , масло-нагнетательная ручная машина . В общем фанерка и насос их изобретение , мое емкость-конус и шланги-штуцера . И штуцера - заглушки-выручалочки , на случай лопнувшего шланга ,,,, а ехать надо .
3 балла
-
Как не странно но по поводу тона это домыслы ,и я в этом не виноват2 балла
-
Я о таком "горьбе"...
2 балла
-
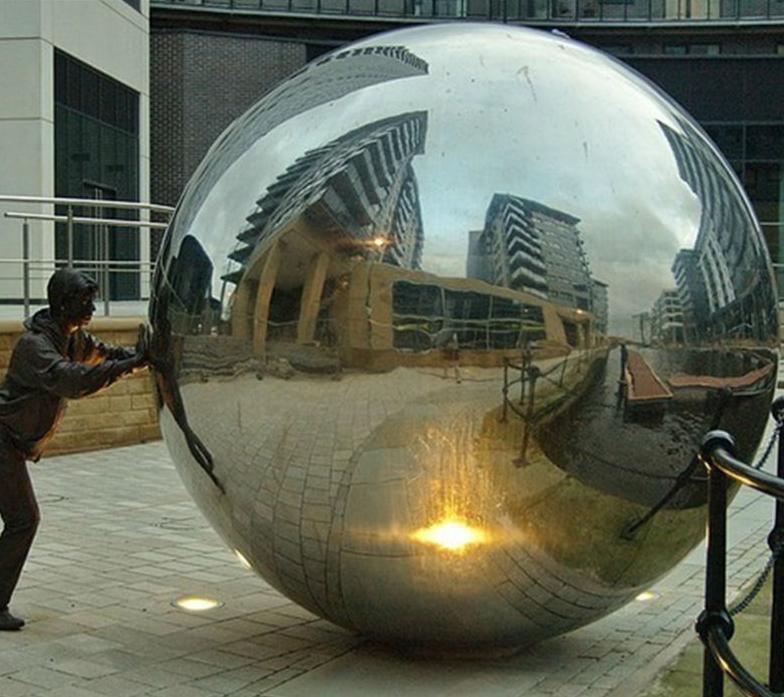
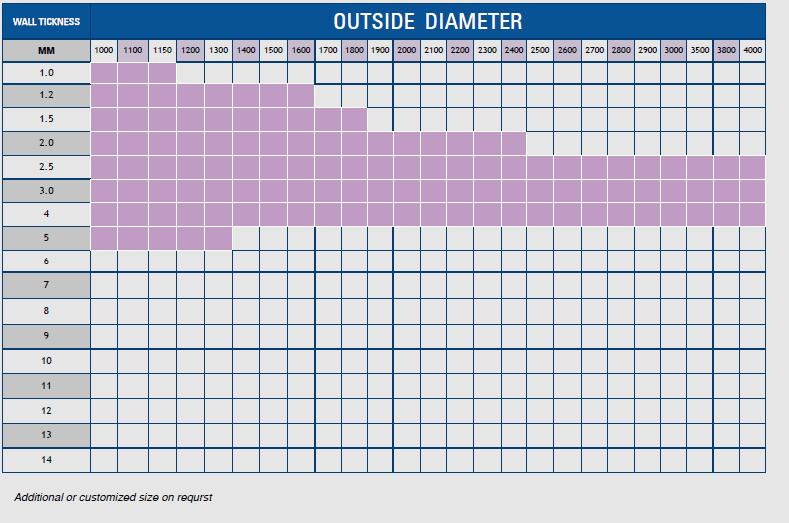
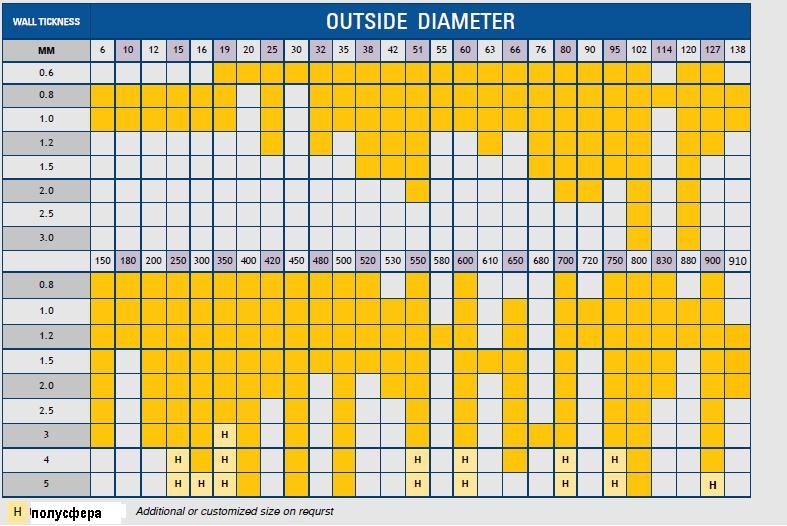
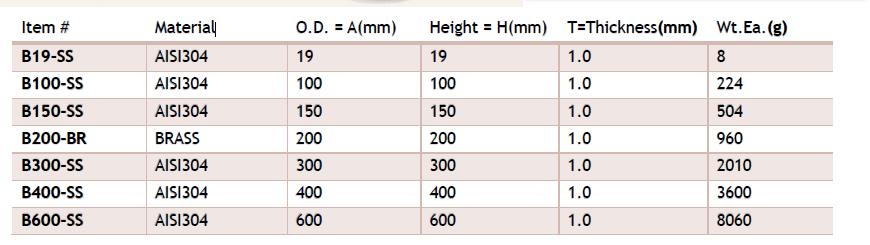
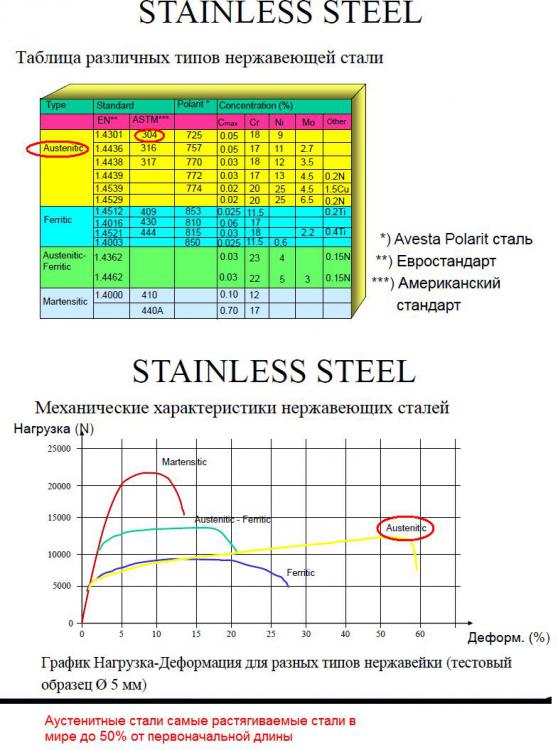
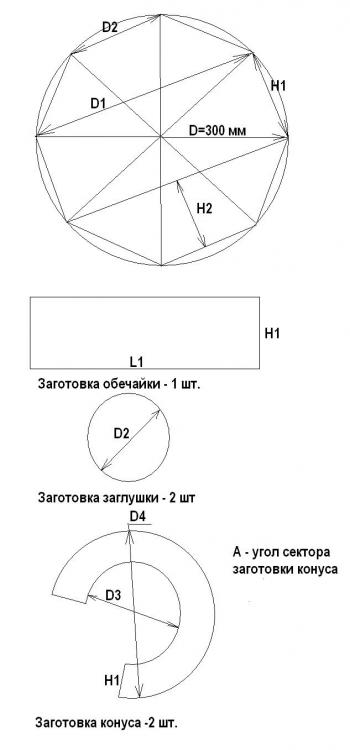
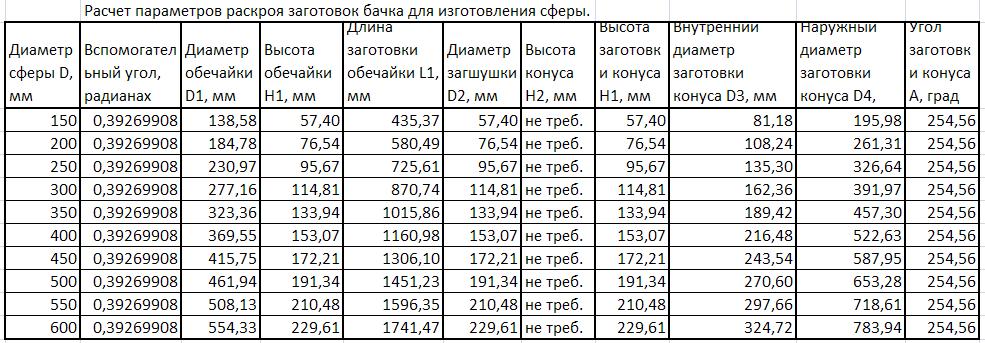
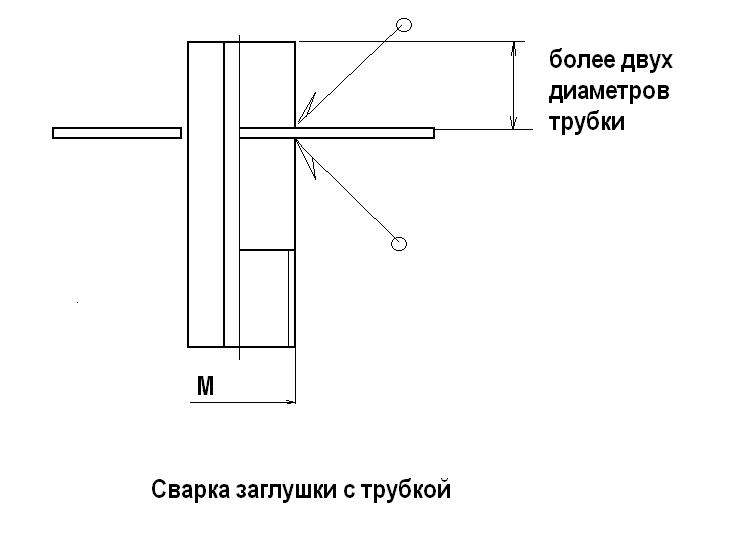
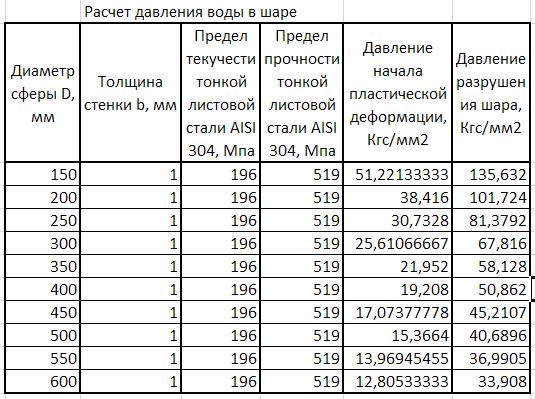
Технология изготовления зеркальных шаров. В данной теме хотел отразить технологию изготовления зеркальных шаров. Введение Под зеркальным шаром понимается полая металлическая сфера, изготовленная из нержавеющей стали толщиной от 1 до 5 мм, отшлифованная до зеркального блеска. Согласитесь, подобные конструкции выглядят довольно эффектно. Могут быть использованы как детали интерьера и скульптурных композиций. К тому же подобная технология используется для изготовления зеркальных скульптур из нержавеющей стали и куполов церквей. Один из изготовителей: www.shinydecor.com Согласно каталогам производителя данные конструкции изготавливаются в следующем ассортименте: По всей видимости, изготовление сфер малого диаметра производиться предварительной штамповкой полусфер, и последующей сваркой двух половинок. Сферы больших диаметров изготавливаются из раскроенных деталей. Как видно из каталогов материал для изготовления сфер используют AISI 304 приблизительный аналог нашей 08Х18Н10. Для получения сферического профиля шары после сварки надувают водой под давлением, как воздушные шарики. Дело в том что аустенитные стали хорошо тянуться. Поэтому конструкции из листовой аустенитной стали можно раздувать. Рассмотрим пример изготовления шара диаметром 300 мм. Как заявлено производителем данный шар изготавливается из листа толщиной 1 мм. Такую толщину довольно сложно сварить без дефектов односторонним стыковым соединением, да и при шлифовки можно протереть до дыр, но если, например, взять толщину 2 мм то возникнут сложности. Во первых шар будет дороже и тяжелее. Во вторых будет труднее формировать заготовки. И в третьих понадобиться большее давление воды для того чтобы шар принял идеальную сферическую форму. Поэтому давайте остановимся на листе толщиной 1 мм. Раскрой.Для получения шара будем предварительно изготавливать бачок по форме напоминающий шар. Начертим круг диаметром 300 мм и разделим его на 8 секторов. Расчет параметров приложен в Excel файле. К сожалению пишет что файл Exel нельзя сюда загрузить так что пишите почту кому надо перешлю. Раскрой можно осуществить на лазерном комплексе или по старинке на ручной гильотине. Формирование обечайки и конуса необходимо произвести на вальцах. Сначала подогнуть края по шаблону, а потом вальцевать. В одной заглушке необходимо просверлить отверстие диаметром равным наружному диаметру трубы по которой будет подаваться вода. Трубка должна быть толстостенной. Материал трубки должен быть тоже нержавейка. На конце трубки должна быть резьба для подсоединения шланга высокого давление. Если трубка будет длинной это хорошо, это позволит использовать её несколько раз. Внутренний диаметр трубки должен быть выбран так чтобы в шар можно было залить воду. Собрать трубку с заглушкой. Важно чтобы при сборке трубка заходила в шар более чем на два диаметра трубки. Это позволит в последствии заварить отверстие так, чтобы не нагреть тонкий металл шара потому, что если это произойдет, место разогрева провалиться вовнутрь шара. Обварить трубку с обеих сторон угловым швом с полным проваром. Если провара не будет, при шлифовании появятся дефекты. Собрать обечайку на прихватках без зазора в стык. Сварить стыковой шов обечайки с помощью ручной аргонодуговой сварки неплавящимся электродом. Желательно с поддувом. Подрезы на лицевой стороне не допускаются. Должна быть обеспечена герметичность шва и отсутствие внутренних дефектов, так как при шлифовании они станут видимыми. Сборка конуса на прихватках ведется по обечайке и припуск по окончанию сборки обрезается так, чтобы в стыковых швах не было зазоров или они были минимальны. Когда конструкция собрана на прихватках можно приступать к сварке. Если хотите обеспечить поддув, заведите шланг в трубку и обклейте скотчем участки незаваренных швов, чтобы поддув не расходовался зря. Помните, что при замыкании последнего шва может произойти выброс сварочной ванны вверх, в связи с тем, что образовался герметичный сосуд. Это может привести к травме. В данном случае было использовано дополнительное фланцевое соединение. Но лучшим решение было бы добавление перекрывающего крана на выходную трубу. Это позволил о бы оставить давление воды 3-4 КгС/мм2 после процесса надувания и перекрыть. По моему мнению, шлифовать шары нужно тогда когда в них находиться вода под небольшим давлением, металл не будет нагреваться и проваливаться. По окончанию шлифовки (или удаления усиления сварных швов) воду можно слить. (К сожалению, я не пробовал такую процедуру, но думаю, это будет правильно.) Ну что ж бачок готов можно приступать к надуванию. Для надувания необходимо рассчитать давление для каждой конструкции, при котором начнется пластическая деформация и давление, при котором шар разрушиться для того, чтобы знать в каких диапазонах можно надувать. И так мы выяснили что при давлении в шаре 67 Кгс/мм2 шар должен разрушится. Для проведения процесса надувания можно использовать водяной гидронасос предназначенный для испытания сосудов работающих под давлением. Необходимо заполнить шар водой и выгнать из него весь воздух. В целях безопасности перед подачей давления шар необходимо поместить в отдельный контейнер или комнату, в которой никого не будет до тех пор, пока давление с шара не будет снято. Иначе шар может лопнуть или соединение может не выдержать. Это может привести к травме. Первый шар лучше надувать постепенно. Нагнали давление до определенного уровня, потом сбросили, посмотрели все ли Вас устраивает. Потом еще добавили, сбросили, посмотрели. Не используйте для надувания шара воздух или газ (воздух тоже смесь газов) может произойти взрыв.Шар необходимо надувать до тех пор пока проваленная околошовная зона вокруг шва не выпрет на уровень основного листа, чтобы при шлифовке не оставались канавки между швом и околошовной зоной.Вы можете столкнуться с ситуацией когда в определенный момент появиться течь в некачественном сварном шве. Давление не будет нагнетаться. Слейте воду и подварите дефект. Место сварки слегка провалиться. Налейте воды и повторите процедуру. Качество швов без комментариев.От шов! Неужели руками? Если Вы закончили надувание, сбросьте давление до 3-4 Кгс/мм2 и перекройте входной кран. Сбросьте давление в гидронасосе до нуля. Отсоедините шланг высокого давления и перекатывая шар по ПЕСЧАНОМУ полу переместите его на шлифовку. При шлифовки тонкий металл не должен перегреваться (если конечно не усердствовать) так как внутри вода. Перегрев металла приведет к его проваливанию вовнутрь шара. Да вот так не затейливо болгаркой Вы сначала снимаете усиление сварных швов. Вода внутри. Откройте кран, слейте воду. Теперь срежьте трубку болгаркой почти заподлицо и аккуратно без значительного перегрева (благо Вы оставили хвостик внутри, который подберет тепло) за плавьте отверстие и зашлифуйте. А потом ….эх. Окончательная шлифовка. И еще. Должно быть какое-то защитное покрытие на шарах, о котором я ничего не знаю. Возможно люди, которые занимаются нанесением оксида титана на церковные купола, знают об этом. Всем спасибо. Удачи в освоении новых технологий. PS: Возможно в мои расчеты закралась ошибка. Я их не проверял. Будьте осторожны при их использовании. Соблюдайте технику безопасности. Вышлю файл с расчетами по запросу или выложу на форуме если будет разрешение модератора. На вопросы буду отвечать редко, по возможности. Работы много.
1 балл
-
@copich, STEL iron mig 303 его зовут. Каков он в работе остаётся загадкой, так как тоже лишён регулировки индуктивности в пульсе, не имеет коррекции длины дуги стартового, конечного, и токов двойного пульса. Допускаю конечно, что отлажен идеально и этих функций ему не нужно, но с трудом верится. Хотя у Меркле, в аппарате PU 300K (Invertapuls IP8) это замечательно удалось. Ну и главное, имея на борту Cold Pulse, PAW, Double pulse, этот кирагаз, компактного исполнения и весом 34 килограмма, стоит на 100000р дешевле собрата Макситеч. В котором, Cold Puls-ом и не пахнет. Но опять же, вопрос о качественной сварке в его исполнении открыт.
1 балл
-
@G_Karя хз чё тебе ответить . Makita 5030 тоже выглядит отвратительно по твоей логике , но пашет годами и проверена не одной сотней тысяч слесарей . Grand в корпусе 5030 и с начинкой не самого дешёвого боша тоже выглядит отвратительно на твой разум . Тебе желтенькую деволт или красненькую милвоки ? Готов переплатить за цвет и буквы ? Раз этак в 5-81 балл
-
Верной дорогой идёте. Но пробуйте тренироваться с линзой,легче понять сварочную ванночку.1 балл
-
@Глобул, я может что-то ругательное написал ? классное предложение чтобы использовать неисправный аппарат я должен с ним таскать еще и стабилизатор весом как два аппарата разумное предложение и это при том что сетевое напряжение соответствует госту и ТТХ аппарата1 балл
-
Где ты увидал горб в своем шве ?? , нормальный шов1 балл
-
Ну вот и обосрали Серёгу! А кто-нибудь внутрь смотрел, экстрасенсы?1 балл
-
Во - во, насчет заужения. Высота валика Сереги предполагает прогиб (так назовем) сварочной ванны на 0.5 - 1 мм, не меньше. У меня шов на трубках горбом стоит, от того что вниз не уходит.1 балл
-
@Hlorofos,а разница? Мы ж тут обмениваемся опытом, или где? Сколько я заработал, я знал ещё вчера. Просто пока бабки не в руках - считай ничего не заработал.1 балл
-
Сегодня бабки привезли за вчерашнюю и позавчерашнюю работу. За это: 4 рубля, за это: 3 рубля, но за этой железкой я съездил на своём транспорте и потом назад отвёз. Туда-обратно км под 60 получилось, и км 30 когда отвозил (домой ехал, а к ним чуть дальше). Ну, и сегодня им же ещё ёршик приварил на фланец для шланга за 500 рэ. ХЗ, дорого, дёшево , так, для информации. А кто сколько бы взял за такое? Интересно Коле. Мож, повышать уже надо, а я работаю на халяву?
1 балл
-
Сборка таких узлов хорошо тренирует силу воли и успокаивает нервную систему )))
1 балл
-
Небольшая миниатюра. Идея заказчика,как и надпись.Основание,длина 25 см ширина 15 см.Печку пришлось фоткать отдельно. Уже в чуме не особо видно.
1 балл
-
Делюсь опытом... Если сколота часть резьбы и болт встает плотно, то можно сделать следующее. Закручиваем болт, наплавляем бОльшим током чем обычно максимально близко к резьбе и потом пока не остыл алюм проковываем аккуратно шов молоточком. Проворачиваем болт и далее в той же последовательности. Не одна резьба восстановлена этим способом.1 балл
-
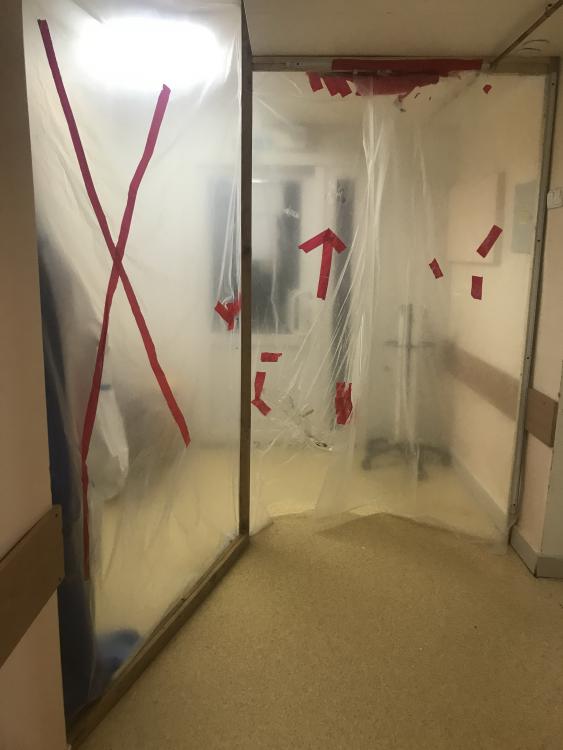
Очередной танк. Не понимаю почему именно тигры нравятся народу. Но заказали надо делать. Правда на этот раз получилось очень долгое изготовление. Башню доделал 18,02. Девятнадцатого февраля поехал на работу но вернулся домой с температурой. С этого дня началась эпопея. Через пять дней самолечения( вызывали врача на дом) тем что выписал врач улучшения не наступило.И в итоге поехал в больничку на скорой.Так встретила наша ЦРБ. Начало было многообещающее.В итоге двусторонняя пневмония с ковидом. Пролежал две недели. Познакомился вот с такой штукой. По всему отделению была разводка кислорода. А это индивидуально для каждого.С ним было лучше дышать. Всё закончилось хорошо. Иначе не писал бы. Из больницы выписали 10 марта. Продолжил делать танк примерно 15. Раньше была слабость и ходить было трудно а про пойти в гараж жена даже слушать не хотела. Но заказчик вошёл в положение и готов был подождать. В итоге танк сдал 26 марта. А так как это уже не первый тигр, то уже есть чертежи с размерами.
1 балл
-
@Кустарь, А вообще сварщика или токаря или топливщика ну и других ЛИЧНОСТЕЙ вряд-ли на работе плохо назовут я им нужен (водилы, трактористы) они мне нет. )))1 балл
-
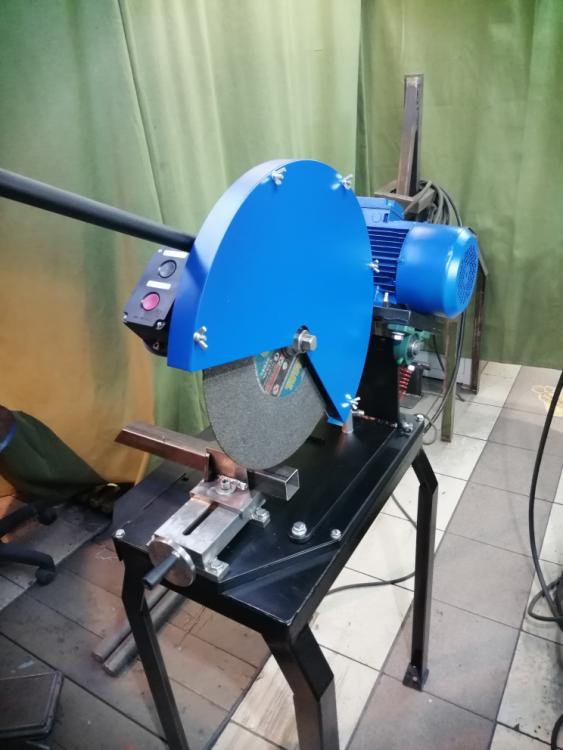
Продолжаем Делаем короб под пускатель Собираем временное подключение и испытываем: (видио короткие) https://youtu.be/6HKTPRf8Vx4 https://youtu.be/4vQtFJZwQX0Ну а дальше разборка-покраска-сборка-упаковка! И готовый результат Качество удовлетворительное Ну и вывод… Себе бы я не стал делать такой… я его боюсь!)) Себе я бы сделал (может и сделаю), но чуть поменьше и с твердосплавным диском! Ждем машину
1 балл
-
Не, ну мы работаем насколько возможно давая клиенту качество. Китайский чемодан настраиваю вот так, плохо это или хорошо, но мне моя сварка нравится. Кафедру сварки я не заканчивал, потому конечно судить о моей компетенции можно как "рукожоп".Ничего страшного в этом не вижу. https://youtu.be/WtAdzMPnWm41 балл
-
@copich, браво Игорь!!! Закипел, это хорошо! Зайди к ним на сайт, там есть PDF файлик за этот агрегат, полистай на досуге. Мультисистема Iron Mig 303P называется. http://www.ptk-welding.ru/stel/multiprotsessornye-apparaty-mig-mag1 балл
-
Все проект завершен! Все мои страхи позади, дробит она и мрамор и гранит. Остается только найти правильный красный кирпич и кусок бетонной шпалы (старые которые на гранитной крошке делали) для проверки. Вообще сегодня первый раз на граните столкнулся с тем что кусок вылетел вверх и чуть мне в лоб не попал. В общем смотрите все на видео:1 балл
-
1 балл
-
1 балл
-
1 балл
-
Купил вчера жене электромясорубку... и тут картинка в тему попалась.. никак не смог мимо пройти1 балл
-
1 балл
-
@ВлаДон, А нужно же чтобы одна лапа стояла на фазе а вторая на "нуле". А если обе лапы на фазе шалыка не должно быть.1 балл
-
Из заявления: "Как меня все..." (зачеркнуто) "Как я вас всех н..." (зачеркнуто) "Да пошли бы вы все в..." (зачеркнуто) "Прошу предоставить мне очередной отпуск". – Я боюсь проснуться в гробу. Поэтому велела себя кремировать. – А в печке проснуться ты не боишься?1 балл
-
Вороне бог на вход подал два киловольта В шашлык ворона обратясь Свалиться, было, собралась, Но лапы вдруг вцепились в шину... Закончены той птицы дни, А лапы, вдруг каким-то чудом, На фазе друг напротив друга, Остались там... совсем одни... Мораль сей басни непроста: На фазу встань - (censored)
1 балл
-
- Я смотрю, вы жируете! Икра на столе!! - Так ведь Баклажанная! - Так ведь ведро!1 балл
-
Как то так))
1 балл
-
- Батюшка, а женщину в пост можно? - Можно, только не жирную.1 балл
-
Бабка на старости лет решила застрелиться. А где точно сердце находится — не знает. Приходит она к врачу, он ей и отвечает: «Сердце находится на 2 пальца ниже с@ска». Вернулась домой, взяла пистолет, выстрелила… Прибыла скорая. Кто-то из прохожих спрашивает: «Что случилось-то?» — «Да бабка себе колено прострелила!»1 балл
-
Из дневника: Сегодня 48 апреля. Тот мешок конопли, который я утянул у соседа, пуст уже на четверть. Хватит ли его до лета? - Батюшка, а можно пить водку во время поста? - Вкушай, но без радости!1 балл
-
...
1 балл
-
1 балл
-
Кто сварил? https://youtu.be/778MiKncrz41 балл
-
1 балл
-
Прикольная надпись на мешке для хранения шин...и неведомо,когда этот километр будет последним и каким..
1 балл
-
1 балл
-
https://vk.com/video-79409896_4562479691 балл
-
Часть третья: Хаппи енд. Ну а дальше обычная история. Шли дни, срок прошел, клиент начинал нервничать, генеральный начинал психовать, но денег на аутсерсинг (тогда 90 т. р. за комплект, щас значт 180 т. р.) не давал, директор производства с главным инженером ежедневно поднимали данный вопрос на оперативках, стараясь скрывать раздражения. Как обычно вляпались по полной и теперь придется это все разгребать. Дня три ходил за главным инженером, чтоб тот подписал покупку листа нержавейки толщиной 1 мм. Потом плюнул, пошел делать демо-версию, нашел в цеху лист 2 мм сказал, что буду делать из неё, но возможно не вытяну до конца. Получил раскрой со второго раза из конструкторского отдела, отдал в цех. Долго долбил народ как нужно сделать, все равно сделали по своему, ну да ладно демо оно и есть демо. Ну и поехали. Получилась вот такая вот шняга, не до давленная. Понес к главному инженеру. Он видать за два месяца натерпелся, увидев демо-версию сразу подписал лист 1 мм. Ну а там дорожка проторенная, знай косяки подчищай. От оне наши корявости. Не так конечно все радостно как на фотках получилось, но клиент таки заказ принял, отправил на покрытие оксидом титана. Я, посмотрев на то как наше очередное детище забивают гвоздями в упаковочные ящики, пошел дальше бороться со злом в экономикой забытой стране под названием Россия. Вот такой вот производственный комикс получился. Применение данной технологии закончилось с окончанием этого единственного в своем роде заказа, кроме случая, когда один из сварщиков изготавливал паровой двигатель для внука, на его школьную презентацию.
1 балл
-
Часть первая: Через терни к звездам. Изначально было решено изготовить полые шары спинингованием. (или как там оно называется по научному ротационное формование) Сами потом нагуглите на ютьюбе если интересно. Им кастрюли в делают. Насмотревшись на ютьюбе роликов как ловко мастера изготавливают кубки, кастрюли и полусферы из тонких блинов решено было по пробовать изготовить полусферу диаметром 150 мм. Изготовили полусферический пуансон и ролик для обкатки. Попробовали скатать из блина. Получалось плохо. Решили сделать отверстие в центре. Половники получались знатные, но с трещинами и на полусферу мало походили. 1. Ротационное формование12Х18Н10Т 3 мм диаметр 240 мм с отверстием по центру.Накатка на диаметр полусферы 144 мм, роликом зажатым в резцедержателеРезультат: поперечные трещины от отверстия к торцам, в середине накатки метал стал тонким и пошла трещина вдоль вращения12Х18Н10Т 1,5 мм диаметр 200 мм .Накатка на диаметр полусферы 144 мм, роликом зажатым в резцедержателерадусные трещины и гофры на юбке, недокатан.2Х18Н10Т 3 мм диаметр 190 мм.Накатка на диаметр полусферы 144 мм, роликом зажатым в резцедержателеГофра и продольная трещина в месте утонения. В результате обработки напильником получилось чудо юдо рыба кит. Ну и при шлифовке вылезло. Так и стоит в музее завода у дяди Васи в инструментальном ящике. Часть вторая: Эх, молодежь! Кого-то посетила гениальная мысли штампануть и порвав все старческие предупреждения и предрассудки был изготовлен еще один пуансон и оправка. Которые были применены к полусамодельному ручному гидравлическому прессу. Пресс долго упирался. В результате родился еще один выкидыш. Теперь их стало в два раза больше. 2.Получение полусферы методом штамповки на гдравлческом прессе 160 кг/см212Х18Н10Т 1 мм диаметр 235 мм.Пуансон полусферы 144 мм. кольцо 148 мм соскругленным краям. Прижимное кольцо с креплениями на двух планках.гофра на юбке Продолжение следует.
1 балл










































































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)