Лидеры




Популярный контент
Показан контент с высокой репутацией 27.02.2021 во всех областях
-
Уважаемые, я не состою в группе в Контакте. Я вообще считаю этот Контакт рассылкой вирусов и спама. Да и вообще эти соц сети, на мой взгляд, больше для молодёжи и детей. Потому если есть ко мне вопросы, то пишите в личку. Либо тут, но с привязкой ника, что бы была ссылка на ваш вопрос. А то я просто могу не увидеть за кучей сообщений. Гроверс 200G всё же определяют как профессиональный промышленный аппарат на 220 вольт. 160pfc я бы всё же отнёс к качественным бытовым аппаратам.7 баллов
-
6 баллов
-
В серьёзную контору нужны аттестованные сварщики. Ещё и на месте навыки проверить могут. Насчёт высшего образования - бывало и уборщиц с высшим и не старше 30 на работу брали. Это уже работодатель определяет. Здесь много народу, кто в этих нюансах разбирается, подскажут. Насчёт заграницы, она ведь разная. Сейчас и Грузия - заграница. Конкретно в Канаде сварщик - человек дорогой. Потому что рынок очень закрытый, только с местными документами работать можно. И наш диплом там ничего не стоит. Только баллы в анкету даёт при оформлении ПМЖ. Европа, она тоже разная. Да и честно говоря, на сегодняшний день вряд ли есть смысл туда ориентироваться. Насколько я понимаю, с хорошими профессиональными навыками и здесь можно найти прилично оплачиваемую работу. Особенно, если человек к месту жительства ничем не привязан.4 балла
-
@bugagasha, для начала надо понять - что для вас значит "серьезная организация" и ради чего вы туда хотите попасть. Для меня серьезная организация, это не название, а опыт который там можно получить. Потом уже опыт можно монетизировать и искать контору с серьезными деньгами. По образованию - сложно что-то сказать, везде по разному. Если хотите на трубу в нефтянку, то тут без корочек не обойтись. В остальных сферах - по разному, зависит от конкретной организации. Если скажем контора работает с гос структурами, росатомом или военкой, то там проверяют все до цвета тряпки у технички, соответственно и требования жесткие. А есть с виду неказистые ИП, которые варят все от мебели до изделий из титана и им плевать на ваши корки, главное - умение.4 балла
-
@kulik_anna, здравствуйте. Один совет, который осознал (узнал) спустя пару лет, совет о том как построить обучающий процесс, заранее предупреждаю, требует времени, которого зачастую ни на производстве ни в учебке попросту не хватает. Суть способа научиться не торопиться и научиться действительно видеть, что происходит с металлом, ни РДС ни ПА этого вам не позволят, РАДС самое то. Для уверенного соблюдения геометрии рекомендую следующее. Берем пластину s5-6 (ни толще, ни тоньше, ст3,20 сп,пс, нержавейку не надо). Отчерчиваем (прорезаем ушм на глубину 1 мм ,диском 1,2мм) на этой пластине ТРИ параллельные прямые (0-5-10мм), далее самое сложное-ток снижаем ниже номинального на 25%. Ванночка должна образовываться не в течении 2-3 секунд, а в течении 4-4,5 секунд. Я этот метод назвал "эстонское кино". Метод подходит не всем, он помогает перестать торопиться и реально увидеть как проявляется (видится глазами) расплав, присадочного и основного материала. Левая и правая линии (1 и 3 линия) это края шва-центр (2, средняя линия) это упор для сварочного прутка (его диаметр это отдельный разговор, на первых порах не стоит брать очень толстый, начинать желательно с 1,6-2мм не более (НЕ использовать плетенку из ПА проволоки, строго присадочный пруток). В этот центральный "желобок" упираем присадок, который в дальнейшем будет постоянно подаваться в ванну, не вынимая из оной во избежания образования шариков на конце присадки, вводить присадок строго после образования ванночки, примерный угол подачи 45гр. по отношению к пластине, если вы научитесь постоянно удерживать пруток в ванночке то вероятность образования шариков на конце прутка будет равна нулю, поверхностное натяжение не даст. Поймите, скорость придет сама собой, сейчас важна геометрия и ваше зрение, если вы научитесь не торопиться и видеть "замедленно", то все это потом будет вам подвластно и на высокой скорости (что снизит перегрев зтв и изделия в целом). Поджиг, начинаем следить за ванночкой, сначала она очень маленькая 2-3мм, потом пятнышко увеличится до тех самых 5-6мм (мы попросту перегрели заготовку), начинаем двигаться от края к краю (от отчерченных линий, присадок пока не подаем, шаг (вперед) между колебаниями влево-вправо не более 1-1,5мм, повторяю, не более 1-1,5 мм вперед за цикл "влево-вправо". Работать придется в перчатках с толстым раструбом из кожи, защищающим запястье, хорошо если есть подкладка из кремниезёмистого волокна (под подачу присадки). Сама пластина и зтв будут перегреты очень сильно, наплевать, мы варим не ксс, все это в замедленной "съемке" позволит вам сделать самое главное-научиться не торопиться. Скорость придет сама, вам важна геометрия. Сплавление, обратный валик, высота усиления\катета, все это ерунда-добивайтесь эстетики\геометрии. После того как ванна стала стабильной, окунаем в нее пруток и более его из ванны не вынимаем от слова совсем. Теперь задача передвигая дугу\ванну от края к краю, научится "перешагивать" через пруток, запомните, пруток всегда снижает температуру ванночки если его подавать "сбрасывая" капли (то есть если пруток вводится в ванну прерывисто, а не постоянно),если же подача постоянная, то снижение температуры ванночки-меньше\не столь заметно. Итак, стык, идем от края к краю, "перешагиваем" через пруток таким образом-заходим на него, никуда (пруток) не перемещаем, он находится в упертом положении в середине стыка (2я очерченная ушм линия), образуется некоторый избыток присадочного материала, ЧУТЬ догреваем (притормаживаем) и тащим капельку\ванночку к другому краю-отчерченной линии, и так от края к краю. Повторюсь, задача у вас научиться видеть как растекается присадок от края до края стыка. При сварке тавра\горизонта, пруток важно научиться удерживать на верхней грани сварочного стыка. не надо им елозить, ванночка сама за счет поверхностного натяжения утащит за собой расплавленный присадочный материал, и подреза не будет (сверху). Способ не мой, его мне показала девочка, за что ей земной поклон, уделала меня как сопливого на сварке нержи на сдаче тестов. Парни так не умеют, мне повезло найти такого "наставника" Повторяю, задача просто увидеть края сварочного стыка, НЕ ТОРОПЯСЬ, и научиться "перешагивать" через присадочный пруток. ПС, я полтора года "бежал впереди паровоза" на завышенном токе и не мог понять почему стыки серые или коричневые, оказалось я торопился. чуть снизил ток, повысил защиту и теперь я счастлив. Далее придет осознание подбора тока и диаметра присадочного прутка. Вам повезло, что вы попали к Сергею Николаевичу, у вас есть возможность задавать вопросы и практиковаться "здесь и сейчас" Потом когда вы поймете (увидите) как происходит сплавление, можно будет перейти на более высокие токи и нержавейку, но с осознанием которое вы приобрели ранее. ПС, не знаю, поможет ли это вам, но девочка которая меня этому учила, считала ванночку чем-то одухотворенным и говорила что она живая, я этим столь глубоко не проникся, но вам может пригодится. Мне помог метроном в телефоне и наушники. Пис.4 балла
-
Так о том и речь....пришел на выпускной ГС партнёра, с нами пообщался, с выпускниками тоже..... 5-6 человек с курса всегда есть, которых почти сразу можно в дело, так, чуть полирнуть под локальные задачи.. Другое дело, что до диплома доживает человек 15 из 25..... и 10-11 из них , невзирая на все усилия инженерно-преподавательского состава-полный шлак... Дело в системе, и одним педагогическим талантом тут не отделаешься...а систему изменить-задача крайне трудная....3 балла
-
Замечательные видео по работе одно- и двухступенчатого редукторов. https://youtu.be/Kf3xc1BGYGo https://youtu.be/UfaucxS5rIc3 балла
-
Времени катастрофически не хватает. Данную печь делал уже в октябре для себя. Как говорится сапожник без сапог.
 2 балла
2 балла -
Заказал с алиэкспреса такую приставку. В комплекте педалька. Не очень удобная под мой 45 не размятый. Кабель от приставки к аргоннику. Всё на фото на алике есть. Также характеристики там же в описании. Сама приставка грубо говоря реле времени. Подключается место кнопки горелки и после задания параметров она вместо вас тыкает кнопку. Но из любого дешманского аргоннику делает аргонник с пульсом. В общем подключив играюсь уже неделю. 0.5 нержу варит на ура. Типа голд велд можно изобразить. Тиг дешман становится приличным аппаратом. У мня ещё затухание дуги есть на аппарате так вообще красота. Осталось горелку 9 флекс прикупить и будет счастье. А то 26 как бревно. На маску прилепили фонарик теперь не засветляется и удобно работать. На фото проба приблуды так сказать пера.
2 балла
-
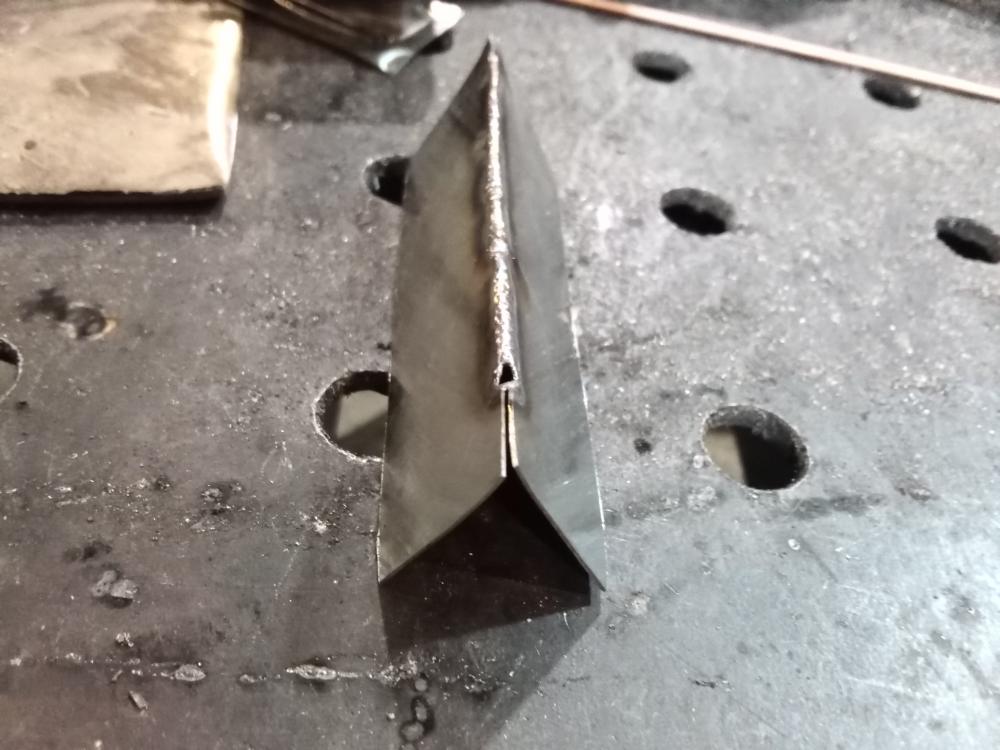
Он пишет что накладывал по два - три прохода )) В принципе по показаниям в режим попал ))2 балла
-
Я учусь заочно в настоящий момент на "техника-технолога сварочного производства" в ВЭМТ, это среднее профессиональное образование (СПО). Или вы имели ввиду именно высшее образование? Сильно удивлюсь если в ВУЗах нет сварочных специальностей на заочном отделении.2 балла
-
@gonta, кирпич белорусский. Есть ещё ленинградский. В этом году буду с ленинградского делать. Пока себе камин не сделаю никому ни чего делать не буду. А то получится все греются а я себе под снегом печ заканчиваю. Прочистные двери в этой печи автор не рекомендует из за возможного подсоса воздуха. Да и кирпичи выковырять и обратно в мазать не считаю проблемой. Зиму отработала на ура. Топил раз в 2 суток даже в морозы. 2 суток тёплая стоит. Трубу сэндвич 200 поменяю на шестирик. 200 мм маловато хотя не дымит и тяга хорошая, но по пламени видно что не то. Но надо быстро закончить зима уже поджимала. Всеравно крышу перекрывать буду заодно и трубу сделаю. Хочу винтовую.2 балла
-
полезная штука кран отработал уже несколько агрегатных замен ЗМЗ 406 (газель) ЗМЗ 405 (газель) УМЗ 417 (уаз) ЗМЗ 402 (газель) свап Хонда аккорд - снятие F23A, установка H23A менял в сборе с АКПП (230кг) пол - естественно должон быть ровный (ваш КЭП) пока увы и ах, фиксируемые передние колеса спасают - с фиксацией даже по "кочкам" сносно катается, летом будут заливать в "стекло" ради приличия могли бы сначала спросить - было ли у меня подобное кран балка хорошо, но мимо, нужна мобильность перемещения, из покрасочной в цех т/о (автоподъёмник), из цеха т/о в слесарню (установка агрегатов непосредственно на ремонтный пост) т.е любое доступное помещение может быть задействовано для работ, один человек может выполнять съемные, транспортировочные, установочные работы без "пердежа" ( сила есть - ума не надо, позовем друзей) поработал, сложил, в уголок задвинул удобство - наше все техника безопасности - наше все (напарники / наемники года два как посланы лесом, один работаю - сам отвечаю) по поводу катапульты - прежде чем делать выводы, хотелось бы глянуть на вашу конструкцию (размеры, чертеж) возможно у вас там опасное поделие, конструктивно повторяющее катапульту нет чертежа - нет дискуссии по поводу крепежа - креплении груза в 4 точках, цепи толстоваты (неудобно) хотелось бы их заменить на ремни безопасности (от авто) не знаю, будет ли это надежно или лучше просто цепи потоньше заюзать (чешу гриву) частично самоделки если интересуетесь - подробно тут https://www.drive2.ru/b/579349170423333570/2 балла
-
Урожай снега в этом году выдался на славу!2 балла
-
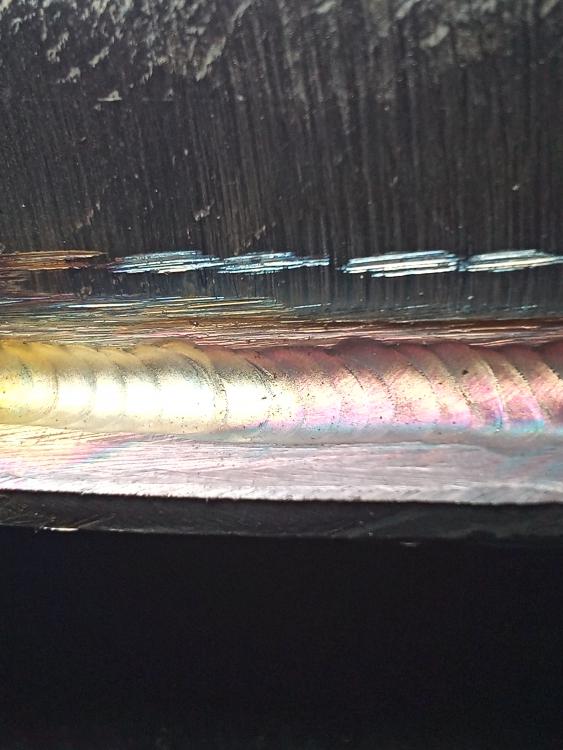
Евгений, доброго Дам здравия! Если честно, долго ждал и надеялся что на ютубе выйдет ролик по сварке как у нас их называют "воротниковых врезок"(вварка трубы в трубу). Но время не позволило ждать, много было попыток без положительного результата. Но при совершенно случайном случае. в самом неудобном месте эта врезка оказалась строго смотрящей вниз, тобишь шов потолочный. Все отмахивались от этого стыка, у кого жопа не пролезет, у кого аппарат не потянет такой ток, послали меня, как самого молодого. Многие хихикали за спиной, что стык не продавлю, некоторые прямо говорили, что ты приехал за место другого человека и должен уйти..." вот и пришел мой час собирать чемодан братишка". Выбора у меня особо не было, пошел варить. После того как заварил, не стал смотреть на провар и даже скотч с трубы не отклеил. Позвав итальянского инженеришку по сварке принять стык, повесил нос и пошел хапнуть свежего воздуха на улицу, сказав про себя будь что будет.. Результат на фото Труба внешняя Ф63 стенка 2мм, врезка труба Ф32 стенка тоже 2мм, спасибо слесарю что подогнал врезку без зазоров.
2 балла
-
Еще фото. Кот сразу понял где место забивать. Окончательный вариант под лаком. Ну и вкусняшка, тыква с мясом. Газовая плита как подставка теперь служит. В скором времени выкину вообще. Ну и микроволновки и мультиварки жалкое подобие Русской печи. Вообще много времени печь экономит при готовке. Протопил, поставил кастрюлю с супом на ночь и вуаля все готово. Ни чего не убегает не пригорает и не киснет. Теперь понимаю почему Лев Толстой любил суточные щи. Дочка пироги и хлеб печет.
2 балла
-
На работе наш узбек попросил сделать ему колун пошире, у него из клыка от экскаватора был, ну я взял ему 3 куска от МАЗовской рессоры сверху добавил. Получился он как советский колун умноженый на 2,5-3 примерно утром приходит отрежте немного я его еле поднимаю.
1 балл
-
@Rayans, Попробуйте чуть горячее процесс настроить. Шов должен стать не такой выпуклый.1 балл
-
Не проще нормальный аппарат купить, все равно ведь придется.....1 балл
-
В свое время, когда промышленность на Украине уже конкретно загибалась, была у меня бригада сварщиков, состоящая из спецов с высшим образованием в области сварочного производства с Николаева, ... кораблестроители.... это было чудное для моей карьеры ИТР время.... столь грамотные исполнители для руководителя-мечта....1 балл
-
-Российкая Федерация, Киров, ВЭМТ.Бюджетные места заполнены, 2 платных группы на отделении ЭГС. Вечерние курсы по ручке, ТИГу..... МИГ/МАГ редко, OAW-вообще экзотика.....1 балл
-
@bugagasha, специальность сварщика не предусматривает наличие высшего или даже среднего образования. От сварщика не требуется наличие большого объёма знаний в данной области. Для этого есть технологи, конструкторы. От сварщика требуется умение выполнять то, что они в конструкцию заложили. Бывают очень грамотные сварщики, бывают технологи, которые сварщику реально показать могут, что и как делать. Но это скорее исключение, чем правило. В основном это преподаватели.1 балл
-
Почему нет?))) Параллельно с аттестацией. Наши затраты минимальны. Лишний раз на Бали не слетаем))) Опять хамство проскакивает? Сделайте запрос официально в центр.1 балл
-
@Георгий 11,Мы вот партнёру отдали хорошего выпускника( правда из ОТиСП), два месяца он свои навыки именно по их требованиям по сварке 111 и 141 процессом поподтягивал, и вуаля! аттестация... и уже с год в деле на ОПО.... работодатель доволен, сотрудник тоже...1 балл
-
Смотрю, тут разное (не по профилю) показывают тады и я свои самоделки покажу, я же их варил - значит по теме предыстория сего... захотел купить гаражный кран через интернет, искал по месту однако барыги наглеют после заказа / подтверждения серьезности моих намерений, стоимость "волшебным" образом прилично поднималась, в итоге цена крана с балансирной траверсой увеличилась почти в два раза от планируемых затрат подобная попытка нагнуть вызвала принципиальное желание не нагибаться выделил несколько дней, сделал самодельный, балансирная траверса сделана за вечер закончил кран, подумал, почему бы не сделать трансмиссионную стойку выделил время, сделал стойку нюансы не показанные на фото - передние колеса крана имеют фиксаторы в прямолинейном положении, это было сделано потом, ибо проверка в работе показала, с тяжелым весом лучше юзать прямолинейно зафиксированные передние колеса на фото вы можете увидеть отверстия в задних растяжках, в последствии туда были привернуты два зацепа, третий был привернут вместо нижней гайки фиксации крепления гидронасоса, эти три зацепа образовали треугольник, на них удобно крепить дополнительное оборудование (траверсу), цепи, итд., в "походном" положении все это находится внутри конструкции крана, очень компактно
1 балл
-
Проверить на ММА. Так Вы поймёте, корректно работает ли силовая часть. А от неё зависит работа осциллятора.1 балл
-
Камышин - это же южная часть? 8600 за 50метров как-то совсем сурово.. А так ситуация почти как в анекдоте: - Вы вынуждаете нас перейти на энергосберегающие лампы, но они так дорого стоят, что это не окупается сбереженной электроэнергией! - Да, пока это действительно так, но не волнуйтесь, в ближайшее время мы исправим положение. - Что, лампы существенно подешевеют? - Нет, электроэнергия существенно подорожает.1 балл
-
@dentws,Зачетно! Кирпич чей? У нас например обычный рядовой только Боровичи и рябовский.У боровичей гулял размер, но это было лет пять назад.Рябовский нужно выбирать при покупке-попадаются партии железняка. Только нужно было имхо вставить дверки во все прочистные.Кирпич выковыривать не комильфо.1 балл
-
Всем добрый вечер! Пару недель назад купил себе гроверс 200G. Наконец-то завезли ... Спасибо всем, кто мне этот аппарат советовал. Он сейчас немного в другом исполнении идёт, крутилкой только ток настраивается. Всё остальное (форсаж ..... ) автоматически. Попробовал, электроды не липнут, легко отделяются от металла при попытке спровоцировать прилипание. Повторный поджиг ЛБ52 хороший, не как у рутила, но, варить отрывом достаточно комфортно, если не делать долгой паузы. Дисплей теперь меньше и красным светит. Ещё раз выражаю благодарность Георгий 11 и saper24, за то, что посоветовали купить данный аппарат. Спасибо!
1 балл
-
@Вад11,завтра все зафоткаю, пока на сувениры не растащили, ...а какой победителя-я не знаю, там не присутствовал.. ...будем гадать вместе....1 балл
-
Дело в наличии энтузиазма, пытливости ума и отсутствия жадности.1 балл
-
@G_Kar, 7500 бесплатная доставка.1 балл
-
@круазик,откуда у нас -20? Терек никогда не замерзает, да и другие речки тоже. Однозначно утонет, если что. Кстати о погоде, у нас недавно снег был, и-10. Так мы бегом в лес бежали, ловить момент. А то до+17 было. Думали, один раз. А вчера аж -12 было, и легкий снег. Опять в лес рванули. Потому, что сегодня +5 и мокро везде. Завтра вообще грязи по уши будет. С прошлого раза фотки. Дальше не рискнули, подъём крутой. Подняться ещё можно, а вниз, без специальной обуви, не вариант. Спортсмены туда ходят и зимой, в хороших трекинговых ботинках. Мы только летом.
1 балл
-
Артем, здравствуйте. 23 февраля выпустил такой ролик и Вы подтвердили мою теорию потолка делом! Вы молодец, Отлично Вышло! Много писать не стану здесь, редко бываю, иначе мой комментарий подвергнется сомнению и критике с написанием целых статей с просьбой отречься от своих слов. Пишите лучше в Ютуб или лично в Вацап. Если дадите разрешение, то покажу Вашу врезку на канале Ютуб в следующем видео для закрепления материала. Было бы отлично. Упомяну Вас на канале и Вашу работу к Вам закреплю. Спасибо Вам за дело! Придет время и приходит уже, когда другие подтвердят делом.1 балл
-
Всяческая мерзость...
1 балл
-
@NikOtiN,зачет по МДК 01.01-считай сдал..1 балл
-
Балки и рычаги подвески полуприцепов в последнее время-обычное дело. Строгаем-варим. Какой-то "наивный юноша" пытался починить трещины без разделки, полуавтоматиком. Сострогаем и эти каракули. Ну и треснувшие мосты карьерных самосвалов-куда ж без них?.. Ремонт станины под моторно-трансмиссионный блок мини-крана. Многолетние вибрации (с 1986 г., однако...)-расшатали металл до сетки трещин. В виду отсутствия на месте производства работ трёхфазной сети-пришлось задействовать имеющиеся у заказчика генераторы и компрессоры на 220 В, а также-сварочный генератор. Выстрогал, зачистил, снизу подставил усилитель и проварил всё это. Зачистил.
1 балл
-
 День добрый, немного дополню Сварка сталей HARDOX и WERDOX. Руководство по сварке, сталей производимых SSAB, марок WELDOX и HARDOX..pdf Сварка сталей HARDOX и WELDOX.pdf1 балл
День добрый, немного дополню Сварка сталей HARDOX и WERDOX. Руководство по сварке, сталей производимых SSAB, марок WELDOX и HARDOX..pdf Сварка сталей HARDOX и WELDOX.pdf1 балл -
 Продукция компании SSAB - шведская сталь. http://www.wearplate.ru/uploadn/2.jpgШведский концерн SSAB EMEA AB, представительства которого размещены более чем в 45 странах мира, специализируется на выпуске стального металлопроката и изделий из него высокого качества. Это направление предприятие разрабатывает уже на протяжении без малого сорока лет и добилось того, чтобы по праву числиться среди лидеров рынка выпуска и продажи высокопрочной стали. Сегодня компанией выпускается множество марок сплавов, которые объединяются под общими названиями по своим характеристикам и составу. Объединяет все эти стали то, что равных им по соотношению цены и качества нет. На производстве осуществляется строгий мониторинг за всеми процессами, используется многолетний опыт, накопленный в этой сфере во всем мире, применяются собственные инновационные методики и последние открытия в металлургии. В итоге сталь производства SSAB заслуженно считается образцом технологичности. Все марки сталей этой компании легко обрабатываются (гнутся, режутся, сверлятся и т. д.) и свариваются обычными способами. Hardox – линейка сталей, включающая в себя малоуглеродистые низколегированные сплавы с коэффициентом твердости и от 400 до 600 НВ. Эту сталь можно использовать для изготовления и упрочнения инструментов и оборудования, работающих в условиях повышенных истирающих и ударных нагрузок. Сплавы Hardox имеют не только разную твердость, но и толщину листа, что, безусловно, является очень удобным при выборе материала для ремонта, укрепления конструкции или изготовления оборудования. Hardox-стали применяются для футеровки контейнеров, изготовления ножей, зубцов, режущих пластин землеобрабатывающей и другой техники, эксплуатируемой при экстремальных нагрузках. Самая низкая температура, при которой марки стали Hardox сохраняют свои свойства достигает -40 °С. Weldox является высокопрочной конструкционной сталью с большими пределами текучести. Именно по коэффициенту предела текучести и подразделяется эта сталь на отдельные марки. Например, Weldox 900 имеет предел текучести в 900 МПа. Стали Weldox применяют при изготовлении кранов-манипуляторов, автовышек, погрузчиков, бетонных насосов и других металлоконструкций, где требуется высокая точность и продуктивность работы, где предъявляются повышенные требования по весу. Толщина листов составляет от 4 до 130 мм, максимальная предельная текучесть – 1300 МПа, минимальная – 700 МПа. Эксплуатировать эту сталь можно при температурах до -60 °С. Docol – линейка атмосферостойких сталей. Холоднотянутая сталь этого бренда позволяет сэкономить энергию при штамповке и резке, по отношению к горячекатаной. Таким образом существенно сокращаются издержки. Если брать, к примеру, сталь Docol 1400 MZE, то она оказывается в итоге менее дорогой, нежели углепластик, алюминий и другие подобные материалы. Из сталей Docol изготавливаются полуприцепы, причем стенки такого оборудования не имеют швов, поскольку к ним применим такой метод обработки, как штамповка. Domex – стали, используемые для производства деталей и оборудования, рассчитанные на высокие весовые нагрузки. Линейка включает сплавы, способные выдерживать нагрузку от 200 до 1100 МПа. Стали Domex могут служить материалом для производства рам для самосвалов, сельхозтехники. Из Domex делают бетономешалки, например испанская компания Baryval-Serviplem S.A. таким образом создала технику, грузоподъемность которой выше на 20% именно за счет сплавов SSAB EMEA AB. Prelaq – мягкая кровельная полосовая сталь, используемая для проведения работ по оборудованию плоских и скатных кровель. Может служить для изготовления металлочерепицы. Имеет многослойное покрытие, надежно защищающее сталь от коррозии и воздействия негативных природных факторов (кислотных дождей и пр.). Инновационная разработка в этой сфере - Prelaq Clean. Этот стальной лист обладает способностью к самоочищению. Стали этой линейки имеют гарантированный срок службы 15 лет, а расчетный эксплуатационный срок – 50 лет. Armox – высоколегированные и обладающие повышенной прочностью стали, используемые для бронирования военной техники, изготовления особо защищенных дверей и автомобилей. Здание шведского посольства в Вашингтоне, построенное в 2006 году, защищено от террористических нападений и актов вандализма именно этой сталью, являющейся самой прочной в мире. http://www.wearplate.ru/mobile/onearticle.php?id=73 WELDOX 700D SSAB (Швеция)Химический составSi< 0.6Mn< 1.6P< 0.02Cr< 0.7Mo< 0.7Ni< 2Nb< 0.04Ti< 0.04Al> 0.015N< 0.015B< 0.005FeОстальноеCE0.39 - 0.57CE = C + Mn/6 + (Cr+Mo+V)/5 + (Ni+Cu)/15CM = C + (Mn + Mo)/10 + (Cr + Cu)/20 + Ni/40СвойстваПредел текучести: > 700 МПаВременное сопротивление разрыву: 780 - 930 МПаОтносительное удлинение: > 14 %Работа удара KV при 0°С [32°F]: > 30 ДжРабота удара KV при -20°С: > 27 ДжТолщина: 50.1 - 100 мм ;Предел текучести: > 650 МПаВременное сопротивление разрыву: 780 - 930 МПаОтносительное удлинение: > 14 %Работа удара KV при 0°С [32°F]: > 30 ДжРабота удара KV при -20°С: > 27 ДжТолщина: 100.1 - 130 мм ;Предел текучести: > 630 МПаВременное сопротивление разрыву: 710 - 900 МПаОтносительное удлинение: > 14 %Работа удара KV при 0°С [32°F]: > 30 ДжРабота удара KV при -20°С: > 27 ДжПлотность: 7.84 г/см3ПримечаниеГарантированная ударная вязкость при -20°CWinSteel 7 Prof вер.7.2.15.1 ( Igor Terminal / 31.1.2020 )------ Стали Strenx (Weldox)Стали Weldox в результате ребрендинга с 2015 года реализуются как стали Strenx. Данная марка стали была разработана, чтобы обеспечить превосходную свариваемость с высокими показателями прочности и ударной вязкости. Процесс производства обеспечивает крайне низкое содержание остаточных элементов. Высокая прочность позволяет создавать прочные, но в то же время очень легкие металлоконструкции, что значительно сокращает затраты на материал, сварку и транспортировку. Стали Strenx 700, Strenx 900, Strenx 960 соответствуют аналогичным сталям стандарта EN 10025-6 в то время как Strenx 1100 и Strenx 1300 на данный момент не имеют каких-либо стандартных эквивалентов. https://inkomet.ru/spravochnik/en-10025-konstrukczionnyie-stali/en-10025-6/stali-strenx-(weldox)1 балл
Продукция компании SSAB - шведская сталь. http://www.wearplate.ru/uploadn/2.jpgШведский концерн SSAB EMEA AB, представительства которого размещены более чем в 45 странах мира, специализируется на выпуске стального металлопроката и изделий из него высокого качества. Это направление предприятие разрабатывает уже на протяжении без малого сорока лет и добилось того, чтобы по праву числиться среди лидеров рынка выпуска и продажи высокопрочной стали. Сегодня компанией выпускается множество марок сплавов, которые объединяются под общими названиями по своим характеристикам и составу. Объединяет все эти стали то, что равных им по соотношению цены и качества нет. На производстве осуществляется строгий мониторинг за всеми процессами, используется многолетний опыт, накопленный в этой сфере во всем мире, применяются собственные инновационные методики и последние открытия в металлургии. В итоге сталь производства SSAB заслуженно считается образцом технологичности. Все марки сталей этой компании легко обрабатываются (гнутся, режутся, сверлятся и т. д.) и свариваются обычными способами. Hardox – линейка сталей, включающая в себя малоуглеродистые низколегированные сплавы с коэффициентом твердости и от 400 до 600 НВ. Эту сталь можно использовать для изготовления и упрочнения инструментов и оборудования, работающих в условиях повышенных истирающих и ударных нагрузок. Сплавы Hardox имеют не только разную твердость, но и толщину листа, что, безусловно, является очень удобным при выборе материала для ремонта, укрепления конструкции или изготовления оборудования. Hardox-стали применяются для футеровки контейнеров, изготовления ножей, зубцов, режущих пластин землеобрабатывающей и другой техники, эксплуатируемой при экстремальных нагрузках. Самая низкая температура, при которой марки стали Hardox сохраняют свои свойства достигает -40 °С. Weldox является высокопрочной конструкционной сталью с большими пределами текучести. Именно по коэффициенту предела текучести и подразделяется эта сталь на отдельные марки. Например, Weldox 900 имеет предел текучести в 900 МПа. Стали Weldox применяют при изготовлении кранов-манипуляторов, автовышек, погрузчиков, бетонных насосов и других металлоконструкций, где требуется высокая точность и продуктивность работы, где предъявляются повышенные требования по весу. Толщина листов составляет от 4 до 130 мм, максимальная предельная текучесть – 1300 МПа, минимальная – 700 МПа. Эксплуатировать эту сталь можно при температурах до -60 °С. Docol – линейка атмосферостойких сталей. Холоднотянутая сталь этого бренда позволяет сэкономить энергию при штамповке и резке, по отношению к горячекатаной. Таким образом существенно сокращаются издержки. Если брать, к примеру, сталь Docol 1400 MZE, то она оказывается в итоге менее дорогой, нежели углепластик, алюминий и другие подобные материалы. Из сталей Docol изготавливаются полуприцепы, причем стенки такого оборудования не имеют швов, поскольку к ним применим такой метод обработки, как штамповка. Domex – стали, используемые для производства деталей и оборудования, рассчитанные на высокие весовые нагрузки. Линейка включает сплавы, способные выдерживать нагрузку от 200 до 1100 МПа. Стали Domex могут служить материалом для производства рам для самосвалов, сельхозтехники. Из Domex делают бетономешалки, например испанская компания Baryval-Serviplem S.A. таким образом создала технику, грузоподъемность которой выше на 20% именно за счет сплавов SSAB EMEA AB. Prelaq – мягкая кровельная полосовая сталь, используемая для проведения работ по оборудованию плоских и скатных кровель. Может служить для изготовления металлочерепицы. Имеет многослойное покрытие, надежно защищающее сталь от коррозии и воздействия негативных природных факторов (кислотных дождей и пр.). Инновационная разработка в этой сфере - Prelaq Clean. Этот стальной лист обладает способностью к самоочищению. Стали этой линейки имеют гарантированный срок службы 15 лет, а расчетный эксплуатационный срок – 50 лет. Armox – высоколегированные и обладающие повышенной прочностью стали, используемые для бронирования военной техники, изготовления особо защищенных дверей и автомобилей. Здание шведского посольства в Вашингтоне, построенное в 2006 году, защищено от террористических нападений и актов вандализма именно этой сталью, являющейся самой прочной в мире. http://www.wearplate.ru/mobile/onearticle.php?id=73 WELDOX 700D SSAB (Швеция)Химический составSi< 0.6Mn< 1.6P< 0.02Cr< 0.7Mo< 0.7Ni< 2Nb< 0.04Ti< 0.04Al> 0.015N< 0.015B< 0.005FeОстальноеCE0.39 - 0.57CE = C + Mn/6 + (Cr+Mo+V)/5 + (Ni+Cu)/15CM = C + (Mn + Mo)/10 + (Cr + Cu)/20 + Ni/40СвойстваПредел текучести: > 700 МПаВременное сопротивление разрыву: 780 - 930 МПаОтносительное удлинение: > 14 %Работа удара KV при 0°С [32°F]: > 30 ДжРабота удара KV при -20°С: > 27 ДжТолщина: 50.1 - 100 мм ;Предел текучести: > 650 МПаВременное сопротивление разрыву: 780 - 930 МПаОтносительное удлинение: > 14 %Работа удара KV при 0°С [32°F]: > 30 ДжРабота удара KV при -20°С: > 27 ДжТолщина: 100.1 - 130 мм ;Предел текучести: > 630 МПаВременное сопротивление разрыву: 710 - 900 МПаОтносительное удлинение: > 14 %Работа удара KV при 0°С [32°F]: > 30 ДжРабота удара KV при -20°С: > 27 ДжПлотность: 7.84 г/см3ПримечаниеГарантированная ударная вязкость при -20°CWinSteel 7 Prof вер.7.2.15.1 ( Igor Terminal / 31.1.2020 )------ Стали Strenx (Weldox)Стали Weldox в результате ребрендинга с 2015 года реализуются как стали Strenx. Данная марка стали была разработана, чтобы обеспечить превосходную свариваемость с высокими показателями прочности и ударной вязкости. Процесс производства обеспечивает крайне низкое содержание остаточных элементов. Высокая прочность позволяет создавать прочные, но в то же время очень легкие металлоконструкции, что значительно сокращает затраты на материал, сварку и транспортировку. Стали Strenx 700, Strenx 900, Strenx 960 соответствуют аналогичным сталям стандарта EN 10025-6 в то время как Strenx 1100 и Strenx 1300 на данный момент не имеют каких-либо стандартных эквивалентов. https://inkomet.ru/spravochnik/en-10025-konstrukczionnyie-stali/en-10025-6/stali-strenx-(weldox)1 балл -
@Alex_D,у местного представителя даже хромая мышь не проскочит,не говоря уже о сварщике,который гонит брак.1 балл
-
Я таки запилил эту хреновину.Испытывать в пьяном угаре,без центровочного сверла и на 400 оборотов было не лучшей идеей.Сверление металла на таких оборотах не представляется возможным,а вот фанерий сверлит отлично.Такие дела...
1 балл
-
STRENX (WELDOX)https://www.besteel.ru/?page=190 Механическая обработка Weldox и Hardox https://docviewer.yandex.ru/view/40127518/?page=2&*=IG2bFNU31PecpgK4hc5EpbjXcyl7InVybCI6Imh0dHBzOi8vYmV6aXpub3NhLnJ1L3VmaWxlcy9wZGYvTWVoYW5pY2hlc2theWEtb2JyYWJvdGthLUhhcmRveC5wZGYiLCJ0aXRsZSI6Ik1laGFuaWNoZXNrYXlhLW9icmFib3RrYS1IYXJkb3gucGRmIiwibm9pZnJhbWUiOnRydWUsInVpZCI6IjQwMTI3NTE4IiwidHMiOjE1ODE1MDQ1MDQ0ODQsInl1IjoiNzQ4NDE4MTU1MTUzNjA0MDQ4MiIsInNlcnBQYXJhbXMiOiJsYW5nPXJ1JnRtPTE1ODE1MDQ0NzcmdGxkPXJ1Jm5hbWU9TWVoYW5pY2hlc2theWEtb2JyYWJvdGthLUhhcmRveC5wZGYmdGV4dD0lRDAlQjIlRDElOEIlRDElODElRDAlQkUlRDAlQkElRDAlQkUlRDAlQkYlRDElODAlRDAlQkUlRDElODclRDAlQkQlRDAlQjAlRDElOEYrJUQxJTgxJUQxJTgyJUQwJUIwJUQwJUJCJUQxJThDKyVEMCVCMiVEMCVCNSVEMCVCQiVEMCVCNCVEMCVCNSVEMCVCQSVEMSU4MSZ1cmw9aHR0cHMlM0EvL2Jleml6bm9zYS5ydS91ZmlsZXMvcGRmL01laGFuaWNoZXNrYXlhLW9icmFib3RrYS1IYXJkb3gucGRmJmxyPTM1Jm1pbWU9cGRmJmwxMG49cnUmc2lnbj04ZTUxZTVkZWM1NTA0ODQxNDgzNmRiNjdkMThkZDY1NCZrZXlubz0wIn0%3D&lang=ru Сварка стали Weldox https://docplayer.ru/39504352-Svarka-weldox-i-hardox.html Сварка сверхпрочной стали Weldox Сварка сверхпрочной стали Weldox Сталь Weldox отличается особо высокой прочностью, но обладает достаточно простым составом (низколегированный сплав). Ее крепость достигается посредством термо-механической обработки: прокатки, закалки и отпуска. http://www.mig-welding.co.uk/steels/weldox-large.jpg Weldox 700 готовый к изготовлению ковша экскаватораСталь такого типа применяется в наши дни во многих сборных конструкциях: от автомобилей на аккумуляторах до самосвалов. По сути везде, где для облегчения конструкции может быть использована ее повышенная прочность. Если сталь более прочная, то можно использовать меньшую толщину, чтобы обеспечить необходимую прочность конструкции. Более тонкая сталь подразумевает более легкую конструкцию, а значит, более легкий самосвал может вместить больше мусора при этом выдерживая идентичный общий вес. Сварка данной стали не вызывает особых проблем, при условии, что Вы используете правильные расходные материалы и верно проводите сам процесс сварки. Что касается расходных материалов, то Вам понадобятся электроды E10018-G / E11018-G или проволока ER100S-G / ER110S-G. http://www.mig-welding.co.uk/steels/welding-weldox-large.jpg Cталь Weldox, сваренная методом MIGСам процесс сварки зависит от правильного предварительного прогрева металлической заготовки, которую Вы собираетесь сваривать. С увеличением толщины металла повышается необходимая температура для предварительного прогрева. При толщине металла свыше 30мм температура подогрева должна быть 75°C, при толщине свыше 70мм - 100°C. Необходимо складывать толщины свариваемых металлов, таким образом, при сварке двух листов толщиной 20мм общая толщина будет равна 40мм. Данные температуры рассчитаны для сварки стали Weldox электродами, при использовании MIG сварки необходим больший предварительный прогрев заготовок, так как при процессе MIG сварки тепловложение заметно меньше, чем при электродной сварке. Тепловложение есть величина, обозначающая энергию, приложенную к сварочному шву, и равная «сварочное напряжение» X «сварочный ток» X «время» / «длина шва». http://www.mig-welding.co.uk/steels/bucket-large.jpg Сваренный ковш экскаватораУчитывая тот факт, что процесс полуавтоматической MIG сварки сам по себе более быстрый, чем электродная сварка MMA, время, затраченное на сварку определенной длины шва, будет короче. Это значит, что делимое в уравнении будет меньше и таким образом сама величина тепловложения будет меньше (даже не смотря на то, что сварочный ток может быть выше). Этот процесс можно сравнить с прогревом металла газовой горелкой: ведите горелку медленно – и Вы сможете намного лучше разогреть металл, чем если будете быстро перемещать ее вдоль и поперек заготовки. Чем выше тепловложение, тем больше тепла находится в сварочном шве во время сварки.https://duga.by/index.php?route=pavblog/blog&blog_id=12 Проволока для сварки высокопрочных и теплоустойчивых сталей OK AristoRod 13.26SFA/AWS A5.28: ER80S-G Сплошная неомедненная (со специальным покрытием) низколегированная никелесодержащая проволока для сварки в среде защитных газов стойких к атмосферному воздействию сталей (СORTEN A, B и C; Patinax, Dillicor), и низколегированных высокопрочных сталей. OK Autrod 13.28SFA/AWS A5.28: ER80S-Ni2 Сплошная омедненная низколегированная никелевая проволока для сварки в смеси Ar/20CO2 конструкций из низколегированных сталей, стойких к воздействию низких температур, таких как сосуды, трубопроводы, морские платформы, запорной арматуры. OK AristoRod 13.29(Новое название Aristorod 69) Сплошная неомедненная (со специальным покрытием) низколегированная хромоникелемолибденовая проволока применяется для сварки низколегированных высокопрочных сталей OK AristoRod 55SFA/AWS A5.28: ER100S-G Cплошная неомедненная (со специальным покрытием) низколегированная проволока для сварки высокопрочных сталей с пределом текучести до 600 МПа. Рекомендуется для сварки конструкций из сталей Велдокс (Weldox) 700; Домекс (Domex) 600 и т.п. OK AristoRod 69SFA/AWS A5.28: ER100S-G Сплошная неомедненная (со специальным покрытием) низколегированная хромоникелемолибденовая проволока для сварки высокопрочных сталей с пределом текучести до 700 МПа. Рекомендуется для сварки конструкций из сталей Велдокс (Weldox) 700, Домекс (Domex) 700MC. OK AristoRod 79SFA/AWS A5.28: ER120S-G Cплошная неомедненная (со специальным покрытием) низколегированная проволока для сварки особовысокопрочных сталей с пределом текучести до 800 МПа. Рекомендуется для сварки конструкций из сталей DOCOL 1000DP, Велдокс (Weldox) 900, 960. OK AristoRod 89SFA/AWS A5.28: ER120S-G Cплошная неомедненная (со специальным покрытием) низколегированная проволока для сварки сверхвысокопрочных сталей с пределом текучести до 900 МПа, таких как S890QL, WELDOX 900, 1100, 1300, DOMEX 960, XABO 890, 960, 1100, NAXTRA 70, OX-700, 800, 1002, Optim 900QC, 960QC, 1100QC, T1-HY80 СВ-08ХГСМФА(она же OK Autrod 13.14) Омедненная сварочная проволока, полностью вписывающаяся в требования ГОСТ 2246-70, для сварки в аргоновой смеси М21 и чистой углекислоте С1 теплообменников, паропроводов и т.п. из легированных теплоустойчивых хромо-молибден-ванадиевых сталей марок 12Х1МФ, 14Х1ГМФ, 15Х1М1Ф, 20ХМФЛ, W.No 1.7715, 15 CrMoV 5-10 и им аналогичных с максимальной температурой эксплуатации до 565°C.1 балл
-
Да, Машина. Все, перехожу на ролтон. И тещу посажу на ролтон. А там педаль как-то по типовому конектится, или надо мудрить? Черт, как ломает не по-детски. Короче, купил, и уж если не пошло, то гарантия, что руки кривые...1 балл
-
Сила в том,что сейчас с прошивкой он не отстаёт от именитых брэндов.Варить можно от ноль целых,хрен десятых,до оёёй,правда варю с педалью.На большом крупное и не чуствует.Стоимость посмотри сдесь http://www.tehnosvarka.ru/1 балл
-
@Техноман,Как вы посмели назвать Гроверс игрушкой?Это чудо машина.Имею 200 и 300,ещё не попалась деталь с которой не справились эти аппараты.1 балл
-
Только вот из колледжа сварщик не может пойти варить на ОПО, вполне может сваркой заборов свою трудовую деятельность ограничить. А вы (здесь и далее - в лице НАКС) допускаете сварщиков варить на ОПО! А такие сварщики по умолчанию должны быть квалифицированными специалистами. Ваша деятельность заключается в том, что максимально правильно оформить все бумажки, чтоб сложить их в архив. Я прекрасно вижу и знаю, как аттестовывают. Цель - оформление бумажечек. Ну да, может на каких то физ.лицах и мелких не прибыльных организациях вы и можете оторваться.. А если к вам придет жирный кот с миллиардными годовыми оборотами и сотней-другой-третьей сварщиков в штате, да вы хоть сами за него катушки заварите. И это я не преувеличиваю! Мне реально такое предлагают в прославленных московских наксах, руководство которых даже в протоколах НТС можно увидеть. Ну или будете "тесно сотрудничать" с такими котами, посредством например трудоустройства на полставки у них (тоже реальный случай уже из другого города федерального значения). А как аттестуются такие гиганты, как Газпром - я вообще молчу. Туда максимум пофоткаться приезжают и то не всегда. Вот когда вы будете не коммерческой организацией с соучредителями, планами выручки/прибыли и прочими присущими вещами, а будете работать на госпошлину, как госслужащие, тогда и будет какой то порядок, ответственность и прочее. А пока заявления о качестве, беспринципности и исключении аварий на ОПО, про которые как под копирку пишут в обсуждениях законопроектов представители АЦ по "настоятельной рекомендации", рассылаемой вам письмами из вашего "генштаба", выглядят просто отвратительными, лицемерными и неприкрытыми попытками сохранить прибыльный защищенный бизнес. Закрытые АЦ? не смешите)) свято место пусто не бывает))0 баллов
-
Вот у нас один, очередной директор реформатор, тоже задал такой вопрос рабочим и предложил им делать доплаты за счёт зарплатного фонда сокращённых контролёров. Народ доплатам был рад и хлопал в ладоши. Но не долго. Контролировать себя ни рабочему, ни мастеру, ни нач. цеха было конечно невыгодно. Со временем все забили на это. "Корабль" стал функционировать хуже. Постепенно "в виде контролирующих лиц" в цехах стали назначать освобождённых рабочих. Потом опять назвали их контролёрами. А потом, как вы догадываетесь, пришли к тому, что "на корабле должны еще штатные единицы" и опять восстановили цех контролёров. Возвращаясь к заданному вопросу: "если контролеров убрать,будет корабль функционировать хуже?" отвечу - да будет хуже, если конечно не передать эти функции должностям с другими названиями. Я конечно на корабле был только на экскурсии, но думаю, что и там существуют, проверяющие, контролирующие, контрольные комиссии и т.п. (как внутренние так и внешние) .-1 балл
-
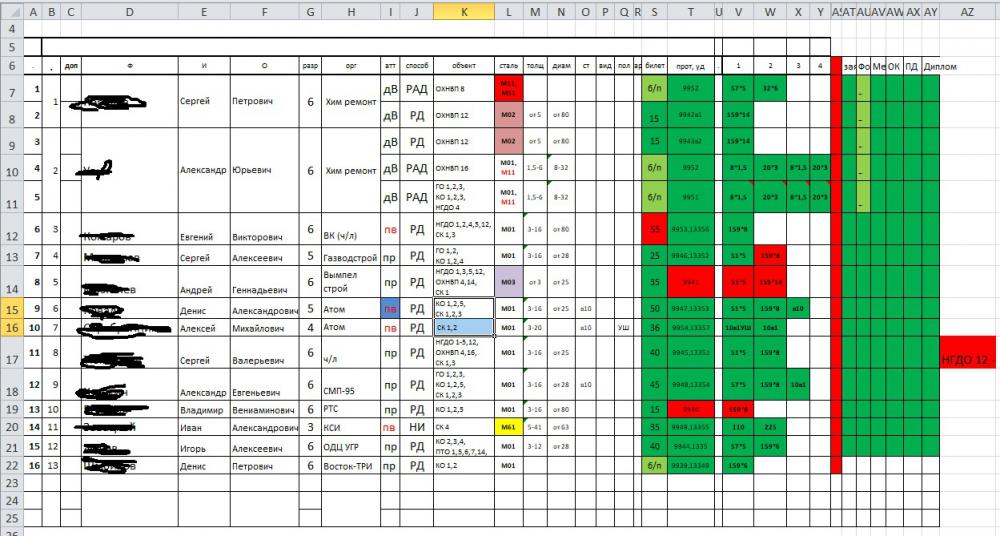
Эта тема обсуждалась здесь не один десяток раз. Но, если вы не умеете пользоваться поиском, то, в порядке исключения, отвечу еще раз. Точно такая же ответственность, какая есть у колледжей (техникумов, училищ) за то, что они выпускали сварщиков с 4-м разрядом, которые в лучшем случае годились на прихватки или сварку заборов. Ну или как ГИБДД отвечают за аварии водителями, которым они выдали водительское удостоверение. ps^ правда центры жестко наказывавают, если при рассмотрении жалобы (по любым проблемам от любых лиц)) происходит внеплановая проверка центра и находятся нарушения регламента проведения аттестации. Вплоть до закрытия. Количество закрытых центров (из них примерно 80-90% именно по этой причине) можете посмотреть на сайте НАКС. Наконец-то хорошая группа - всего двое не аттестовались.
-1 балл