Лидеры
.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)



Популярный контент
Показан контент с высокой репутацией 11.02.2021 во всех областях
-
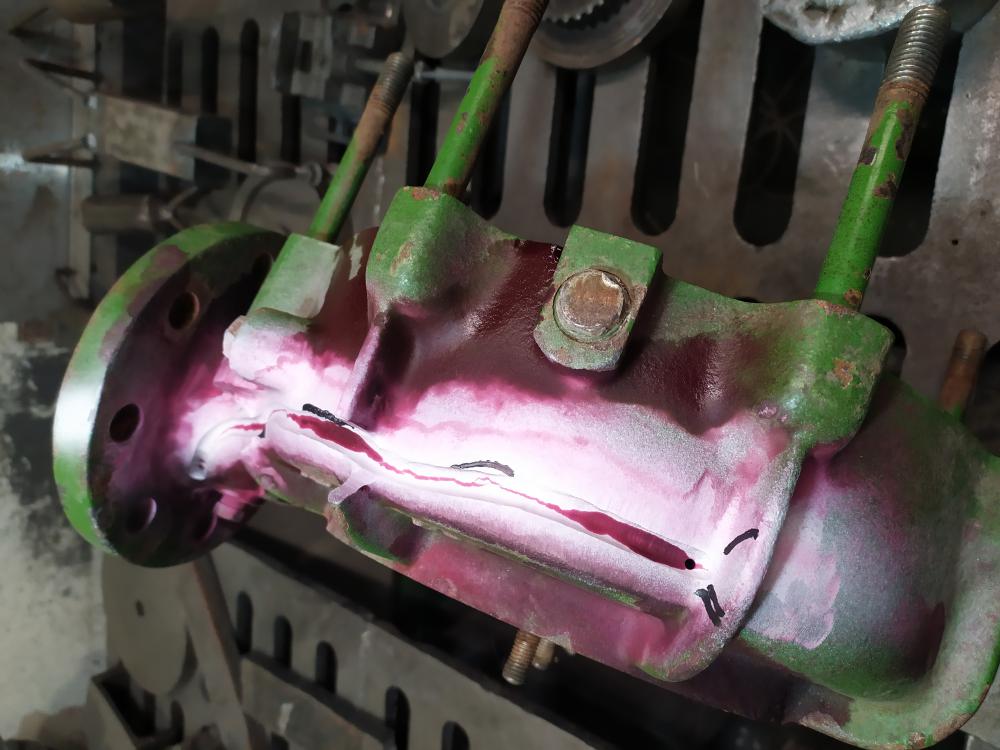
Трещина интересная и по толщинам, и по переходу в ребре рядом с посадочным местом шпильки. Задача была на переходе "вгрызться" глубже(в пределах разума) и залить так,чтобы потом возможно было уложить по плоскости шайбу с гайкой. Педаль,панч осветлённый от Александра,керамика 5L резанное пополам(удобней управлять\варьировать), вольфрам 2.4мм WT-20, горелка WP-20,сундук Edon 200,шаловливые ручки и дурная голова - молдавские
 6 баллов
6 баллов -
6 баллов
-
Если ещё не надоел с чугуном,то уже неплохо. В работу пришла "улитка насоса" с двумя трещинами. Пока работаю с одной и лишний раз убеждаюсь,что перепроверять окончание трещин всегда надо обязательно.
6 баллов
-
@selco,@sherwood, @Сергей09, @NikOtiN, @Георгий 11, Друзья, можно я озвучу свое понимание.. Валера, на мой взгляд, при сравнении РАДС и ПА конечно тепловложение будет больше на РАДС. Пример простой. Условно берем 2 железяки 3мм толщиной и свариваем их в нахлест. Уверен, после РАДС шов и околошовная зона будет красной, те же железяки сваренные ПА будут намного холоднее... Ну никак по другому у меня не получается... Еще. При сварке РАДС, не важно что мы свариваем, шов не должен быть серым, а тем более черным. Это показатель или перегрева или недостаточной защиты. Спасибо, что дочитали.. -)) Всех обнял...4 балла
-
@PecToPaH,Потихоньку можно: на первом 12х12(обечайка 8), на втором 16х16.
4 балла
-
а у меня такая.за что благодарен Алексею с Питера.РомаРим выступил гарантом.варю радуюсь.и вспоминаю их всегда самыми лучшими словами. https://www.instagram.com/p/CK7FPeqhSM3/?utm_source=ig_web_copy_link3 балла
-
Сверлю,чтоб понять толщину материала и знать сколько и как мне разделывать. Сейчас делал коллектор,кажется Манн-овский,трещина хитрая(потом скину фото). Между делом занимался улиткой насоса,такая же ситуация -литьё разношёрстное и промежуточное сверление помогает понять толщину и определиться в разделке. Не соглашусь,так как никогда такого не было. Теория изредка разнится с практикой. Да и на дворе другие года и технологии. Это касается и самого литья чугуна,и материала для сварки чугуна.3 балла
-
@Calma, Александр , добавлю с твоего позволения тоже самое но в формате PDF Aluminium Brochure 2015.pdf3 балла
-
Кстати серьезная заметка, всегда разделываю и думаю а точно она здесь кончается, при отсутствии чудо пенетрата приходится запиливать с запасом см на2-3 дальше.3 балла
-
Александр ПАНЧ 11Пишите в личку,а лучше сразу на сайт ему2 балла
-
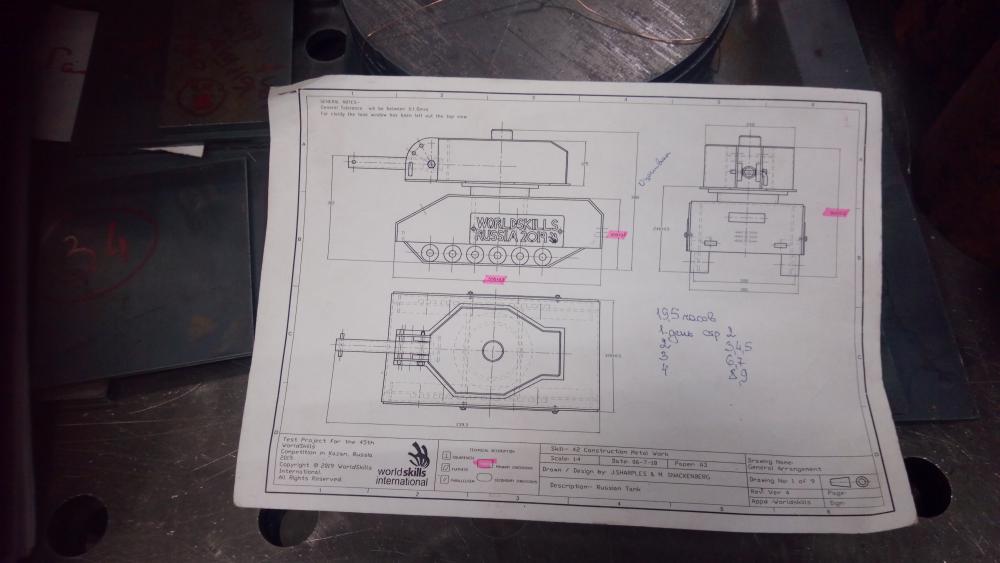
@NikOtiN,все претензии- в WSR! Вольное обращение с ЕСКД и прочей нормативкой-их фишка... Зато понтов-на миллион..... Но, с паршивой овцы-хоть шерсти клок ... Апломбы и амбиции этой шараги мы используем в свою пользу...2 балла
-
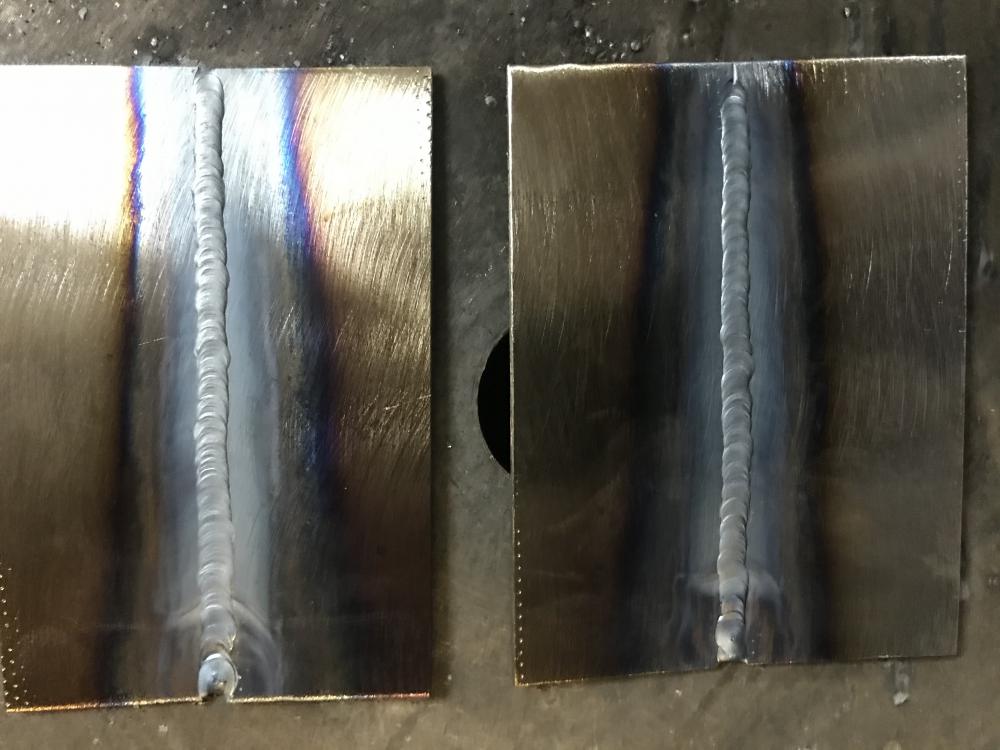
Это оптический обман ..так то это первый корневой слой без облицовочного, так сказать-промежуточный результат, линейный режим, токи до 120А,Эвоспарк500АСDС P...стальВСт3сп Вышли на финишную прямую подготовки к региональому Чемпионату WSR в компетенциях "Сварочные технологии " и "Производство металлоконструкций"....вторая-впервые в Кировской области...сегодня юные подаваны 2 курса ОитСП вылизывали родную мастерскую до чистоты хирургического оперблока... ..танк-это у производства м/к задание с прошедшего ЧР... таковы правила...весьма сложное задание....
2 балла
-
@selco, Валера, ты мне друг и я всегда к тебе прислушиваюсь. Буду внимательно сравнивать. А этого американца я давно смотрю, подписан на него уже 5 или 6 лет.2 балла
-
@Вад11, у меня такая же, только с adflo: Я на нее обзор делал
2 балла
-
Да все просто в ПА сварке любой, импульс в том числе идет выгорание элементов и шов грязнее , а вот ТИГ это чистый способ и сварщик если опытен он сам регулирует тепловложение и не допускает выгорания и отсель вывод один ПА - жарче . Ну и это очень спорный вопрос , вот почему то атом маш практически все сварено ТИГ .2 балла
-
@Шурпет, Есть полный каталог 2014 в бумажном исполнении . Вот есть еще для Ал от Есаб и это попроще и понятнее и скорее ты сие и ищешь . Есаб проволоки Ал сплавов.pdf вот еще но не есаб присадочные материаля для АЛ.pdf это наши авторы но тоже не плохо присадочная проволока для алюминия.pdf2 балла
-
Я никогда не сверлю трещину по длине. Когда происходит разделка трещины фрезой,то местами прорезаю насквозь стенку -это происходит не умышленно,так как выбираю больше чем на две трети толщины,но для полуавтомата большого значения это не имеет.Допускаю,что на снимках кажется - это сверление,но это не так. К чему могут привести оставленные перемычки между отверстиями? Нарушается сплошность никелевого шва включениями фрагментов чугуна.Это может привести к поперечным горячим трещинам в связи с повышение концентрации серы в этих местах.2 балла
-
Думаю что сверловка не помешает если нет возможности запилить всё качественно и с заходом машинкой. Если взять пример лопнувшего стекла со сверловкой, трещина дальше же не идёт.2 балла
-
зовут Роман.вот его тема http://websvarka.ru/talk/topic/4412-speedglas-prodazha-adflo-svetofiltr-9100v-maska-9100kh-s-turbobloko/page-542 балла
-
Именно так. В 98-м работал на предпринимателя по сделке, был прейскурант на поделки в который входили не все хотелки работодателя. А он говорил вы записывайте ежедневно сколько сделали. При расчёте обнаружил что за день работы на неоговоренные в прайсе позиции я зарабатывал ровно на бутылку недорогой водки, на этом моменте мы и расстались. Обычная история, как выяснилось далее.2 балла
-
@sherwood, Тормозишь, но с опытом это пройдет. Может кому пригодится....2 балла
-
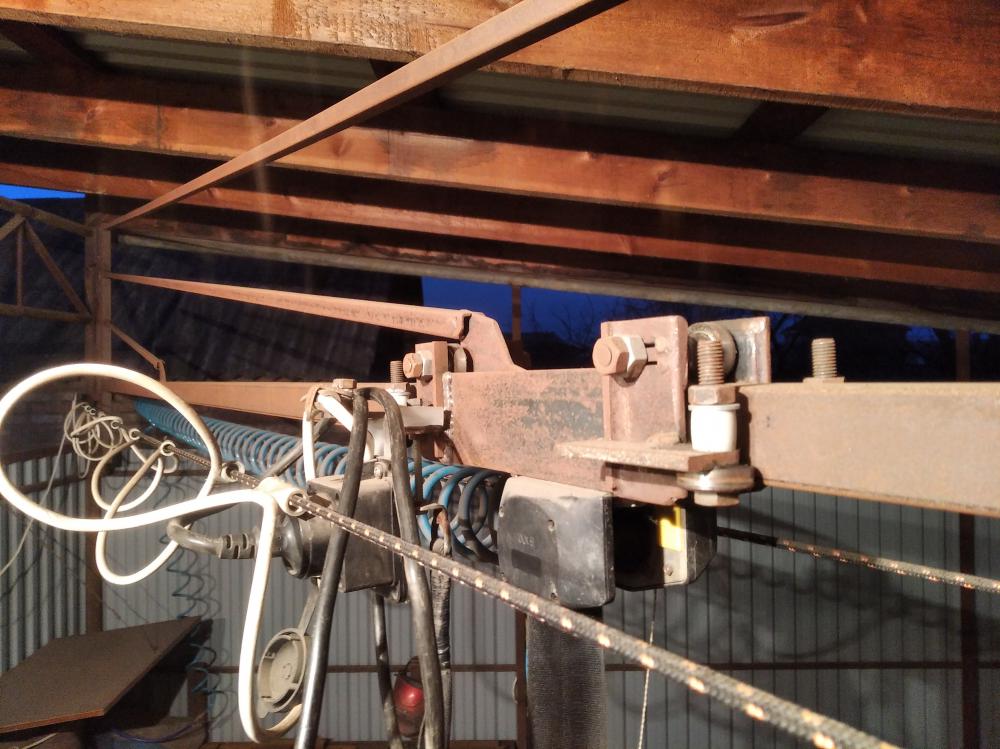
Всем спасибо! Теперь она по всей мастерской по воздуху катается.
2 балла
-
Везет Вам, а вот я нуждаюсь. Было время немного потренироваться. 2мм сталь, 80А, 6л газ, сопло 7 (линза), 2.4 электрод, 1мм присадка. Лежали на большой железке валик с обратной стороны из-за этого не получился но метал продавил. Подскажите по рассвете на металле так и должно быть? Ну там защита газа перегрев или наоборот не догрев, и с самим швом что?
2 балла
-
Да нет и как это надоел , это очень пользительно для всех и меня тоже , выкладывай все не чего не таи2 балла
-
Яж работаю на казённой работе. Мне там пилить некогда просто.Вот в этой теме насмотрелся на эти микрошлифы, и задумалси -- а ведь действительно -- тебеж не зря говорили: "Кинжальное проплавление". То есть его можно и сильно не туда закинжалить на угловом шве. Теперь вот варю, и думаю: "а куда я кинжалю?" и зачастую получается что направлено не в стык между деталями, а в нижнюю сплошную полку. А если направить правильно, то можно и наплыв отхватить. Значит надо шевелить горелкой на нижнюю полку... Вопчем есть над чем репу почухать. А так то да -- пилить хочется. Только надо порешать вопросы -- как шлифовать, и чем травить. Может и найду время распилить тавр.2 балла
-
2 балла
-
@selco,зачем судить,мы же не звери,достаточно сказать,что был не прав,ничего в этом зазорного не вижу.2 балла
-
Чертеж не по ГОСТу оформлен1 балл
-
Если ни кого не найдешь то лучше отказаться от покупки, на крайний случай оплата по квитанции ТК, но тут тоже есть камни.. В Россоши кто то был из наших.. посмотри карту участников.1 балл
-
@kulik_anna, я так не умею.1 балл
-
@selco,у тига наоборот самое высокое тепловложение,самое низкое у п/а,швы на прочность считаются когда,у тига коэф.0,8 закладывается,у п/а коэф.1,мма 0,9.1 балл
-
Никита , глупость озвучил и чем ЗТВ полуавтомата будет лучше ЗТВ РАДС ? Ну и РАДС , да точнейшая , то есть одна из точнейших способов сварки , но не как для одних тонких и аккуратных работ ,,,,,,,,, вот примерно такие возможности РАДС , от ювелирки до многотонных конструкций с любого металла , ну и естественно сваренных аккуратно и точно не зависимо от габаритов и массы . ЗЫ , вот вся Электросталь покрыта сетью железнодорожных линий через улицы , это сообщение между заводами , так вот иногда переезжают такие махины через улицу что на одну платформу не умещаются и лежат на двух в основном нерж конструкции типа емкостей с причудливыми отводами и т.д. , так вот все сварено РАДС1 балл
-
https://mash-xxl.info/info/157044/1 балл
-
Про 9000 сказать не могу, но у меня обратная ситуация. Я после есаба одел 9100. И это как пересесть с соляриса в С класс.. Я много чего слышал, говорят что 9100 слишком тяжелая, работать в ней неудобно. Но это все фигня. 31 год работаю сварным и ничего лучше чем 9100 у меня никогда не было...1 балл
-
если это про китайцев - то они массово забухали1 балл
-
А кто это? Мне тоже надо 1.5, размер завтра уточню.1 балл
-
подниму тему.поставил линзу 1.5 оптрель.счастья полные штаны.теперь даже вижу как грязь перемешивается при сварки алюминия.если попадается.правда снял светофильтр ХХ. поставил Х.так даже лучше.для ХХ линза маловата.мир сварки стал видеть по другому.в общем варю и радуюсь.в очках не комильфо.не зашло мне это дело.берегите глазки друзья.РОМРИМУ спасибо.за подгон линзы.1 балл
-
@Шурпет, http://tctena.ru/oborudovanie/manipulyatoryi11/materialyi-dlya-svarki/aluminium1 балл
-
Да скорее туда , у кого рука набита то не промахиваются почти. Вот смотри 08 импульс и протравил пастой ЕСАБ для осветления швов нерж., можно ортофосфорной кстати в пасте Есаб ее больше всего ,,, и в аптеках продается ортофосфорная, это тем кто не знает где взять . ЗЫ забыл совсем протравленные образцы это вертикал в импульсе с низу вверх , видео на канале , но и думаю горизонт тоже в полном порядке если распилить . Ну и посмотрите дядьку-американца еще если не наскучил и включайте субтитры с переводом и с ними намного все понятнее, и кстати у него проволочка 0035 то есть по нашему 09мм .
1 балл
-
Так я об этом и говорил изначально.Некий гражданин утверждает, что к десятке, без 1.2 и подходить не стоит.1 балл
-
а хоть инфаркт с инсультом, а то скоро дойдем что работа будет стоить меньше бутылки самогонки...1 балл
-
@copich, ну чтож, уже и сам надумал воткнуть этот 1n 4148 а учитывая ваши доводы сделаю это при первой возможности, с работой времени нехватает, поэтому придаюсь поискам в обеденный перерыв. А если что, отправлю на ремонт этому смутьяну))1 балл
-
@kulik_anna, Лиха беда - начало. Все получится.1 балл
-
Ого! Тема обещает быть интересной! Саботаж - это наше всё, я лично - за)))))1 балл
-
Котел вроде турецкого пр-ва, задняя секция. Треснул из-за перепада температуры вроде но точно не знаю. Для начала проверил не много в стороне что за структура материала плотный или рыхлый как губка, как видно 2-е, чего я и ожидал. Разделка. Подогрев резаком, рукой не дотронешся. Сварка ток не большой 90-70А Проковка, охлаждение возле печки часа 4. Котел наш с работы, как бы уже был приговорен для чермета, поэтому особо не заморачивался.
1 балл
-
Не , ну как не комментировать и без этого форум потеряет очень многое , так как учатся в том числе и я, у Serj55441 и Точмаш 23 и многих других и собирают всю информацию1 балл
-
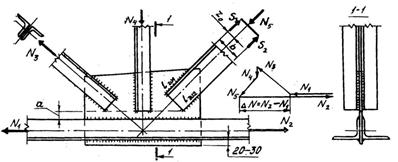
Это правильно. Я просто подумал что это несущая ферма, и рассказал вам... просто вам, чтоб вы знали. Спорить с проектировщиками я не призываю -- пусть сами несут ответственность за то, что нарисовали. Ну не всегда это получается. Там в зависимости от углов и ширины профиля по разному получается. А если ферма из уголка, то у него эта ось находится совсем не на оси симметрии по геометрии сечения, а кажись по площади сечения, или центру тяжести сечения (я этот вопрос ещё не изучил), и картинка получается вот такая: Обрати внимание где находятся пересекающиеся оси.
1 балл
-
@dmitrui,Вам ответили, гоняйте прямолинейные в нижнем, как получится с нормальным сплавлением и равномерно, только тогда имеет смысл пробовать вертикал. Стал получаться вертикал, только тогда на потолок и горизонт(для меня горизонт сложнее потолка). И только когда будет понимание процесса в каждом направлении, тогда можно кругали в пространстве осваивать. Никаких суперэкспресс методов не существует. Только тренировка ручками. Ну и видюшки, как это делают умеющие люди, 21 век на дворе - пользуйтесь.1 балл
-
Ну уже кое чо , но mehanik1102 вам уже сказал про перекрытие точек. Вот я же написал что в СО 2 не чего хорошего не получится тем паче ПА не совсем уж "крут" и по сему еще раз отпишу "смесь" ну а далее вам решать. Вот вам видео и ПА крут как ни как Миллер но и с ним можно накосячить и в смеси тоже и повторюсь отработка движений рук и сие не быстро будет на трубе , настройка ПА и не думайте что одной настройки хватит и смена положения горелки и сварки потребует коррекции настроек и т.д. и т.п. Вот вам видео и довольно полезное и смотрите .1 балл
-
https://youtu.be/-HYLzw431GY1 балл