Лидеры




Популярный контент
Показан контент с высокой репутацией 03.02.2021 во всех областях
-
Шуруповерт открывает все горизонты.
 12 баллов
12 баллов -
Добрый вы..... От такого колличества пива почки посажу..... Посан — обещал вчера, посан — привез сегодня "дудки". Клиент интересный, с богатыми фантазиями..... Уговаривал 2 поршня от МАНа варить . Увидел на верхней плоскости маленькие трещинки и возжелал их заварить. Еле его отговорил..
7 баллов
-
Простенькая работа по завариванию протертых дырок на впускном коллекторе автомобиля WV-LT. Никогда бы не пдумал, что обыкновенная пластиковая накладка способна протереть сквозные дыры примерно по 15х10мм в алюминиевом впускном коллекторе.
7 баллов
-
Ну или так. Kataev.pdf
6 баллов
-
Сколько на эту тему пере терто но видимо бесполезно - минер ошибается один раз а у вас русская рулетка, после каждого такого ремонта отмечайте день рождение!6 баллов
-
Трещина в ёмкости под салярку, При осмотре изнутри, обнаружил ещё одну, Заполнение ёмкости выхлопными газами, разделка, сварка трещин, Шов изнутри немного задымление осталось Кстати кто знает что за покрытие внутри цистерн бензовозов и как оно наносится судя по остаткам белого налета в нем содержится цинк.
6 баллов
-
Многие забывают что такое гост и прочие нормативные документы. А это не что иное как описание испытательной работы по получению сварочных соеденений с необходимыми прочностными характеристиками. Кто то за теоретиков давно варил, резал, разрушал, измерял. А то что показало необходимый результат было отражено в нормативных документах. Но для некоторых сие превратилось в некое подобие библии. Для случаев в нормативке не описанных существуют расчеты геометрических характеристик сварного шва. И надо же какая неожиданность, но в наиболее приемлемом варианте шва его геометрические характеристики находятся в зависимости друг от друга. В узком давольно таки диапазоне. Коэффециент формы проплавления ( отношение ширины шва к глубине проплавления) оптимален при значениях 1-2.5. Коэффициент формы усиления (отношение ширины шва к высоте валика) оптимален при значениях 7-10. Выходы за эти рамки приводят к образованию горячих трещин, усталостных трещин, ослаблениям конструкционной прочности. По этому тупо взять и запузырить проплавление по самые помидоры вкорячив ляктрод потолще да току побольше попытаться конечно можно, но зачем??? Да и вообще сварщик не в состоянии проплавление контролировать. Оно получается по умолчанию при соблюдении режимов сварки для данного вида сварочного соеденения. И сварщик ничего пилить, шлифовать и кислотой вазюкать не должен.5 баллов
-
Old school .
4 балла
-
На 6 минут хватило , да и поднималась как "черепаха" , не так не летают . Вот так летают3 балла
-
Сегодня еще одна интересная работа была. Привезли треснувший коллектор двигателя Parkins. Подготовил, начал варить.. А потом выясняется, что не все трещины были видны. Оказывается есть еще одна Короче пришлось и вторую заваривать. На одной из фотографий видно мой молоточек для простукивания чугуна, изготовленный из поломанной шестигранки. Довольно удобная весчь.
3 балла
-
Вадим! Приходилось так же варить поршня, но там иной случай. У МАНа довольно интересные поршня. Там по средине торца довольно таки большое каплевидное углубление. Получается, что само дно углубления на много шире верхнего входа. И маленькие трещинки именно на самой кромке. По сути, мне кажется они не влияют на работу двигателя и не увеличиваются в размерах со временем. Это как перемычки у многих дизельных головках. В большинстве головок они есть, но тем не менее головки и дальше "ходят". Я посоветовал ему не варить поршня, мотивируя тем, что не понятно что будет на выходе — сделаем лучше или еще хуже чем было. Также посоветовал ему поискать подобную информацию в сети ремонтников. Они то наверняка знают лучше. А заварить в случае надобности — не проблема.3 балла
-
3 балла
-
Цинком и напыляют. Технологию придумал Макс Ульрих Шооп. Запатентована технология ровно 100 лет назад. Если интересно почитать можно здесь: https://ru.wikipedia.org/wiki/%D0%93%D0%B0%D0%B7%D0%BE%D1%82%D0%B5%D1%80%D0%BC%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%BE%D0%B5_%D0%BD%D0%B0%D0%BF%D1%8B%D0%BB%D0%B5%D0%BD%D0%B8%D0%B5 На форуме есть две темы: http://websvarka.ru/talk/topic/1252-poroshkovoe-napylenie-apparatom-dimet/ http://websvarka.ru/talk/topic/1283-dimet-405/?hl=%D1%88%D0%BE%D0%BE%D0%BF3 балла
-
найти на приемке кусок алюминия, приварить к нему патрубок и отдать клиенту со словами - "я наплавил с вас 20 тыщ, теперь на фрезеровку!".3 балла
-
Сегодня тоже делал теплообменник. При сварке немного потянуло, мм на 2. Струбциной придавил, и выровнял. Надо тоже делать кондуктор.
3 балла
-
Поступили ножнички хирургические. Размер- немногим крупнее маникюрных. Было: Стало: Для масштаба:
3 балла
-
@Serj55441, Все ПА сваривают люминь на постоянном токе.2 балла
-
Может мой совет будет не оригинальным, но мое сугубо личное мнение, за те деньги, что просят за 185-й посмотрите в сторону Neon ПДГ-201 или в сторону Веги, Фоксвелда. Думаю что 185-й собрали на скорую руку что бы оставаться в определенной ценовой нише с другими производителями. Хотя в то время они уже обкатывали платформу "Динамика" и "Система". Сейчас они вот вот практически на этой платформе выводят на рынок новые ПА "Динамика". 180-й хоть и имел свои недостатки, но они были решаемые и платформа была обкатана и надежна как танк в большинстве своем.2 балла
-
Проверено на практике, если нужна определенная деталь, то по закону подлости. на всех приемках будет много всего, но не того что надо.Бывало приедешь, смотришь гора алюма, а выбрать нужного — не чего. Кстати клиент теплообменник уже довел до ума. Вчера вечером звонил и обещал привезти еще какие-то трубы с погрызенными мышами отводами. так же видимо от двигла МАНа.2 балла
-
Более дипломированный чем Я?У вас есть что-то посерьёзнее моего диплома ПТУ?2 балла
-
Поздравляю всех с Новым Годом и наступающим Рождеством. Здоровья, счастья успехов всем. И пусть сбудутся ваши мечты. . Мне иногда задают вопрос куда я пропал и почему не пишу на форуме... Попробую отчитаться за "бесцельно прожитые годы" Ну а точнее 8 месяцев отсутствия. . В общем за 8 месяцев вчетвером мы выполнили Титанический обьем строительных работ. Иногда правда привлекали разнорабочих, например на заливку больших обьемов бетона. Ну и кроме стройки по хозяйству еще приходилось отвлекаться, оборудование различное ремонтировать на основном предприятии, да и клиентское оборудование тоже не бросишь.Вообще не до форумов было. Совсем...Кроме "Окрышовки"(крыши делали) зданий примерно 600м2 двухскатной кровли, грунтовых и бетонных работ, прокладки различных коммуникаций и прочего прочего прочего ниже примерный список того, что мы успели сделать:.1) Полностью вывели Цоколь, полы и большую часть металлоконструкций нового цеха размерами 32*12*7метров, осталось металлоконструкций на месяц, а дальше сэндвич. Но Сэндвич скорее всего перенесем на март-апрель, так как герметик и пена на морозе не комильфо...2) Закончили на 50% техническую инфраструктуру нового здания лабораторий, тоже дофига работы еще осталось, но уже начали заселять потихоньку, в процессе всё доделается..Само здание..Инженерная Лаборатория, Лазерная резка, ЗД печать, Фрезеровка ЧПУ на легких станках. 2й этаж - 100м2..Лаборатория Электроники, пока только начала обустраиваться. 2й Этаже - 35м2..Ну и детище Oswer - Химическая лаборатория + Газосветные лампы и ВЛИ в одном помещении, сейчас начали отделку, вытащили генератор который будет установлен здании КТП на первом этаже. Ремонт только начали. 1й Этаж - 40м2....Это лишь небольшая часть выполненных работ больше осталось за кадром. Надеюсь Анатолий докидает фотографий КТП, так как они у меня отсутствуют и дополнит этот мой миниотчет..А вот это фотографии этого обьекта 3года назад. Ну так, для общего понимания. .
2 балла
-
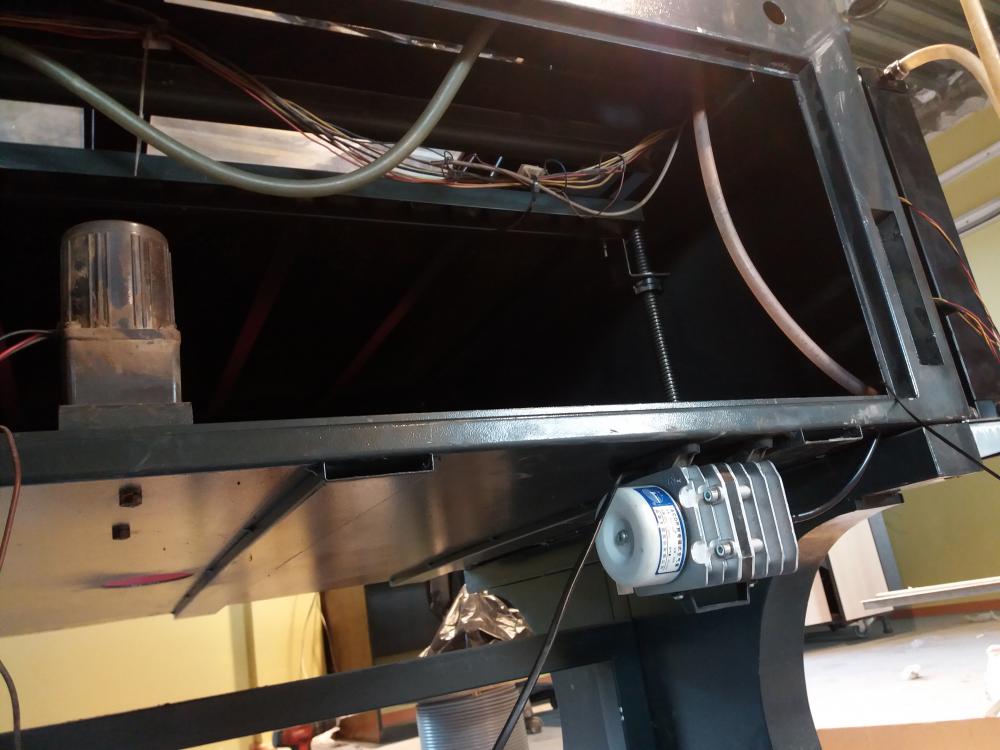
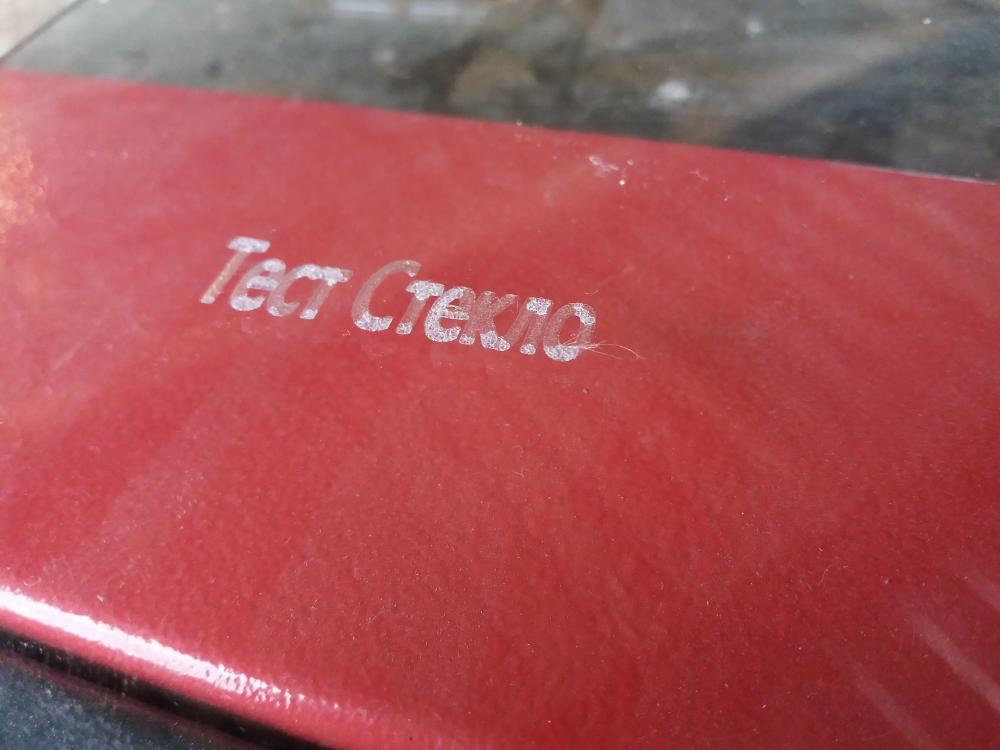
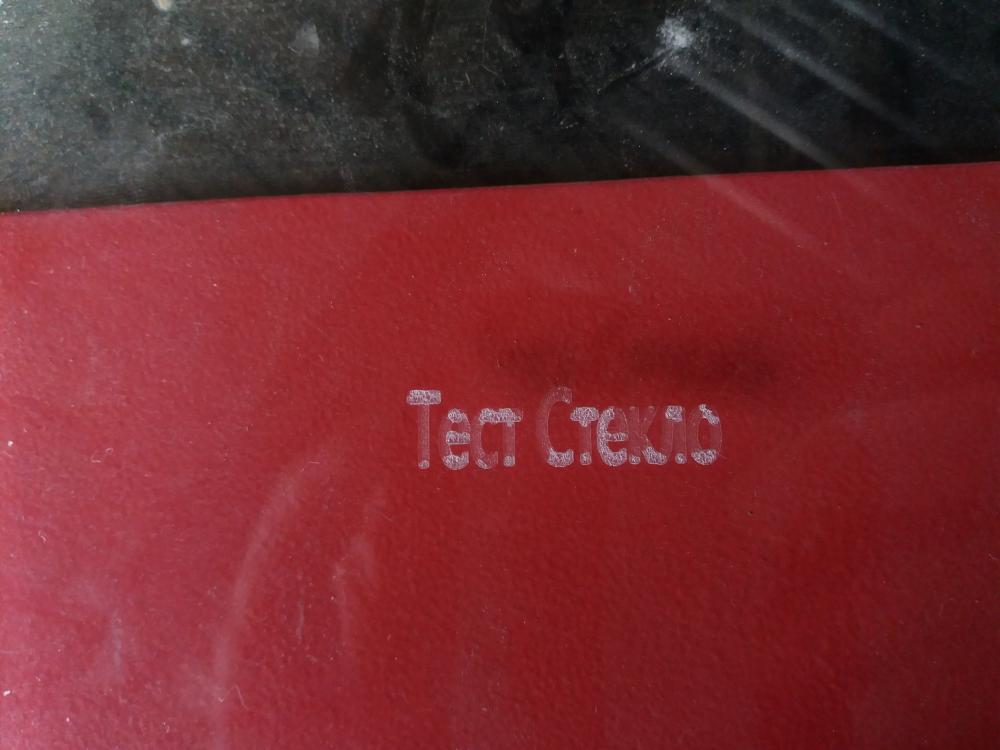
Ну наконец-то дошли руки до лазерного станка. Затащили на второй этаж (тяжелый зараза), и начали собирать потихоньку. Сначала поставил трубку: На фтором фото видно "высоковольтную муфту" из термоусадки и термоклея, семь слоев. Это не совсем моя идея, так у поставщика трубки задумано (я только клей добавил в эту конструкцию). Потом радиатор от системы водяного охлаждения настольного компьютера (как выяснилось, его вполне хватает, и он просто был в наличии): И капитальная ошибка (на втором фото), я по наивности думал что компрессор "от аквариума" тихий ... и прикрутил его к станку, через родные резиновые лапы. Но он похож на отбойный молоток. Толи он таким всегда был, толи за время работы у предыдущих владельцев выработал свой ресурс тишины. Надо открутить будет, может потише будет. Потом подключим станок к магистрали, но ее самой пока нет в этом помещении, а попробовать хочется. Заодно разобрал и продул блок питания трубки, а то куча пыли при его напряжении напрягает. Внутри он сработан довольно добротно. Ну и наконец пробуем в деле. Пробовали на самом интересном для меня материале, на стекле. Результат довольно интересен, мне нравится. Простая надпись, внутри контура видны остатки стеклянной крошки, и следы волокон ткани, которой я пытался оттереть эту крошку. Стекло разумеется не испаряется, оно "откалывается" от основной массы микрофрагментами, кусочками размером с мелкую соль. Потом решили взять логотип: Конечно телефон не может макросъемку, но частицы стекла оставшиеся в зоне реза хороши видны. Удалять ее можно металлической щеткой (только не усердствовать). Ну и еще пара фотографий, просто чтобы были: В общем, все работает, впереди куча проб (и скорее всего ошибок тоже), ведь для каждого материала надо подобрать мощность в луче и скорость обработки.
2 балла
-
ПАНЧ-11 2х1,21 балл
-
@Serj55441, https://manualzz.com/doc/51910405/miller-xms-4000-benutzerhandbuch1 балл
-
@SUNBEAM, в любой автоларёк заходишь, покупаешь силиконовую смазку. Это пшикалка, как вэдэшка, только смазка.1 балл
-
Там ещё и роликовый механизм хуже стал по сравнению с 180-ой моделью. 185 нет смысла брать, если инвертор будет использоваться только в миг режиме1 балл
-
@Георгий 11, ну так я потому и раздувал эту тему.1 балл
-
65 каленый на 5мм1 балл
-
Цена просто халява....1 балл
-
1 балл
-
Всем привет. Дисплей нужен винстаровский .Если пользовать китайский дисплей то нужно прошивку от версии 2.5.3. а так будут карказябы на дисплее.И если использовать китайский дисплей с версией2.5.3. не будет показывать напряжение сети. В этой прошивке измеритель не предусмотрен.1 балл
-
Дело в том, что финальных фотографий готового нет, т.е. похвалиться нечем, да и не зачем. Заказчик приехал как раз перед окончанием работы и сразу забрал готовую деталь. Просить его что б заснять как то не хотелось, да и от выполненной работы, кроме дополнительного опыта, ничего не прибавится. Тут кроме меня есть много авторитетных сварщиков, которые выполняют более сложные работы. Я выше уже говорил, что варилось довольно таки не плохо и если б не танцы с бубном со сменой диаметра присадков и величины токов, то можно сказать, что даже хорошо. Вот клиенту придется плоскость выводить ....но он с этим был согласен. Я понаваривал с небольшим запасом плоскостя с учетом того, что после шлифовки он выведет все на 0, ну а остальное не представляется сложным. Еще раз скажу, что сам не являюсь сторонником такого вида работ. Не знаю, на лице ли у меня написано, но иногда создается впечатление, что весь "гаморрой" в городе тянут ко мне и каждый старается уговорить его сделать. Очень часто это даже многим удается.... Вон на днях звонит один и говорит, что надо заварить корпус дверной ручки от BMW, причем еще и наварить несколько не достающих частей. Я ему объясняю, что корпус из ЦАМа толщиной около 2мм не получится заварить в 3-х местах, да еще и наростить, а он просит — "а вы попробуйте" Вроде я похож на кудесника и некуда мне девать сварочные материалы и тратить время на упражнения по сварке.1 балл
-
@Вад11, А с таким стоит ли заморачиваться ? Теплообменник MANa.
1 балл
-
@AndreiSK85,никак не пожените- нужно настоящее оголовье для подачи воздуха и самопальный переходник с вашего шланга на оголовье в маске. Однако дохловат заказанный вами фильтр по всем параметрам. И не забывайте, что если вам нужна полноценная фильтрация и нормальный поддув, то еще надо на маску устанавливать нижнее уплотнительное "забрало", иначе будет создаваться эжекция (подсос) внешнего воздуха снизу под маску. Вся загазованность будет у вас в легких и на лице.1 балл
-
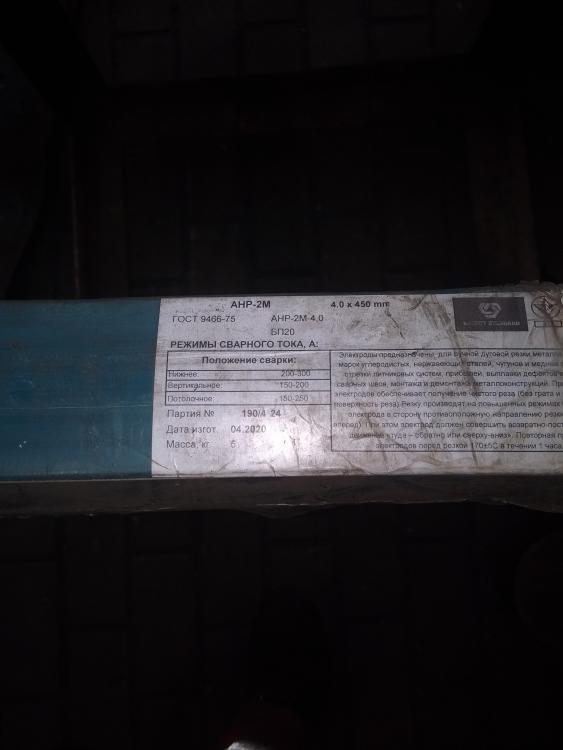
Барсик-2 против италийского рольганга.Рольганг италийцы сварили без разделки да и вообще конструкция странная.Его распупырило.Затем его варил неизвестный герой.Опять распупырило.Ну и дошла очередь до нас и Барсика.Строжка электродами АНР-2м,сварка УОНИ 13-55 и Bohler Fox EV-50.
1 балл
-
То-то и оно.Есть куча высосаных из пальца проектов, типа телескопа на той стороне Луны, шоб ему Земля не отсвечивала, итд итп. А проблема то не в этом. Проблема вот:1 балл
-
Очень рада,что Вам подошёл и понравился!!!! Теперь надеюсь не будете мёрзнуть!1 балл
-
По бокам. Диаметр основного шланга - минимум 30-32 мм. для турбоблока, 19-20 мм. для воздуховода респиратора. Очень желательно супергибкий. У фильтров сварочных турбоблоков площадь поверхности около 2500 - 3000 кв.см, у Adflo больше всех. Для обыяногореспиратора желательно хотя бы 1000 кв.см Давление вентилятора хотя бы - 200 Па/ 20 мм. водного столба для центробежных улиток, и 500 Па/ 50 мм. водн. столба для осевых сдвоенных противовращающих вентиляторов. И с макс. производительностью хотя бы 700-800 л./мин. чтоб с фильтрами выдавал хотя бы 70-100 л./мин. Акумулятор хотя бы на 2500 мА/ч В общем, там все не то.1 балл
-
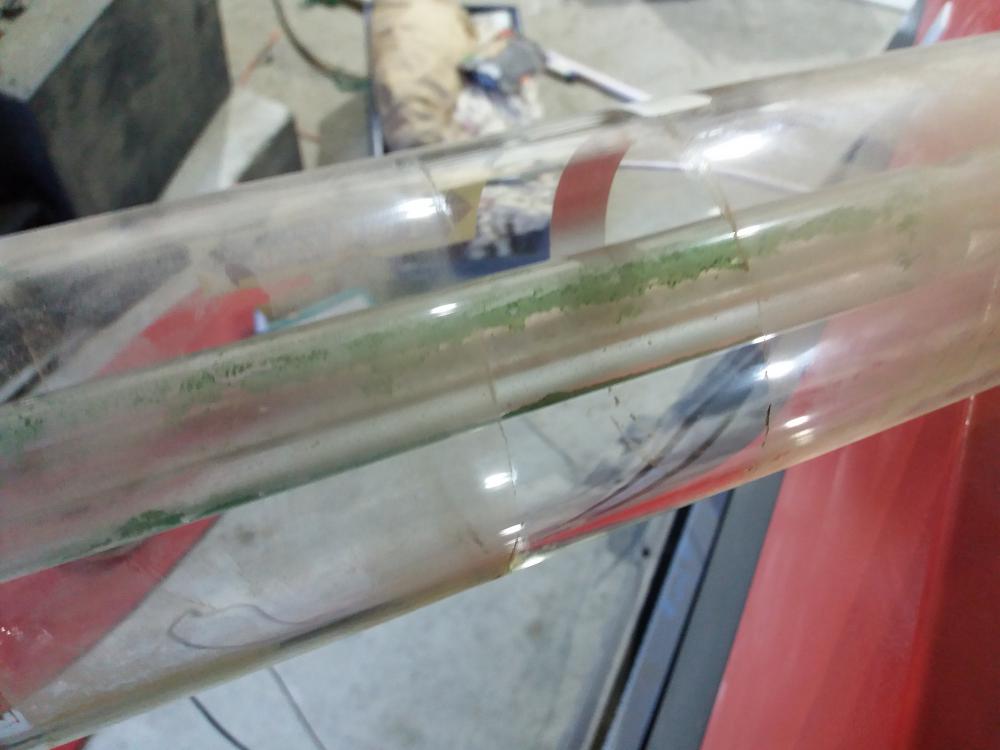
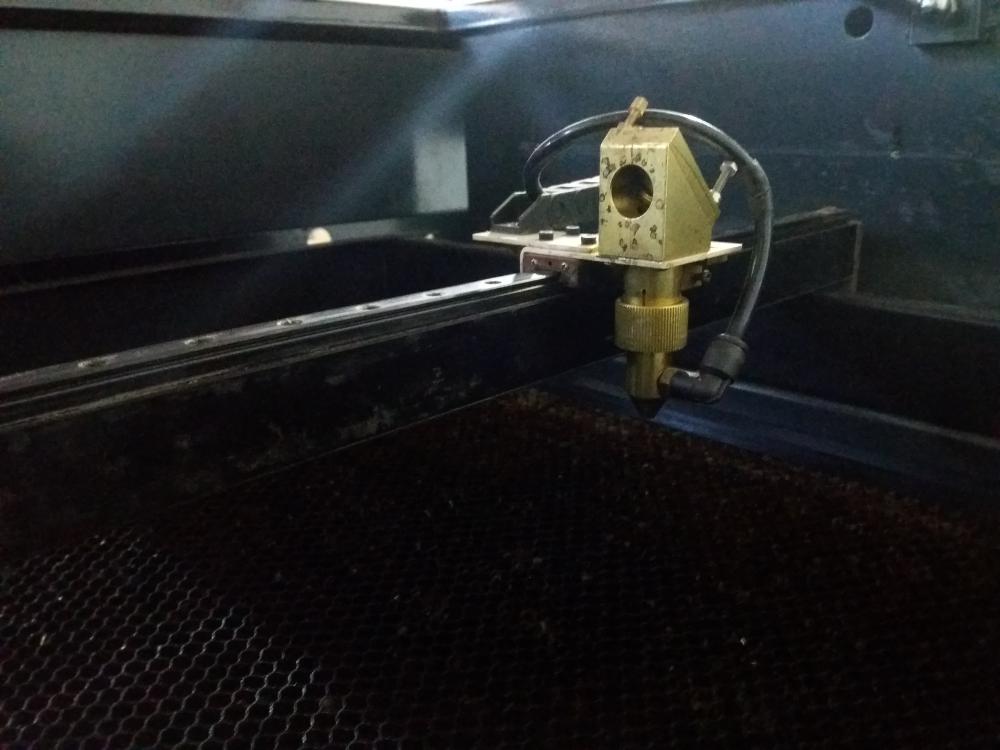
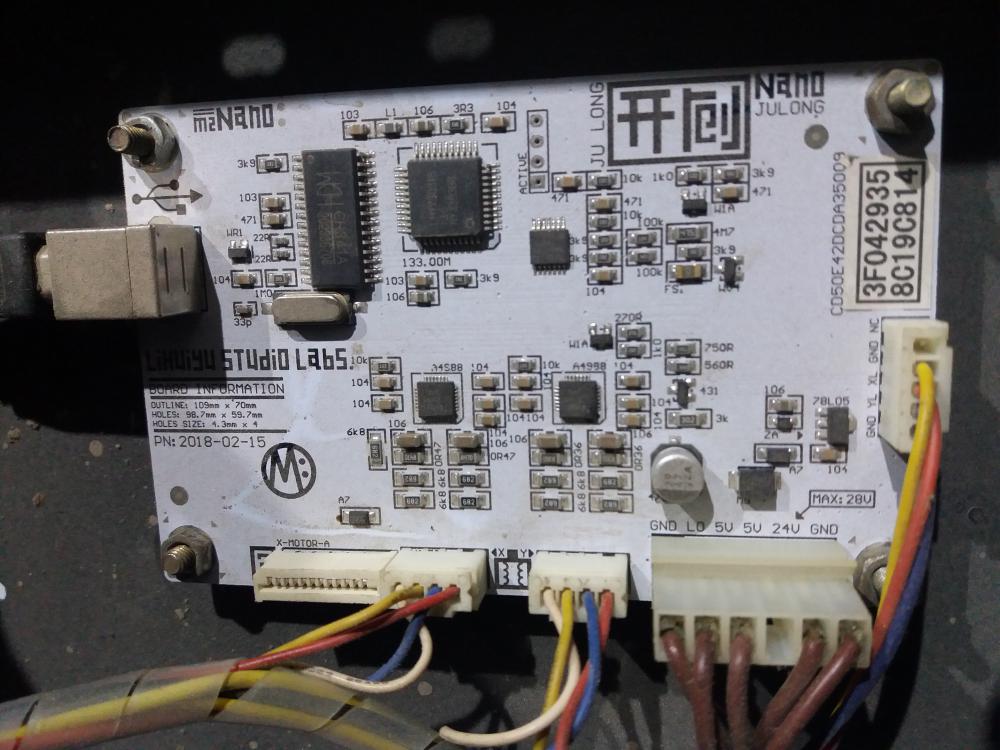
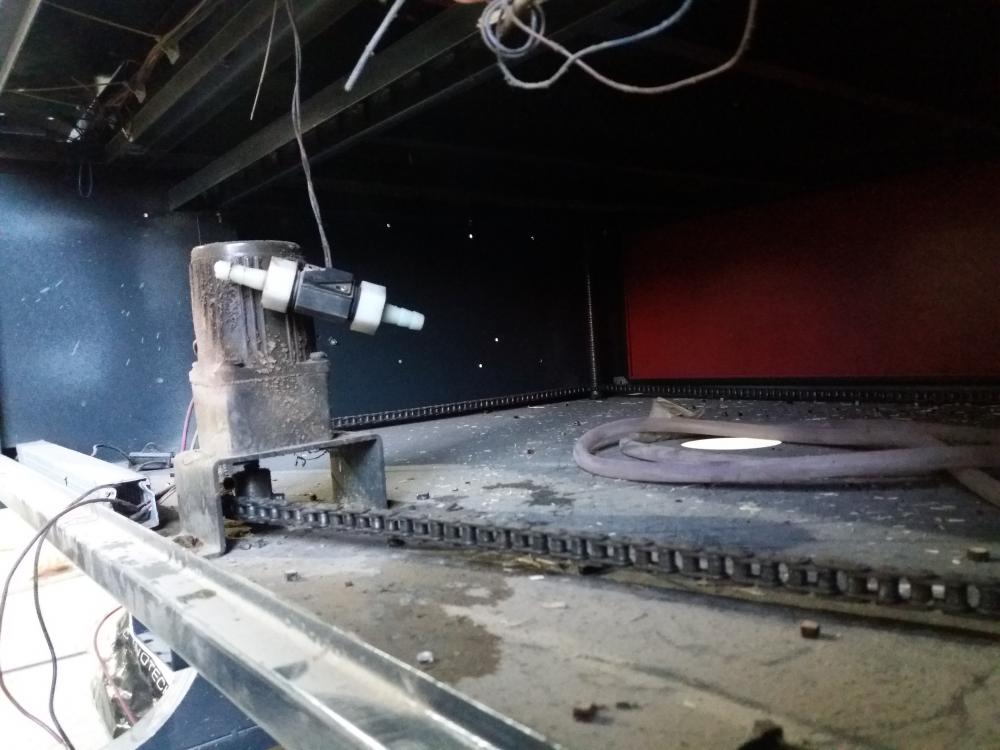
Добавлю немного субботнего инсайда. Сегодня речь пойдет о нашем недавнем приобретении, которое можно считать крайне удачным: лазерный гравировально-раскроечный станок (лазер углекислотный). Небольшие размеры рабочего поля (600х900мм) и скромная мощность (80Вт в луче) достались совсем недорого, но трубка излучателя была мертва (продавец об этом сразу сказал). Взяли на восстановление и просто "на попробовать", ведь стоимость родной трубки невысока (для ее оптической мощности), и починить его совсем не сложно. Коротко о том что он может, и чего не может. Может резать и объемно гравировать фанеру, картон, различные пластики, кожу и текстиль. Дополнительно может визуально гравировать то, что не режет: стекло, глазури не керамике, саму керамику (не любую конечно), металлические поверхности, окрашенные поверхности (краску сжигает полностью). Не может резать металлы в любом виде (хотя наверное фольгу жечь будет ), объемно гравировать то, что не режет (стекло, металлы, и прочие относительно тугоплавкие вещества). В общем применение одновременно многообразно, но при этом ограниченно. Забрали мы его с импровизированным охладителем (чиллером) в комплекте: И оставили в подсобном помещении, ибо некогда возиться, трубка излучателя еще не пришла с Москвы, и площадь под него не готова (его нужно обеспечить очень хорошей вентиляцией, ибо дымит он сильно). Причина гибели родной трубки выяснилась довольно быстро: скорее всего перегрев от недостаточной циркуляции охлаждающей жидкости. В рубашке охлаждения видно зеленые "водоросли", и это после промывки. Пока мыли, из системы неохотно выходили длинные клочья этой гадости. Они же, видимо, заклинили датчик потока ОЖ в открытом положении (он механический). В общем, потока жидкости скорее всего сильно не хватало. Причина этой беды, антифриз (автомобильный) в системе охлаждения. Производитель рекомендует воду (желательно дистиллированную), и качественный чиллер. Ведро с водой в холодильнике не желательно. Зеркала трубки: глухое (слева под белым керамическим колпачком) и полупрозрачное (выходное окно). У обоих есть водяное охлаждение. Видно что зеркала с завода вклеены, и не нуждаются в юстировке при установке. Это очень удобно. Общий план рабочей зоны и сотовый стол: Оптическая система, более подробно. Отсек для трубки (вверху станка, под открытой красной крышкой, трубка снята) и первое зеркало поворачивающее луч под прямым углом (его также видно на первой фотографии, в правом углу отсека): Да, хомуты крепления трубки с завода такие страшные, гайки подложенные под кронштейн зеркала тоже "входят в комплект поставки". На первом фото второе зеркало и головка, на втором фото головка со стороны входного окна: Всего луч поворачивает три раза под прямым углом, и фокусируется в головке одной линзой. Просто и дешево, но не без недостатков. А теперь электронная часть. Общий вид отсека управления и панель запуска: Панель управления блоком питания трубки (позволяет задать желаемую мощность излучения) и термометры, один просто висит в воздухе, второй должен жить в контуре охлаждения (на деле лежал в ведре с антифризом, в холодильнике). Сейчас оба висят рядом (разность показаний еще предстоит выяснить, я думаю виновата скрутка в проводах при удлинении). Плата управления (со встроенными драйверами шаговых двигателей) и источник питания трубки. На первом фото видно двигатель привода стола (вертикальная ось) и датчик потока (висит на проводах перед двигателем). На втором фото водяной насос (для охлаждения) и диафрагменный компрессор (для продувки зоны реза). Оба они от аквариума (шли в комплекте). Как видим, все предельно просто, и собирается из готовых компонентов. Большой простор для творчества, и если хочется собрать такой станок самому, то можно купить все по отдельности. Зачем покупать по частям, спросите вы, если можно взять целиком? Тут есть маленькая хитрость: при мощности в 80Вт сам лазерный тракт стоит вменяемых денег, а вот рабочее поле обходится очень дорого, и чем оно больше, тем дороже. При этом себестоимость увеличения поля не сильно высока (направляющие там очень хилые, станок то не силовой, для бесконтактной обработки). Но это так, мысли в слух, нам подвернулся готовый, и мы его взяли. Отдельно напишу про свою деятельность вокруг него при монтаже и запуске (он пока ждет завершения внутренней отделки в помещении в котором будет работать). Возможно совсем скоро покажем первые работы. А пока набежал на него мимоходом и поставил амперметр на трубку (в минусовой провод, у него потенциал низкий, производители очень рекомендуют это делать, трубку лучше не эксплуатировать на предельной мощности), и просто для интерьера поставил счетчик наработки (это совсем не необходимо, но интересно сколько проживет новая трубка, производитель считает что от 6000 часов). Ну и сфотографировал новую трубку в коробке, рядом со старой. Я из нее скорее всего неоновй ночник сделаю, надо только перезакачать ее неоном .
1 балл
-
не слетит. внутри аппарата это и есть "переключатель". Переключаете и кабель массы в другую клемму втыкаете на морде аппарата и понеслось ))) Удачи!1 балл
-
Ознакомительная статья о применении газотермических способов нанесения покрытий.Применение_методов_напыления.zip Применение_методов_напыления.zip1 балл