Лидеры




Популярный контент
Показан контент с высокой репутацией 29.01.2021 во всех областях
-
Прошу закрыть глаза, глубоко вдохнуть и не выдыхать, пусть мозг в себя придет. Одно бла бла бла. Надоело уже. Еще раз. Если есть что по существу, прошу. В противном случае - можно просто помолчать. Что только не имел и все продал... А надо было не продавать, а показать где и что... А то только руками разводят и слюной всех уже избрызгали. Мол продавать мешаем... Ну так торгуйте, ни кто вас не трогает. Еще за одно, хочу направить в направлении образовательных заведений. Изучить металловедение и схожие предметы. Куда вы на проволоке 1.2 собрались с однофазным аппаратом лезть? Намазать блевотину вашу? И кто тут о чем молчит? Уже все и все знают, что есть что и где. А вот о ваших аппаратах, о ПРОБЛЕМАХ мы клещами вытягиваем. И при включении аппарат кричит, здравствуй новый хозяин и при этом не возможно сохранить в память программу ... Ну так на таком просто не возможно работать. Или переводиться в писари и каждый раз записывать ВСЕ параметры на листочек? Ладно. По существу: - берете два аппарата, настраиваете под тонкое, под толстое. Снимаете осциллограмму сигнала. Делаете лазерный хим анализ материала. Делаете сварку и после рез. Шлифуете и на мелкоскопе смотрите структуру материала. Конечно делаете замер провара. Вот тогда и делайте вывод. - размазать проволоку это одно. А вот сделать качественный шов это другое. Ваш гаражный подход, существовал и будет существовать. Люди верят в чудо, что сейчас ему сделают качественно и не дороХо. А по факту, потом в теме: КРОИЛОВО, появляются новые фотографии. И некоторые вещи не переделать. А некоторые говорят, что сделали но содрали с клиента. Они и так содрали бы даже если бы не переделать, т.к. ЗНАЮТ ТЕХНОЛОГИЮ и ИМЕЮТ ОПЫТ. Ни кто в этой теме не пишет, что сделал ЕЩЕ ЛУЧШЕ но ЕЩЕ ДЕШЕВЛЕ... Улавливаете мысль? - и напоследок возвращаясь к Хелви. Аппарат ТР220 работает предсказуемо во всем диапазоне своих регулировок. Если крутим то видим изменение. Стабильный в работе и прочее и прочее. Плюс не забываем гарантию, чистый привоз ... Что от ВАС ТОРГАШЕЙ мы получим? Купил сам, теперь ... тоже сам. И к кому претензии если что? Сам ведь не купил аппарат и раскурил его, а купил продал. Почему? Выжал соки, а теперь у другого пусть будут проблемы. Отличный подход. В итоге в сухом остатке: еще раз скажу, если есть что по существу, говори. Если не чего сказать, проходи мимо. Торгуйте своими цветными ящичками. Людям мозг не ломайте. И так обмана хватает, еще и тут его добавляют. Сделай распил сваренного проволокой 1.2. Посмотрим сколько провара и сколько его должно быть по ГОСТ. И конечно нужны замер сварного соединения, по габаритам, по прочностным параметрам, как пластичность, как усилие на разрыв... А то, сварил что-то. А что в итоге получил, ни кому не ведомо. И конечно не забываем, так же свари тонкое, от 0.8мм чернягу, нерж, алюм. Посмотрим что Крамер может на проволоке 0.8. А то однобоко все. На ТР220 проволоку 1.0 я ставил. Все хорошо, проблем нет. Клиенты так же работают. Проблем нет. Мне как представителю сервиса это более чем известно. Ни кто ни чего дополнительно не мешает не покупает специальные смеси. Да, чуть не забыл. Про СПОТ режим. Лично ни когда не пользовался... Ну точнее тестировал при наличии в оборудовании но не более. Бывают менее 0.1% запросов, когда нужно реально работать в режиме прихваток. Вот тут да, ТР220 не вариант. ТР220 боевая машина, где быстро и легко настраиваются режимы СРАЗУ. А не как в китае, тыкаясь пыкаясь и потом пытаешься сварить. И выключив аппарат, теряешь все натсройки Круто не правда ли? Так же не забывай, что сварщик (я говорю кто работает каждый день и на этом зарабатывает), не будет вылавливать микроны. Т.е. поменял толщину, поменял положение, не будешь подстраивать. Нужно прихватить, в том же режиме и прихватывают, ни кто не переключается. Хотя если нужно в ТР220 ЕСТЬ ВОЗМОЖНОСТЬ сохранять программы и он СОХРАНЯЮТСЯ без зависания источника и прочего. Т.е. если надо, то подобрал режим и можно его сохранить в памяти источника. А не на бумажку калякать. И все ли записал или что-то забыл, голова не будет болеть. Так же аппарат реально потребляет жирные 32А. Поэтому на задней панели не паршивая кнопка на 16А стоит, а нормальный тумблер поворотный. Только он справится с такой нагрузкой. Хватит? Или еще продолать? И это только из того, что я увидел, прочитал, послушал... А если его в руки возьму, то разнесу как и любого Кетайца... К сожалению, дешево не бывает таким замечательным, как вы его пытаетесь показать, шайка торгашей. Я был бы рад, что если аппарат реально мог бы... Но увы. И вы все вместе это знаете. А то что настроить не могут и обычный трансформаторный аппарат со ступенчатым переключением... Ну да, и такие люди есть. Поэтому с ТР220 могут и возникают трудности, хотя все, на мой взгляд, и так понятно. Но ... Везде и всегда будут кто просто не разобрался, кто реально не может понять в силу своего восприятия, а кто готов познавать и изучать. @Hlorofos, давай поставим на этом точку. Больше нет сил по 10-му разу одно и тоже писать. Тема не сравнение двух аппаратов. Тема - обзор ТР220. Все кому надо, уже тебя услышали. Успокойся, корона на твоей голове уверенно сидит, ты молодец, супер сварщик! И Китай тебя любит, они наверное уже и памятник воздвигли.7 баллов
-
То есть ты не прочитал. Так прочитай что я там написал: "Ухо порвало, а шов остался целый". Так вот. Шов был достаточен. Его прочность была выше чем прочность самой детали. Потому что разорвало деталь. А шов остался целый. Теперь прочитал? А сколько доводов ты ещё не прочитал? Я писать устану. Тебя Жора носом тычет в ГОСТы, где нет глубины проплавления. Есть геометрия разделки, а глубины проплавления нет. И когда это станет понятно, можно будет открыть сопроводиловку на сталь, и посмотреть, где указана максимально допустимая погонная энергия. Тут ты можешь любую проволоку подразумевать по диаметру, но за рамки этого параметра лучше не выходить. Я считал сколько у нас выходит. И оказалось что мы находимся на нижнем пределе. Расчёт тепловложения для п/а - Полуавтоматическая сварка — MIG/MAG - Форум сварщиков Вебсварка (websvarka.ru)6 баллов
-
@aleksein, то-не мужик, а слизень в штанах... Я, когда в школе учился, после "трудов" остался в мастерской, какую-то фигню доделать. Надо было сваркой чуток посверкать. А нам, школярам, сие трудовики не доверяли. Вот я и решил сам, втихомолку... В общем, без "руководящей роли" получалось фиговенько. А тут-литераторша зашла, ножи кухонные наточить. И, к моему удивлению, стала мне объяснять, что да как... Оказалось, что она работала на оборонном химзаводе сварщицей. Доросла до 5-го разряда. Но, после родов-резко ухудшилось зрение и ей пришлось сменить вид деятельности. И позже, в технаре, была в коллективе преподавательница с солидной производственной практикой.6 баллов
-
5 баллов
-
А у меня на Крамере получается хуже и что ? Я к нему еще не настроился и он меня еще не признал. Я лично на себя грешу , а не на аппарат. А на Хелви нормально, в меню захожу только для переключения металла и все, остальное с легонца двумя крутилками. Это плюс и большой ,по моему. Да , дороговат Хелви, но ведь никто и не заставляет его покупать. Ну, не нравится мне эта колбаса-пойду другую возьму. Про эти аппараты уже столько наговорили. Выбирай не хочу. И нет у меня проблем с поджигом на нем и капли мимо не летят,если горелку ставиш,чтобы капли в ванну летели ,а не мимо, и видно просто мизерный промежуток между концом проволоки и малюсенькой капелькой и эта капелька пульсирует в такт импульсу или просто кончик проволоки и ванна сама собой заливается. И Крамер хорош, ничего плохого сказать про него не могу.Стоил бы как Хелви и все равно купил-бы его. Оба нравятся ....Хорошие аппараты.Это еще на 80/20 варю...40 кг осталось еще,никак не добью. Ват показывал на той недели коробки из 1.5 нержавейки,сваренные по наружному углу..... и без последующей зачистки , Крамером, во второй раз взяв в руки. Даже мысли небыло Хелви варить, просто не сварил бы так. Я не варю с утра и до вечера ежедневно, и моторика хромает и опыта недостает....Но,я стараюсь. Про смесь я доехал еще прошлым летом, потом Вы сказали,затем Селко выложил график зависимости каплеобразования от смеси и теперь надо пробовать не 92/8, а 95/5. Она и по нержавейке нормально пойдет. У нас ,по сей день, нержавейку углекислотой варят. Всех устраивает ... Это я бестолковый, аппараты за свои деньги покупаю, смеси, маски....Больной на всю голову.......5 баллов
-
так я об этом и говорю, что не только выбор аппарат должен делаться, но под определенную технологическую задачу нужно правильно подбирать и компоненты: газ, проволока (марка, диаметр) и так далее, вплоть до горелки и наконечника. Если уж делать правильно то делать правильно, а не так, что тут правильно, а там и так сойдет. И к сожалению я в курсе, что и как варится, поэтому и пытаюсь объяснить, что катет это далеко не все в нашей жизни. И тем более аппарат. Даже если на нем что-то написано, надо думать на сколько это применимо к данной ситуации.4 балла
-
тут всё просто.сварочный шов должен быть максимально заглублён в... мясо...материала.плюс соответственно должен быть катет.госты думаю давно не кто не соблюдает.по этому у нас колбаса из туалетной бумаге.везде ТУ.а его крути верти как хочешь под себя.у нас на покраску привозят детали что я просто в шоке.И ЭТО ФЕРМЫ СИЛОВЫЕ.там просто насрали шов.я так при покупки первого сварочного аппарата не варил.не удивляюсь что там всё развалится.Игорь просто немного не в курсе этого.род занятия у него другой.зато говорят как спец по аппаратам хороший.а хороших спецов сейчас сложно найти.4 балла
-
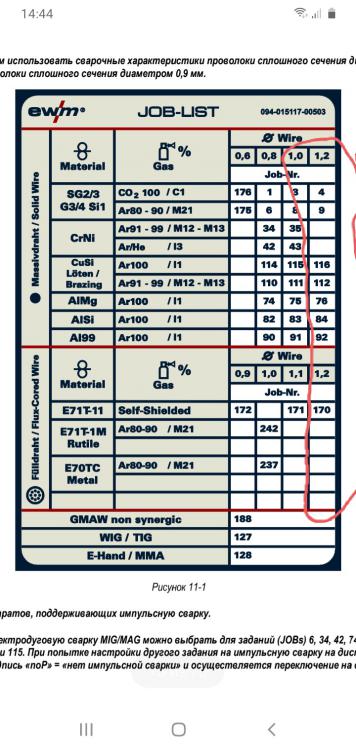
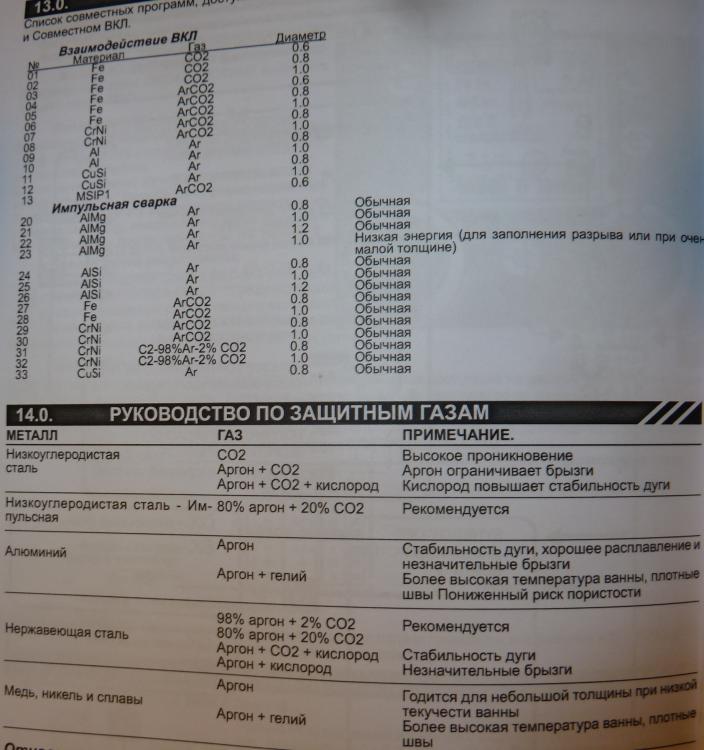
О как. Тевтонцы выходит от балды джобы рисуют, потехи ради. Хотя пикомиг поменя тпшки выдает ток. Слава богу предупредил что однофазникам 1.2мм не под силу. А то немчуре этой лиш бы продать.
 4 балла
4 балла -
Ну,так можно же это получить...И кто мешает? Смеси существуют и сделать не велика проблема. Значит и от Хелви можно получать приемлемую для Вас сварку. Просто знать надо как. А тут уже все разжевали до мелочей. Значит надо работать и радоваться. Вот Елизавета Ватсон варит Тигом аргоном какой-то высокой американской чистоты...А дать ей мой баллон аргона и я бы посмотрел на ее сварку.4 балла
-
@aleksein, госпожа Уотсон имеет бракованный фильтр, ни один из моих текменов ни разу не глюкнул на высоких токах, стекла защитные передние стекали и часто, но электроника работала исправно. Текмен это двоякое изобретение, оно в то же время убогое и прекрасное. Стабильности нет и повторяемости в качестве. Миллер - это Otos, который минут за 5-10 интенсивной сварки на высоких токах открывается от перегрева и пока не остынет тупит. Шлак, чистой воды, игрушка, баловство, и палач для глаз! Советую прислушиваться к реальным людям, а ссыкух-перебежчиц не надо, тухлое там всё, ох и тухлое!3 балла
-
Ковшик CAT обломило нож с крайним зубом. Когда осматривал слом заметил такую странность нож толщина 15-20 мм в серцевине была пустота длинной 25-30 мм толщиной 3-4 мм и была ржавчина а по краям свежий слом с блестящим металлом, дефект или трещина невидимая глазу, т.к на этом ковше менял коронку с противоположной стороны неделю назад и видимых трещин не обнаружил.
3 балла
-
@copich,А однозначного ответа и нет.Я к тому,что можно сделать шов,который пройдет контроль ,но скажем будет " холодным" ,т.е без этого пресловутого провара- глубина проплавления будет недостаточной.3 балла
-
а я всегда говорю что к каждому аппарату нужен мозг.и явно не электронный а человеческий.3 балла
-
На атомарном. Молекулярное, это пайка. Не имеет никакой разницы, а глубина проплавления не обеспечивается толщиной проволоки. Только разделка способна значимо повлиять на "провар".3 балла
-
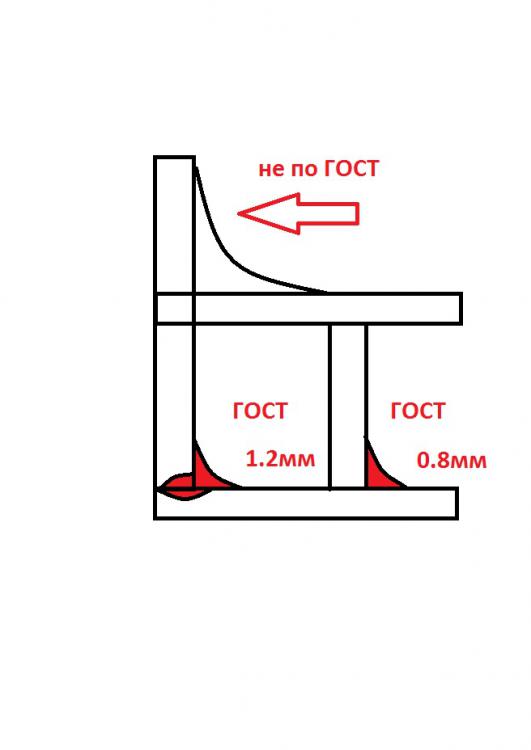
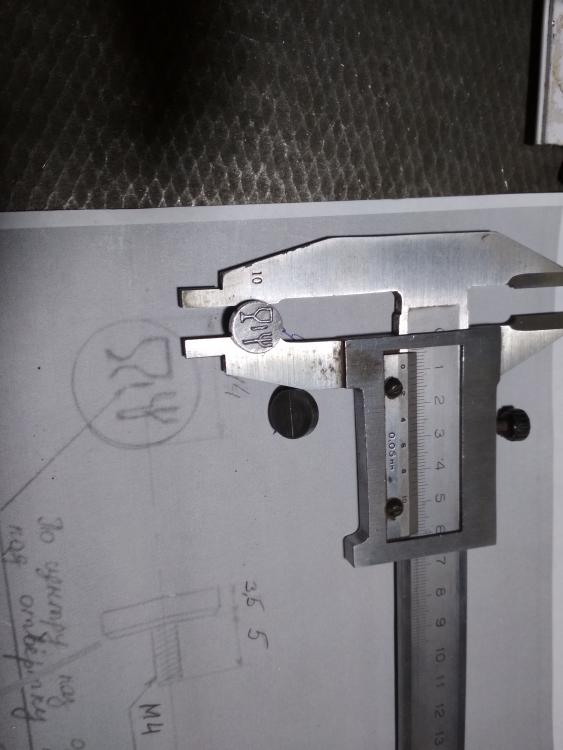
Александр, при все уважении к вам как к сварщику с опытом, 0.25мм этого нормально для качественного сварного соединения? Сварка не только перемешивание основного метала и проволоки, а перемешивание двух деталей свариваемых. Проволока выполняет роль не основного фиксатора соединения, а вспомогательного усиления ну и там добавления хим элементов для получения гарантированных мех свойств. Или по вашему, все держится только за счет присадка? И связи на молекулярном уровне на 0.25 мм между проволокой и металлом? Вот картинка для примера. Что будет крепче сваренное 1.2 проволокой или 0.8 ? 0.8 связь двух деталей за счет молекулярного сплавления только присадка и основного материала.
3 балла
-
ну так это разговор ни о чем. Что я вам выше и написал. Это уже технология, в данной теме ФЛУД. Вы уходите от точных данных. Нужен катет 12мм, вы его почти так же быстро получите при помощи 0.8мм проволоки. Дело в том, что у вас дуга не прогреет... Давайте с другой стороны подойдем: П\А, ток сварки это зависимость от скорости проволоки и напряжения. Теоретически при грубом приближении вы и на 0.8мм получите 500А и на 1.2мм получите теже 500А. Следовательно энергия перенесенная в метал одна и та же. Только это теоретически. Практически что мы имеем, толщина проволоки 0.8 как ее быстро не подавай, не позволит более какого-то тока передать в метал. Дополнительно, переходя в завышенные температурные велечины, будет перегорание легирующих веществ. Аналогичное можно наблюдать, если П\А работать в среде чистого аргона. Из-за более высокой температуры, вы получаете охрупчивание шва. Следовательно, чтобы позволить более высокой мощности перетечь в тело изделия без последствий присадку и самому материалу изделия, применяется более толстый переносчик. Я сам лично варил проволокий 3.2, сварка под слоем флюса и прекрасно за ОДИН проход на 16 мм стали получал и корень шва и усиление. А теперь возьмите проволоку 0.8. С какой скоростью вы должны ее подавать? Что надо обеспечить, что бы этот процесс так же протекал? И напоследок, для ... попить чаю и подумать, есть еще временные показатели, скорость распространения температуры внутри метала. Чем вы быстрее нагреваете, тем более резкая граница получается между холодным и горячим, т.к. температура является инертной. В итоге вы получите зону с образованием крупного межкристалического звена. К чему это приведет, вы знаете.3 балла
-
- С одного гектара конопли можно можно произвести больше бумаги, чем с 3-4-х гектаров леса. При этом конопляная бумага не требует отбеливания, не желтеет, она прочнее и долговечней бумаги из древесины. - У меня друг ментам то же самое говорил, всё равно посадили... - А ты, зятек, смотрю, уборщиком подрабатываешь? - С чего вы, мама, взяли? - Да то тебя с одной шваброй видели, то с другой... - Чтобы не переутомляться, нужно спать по 8 часов в день! - Ага, и еще столько же ночью...3 балла
-
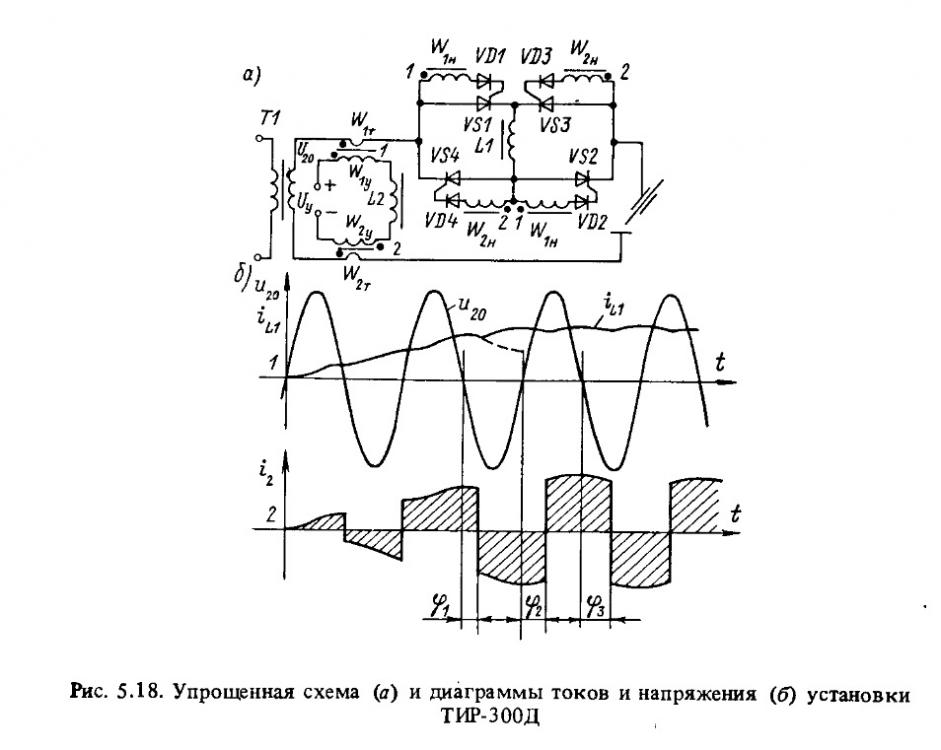
@copich, Во прицепились к аппаратику ???? ,, и зачем нормальный адекватный аппарат и вот видео не специально а собрал из того что было на ПК . Вот здесь что то мимо проходят ???? http://websvarka.ru/talk/topic/14227-start-aluweld-200-puls/?p=446245 ЗЫ , ну и тем кто увидел синусоиду в ТИР315 - ТИР300 с опозданием но ясность нужна.
3 балла
-
@copich, "имеет" народ ваша конторка, ты цены своих железяк давно смотрел? Даже будь аппарат идеальным, нахрен он нужен при такой цене. А так как его родственники на голову выше и качественнее, то и подавно. Как там продажи, прут????3 балла
-
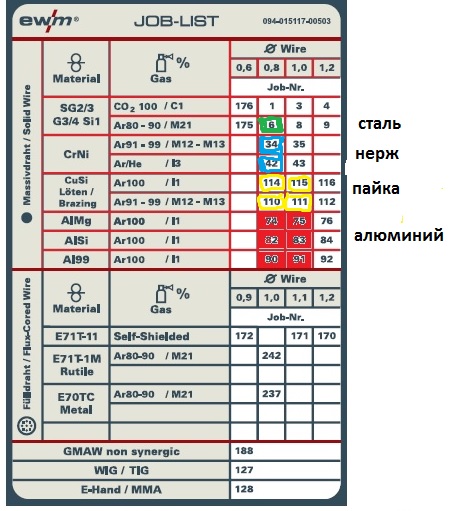
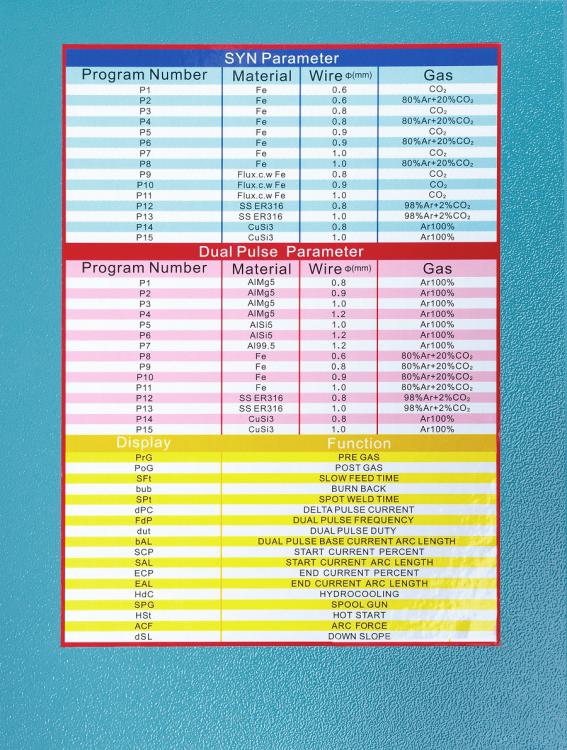
а тебе только отписать "поперечно" и не зная . Цветные квадратики - импульс программы. Вот смотри нет у ЕВМ импульс программы под 1,2мм проволоку даже Алюминиевую . Да есть программы 1.2 но под КЗ но тут совершенно другой разговор . Да вот и у Хелви нет импульс программы на сталь и нерж под проволоку 1.2мм , есть под Ал сплав и всего две, но тут понятно он помощнее ЕВМки в плане ампер . Так что как тут некоторые говорят "физику не обманешь" и стихия этих обоих аппаратов да и китайцев в 200А проволочка 0.8-1мм в импульсе , остальное от лукавого . ЗЫ, да вот и у китайца в 200А , 1.2мм только на Ал сплавах импульс программа и даже больше в КЗ вообще нет 1.2мм ,,,, вот вам и весь расклад.
2 балла
-
@SAV,Я присоединяюсь к мнению@Vanguard, , по работе приходится работать токами до 400-500 А. (строжка) и РАДС работать за 300 А, , кстати имею 2 Спидгласса и Тикмен, но предпочитаю работать в обычной, за 300 р маске, со сменными простыми стеклами, вот как то после работы в Тикмене присутствует дискомфорт, в Спидглассе только тонкое(очень), все остальное в простой. Т.е, я что сказать то хотел, имея возможность сравнить, выбираю простое стекло. Глазам комфортнее.
2 балла
-
@Schlosser,о том и речь,зачем околошовную зону превращать в труху?Понятно,что полный провар идеальный вариант,только не всегда это целесообразно,можно добиться нужной прочности катетом.2 балла
-
перегрев около шовной зоны.вот и рвёт рядом со швом.перебор по току.тут всё в совокупе играет роль.2 балла
-
@copich,так я вам про это и говорю,подобрали режим,шов идет без подрезов,визуально замечаний нет.Кто будет проверять глубину провара и главное зачем,если рассчетный катет шва выдержан?При чем тут узк или рентген,если соединение изначально заложено с проваром не на всю глубину?Глубину можно создать разделкой или зазором,на усмотрение разработчика проекта,а не дядя Вася подошел и сказал,что широкую на широкую надо ложить.2 балла
-
Игорь, я по этой теме насмотрелся, и напилился. Вот для понимания, как думаешь, сколько раз я выпиливал свой шов, сделанный в режиме 30 вольт 220 ампер? А сколько раз я выпиливал такой же немецкий шов? Как думаешь, какое проплавление в таком режиме причиняется металлу толщиной 10 мм. А 30 мм? Одинаковое. Около 3 мм там проплавление в глубину. Если детальки плотненько. А они обычно плотненько. А вот эти три миллиметра играют какую-то роль, если толщина уха 30 мм? А его порвало. То есть нагрузки были такие, что ухо разорвало. А шов целёхонек. Поэтому я его выпиливаю, чтобы приварить новое ухо. И смотрю приведённый тобой ГОСТ. Тавровое соединение 30 мм. как будем делать? Т3, Т8 или Т9. А в оригинале там просто угловые швы с катетом 12 мм и всё. Без никакой разделки. И они выдержали.2 балла
-
Да ну!? А выше картинка ни чего не означает? Вы делали исследования в этом направлении или просто из личных соображений ваше высказывание? Резать, шлифовать. делать анализ. Т.е. подбираем режим на тестовых образцах, записываем режимы и следовательно понимаем от чего отталкиваться. Используя определенные режимы, мы будем понимать, что получим в итоге. Прописано? Все там же, где прописано какое соединение и какую нагрузку должно выдерживать. И в рамках ГОСТ. Поэтому намазать визуально по ГОСТ, а вот УЗК не пропустит. Кстати... вот вам: УЗК и рентген. Про них то я и забыл используют его не только на предприятиях. При соблюдении условий, я сказал!!! Их надо соблюдать. Написанное может быть реализовано не всегда. Поэтому написанное надо понимать, что и когда. А не так: в сети 180, удлинитель 1.5 квадрата и прочее и прочее. И потом разводить руками со словами, аппарат барахло, не варит. Либо варить на нам несколько тонн проволоки ежемесячно. Это совершенно разные вещи и нужны разные аппараты.2 балла
-
подкорректировал... С хорошим материалом проще понять правильность действий.2 балла
-
@copich, Игорь, у тебя с этими гостами действительно понимания нет. Поэтому Жора и наводит тебя на интересненькие примеры из гостов. С самим сплавлением и проплавлением тоже -- ты страдаешь мифами. Просто подумай, если я навалю валик на пластину толщиной 50 мм на токе в 60 ампер, проволокой 0,8 мм, он приварится? Судя по твоему пониманию -- нет, не приварится. А на самом деле да -- приварится. Сплавление двух металлов на атомном уровне произойдёт, если они оба локально расплавлены. Даже на 0,25 мм, но расплавлены. Зерно куда меньше чем четверть миллиметра.2 балла
-
1. Величина катета, регламентируется документами. в частности ГОСТ. 2. из ваших слов следует, что если намажем больше, без провара в глубь, то мы получим положительно сваренное изделие, а не брак. Тогда мы упираемся в ГОСТ, размеры катета. 3. Учитывая первый пункт и второй, мы приходим к тому, что не важен провар. Его в целом можно не учитывать. И все должно быть крепко и надежно. Тогда зачем проволока 0.8. 1.0, 1.2 и т.д.? Берешь 0.8 и на все случаи жизни и 50мм стали и 100 и более... сиди да намазывай. Вам не кажется странным наличие различных диаметров проволок? И зачем аппарат 200А, 500А, 1000А ? Сами же в ТИГ сварке недавно доказывали, что 300А лучше 220А, по причине более мощной дуги и глубокого провара при одних и тех же условиях.2 балла
-
Я бы посоветовал вернуться на шаг назад и просто на пластинах наплавлять валики. Вы поймете как растекается метал и как он кристаллизуется, еще смотря во время сварки на сварочную ванну вы уже будете понимать как будет выглядеть получившийся шов.2 балла
-
есть документы. Плюс у каждого свои нюансы и лабораторные исследования. От задачи, от назначения изделия, от условий его эксплуатации выпускаются внутренние нормативные документы опирающиеся на выше указанные ГОСТы. Да и есть внешние определенные требования, когда товар проходит сертификацию. Следовательно все это накладывает нюансы на характеристики шва, как частность. И еще один момент, в зависимости от парка оборудования, тоже есть зависимость. Поэтому ваш вопрос с массой не известных. А если дело в гараже и изделие гаражное и для себя любимого, то только ваш опыт и ваши предчувствия будут диктовать вам условия, что хорошо, а что нет. Для промышленного исполнения используются подход, что я выше описал. Конечно +\-, т.к. это уже не моя специализация и технологом я не работал. Только общение и сотрудничество.2 балла
-
https://files.stroyinf.ru/Data2/1/4294852/4294852769.pdf http://www.vel-vent.ru/content/files/gost/download/GOST-14771-76.pdf здесь все расписано. Далее берем сопромат, материал знаем, на сколько провар получился знаем и делаем расчет прочности соединения и прочее и прочее. После сравниваем получившееся значение с расчетным. Делаем выводы и поправки. Или палец в рот, смочил слюной на ветер поставил, сделал вывод, махнул рукой со словами - И ТАК ПОЙДЕТ? У вас такой подход к делу? Или вы все же знаете, на какую толщину допускается без разделки варить, на сколько проварить, где и какой корень шва должен быть и усиление? Какой ваш случай? И вам скажу, есть что по существу? Напомню, тема ТР220. Люди почитывают форму и это правильно. Но как повлияет знание, сколько продается и чего? Ну и все равно, я глубину вашего кармана не меряю. Вы это, того, притормозите... А то до личностей сейчас доберемся, кто как чешет и правильно ли и у кого и что больше или меньше. Я вам ранее задал вопрос. Потрудитесь ответить. По секрету вам отвечу: что в сервисе нет Хелви. Есть сторонние бренды. Но при этом, Хелви продается и ТР220 в том же числе. А сколько их привозят и сколько их продают, меня не шибко интересуют. Меня интересует моя зарплата и минимальное наличие Хелви в сервисе. И с одним и с другим полный порядок. На хлебушек мне хватает. Спасибо за ваше беспокойство. Не переживайте.2 балла
-
Я тебе об этом ещё несколько лет назад писал.)2 балла
-
@aleksein, нееее, это доп геморрой, а если смеси или смесителя нет? Вы наверное забыли, что цена шарманки 130000р, как по вашему она должна иметь все необходимые функции за эти деньги? Разница между поиграться-поучиться и выполнять задачи используя функционал, ради которого уплочены серьезные деньги, а на выходе не иметь основных функций, не справедливо как минимум, не находите? Далее по поджигу, шарманка спотыкается на черных и нержавеющих сталях диаметром проволоки 1.0 мм, на алюминии 1.2 мм Не надо показывать что все благополучно, используя проволоку 0.8мм, аппарату её легче поджигать. Проблемы есть, но их упорно пытаются скрыть, как интересно!!!!!2 балла
-
@Vanguard, Да не меньше тепловложение и все таки на нем пусть будет по "серединке" все же приближенно к прямоугольнику . А тепловложение меньше только по тому что нет "балансов" и вот смотри электрод 4мм и каков шарик то есть дуга не сфокусирована как при балансе и частоте тока . Вот спецом оставил "шарик" от ТИР315 и это ток где то 160А был . ЗЫ , ладно и тема не та а то опять что то не так пойдет
2 балла
-
Аппарат хорош и проблем которые описывал Хлорофос , я в нем не наблюдаю. Просто и легко настраивается, варит так-же как Селко показал.Единственное отличие от SPOT режима-нет регулировки длительности импульса...... Селко-это не к аппарату прицепились, это на Копича реакция...2 балла
-
Ага, слегка ностальгия- август,2001 г,Приполярный Урал, первопроход Сабля Главная по контрфорсу Восточной стены, 5Б к/тр, фото на вершине-за кадром-Александр Астахов,,Йошкар-Ола, кстати, тоже сварщик... ну и КМС по альпинизму до кучи..... Капитан команды Сыктывкар/Йошкар-Ола-Сергей Поляков.... МС...
2 балла
-
Иногда нет возможность найти оригинал или нет средств, есть обращения по ремонту полуосей и карданов приходится выполнять подобные работы.2 балла
-
Новый год-новые курсанты... но у меня-хорошая группа..жертв ЕГЭ мало... а Анна-вообще уникум, как курсант-.сказала, что хочет стать грамотным инженером и руководителем, а для этого ей надо освоить рабочие компетенции , чтобы не выглядеть "полной дурой" в глазах будущих подчинённых....респект... -народу столь много, что постов не хватает и в бой пошла старая гвардия в виде УДГУ-251 и Аврора Ironman 315ACDC
2 балла
-
Шильда - " для пищевых продуктов ". Гравировка.
1 балл
-
Хотел всегда поинтересоватся насколько режим пульс вреден для зрения, летом довелось неделю поработать по 10-11 часов в режиме 3 Гц , вечером было ощущение как будто выходил с дискотеки. Маска дешевый хамелеон за 4-5 р примерно но без глюков отработал нормально.
1 балл
-
@niis2008,Или недогрев?1 балл
-
@copich,Вообще-то это не Вам адресовалось, так-то... поменьше эмоций, коллега...это к товарищу с поста 2141, остыньте .....1 балл
-
Вы опять не поняли меня, это не Крамер работает хуже,это я еще к нему не привык. Ну, несколько раз варил им, я еще в настройках импульсов плаваю по сабаковому, мне он нравится .не работает он хуже . А Лорх можете? Я даже ежиков могу против шерсти.....1 балл
-
А ты не замечал разве? Как только женщина лезет в мужскую профессию, так обычно добивается лучших результатов. Отец у меня в таксопарке работал. На такси, водителем. У них было несколько женщин на тысячу машин (это около трёх тысяч водителей) и с ними не было проблем. В 1989 году я поступил в ПТУ на сварщика, и узнал, что с в нашей группе девчонок уже не будет -- с этого года чисто мужская профессия. А вот курсом раньше учились две, и на третьем курсе в этом году их училось тоже несколько. Я своими глазами видел как минобраз в 89 году решил что не женское это дело. Но... Мастер производственного обучения у нашей группы была Татьяна Гавриловна. То есть варить меня научила женщина.1 балл
-
@SAV, При "низких заявленных характеристиках" при работе 24/7 равных этим маскам по стабильности работы в любых условиях нет. При " твёрдости и хлипкости пластика" это одни из самых живучих масок на рынке. А по существу- вам шашечки или ехать?))1 балл
-
Барсик-2 против италийского рольганга.Рольганг италийцы сварили без разделки да и вообще конструкция странная.Его распупырило.Затем его варил неизвестный герой.Опять распупырило.Ну и дошла очередь до нас и Барсика.Строжка электродами АНР-2м,сварка УОНИ 13-55 и Bohler Fox EV-50.
1 балл
-
Сначала надо было скумекать,как спозиционировать обломанный кусок. Потом разделка с одной стороны и сварка,потом другую сторону разделал,но немного по-другому.
1 балл
-
Очередной хот род. длина 31см, ширина 13см высота 11см. В нычку багажника входит пачка сигарет
1 балл
-
Однажды налили в железную лейку купороса, половину истратили и оставили в ней на ночь. На следующий день пришёл, взял лейку за ручку, потянул вверх и поднялась только надводная её часть - лейку располовинила коррозия.1 балл













































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)