Лидеры




Популярный контент
Показан контент с высокой репутацией 29.11.2020 во всех областях
-
@AMBIVERT42, так и у нас так происходит , яркий пример 405 блок
 10 баллов
10 баллов -
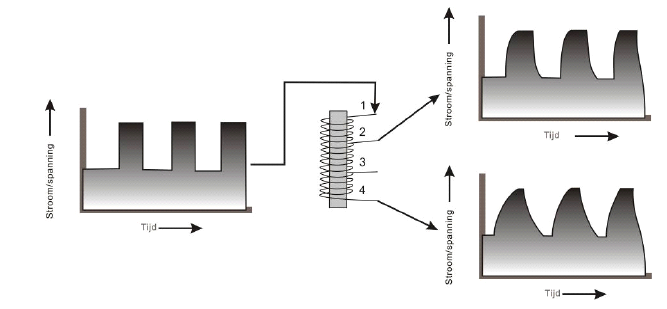
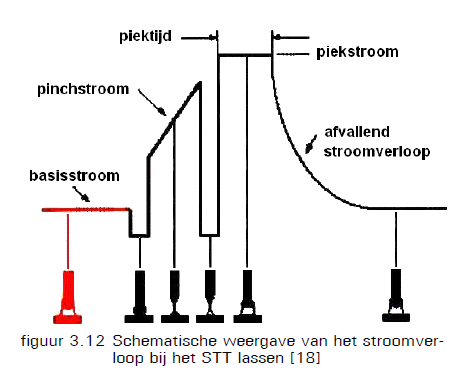
@vnuk, уже лучше, но понимания ещё нет. При нарастании тока проходящего через индуктивность, он расходуется на создание магнитного поля катушки. Таким образом скорость его нарастания падает.Так же и обратный процесс -- при падении тока через катушку, магнитное поле индуцирует его и расходуется, таким образом уменьшая скорость его падения. Речь идёт тут о сотых долях секунды. В своём видео вы продолбили дырку в голове о том, что индуктивность регулирует длину дуги. Из вашего повествования можно сделать такой вывод -- индуктивность это есть просто регулировка длины дуги. Я бы на вашем месте заморочился, и изменил бы текст начитанный вами на видеоряд. При наличии исходника, и текста, это будет не очень сложно. В остальном у меня есть ещё несколько возражений, но пока давайте не распаляться а сфокусируемся на одном узком моменте -- индуктивность может повлиять на длину дуги, но не является её регулировкой.8 баллов
-
Шкив. Варить кусочек не стал. Наварил и обточил болгаркой. р.с. покраска -отсебятина,прибиваю клиентов. Да и мне нравится,когда эстетично на выходе. Коллектор,пескоструй и фиксация на шлифованном швеллере. Грел в печи 360 градусов. Обварил,где мог подлезть.Потом остывание. Далее разделка,но попал на гнилое место,после повторного нагрева наваривал "мостик-шляпу". "Реферамбы не пою", но технологам Александр ПАНЧ 11 Уважеск! На одном из фото видна свариваемость Панча "осветленного". Сундук Edon 200, педаль,панч-11, вольфрам 2,4мм,линза.
6 баллов
-
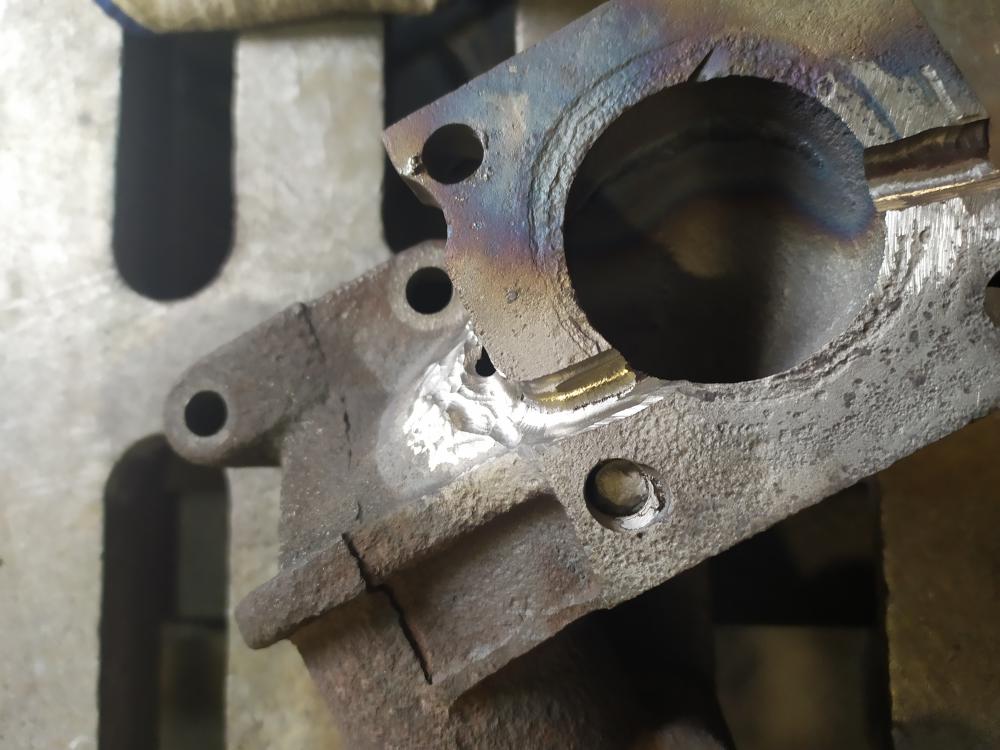
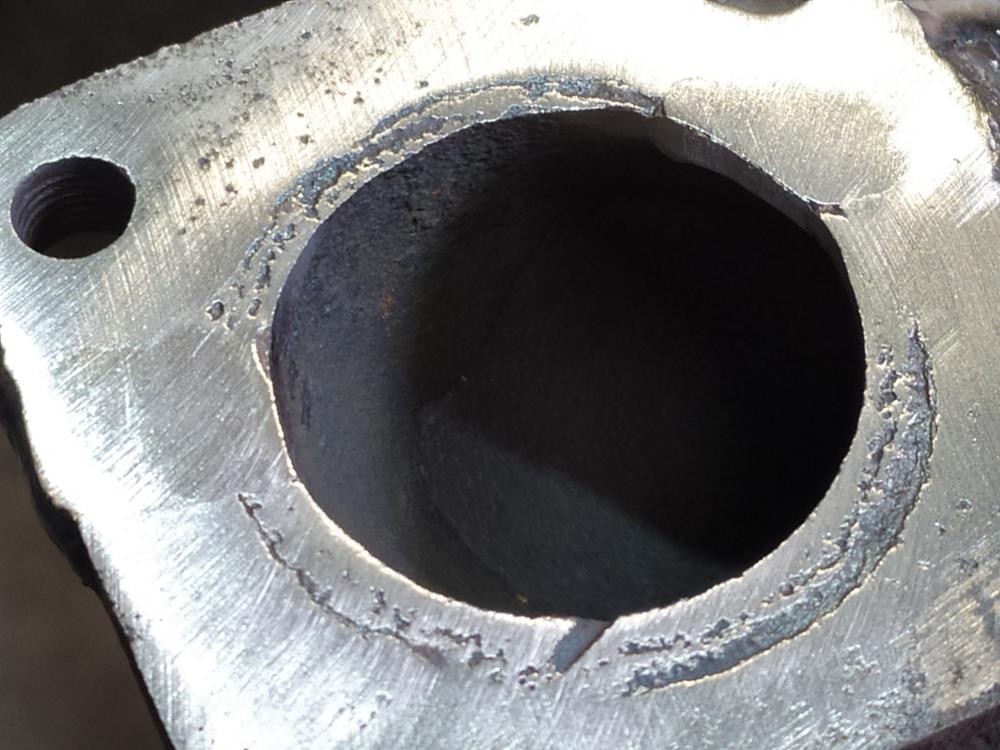
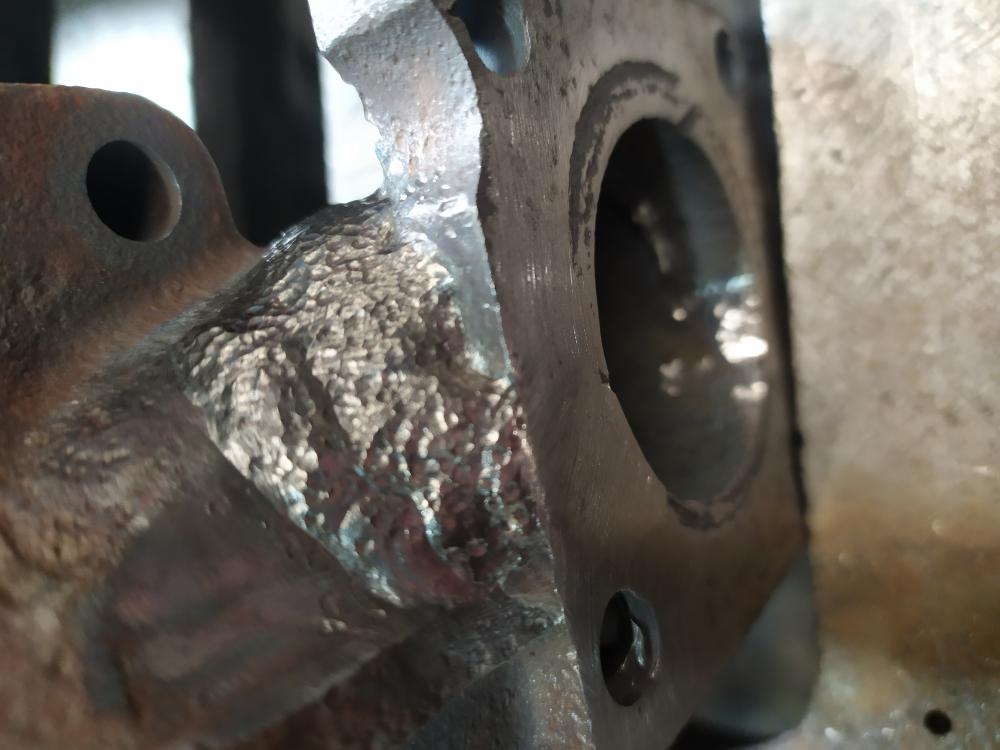
Блок,две дыры.Одна побольше,другая масенькая + три пробоя точечных. Грел в массе,присадка 4043. Педаль,вольфрам диа.3.2мм,сундук Edon 315. Проверил,сухо. Завтра отдам владельцу.
6 баллов
-
Что ни делается все к лучшему.Хороший специалист без клиентов не останется.5 баллов
-
а я наоборот недавно, ушёл с места, где за аренду (и за электричество) не платил, в место, где плачу и за то, и за то. И, считаю, не прогадал. Вчера и сегодня ничего не заработал. Сегодня вот болтики с гаечками сортировал по ящичкам , и покупки разглядывал: Всё не фоткал, так, раскидал пока предварительно подобное к подобному. Ещё днём раньше трое тисков, верстак со столешницей из 10-ки и циркулярочку с фуганком купил (всё домой, не на работу).
4 балла
-
@Точмаш 23, видится мне, что в ближайшей перспективе эта контора не найдёт замену. Далее ситуация может развернуться не в пользу работодателя и лавку могут совсем прикрыть, или работы по сварке отдавать на сторону. Этой стороной может и быть Krech на начальном этапе. 200-300тыс - это цена 2-х и соответственно 3-х гаражей у нас. От 70тыс у нас цены начинаются. Но на первое время снять можно, 1500-2000р / месяц. Сундука можно недорого взять. Короче в нашем колхозе можно со 100000р в кошельке нормально стартанать с 0. А в нашем случае не 0. Здесь инструмент и огромный опыт. Не вижу проблем вааапще!4 балла
-
Коля переехал пару месяцев назад в другое помещение. Находят и приезжают, даже не звонят.4 балла
-
@Точмаш 23, согласен. Но не вижу преград в продолжении деятельности, достаточно изменить лишь место дислокации. Даже если начать с 0, можно стартануть в съемном гараже и так же сотрудничать с коллегами по мастерской. Было бы желание. Смена работодателя не решит проблему.4 балла
-
Как-то так.
4 балла
-
Мда , вот еще раз повторюсь индуктивность только в процессе МИГ-МАГ в импульсе форма импульса и она синергетически забита программой и ее изменение влияет на динамику , точно так же как и индуктивность в МИГ-МАГ и к длине дуги не имеет почти отношения . Вот у ЕВМ одна кнопка и она отвечает за индуктивность при МИГ-МАГ режиме , и динамику при ИМПУЛЬС сварке но это уже не индуктивность и если включен режим Импульс то это форма волны импульса , так же и у Меркле да и всех остальных в том числе и Cebora и по другому просто физицески не выйдет . Так что Внук путает и да он может и улучшил процесс но так как у него в видео Импульс режим и это означает что он просто изменил форму импульса на жесткую или более мягкую, но сие есть не индуктивность и скорее на Cebora это тоже одной ручкой делается . Пульс МИГ-МАГ вОТ про индуктивность смотрим с 11мин. , если кому не в терпеж , ну а всем остальным можно с начала .
4 балла
-
@krech,по статье-понты,легко все доказывается,советую обратиться в трудовую инспекцию,там разъяснят как действовать,а разговоры с работодателем записывать на диктофон.4 балла
-
@krech, надо было своё имущество вывезти, получить з/п, а потом объявлять об уходе. Скромный опыт 7-ми работ за год в Масквэ .4 балла
-
Да и это так , но износ быстрее чем чугунных седел , а вот направляющие из бронзы дольше ходят заводских . Ну и чуток еще о седлах и на спорт угол не 30гр для лучшего наполнения и сейчас точно не помню сколь оптимально , но при таком угле износ тоже выше становиться . Вот на Москвич412 там седла всем седлам седла , их с трудом а то и вообще не берет твердосплавная шарошка и обычно камешком абразивным специально заправленным и пропитанным бакелитовым лаком и в печке высушенным шлифовали и это было быстрее , но камешек приходилось подправлять . Вот еще хочется немного про бакелитовый лак и в СССР был первой выручалочкой как у спортсменов так и у сварщиков тиг горелки чинили , так и у автолюбителей , последние в том числе и я использовали для приклейки тормозных накладок Жигулей и Москвичей с Волгами и Запорожцами , технология такая на передок из Зиловских фрезеровали "брусочки " толщина позволяла ну и старые основания обдирали-чистили , мазали бакелитлаком струбцина или распорка если задние барабан и в печь или духовку 200г на 4 часа , держал на смерть и заводские превосходил .4 балла
-
не придёт. Будет брать на работу обезьян, менять их, нести убытки, но нормальных денег за работу всё равно не даст. Есть такая категория хозюков: вот втемяшилось ему в башку, что рабочий должен получать 20-30-50-100 (нужное подчеркнуть) , и не больше. И он не даст ни копья сверх, хоть наизнанку вывернись, хоть ты ему миллионы зарабатывай, он их лучше потеряет с твоим уходом, но всё равно не даст больше.3 балла
-
Так точно. Но мы вдалбливаем базовое понятие, которое должно зайти до импульсного режима. Да, только наоборот. Если говорить об индуктивности в натуральном виде, то она будет сопротивляться резкому подъёму тока, пока есть куда расти её магнитному полю, пока сердечник не вышел в режим насыщения, и больше принять уже не может. А ток в это время продолжает расти (например) но индуктивности на пути уже нет. Она насытилась и уже не сопротивляется, и он пошёл вертикально вверх. В обратном процессе -- ток обрывается, но магнитное поле, накопленное сердечником выплёскивается в освободившуюся от него обмотку в виде тока. И всё. Ток продолжает своё падение, а поля уже нетути, и он пошёл вниз уже вертикально. Так на примере малой индуктивности можно лучше понять её работу. Если она станет больше, и не будет уходить в насыщение то может в принципе выгладить все скачки в волнистую линию. Таким образом работают частотные фильтры в колонках, которые делят музыкальный сигнал на три полосы: на пищалку, на середину и низ. Чем выше частота, тем хуже она пролазиет через катушку, и тем лучше проходит через конденсатор. Ещё можно погуглить работу колебательного контура. Там тоже есть внятное объяснение работы катушки с сердечником.3 балла
-
сарафанное радио никто не отменял. Приспичит клиенту - его хоть под землёй найдут. А если не стормозил и замкнул часть клиентуры на себя - ваще красавчик.3 балла
-
@krech, а я рад за тебя от всей души!!!! Не гоже таким парням на хозяина работать. Действуй!!!3 балла
-
@vnuk,Вообще -то речь в моём сообщении была за ТИГ, если что...А касаемо МИГ/МАГ процесса . модератор прав, Вас слушают многие неокрепшие профессионально умы, и вкладывать в них ложную информацию, даже если она именно для ВАС является откровением свыше- не надо...3 балла
-
@Фунтик, ох, если бы да кабы... Наша расейская действительность-вносит "сучественные" коррективы. Де-юре, вроде бы, номер двигателя стал не столь важен при оформлении ТС, или прохождении ТО (главное-чтобы модель и модификация были те же). Де-факто же-в региональных гаевнях творится чёт знает что. Наша кемерунская-своим техническим и юридическим дебилизмом-уже давненько дурно прославилась на всю Расею... Оттого владельцы вынуждены до последнего цепляться за блок цилиндров. А создание обменного фонда узлов и агрегатов-целиком и полностью лежит на плечах заказчиков.3 балла
-
Тук- тук,кто там?
3 балла
-
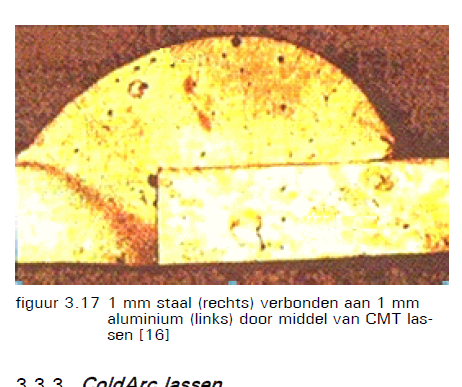
Так вот еще 2008 год. Все уже было. Вот управление: Вот сталь к алюминию: Улучшились возможности управления благодаря быстрым процессорам, упрощению программирования, отзывчивости компонентов. Увеличился и стал дешевле объем памяти, что позволило развить синергетику практически до безконечности. Не забываем и про маркетинг)
2 балла
-
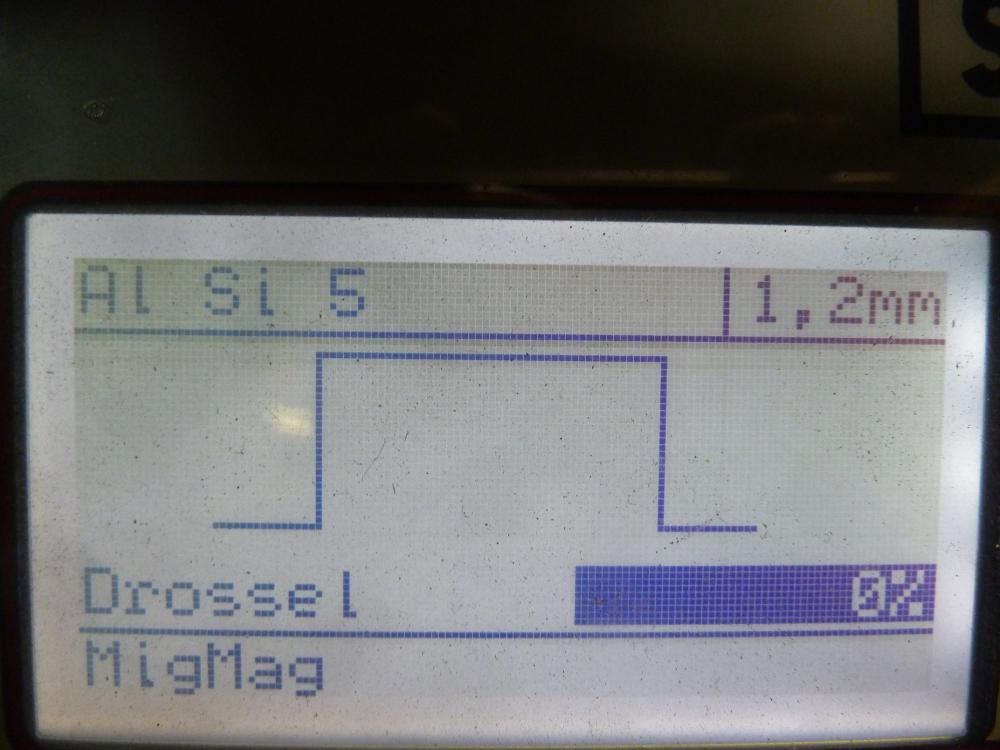
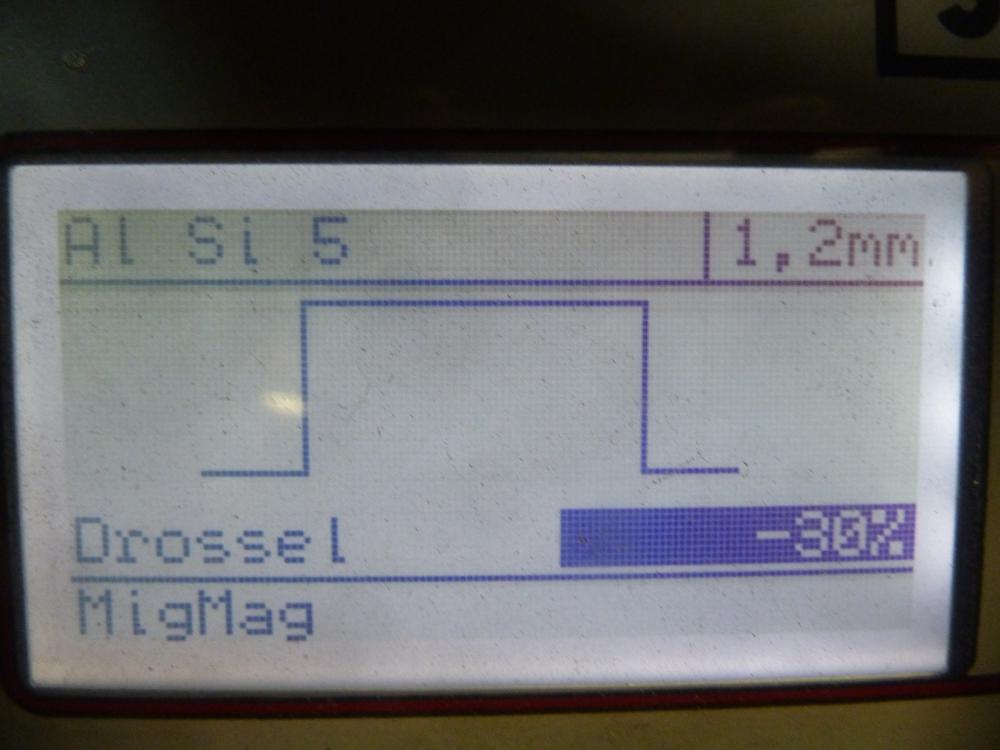
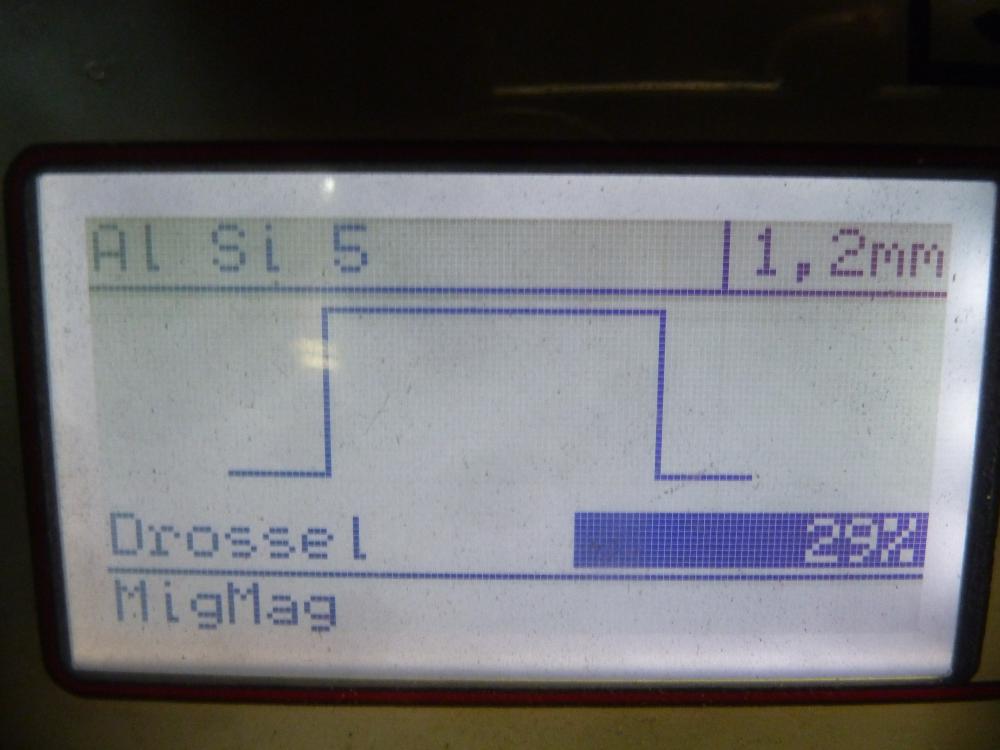
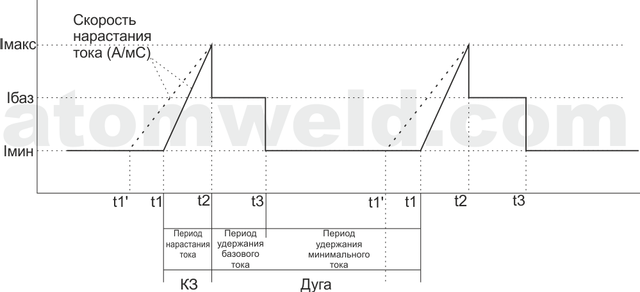
В современных аппаратах что "индуктивность", что "динамика" отвечают как бы за одно и тоже - за форму и длительность импульсов и всяких уровней напряжения тока, и на графиках даже выглядят одинаково. Вот например расширенная настройка режима КЗ у аппарата с регулировкой "индуктивности наоборот", то есть скорости нарастания тока КЗ: Выглядит почти так же как и графики формы напряжения/тока для импульсного переноса. В импульсном переносе программа сама рассчитывает время наступления сброса тока для отрыва капли и т.д., то есть ведет себя проактивно, а в "обычном КЗ" программа реагирует на наступление и обрыв КЗ и др., то есть ведет себя реактивно. Так что сейчас разговор идет уже не об индуктивности, а о програмно-аппаратных возможностях или настройках компьютеров встроенных в сварочные аппараты. Ну а вообще "Дина дуги" это корректировка ВАХ, "Индуктивность" - корректировка себя самой... Но в первую очередь они "калибруются" аппаратом под каждые конкретные условия (длина горелок, кабелей массы, сопротивление сварочной цепи) - это чтобы синергетика правильные настройки подставляла изначально, а потом уже "Дина дуги" и "Индуктивность" используются для корректировки к синергетике или просто для ручной настройки аппарата.
2 балла
-
Время расставит точки" Кто прав,а кто виноват" в том,что Сергей уволился. Работяга не уйдёт от хороших условий, хорошей оплаты за свою работу и уважительного\ровного отношения к себе со стороны руководства. Креха знаю,общался,по телефону консультировался и учился у него. Он без работы не останется,руки Золотые, не блатует и с железом умеет работать. Но соглашусь с тем,что любой переезд и смена места работы похож на "дурдом".2 балла
-
На самом деле это очень трудный, в первую очередь психологический барьер. Как я понимаю у человека уже край, но жизнь то не остановилась, так что остается одно -движение вперед.2 балла
-
В сети ничего однозначного не нашел, в итоге решил искать подходящее путем тестирования того что есть в продаже. Начал с биметаллического полотна с самым большим количеством зубов на дюйм (Honsberg M42 10/14TPI), оно собственно и пошло в работу, по скорости и ресурсу полностью устраивает. Так же недавно пришли к ленточной пиле, да дорого, но оно того стоит, даже не на большом объеме. Ничего не горит, не летит, толстая стенка или кругляк, все равно, можно пачкой шинковать, в общем чудо а не инструмент по раскрою! Пила корейская, из "712" серии.2 балла
-
Саш , да уже совсем близко время и индуктивность грянет в небытье , так как сейчас уже многие ПА и фирмы работают по другому алгоритму , то есть КЗ это уже не совсем КЗ с подскоком тока до небес при котором разбрызгивание и происходит в основном , вот управляемый капля перенос со сбросом тока почти до нуля и это уже можно классифицировать как импульсную сварку но с кз то есть короткой дугой . Вот на последней выставке или 2018 года точно не помню и ПА от Daihen , так вот смотрели и пробовали там вообще нет не то что брызг , даше мелкой пыли что неизбежно осаждается на детали . https://www.youtube.com/watch?v=5PhfBQwLHjc Вот и импульс тут же и да его форма влияет на динамику сварки и она бывает сложной формы вот над ней думаю и будут дальнейшие разработки , впрочем и тут не простая и это все должны контролировать и отрабатывать мозги аппарата в сек. наверное до несколько тысяч раз . https://www.youtube.com/watch?v=AH3_KkK4bRU2 балла
-
@krech, самого то куда тянет? Лично сам, в хороших хозяевов не верю. 11 лет искал хорошее место, только время потерял даром.2 балла
-
@Точмаш 23, Объявления на каждом столбе и прилавке автомагазина, визитка в каждом портмоне срабатывают лучше любой репутации. Ещё вариант, примкнуть к шиномонтажке, работать за %. Не клят, не мят! В крупном городе дисками завалят.2 балла
-
С одной стороны кумарит,когда всякая сволочь пытается тобой командовать.С другой стороны- щас вот прям попрут все в гараж варить.Чай сварка не хавчик,большинство без нее обойдется людей.Сам сижу практически без шабашек,не было бы основной работы,совсем наверное ноги протянул,не всем видимо дано людей притягивать...2 балла
-
ну, не все. Но Коля делает всё от него зависящее, чтоб знающих стало как можно большеhttp://chipgu.ru/images/smilies/kolobok_redface.gif. Он тоже очковал с завода уходить. Но заводскую месячную з/п он зарабатывал МАКСИМУМ за неделю (это в самом худшем раскладе).2 балла
-
ты прям как ентот самый менеджер и говоришь . Ну да, совсем помрёт без погонщика с голоду .А работа на себя - как этот анекдот: - Товарищ старшина, ваше приказание выполнено!- Да я же ничего не приказывал.- А я ничего и не делал. А при работе на хозюка бывает ж в мыле, а денег нет (но вы держитесь).2 балла
-
@Serj55441, исходя из личного опыта. Мнение сугубо личное. Или просто мне попадались такие экземпляры. Насчёт военных - это не про тех, кто уйдя в запас пошёл в ремёсла, а про тех, кто придя с военной должности на руководящую гражданскую искренне считает, что "командный голос" ( и далее по списку) применимо к штатским. А если он ещё и штабной баран, то тут уж вообще, "туши свет"...2 балла
-
Не обобщайте всё в одну кучу. У меня лично начальник Мадам(прекрасная Женщина!),которая содержит и держит автосервис. С 1997 года работаем и кроме того,что строго по записи работаем, нет никаких нареканий. Видит и знает всё,начиная от грязных стёкол и заканчивая тем, что знает ,что заканчиваются ходовые грузики на шиномонтажке . От проверить охрану и до программного обеспечения для диагноста. Я про служивых скажу вам мягко - я в запасе был,сейчас по возрасту списан,но горелку держу крепко. И что? р.с. много со мной рядом пенсионеров, из рядов,из органов. Но они не перестали быть людьми и рукодельниками. Если суждено быть умельцем,то это не пропить,ни потерять невозможно независимо начальник ты, или ранее носящий погоны или мурчащий.2 балла
-
Чему ты рад? На самом деле думаешь,что каждый хороший сварщик готов к самостоятельной работе,то бишь к частному предпринимательству ?Способен к этому?2 балла
-
@krech,Неужели такой спец,как ты,стал обузой?Они должны боготворить тебя,как ты продумываешь вариант сварки!Вот вам и частное предпринимательство!Завали им пару,дорогих блоков,так что невозможно их было сделать.Может очнутся,а нет,сделай ещё пакость.Тебя должны уважать!2 балла
-
Я хочу чтоб вы это грамотно излагали. Чтоб вы говорили, что это влияние другой настройки на длину дуги.Опосредованное, а не так как у вас это выглядит, что так и должно быть.2 балла
-
@vnuk, я знаю что вам не приснилось. Я кажись написал что да -- оно может влиять. И на вашей машине, как видно влияет. Но отриньтесь от вашей себоры, поставьте себя на место владельца какого-то п/а, которому вы вдолбите что индуктивность это есть регулировка длины дуги. Для человека не знакомого с вашим п/а это звучит именно так. В своём видео вы не озвучиваете, что это влияние одной настройки на другую. Именно на вашем аппарате. И я вот точно знаю, что опробовав ваши проповеди на селко, приду к выводу что вы несёте ахинею -- никак индуктивность там не влияет на длину дуги. Превосходно. Вот уже кто-то точно знает как регулируется длина дуги -- индуктивностью.2 балла
-
Вот замечательная тема и советую прочитать всю , в ней есть и про наклон горелки и под каким углом присадок подавать и т.д. и т.п. . Ссылку дал не на начало, ааа нет получилось начало но ищите сами что интересно , но лучше поизучать пусть и выборочно и на усмотрение и что вам интересно и необходимо . http://websvarka.ru/talk/topic/5013-faq-po-tig/?p=1295742 балла
-
клетка катается до сих пор.разобрать её невозможно.буйных они часто возят.это варилось селкой полуавтоматом 2200XP.они морально уже устарели.импульса там нет.есть только программа для сварки алюминия.поставил их в стойло до лучших времён.а себе купил современные.пульсовые.которые укладывают швы отменные.как то так.2 балла
-
@Schlosser, я всего лишь хотел сказать, что ничего выдающегося в Оерликоне нет. И как-то полистав мануал на импульсник, был немного обескуражен мудреностью источника2 балла
-
@Calma,По поводу младшей модели ничего не могу сказать.Взяли на работе ещё и ТИГ на 500А этой же фирмы пару месяцев назад,машина конечно дубовенькая по настройкам да и в 2020 г. странно переключение кабелей с АС на ДС и тупо резьбовые выходы для ОЖ на горелку WP-12,которые пришлось переделать под БРС,с другой стороны варит приятно,управление понятное и простое,сборка,насколько я мог визуально увидеть довольно хорошая.Вот такое двойственное впечатление,в любом случае марка приобретаемого оборудования от меня не зависит.Контора действительно мутноватая,особенно мне не понятно,что они торгуют и откровенным бытовым барахлом и хоть и китайскими,но пром .источниками и зачем-то Сэлкой. @Hlorofos,А почему Оэрликон шляпа?Я лично с источниками их не работал,но плохих отзывов про них не слышал.Да и электроды хорошие делают.2 балла
-
Увольняюсь. https://youtu.be/nbYlg1G277I2 балла
-
Ещё как лучше! Потому что от субчиков, ни в грош не ставящих исполнителя работ, можно ожидать чего угодно. К примеру, часто встречается такая ситуация, когда заказчик приносит грязную деталь, сам мыть отказывается и за помывку на стороне денег не даёт. Мало того, он ещё и просит сделать кое как, бюджетненько и по минимуму. Прогнув исполнителя, получает в итоге конкретное порево, которое обречено нести проблемы. Проблемы не только "экономисту", но и работнику, согласившемуся гнать брак. Потом этот же "деятель" будет на каждом углу орать, что, де, там-то делают как попало. Лично я, даже испытывая финансовые трудности, таких персонажей с ходу отваживаю. Отложенный во времени удар по репутации может в итоге обойтись куда дороже, чем упущенный копеечный приработок.2 балла
-
то, что написано, не значит, что так и есть, и не значит (даже если и правда), что такой останется через полгода.1 балл
-
@Точмаш 23, Михалыч, ну попробовать всё-таки стоит. Да и предпринимательство, это громко сказано.1 балл
-
@Точмаш 23, именно так! А не способен, скрипи зубами и молчи в тряпочку.1 балл
-
Сергей , понятно . Ну и зачем 2200ХР в стоило то , продайте автосервисам или еще куды и по чернухе да и нержи они очень даже очень и думаю они лучшего не надут , ну а в стойле устареют-отсыреют совсем .1 балл
-
Если Ваш аппарат имеет что -то вроде отображения циклограммы процесса-то пройдитесь по нему и посмотрите .. а ещё лучше , предварительно изучите мануал. какой бы не был.. Скорость нарастания ТКЗ-она же пресловутая индуктивность, она же динамика дуги-для переноса в струе-не актуально, в ряде случав в режиме одинарного импульса( то есть импульсного режима с наложением тока ВЧ на основной), может влиять на частоту процесса, а может быть выведена в отдельную настройку-как разработчикам захочется.. Двойной импульс-в принципе -обычный импульс-как на ТИГ-режиме, только частота пониже-ток1-пиковый, ток2-базовый-или наоборот, не принципиально, соотношение времени действия задает коэффициент. заполнения, или скважность, только не путайтесь-это обратные величины....1 балл
-
мастер у меня был золотой.буран в космос запускал.детали для него делал.а сейчас таких людей днём с огнём не найти.менеджеры и продавцы.рабочих рук не хватает.чурки с москвы съедут и убирать не кому.эту москву.а я по старинке пердячем паром.всё сам.а если не я то кто?.вот так и живём.ссори.навеяло.уж простите меня грешного.1 балл






.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)