Лидеры




Популярный контент
Показан контент с высокой репутацией 05.11.2020 в Сообщения
-
Не думал что могу чему- либо уже удивиться,но таки нет,удивили.Ручку на кастрюле клеили холодной сваркой.Еще правда приносили бак со стиралки эмалированный,с несколькими дырками прогнившими,в которые были вставленные куски профиля для гипсокартона(!), сверху опять таки ей родимой замазанно.Почему то немного подтекало.Задача была " засрать, шоб потом засиликонить".Задача была выполнена.Душевные нервы были разрегулированны такой работой и не удосужился я сфоткать.Да- с ,жизнь полна удивительных явлений ...
 6 баллов
6 баллов -
Хорошего дня, извиняюсь, что не смог ответить сразу, так как товарищ Глобул решил меня забанить на некоторое время за моё красноречие,поэтому впредь буду краток,лучше на ютюбе буду развивать речь сам с собой ведя беседу(пригорело).)Сейчас как раз заказал приблуду к стенду Hunter развала схождения,позволяющую измерять угол на мерсах кастера и развала,смонтирую видео на счёт этих нюансов. Вобщем если меняете высоту колёс,то нет необходимости делать развала схождения,а вот если меняете ширину колёс,то тогда нужно делать, изменив ширину увидети по износу краев резины и ухудшения управляемости.6 баллов
-
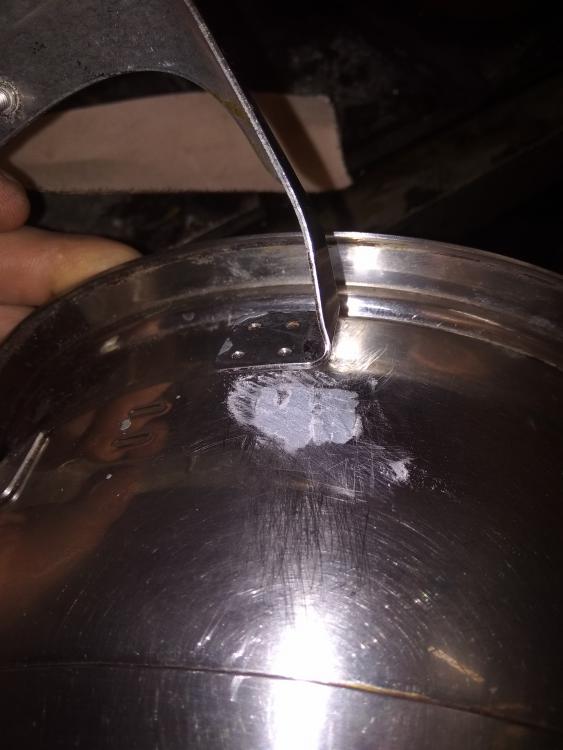
Дорогая кастрюлька однако.. Нафига ты вкруг обварил??? Там 4 точки надо было сделать где контактная сварка. Просверлить 4-5мм и быстро каплей заварить.... Культурно и красиво, но ты сварщик-перфекционист, шо б було... -)))5 баллов
-
Тогда к тульскому мастеру..5 баллов
-
Я до мастера дошёл и бронзу на ЧР взял в своё время.... более 300 восхождений Кавказ-Урал-Альпы_Тянь-Шань-Памир-Крым..Коммунизма, Корженевской,Ленина.. "снежный барсук" на сленге..до "Барса" надо было ещё Победу и Хан окучить... но уже не судьба.. Корженева-полное соло.. и ещё ряд подобных перфомансов ... конченый отморозок был...несколько первопроходов и именные маршруты в классификаторе -от 1Б до 6А.. шрамы и вставные зубы , ... еще некоторые последствия профессионального экстремального спорта.Эх! Что было-то было....
5 баллов
-
... ...
5 баллов
-
@Вад11,Не могу не согласится,электрозаклепки были бы действительно цивильней.Но дело в том,что на работе подошёл какой-то левый тип и попросил заварить(откуда они все берутся и меня знают по имени?Черт его знает...).Буду я ещё отверстия сверлить всяким разным.Ручка заварена?Досвидули.А кастрюля действительно отличная,металл такой толстый,гут короче.А то бывает вообще бида- бида,узкоглазый тонкий нержавейка.
4 балла
-
Нужны мне они как, сандалии на полюсе северном. Тут на почту прислали образец, поржал знатно,и цена ... чел на наса пашет и разные лаборатории.
4 балла
-
3 балла
-
В свое время,плотно занимался сваркой таких полусфер,только не между собой,а к обечайке,то бишь был доступ к зачистки шва изнутри.3 балла
-
Вадим , отвалиться поверь, смотри заводские четыре точки продавлено не хило и по сему сварено не хило но отвалилось и у нас кастрюлей могут отбивные отбивать и Зептер такое в голову не придет и по сему только четыре точки и Антон правильно забабахал , теперь не то что отбивные гвозди можно забивать .3 балла
-
@selco,у внука видео где то было,они орбиталкой у буржуев варили,требования жесткие,каждый стык изнутри фото и в архив,сломалась орбиталка потом,несколько стыков он вручную проходил,вроде без обратного валика швы были.Не знаю,если только поддувом играться,чтоб и выплеска не было,и обратный валик вровень был.У меня на обечайке продольный тоже вровень,а донышки с обратным валиком,режимы одинаковые,не знаю почему так.3 балла
-
Есть предприятие в Кирове, где в принципе, смогут это исполнить-вопрос мотивации только. Есть там контакты . Если что-пишите в личку. Сварка емкостей под давление из высоколегированных сталей-их специализация.3 балла
-
Уф, закончил с помощниками усе) Толщина стенок трубок- 0,2мм.
3 балла
-
Правильно, именно, тут спорить не имеет смысла. Нужно дождаться результата. И главное, как они узнают провар не провар и обратный валик есть или нет? Рентген? С одного захода и в цель... Интересно посмотреть. что выйдет.2 балла
-
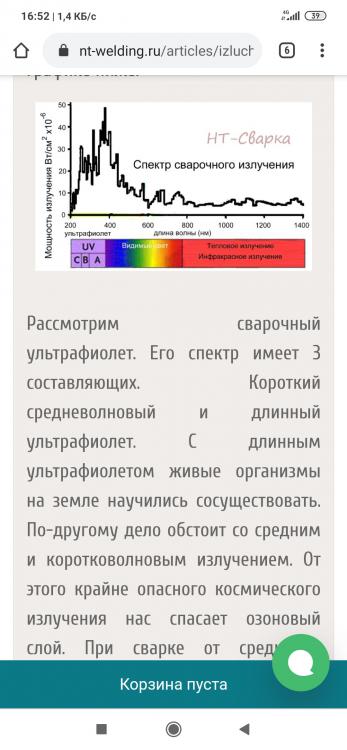
Добрый вечер.... капельки ,брызги ,коррекции на Хелви...... 1.На фото выше коррекция стоит -15......... И что ,закрыв глаза и не глядя на сварку мы должны получить? Длиннючую дугу и разброс капель в разные стороны + образование капли на конце проволоки.....Крупные капли как-бы летят мимо ванны , не прилипая к поверхности металла... 2.Газ и еще раз газ ..Баллон смеси 80/20 у нас стоит 1300 руб, 90/10 стоит столько-же...считаем....1 баллон у меня при диаметре сопла 20 мм(горелка непонятная ,но импульс держит,ампер на 400 воздушка.) расходуется на 10 кг проволоки ер-70s6 ,при смете 5руб см шва я зарабатываю порядка 30 000 руб на одном баллоне.... Стоит экономить? 90/10 варит намного пластичнее и мягче , чем 80/20 .... это как в тик сварке нержавейки использовать 316 присадку вместо 304...... 3.Коррекция...... Вот опять Хлорофос (как всегда) прав. Индуктивность нужно менять и длинну дуги затем еще подкорректировать желательно..... А зачем? Я имею в виду Хелви... конструкторы поступили проще....Есть коррекция длинны проволоки от -40 до +40 мало ?????? Читаем любое руководство по П/А сварке- длинна дуги настраивается при определенном положении угла наклона горелки и расстоянии наконечника от поверхности металла. если что либо меняется,то меняется длинна дуги и метода прогрева ванны .....ну это-же аксиома . и получаем, импульсный перенос прекрасно работает ( без брызг и капель ) на длинне дуги 3-4мм....( это у меня ) в помещении надо отвести горелку от материала-коррекцию в + и получаем вылет проволоки больше, на улице -надо вылет сделать меньше (горелка ближе и защита лучше) коррекцию крутим в -....... Вот и на фото выше ,я бы посоветовал просто попробовать при сварке найти положение горелки от металла для достижения нормального процесса ,а затем уже корректировать..... Уверяю , все будет хорошо и сварка принесет радость. А затем придет понимание угла наклона горелки и окажется что надо варить и углом назад и углом вперед и вертикально и угол горелки держать и горизонтальный и вертикальный и все это влияет на качество сварного шва и саму красоту его.... А Хелви красавчик , позволяет даже неповоротные стыки варить на одном режиме Хороша Тп-шка ох хороша.....2 балла
-
@Точмаш 23,Это всё понятно. У них есть там участок малых серий и экспериментальных изделий. .И со всякой нестандартной продукцией тоже работали.. Чего только там не видел-причем явно не из производимой номенклатуры. Если договорятся-с большой долей вероятности-справятся...2 балла
-
Ну здесь не только гаражные мастера. Есть и те кто с производства, либо знает где спросить на производстве. Я выше уже писал, что возможности обыкновенного поиска исполнителя исчерпаны. Никто не хочет связываться со штучным заказом, кого удалось найти и сделать запрос.2 балла
-
Здесь никто за это не возьмется,так как нужно будет специализированное оборудование,а не гаражное умение.2 балла
-
Вопрос перешёл в стадию переговоров...Вроде наши согласны взяться-теперь пусть напрямую договариваются2 балла
-
Такие швы называются прочноплотными .Какую организацию вы представляете?2 балла
-
Это ШОВ ) и он один на каждой сфере @selco, вот без разреза ) Менее информативная картинка, не так ли? )
2 балла
-
Я думаю это задача для орбиталки или лазера, руками такое фактически нереально сделать без косяков.2 балла
-
Бум поискать. Вот нашел по сварке. В ультрафиолетовом диапазоне авс они практически аналогичны
2 балла
-
Не, я не сделаю. Интересно как прибористу. Не велите казнить, а 2 мм не маловато? 61 кг/см2 изнутри (более 40 тонн силы изнутри рвётся) + какой то вакуум снаружи+ уже давление атмосферы. А вакуум страшная сила. Может чего не так думаю, не кидайтесь баллонами. Большое давление однако и долго держать. Или всё просчитано до мулиметра?2 балла
-
2 балла
-
Фоток не осталось? Покажи потом, что получилось! А никак, все примерно. В автокаде примерно нарисовал, но не был уверен в точном размере ролика, т.к резал лазером (скидка на облой) Сделал пару лишних отверстий + сам корпус подшипников двигается влево-в право...2 балла
-
@Вад11, спасибо) Да, это работа для лазера. Для моего оборудования близко к нижней планке. Это чисто по сварке, за исключением одного шва из четырех. Ну и в целом пришлось поиграться как в работе, так и подборе режимов- тут солянка из сплавов, доводка-подгонка токарки и некоторые интересные решения. Хоть и не мой профиль работ, но было очень интересно. А это в нашем деле очень важно)2 балла
-
Работаешь себе потихоньку, то трубки дырявые принесут. То бойлеры, Наши дороги не оставят "без хлеба".Оторванное ухо тяги стабилизатора( кто-то делал), пришлось всё срезать и сделать новое.,подножки гнилые (в хлам) восстанавливаю. Тут бац, "посылка" приехала,под это дело танцпол " забабахали" и трубы гнём под подставку.
2 балла
-
@AskerKo,У Вас хорошая горелка,просто скажем так старообрядная.Более современные ( тоже Бинцель) имеют отличия в эргономике рукояти и иногда в конструкции шланг-пакета( и на мой взгляд не всегда в лучшую сторону).Отличия - в применяемых материалах и качестве изготовления. https://tools24.com.ua/svarochnaya-gorelka-abicor-binzel-mb-grip-15-ak-ergo-iii-kz-2-yevrorazyem-detail.html1 балл
-
Я думаю это не так работает. Оглянитесь вокруг себя в быту.: одежда, кухня, техника и т.п. Уверен что 80% китай. При этом некоторые знаковые вещи типа машина, одежда в люди, на знаковые мероприятия-попытка имитировать или действительно бренды. Так и с оборудованием. Если оно выполняет некую узкоспециализированную или прикладную задачу, то вполне китай. Если потребность в уникальных, ключевых, недоступных китаю свойствах, то бренд. Применительно к конкретному случаю если бы я более внимательно погуглил, то точно купил бы китайский аппарат с заявленным режимом cold. Но не купил бы ни этот не к ночи помянутый фубаг ни селко. И пробовал бы адаптировать под задачу. Т.к. обычно я мало пользуюсь тигом. В основном полуавтомат и для нержи в том числе. Да, сейчас есть задача автоматизировать сварку стыка. Если не получится текущими средствами, то не куплю селко, а подожду пока появится немного "лишних" денег и купив китайца продолжу. Или найду у кого взять аппарат и поэкспериментировать. Кстати, завтра еще тиг подвезут. Поглядим что на нем.1 балл
-
@selco,Как то у них все наоборот.Пауэр оф вакуум.А как по мне,то пауэр оф эир).1 балл
-
Я понял понял . Вот смотрите примерно так сделать и избежать обратного валика да и такое точно прочнее будет шов и исключены дефекты внутри и ответную часть не стал рисовать и думаю и так усе понятно , ну и немного грубо и если точно то нужно время а оно ...... долго в общем .
1 балл
-
1 балл
-
@selco, Где? Там никаких линий построения нет. Кольцевая линия на обеих сферах на их экваторе - это сварной шов. Один Кольцевой. То, что модель дана в разрезе - это чтобы понимать конструктив, по линии разреза ничего вариться не будет ) Полая сфера из двух полусфер внутри полой сферы из двух полусфер, Сварной шов на обеих сферах перпендикулярен оси штуцеров.1 балл
-
Просто 3D ваш и сферы как бы разрезаны линиями на сегменты и скорее это линии построения , но можно и подумать что сфера из сегментов ,,,, теперь усе на места шов-экватор . Так вот трудное дело если руками чуть скорость потерял сварщик и полезет обратный валик и самое главное его уже не увидишь или опять резать. , роботом возможно. Есть еще одно решение , одна полусфера должна вставляться в другую , примерно как на топливных баках большегрузов и тогда можно быть спокойным и обварить . А полусферы и из сегментов бывают и смотри что китайцы а мож и не они творят .1 балл
-
Вот я всегда удивляюсь на сие , Фубарг помер , но за деньги Селко я куплю 5 разных аппаратов . Ну и чо думаете они спасут и скорее как Фубарг ,,, пфю пфю конечно и не дай бог и это я так рассуждаю . В прочем помоложе был и сам на сие нарывался , Технотрон в 2005 два года мучений именно мучений и отправка на завод и супер электронщики глядели усе в пустую и 80000р под хвост коту , ну и думаю хватит и больше на грабли не наступлю . И тут в 2007 Селко с новой моделью , помчал в Москву и последний урвал и то у меня наличка и мне дали "бланш" а те кто по без налу в очередь и сказали две недели ждать ,,,, разлетались Селко как горячие пирожки . Сейчас китайцы "затуманили " разум народу своей дешевизной ,,,,,, да не бывает бесплатного сыра или он полуиспорченный .1 балл
-
Хотел показать,впечатлило изделия моего коллеги и товарища Олега Суворова,я тоже хочу сделать такую поделку,как сделаю сразу похвастаюсь,а пока покажу его творчество,так как он сам стесняется).
1 балл
-
@Zwangsschweiser, а это как? Если 100% провар, то так или иначе будет что-то. При условии, что это нержавейка, то корень шва должен получиться с усилением. Конечно при условии обеспечения защиты шва (корня шва). Я встречал, что и маленький недовар в 0.1 мм тоже является браком, хотя только так я представляют, возможность уйти от обратного валика. С тем что я имел опыт, нужно несколько тестовых изделий, где используется именно такая нержавейка, т.е. из одной партии и на основании сделанных нескольких тестовых швов и анализа. можно сказать, ток сварки, скорость вращения (перемещения). И тогда будет гарантированный результат. А там хоть под рентген хоть УЗК, хоть в космос отправляй. Или я что-то упустил?1 балл
-
Появилось время отписаться.Проблема была в подающем ролике.Стерлась канавка,и проволка подавалась нестабильно.Качество родного ролика не порадовало-сыромятина из водопроводной трубы.Нашел технические требования по старым гостам,выкладываю,для самостоятельного изготовления. https://d.radikal.ru/d20/2011/db/5a4b11d72efd.gif Так как регулировки натяжения пружины нет,когда аппарат не работает пружина должна быть ослаблена,во избежании потери упругости со временем. А вообще лишний раз убедился,что покупать надо фирму,а не заниматься научными изысканиями и доработками. Последний вопрос по наконечникам-какой на даный момент лучший по соотношению цена-качество?Медный,сплав CuCrZr или другой?1 балл
-
@fvu42, что в мануале к аппарату про подключение педали написано? Не все аппараты работают по принципу "воткнул и работай", где-то кнопочку нажать нужно, где-то ещё какие-то манипуляции выполнить, чтобы аппарат понял что к нему педаль подключена З.Ы. нашел инструкцию, все там есть про педаль, как говорится, учите матчасть1 балл
-
Так то да, но если прорезать сосуд (например регистры), то в маске уже нравиться.1 балл
-
Когда интересно, то горы можно сдвинуть)(ювелирная работа, круто)1 балл
-
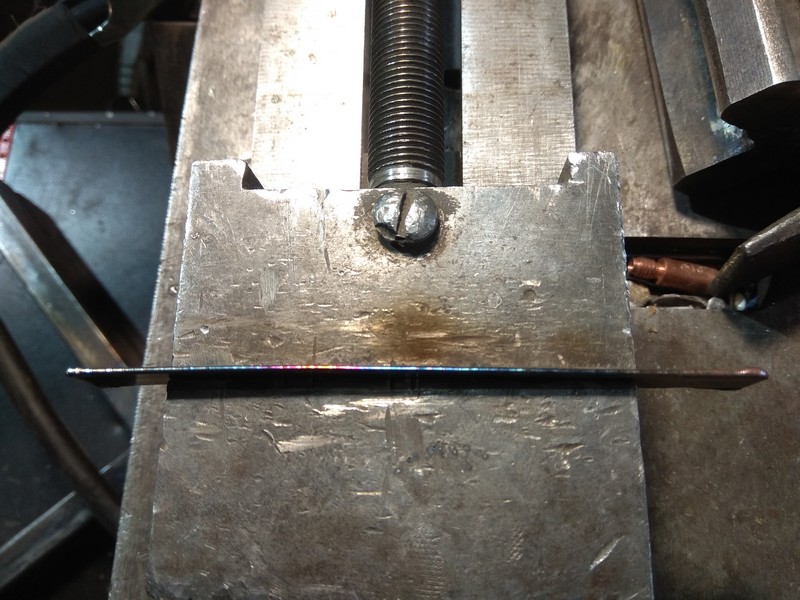
Уже вроде выкладывал фото. Сварочник китайский. Задача стояла — возможность 2 нержавеющие полоски с приемлимым на вид результатом. Толщина полос = 0,5мм , сварка без присадки, своим телом, импульсный режим, параметры уже не помню. Мне еще говорили, что такое варится без импульса. Керамика — 12, линза, без "хвостика". Думаю, если б добавить газа при сварке, шов бы получился если не чисто белым, то в крайнем случае приемлимым золотистым.
1 балл
-
Рылся в телефоне, нашёл фото. Да, от одного БВО возможно организовать попеременное(!) охлаждение двух горелок. Да, выглядит очень лубочно, но система функционирует, честно)))
1 балл
-
С днём комсомола.
1 балл
-
Есть, если например штатный М6 наконечник для 0,8 на омедненке при перегреве (на струйном переносе) работает пол-дня и его начинает постоянно подклинивать, то обрезанный продолжает работать еще 2-3 дня, легче прочищается, после хорошей чистки еще может некоторое время поработать (основание наконечника тоже постепенно "убивается"). М8 наконечник на неомедненной грязной (в смазке) проволоке 1,2 может изнашиваться и неделю с несложными прочистками от закоксовывания этой самой смазкой и подгибанием контакта, но в среднем хватало на три дня (лень было подгибать толстый контакт), по сравнению с одним днем жизни с хорошим контактом, который был обязателен на углекислоте и на аппарате, который очень чувствителен к качеству контакта (Сэлма 300-какая-то). При аналогичных условиях (у соседа) типа кустарный наконечник, паянный с твердосплавным контактом работал месяц и сам контакт еле заметно износился. Так что в теорию заговора к пшикающим расходомерам можно добавить и наконечники
1 балл
-
На заводе все заземлено, это не шарага все таки. Не надо было под деталь пятачок из нержи подкладывать, снизу цилиндр Ф 150мм высотой 200 мм а к нему я пятачок из нержи Ф 160 мм толщина 12 мм прихватил, уж больно приглянулся. Я еще думал че цилиндр так сильно греется. Вот такое бывает )) сам виноват
1 балл
-
От нечего делать, пепельница - Тарас. Работал со мной один ушастый, копия прям.1 балл
-
@saper24, Делал как-то простенькое в тему его Болтогайковой жизни.
1 балл