Лидеры



Популярный контент
Показан контент с высокой репутацией 20.08.2020 во всех областях
-
11 баллов
-
 Однако классическая электросварка с помощью углеродного электрода (изобретённая, кстати, уроженцем Херсонской губернии Российской империи Николаем Бенардосом) была достаточно сложным и трудоёмким процессом. В идеале он нуждался в автоматизации, однако углеродная дуга была крайне нестабильной и требовала постоянного внимания высококвалифицированного специалиста-сварщика. Одна ошибка – и в шве возникают дефекты, сильно снижающие его прочность. Выход нашли в применении другой технологии: так называемой сварки под флюсом, открытой Николаем Славяновым. Идея заключалась в том, что само пространство, в котором горит дуговой разряд и происходит сварка (сварочную камеру), изолируют от окружающей среды слоем флюса – вещества, препятствующего выходу паров металла наружу, а также попаданию внутрь воздуха и других "посторонних" веществ. В результате процесс сварки становится более устойчивым и управляемым. Открывается возможность его автоматизации, что могло позволить колоссально увеличить производительность сварочных аппаратов. Именно этой проблемой занимался основанный отцом Бориса Патона Институт сварки в Киеве. Именно на этом поприще молодому инженеру предстояло сделать свои первые шаги. Доводить до ума технологию приходилось в буквальном смысле в военных условиях: впервые автоматическая сварка по технологии Евгения Патона была применена в промышленных масштабах в Нижнем Тагиле, куда Институт электросварки эвакуировали с началом войны. Сварочные установки Евгения Патона стали настоящим прорывом: во-первых, производительность труда существенно возрастала, во-вторых, снижались требования к квалификации сварщиков, что было немаловажно в условиях войны, когда на военных заводах нередко приходилось работать даже детям. Примечательно, что в нацистской Германии технологию автоматизированной сварки освоить так и не смогли. Именно поэтому – среди прочего – так и не удалось наладить действительно массовое производство своих грозных "Тигров" и "Пантер": изучение "взятых в плен" после битвы на Курской дуге немецких танков показало, что все швы на них были сделаны вручную. Однако у автоматизированной сварки патоновским методом был недостаток: получаемые в результате швы оказывались крайне хрупкими. Как известно, сталь представляет собой сплав железа с другими веществами, в первую очередь с углеродом. Чем больше в стали углерода, тем она твёрже, но и хрупче. Чем меньше – чем сталь более мягкая и вязкая. Для качественной танковой брони необходимо вполне конкретное содержание в стали углерода, чтобы снаряды не могли её ни прогнуть, ни разбить. Однако в сварочном шве углерода было куда больше, чем надо. В итоге шов трескался даже от сравнительно незначительных повреждений. Решение этой проблемы стало одним из первых больших изобретений Бориса Патона и его коллег. И оно было просто, как и всё гениальное: в щель между свариваемыми пластинами вставляли проволоку из стали с пониженным (относительно брони) содержанием углерода. В результате в парах металла в сварочной камере, а значит, и в готовом шве, углерода оказывается ровно столько, сколько нужно. Вторая мировая и Великая Отечественная война во многом были не только битвой солдат, но и битвой научных умов. И в этом смысле Борис и Евгений Патоны внесли в победу нашего народа в той войне огромный вклад. Евгений Патон и его сын сыграли одну из ключевых ролей в Великой Победе Евгений Патон и его сын сыграли одну из ключевых ролей в Великой Победе "Русская сварка" Автоматическая сварка под флюсом стала прорывной технологией для своего времени. Однако она не совсем годилась для ряда задач – например, сварки металлических деталей большой толщины, используемых в строительстве и других подобных работах. Проблему в Институте сварки решили с помощью разработки принципиально новой технологии: электрошлаковой сварки. Работает это так. В зазор между двумя свариваемыми деталями помещают слой флюса, через который пропускают электрический ток. Под его действием флюс (шлак) плавится, формируя так называемую шлаковую ванну. Расплавленный шлак нагревает, а затем плавит прилегающие поверхности. В шлаковой ванне образуется смесь расплавленного металла и шлака. Состав шлака-флюса специально подбирается таким образом, чтобы расплав был легче расплава металла и шлак всплыл вверх, приходя в соприкосновение со следующим слоем металла. Оставшийся под шлаковой ванной металл по мере подъёма шлаковой ванны остывает и твердеет. Так как этот процесс идёт более медленно, чем при классической электродной сварке, шов получается более однородным и прочным. Кроме того, как уже говорилось выше, за один проход можно сваривать детали почти любой толщины (до полутора метров). К сожалению (как, надеюсь, ясно из предыдущего описания) такой способ подходит лишь для вертикальных швов. На международной выставке в Брюсселе в 1958 году этот вид сварки был отмечен большой золотой медалью "Гран-при" и получил неофициальное название "Русская сварка". Данный метод нашёл широкое применение по всему миру: в США с его помощью построены многие знаменитые небоскрёбы, а в СССР она использовалась при строительстве мостов – первым в этом роде стал знаменитый мост Патона в Киеве, одновременно ставший и первым цельносварным мостом в мире. Мост Патона в Киеве. Фото: ua.igotoworld.com Сварка на орбите После смерти Евгения Патона в 1953 году, Институт сварки, названный в честь своего основателя, возглавил Борис Патон. Среди прочих задач, которые пришлось решать учреждению под его руководством, была разработка систем сварки в космическом пространстве, где обычные методы соединения металлических изделий не работали из-за вакуума, отсутствия силы тяжести и резких колебаниях температур. Loading... Проблему решили путём применения технологии электронно-лучевой обработки металла, разработанную в Московском энергетическом институте в 1958-м. Идея заключается в том, что металл нагревают, облучая мощным фокусированным пучком электронов до температуры его плавления и испарения. В результате получаются очень тонкие, как их ещё называют, кинжальные швы с глубоким проплавлением металла. В атмосфере Земли такая сварка невозможна: молекулы воздуха поглотят электроны и нарушат электронный пучок. Космический вакуум, являющийся проблемой для обычных методов сварки на орбите, открывает возможность применения этой технологии. В октябре 1969 во время космического полёта корабля "Союз-6" впервые сварили металлические детали с помощью разработанного Институтом Патона аппарата "Вулкан". А в 1984 году космонавтами Светланой Савицкой и Владимиром Джанибековым была проведена первая в истории операция по сварке в космическом пространстве. В ней использовался сварочный аппарат УРИ, также разработанный институтом Патона. Космические сварщики Светлана Савицкая и Владимир Джанибеков Космические сварщики Светлана Савицкая и Владимир Джанибеков Хирургическая сварка Одним из последних изобретений Патона - к сожалению, не слишком известных сегодня - является электросварка мягких тканей при хирургических операциях. При любой такой операции ткани требуется разрезать, а затем соединить снова, чтобы они могли срастись. Обычно для этого используют сторонние материалы, такие как нитки или скобки, но это не всегда удобно. Организм не лучшим образом реагирует на чужеродные предметы, создаются риски нарушения кровоснабжения (нити и скобки передавливают или смещают мелкие кровеносные сосуды), нити становятся каналами миграции болезнетворных микроорганизмов, могут возникать аллергические реакции, спайки и т.п. Все это приводит к образованию, в частности, послеоперационных швов – не слишком эстетичных, а иногда и мешающих нормальному функционированию прооперированного органа. Поиск способов бесшовного сшивания тканей на протяжении многих лет является одним из важных направлений медицинской науки. И Борис Патон предложил оригинальный и весьма перспективный способ решения этой проблемы. В основу положен эффект так называемой биполярной коагуляции. Если через сжатые между собой края разрезанной ткани пропустить электрический ток высокой частоты, то ткани, по которым он течёт, начинают нагреваться. Белки, из которых состоит эта ткань, представляют собой сложным образом сплетённые молекулярные клубки, и в этих условиях они начинают раскручиваться – денатурировать. Если затем внешнее воздействие убрать, то процесс поворачивается вспять – происходит ренатурация. В результате распустившиеся, а затем снова "скрутившиеся" белковые клубки перепутываются друг с другом, соединяясь в одно целое. Таким образом, соединение тканей происходит без внесения в них посторонних предметов. Технология проста: с двух концов сшиваемого участка закрепляют электроды, после чего по нему пропускают электрический ток. Когда сварка тканей закончится, электроды переносят на следующий участок. В 1992-1993 годах эксперименты на животных (крысах, кроликах и свиньях) показали принципиальную эффективность данного способа сращения тканей. В 2000 году электросварка тканей была применена при операции на желудке в Центральном клиническом госпитале СБУ. Впоследствии экспериментальные операции были проведены для сварки желчного пузыря, желчных протоков, толстой и тонкой кишки, маточных труб, матки, брюшины, кожи, подкожной клетчатки. В настоящее время технология хирургической электросварки активно применяется в Украине, России и Белоруссии: всего проведено более 80 тысяч различных операций с её применением. Выражали заинтересованность в ней и западные специалисты, например в США и Израиле. Однако там пока шире применяется несколько иной метод – лазерная сварка с использованием присадочного белка, по мнению отечественных учёных, несколько менее эффективная и более сложная. После Патона Смерть Бориса Патона с новой актуальностью ставит перед Украиной уже давно назревший вопрос: сумеет ли наша страна сохранить и умножить научные достижения в сфере, где мы по праву до сих пор можем считать себя одними из мировых лидеров? По состоянию на 2020 год в Институте Патона работали 634 сотрудника, более половины из которых были старше 60 лет. За последние 15 лет финансирование института сократилось почти вдвое (с 56 до 33 миллионов гривен в год). При этом около 80% этих средств уходят на зарплату, ещё 10,5% — на оплату коммунальных услуг. На приобретение материалов и оборудования, а также на другие затраты, связанные с проведением научно-исследовательских работ, остаётся менее 5%. Чтобы выживать, институт вынужден активно сдавать помещения в аренду коммерческим структурам. Раньше у института были собственные производственные мощности, которые – в теории – могли бы приносить предприятию неплохой доход. К примеру, акционерное общество "Опытный завод сварочного оборудования Института электросварки им. Е. О. Патона" довольно успешно реализует свою продукцию на рынке, получая около 5 миллионов дохода ежегодно. Правда, предприятие находится преимущественно в частных руках: около 40% акций через офшорные компании принадлежат сыну председателя правления завода Анатолию Степахно, ещё около 15% - дочери экс-депутата Киевсовета Александра Лойфенфельда — Инне Лойфенфельд. Еще 24,4% акций завода принадлежит НАН Украины. Институт Патона переживает не лучшие времена. Фото: 2gis.ua Институт Патона переживает не лучшие времена. Фото: 2gis.ua Из-за недостатка денежных средств Институт Патона переведён на четырёхдневку – и всё это на фоне непрекращающихся разговоров правителей страны о необходимости развития высокотехнологичных производств и отраслей. После смерти бессменного руководителя, являвшегося самым авторитетным учёным страны, вопрос о дальнейшем развитии или хотя бы выживании научного направления, в котором наша страна все еще является мировым лидером, становится чрезвычайно остро. Вот ушел ещё один человек-легенда, который разрабатывал и внедрял со своим коллективом те процессы и технологии которые мы с вами ежедневно используем в своем труде, и которые повсеместно используются в промышленности и медицине. Вечная память!9 баллов
Однако классическая электросварка с помощью углеродного электрода (изобретённая, кстати, уроженцем Херсонской губернии Российской империи Николаем Бенардосом) была достаточно сложным и трудоёмким процессом. В идеале он нуждался в автоматизации, однако углеродная дуга была крайне нестабильной и требовала постоянного внимания высококвалифицированного специалиста-сварщика. Одна ошибка – и в шве возникают дефекты, сильно снижающие его прочность. Выход нашли в применении другой технологии: так называемой сварки под флюсом, открытой Николаем Славяновым. Идея заключалась в том, что само пространство, в котором горит дуговой разряд и происходит сварка (сварочную камеру), изолируют от окружающей среды слоем флюса – вещества, препятствующего выходу паров металла наружу, а также попаданию внутрь воздуха и других "посторонних" веществ. В результате процесс сварки становится более устойчивым и управляемым. Открывается возможность его автоматизации, что могло позволить колоссально увеличить производительность сварочных аппаратов. Именно этой проблемой занимался основанный отцом Бориса Патона Институт сварки в Киеве. Именно на этом поприще молодому инженеру предстояло сделать свои первые шаги. Доводить до ума технологию приходилось в буквальном смысле в военных условиях: впервые автоматическая сварка по технологии Евгения Патона была применена в промышленных масштабах в Нижнем Тагиле, куда Институт электросварки эвакуировали с началом войны. Сварочные установки Евгения Патона стали настоящим прорывом: во-первых, производительность труда существенно возрастала, во-вторых, снижались требования к квалификации сварщиков, что было немаловажно в условиях войны, когда на военных заводах нередко приходилось работать даже детям. Примечательно, что в нацистской Германии технологию автоматизированной сварки освоить так и не смогли. Именно поэтому – среди прочего – так и не удалось наладить действительно массовое производство своих грозных "Тигров" и "Пантер": изучение "взятых в плен" после битвы на Курской дуге немецких танков показало, что все швы на них были сделаны вручную. Однако у автоматизированной сварки патоновским методом был недостаток: получаемые в результате швы оказывались крайне хрупкими. Как известно, сталь представляет собой сплав железа с другими веществами, в первую очередь с углеродом. Чем больше в стали углерода, тем она твёрже, но и хрупче. Чем меньше – чем сталь более мягкая и вязкая. Для качественной танковой брони необходимо вполне конкретное содержание в стали углерода, чтобы снаряды не могли её ни прогнуть, ни разбить. Однако в сварочном шве углерода было куда больше, чем надо. В итоге шов трескался даже от сравнительно незначительных повреждений. Решение этой проблемы стало одним из первых больших изобретений Бориса Патона и его коллег. И оно было просто, как и всё гениальное: в щель между свариваемыми пластинами вставляли проволоку из стали с пониженным (относительно брони) содержанием углерода. В результате в парах металла в сварочной камере, а значит, и в готовом шве, углерода оказывается ровно столько, сколько нужно. Вторая мировая и Великая Отечественная война во многом были не только битвой солдат, но и битвой научных умов. И в этом смысле Борис и Евгений Патоны внесли в победу нашего народа в той войне огромный вклад. Евгений Патон и его сын сыграли одну из ключевых ролей в Великой Победе Евгений Патон и его сын сыграли одну из ключевых ролей в Великой Победе "Русская сварка" Автоматическая сварка под флюсом стала прорывной технологией для своего времени. Однако она не совсем годилась для ряда задач – например, сварки металлических деталей большой толщины, используемых в строительстве и других подобных работах. Проблему в Институте сварки решили с помощью разработки принципиально новой технологии: электрошлаковой сварки. Работает это так. В зазор между двумя свариваемыми деталями помещают слой флюса, через который пропускают электрический ток. Под его действием флюс (шлак) плавится, формируя так называемую шлаковую ванну. Расплавленный шлак нагревает, а затем плавит прилегающие поверхности. В шлаковой ванне образуется смесь расплавленного металла и шлака. Состав шлака-флюса специально подбирается таким образом, чтобы расплав был легче расплава металла и шлак всплыл вверх, приходя в соприкосновение со следующим слоем металла. Оставшийся под шлаковой ванной металл по мере подъёма шлаковой ванны остывает и твердеет. Так как этот процесс идёт более медленно, чем при классической электродной сварке, шов получается более однородным и прочным. Кроме того, как уже говорилось выше, за один проход можно сваривать детали почти любой толщины (до полутора метров). К сожалению (как, надеюсь, ясно из предыдущего описания) такой способ подходит лишь для вертикальных швов. На международной выставке в Брюсселе в 1958 году этот вид сварки был отмечен большой золотой медалью "Гран-при" и получил неофициальное название "Русская сварка". Данный метод нашёл широкое применение по всему миру: в США с его помощью построены многие знаменитые небоскрёбы, а в СССР она использовалась при строительстве мостов – первым в этом роде стал знаменитый мост Патона в Киеве, одновременно ставший и первым цельносварным мостом в мире. Мост Патона в Киеве. Фото: ua.igotoworld.com Сварка на орбите После смерти Евгения Патона в 1953 году, Институт сварки, названный в честь своего основателя, возглавил Борис Патон. Среди прочих задач, которые пришлось решать учреждению под его руководством, была разработка систем сварки в космическом пространстве, где обычные методы соединения металлических изделий не работали из-за вакуума, отсутствия силы тяжести и резких колебаниях температур. Loading... Проблему решили путём применения технологии электронно-лучевой обработки металла, разработанную в Московском энергетическом институте в 1958-м. Идея заключается в том, что металл нагревают, облучая мощным фокусированным пучком электронов до температуры его плавления и испарения. В результате получаются очень тонкие, как их ещё называют, кинжальные швы с глубоким проплавлением металла. В атмосфере Земли такая сварка невозможна: молекулы воздуха поглотят электроны и нарушат электронный пучок. Космический вакуум, являющийся проблемой для обычных методов сварки на орбите, открывает возможность применения этой технологии. В октябре 1969 во время космического полёта корабля "Союз-6" впервые сварили металлические детали с помощью разработанного Институтом Патона аппарата "Вулкан". А в 1984 году космонавтами Светланой Савицкой и Владимиром Джанибековым была проведена первая в истории операция по сварке в космическом пространстве. В ней использовался сварочный аппарат УРИ, также разработанный институтом Патона. Космические сварщики Светлана Савицкая и Владимир Джанибеков Космические сварщики Светлана Савицкая и Владимир Джанибеков Хирургическая сварка Одним из последних изобретений Патона - к сожалению, не слишком известных сегодня - является электросварка мягких тканей при хирургических операциях. При любой такой операции ткани требуется разрезать, а затем соединить снова, чтобы они могли срастись. Обычно для этого используют сторонние материалы, такие как нитки или скобки, но это не всегда удобно. Организм не лучшим образом реагирует на чужеродные предметы, создаются риски нарушения кровоснабжения (нити и скобки передавливают или смещают мелкие кровеносные сосуды), нити становятся каналами миграции болезнетворных микроорганизмов, могут возникать аллергические реакции, спайки и т.п. Все это приводит к образованию, в частности, послеоперационных швов – не слишком эстетичных, а иногда и мешающих нормальному функционированию прооперированного органа. Поиск способов бесшовного сшивания тканей на протяжении многих лет является одним из важных направлений медицинской науки. И Борис Патон предложил оригинальный и весьма перспективный способ решения этой проблемы. В основу положен эффект так называемой биполярной коагуляции. Если через сжатые между собой края разрезанной ткани пропустить электрический ток высокой частоты, то ткани, по которым он течёт, начинают нагреваться. Белки, из которых состоит эта ткань, представляют собой сложным образом сплетённые молекулярные клубки, и в этих условиях они начинают раскручиваться – денатурировать. Если затем внешнее воздействие убрать, то процесс поворачивается вспять – происходит ренатурация. В результате распустившиеся, а затем снова "скрутившиеся" белковые клубки перепутываются друг с другом, соединяясь в одно целое. Таким образом, соединение тканей происходит без внесения в них посторонних предметов. Технология проста: с двух концов сшиваемого участка закрепляют электроды, после чего по нему пропускают электрический ток. Когда сварка тканей закончится, электроды переносят на следующий участок. В 1992-1993 годах эксперименты на животных (крысах, кроликах и свиньях) показали принципиальную эффективность данного способа сращения тканей. В 2000 году электросварка тканей была применена при операции на желудке в Центральном клиническом госпитале СБУ. Впоследствии экспериментальные операции были проведены для сварки желчного пузыря, желчных протоков, толстой и тонкой кишки, маточных труб, матки, брюшины, кожи, подкожной клетчатки. В настоящее время технология хирургической электросварки активно применяется в Украине, России и Белоруссии: всего проведено более 80 тысяч различных операций с её применением. Выражали заинтересованность в ней и западные специалисты, например в США и Израиле. Однако там пока шире применяется несколько иной метод – лазерная сварка с использованием присадочного белка, по мнению отечественных учёных, несколько менее эффективная и более сложная. После Патона Смерть Бориса Патона с новой актуальностью ставит перед Украиной уже давно назревший вопрос: сумеет ли наша страна сохранить и умножить научные достижения в сфере, где мы по праву до сих пор можем считать себя одними из мировых лидеров? По состоянию на 2020 год в Институте Патона работали 634 сотрудника, более половины из которых были старше 60 лет. За последние 15 лет финансирование института сократилось почти вдвое (с 56 до 33 миллионов гривен в год). При этом около 80% этих средств уходят на зарплату, ещё 10,5% — на оплату коммунальных услуг. На приобретение материалов и оборудования, а также на другие затраты, связанные с проведением научно-исследовательских работ, остаётся менее 5%. Чтобы выживать, институт вынужден активно сдавать помещения в аренду коммерческим структурам. Раньше у института были собственные производственные мощности, которые – в теории – могли бы приносить предприятию неплохой доход. К примеру, акционерное общество "Опытный завод сварочного оборудования Института электросварки им. Е. О. Патона" довольно успешно реализует свою продукцию на рынке, получая около 5 миллионов дохода ежегодно. Правда, предприятие находится преимущественно в частных руках: около 40% акций через офшорные компании принадлежат сыну председателя правления завода Анатолию Степахно, ещё около 15% - дочери экс-депутата Киевсовета Александра Лойфенфельда — Инне Лойфенфельд. Еще 24,4% акций завода принадлежит НАН Украины. Институт Патона переживает не лучшие времена. Фото: 2gis.ua Институт Патона переживает не лучшие времена. Фото: 2gis.ua Из-за недостатка денежных средств Институт Патона переведён на четырёхдневку – и всё это на фоне непрекращающихся разговоров правителей страны о необходимости развития высокотехнологичных производств и отраслей. После смерти бессменного руководителя, являвшегося самым авторитетным учёным страны, вопрос о дальнейшем развитии или хотя бы выживании научного направления, в котором наша страна все еще является мировым лидером, становится чрезвычайно остро. Вот ушел ещё один человек-легенда, который разрабатывал и внедрял со своим коллективом те процессы и технологии которые мы с вами ежедневно используем в своем труде, и которые повсеместно используются в промышленности и медицине. Вечная память!9 баллов -
Решили Бате ванну запилить.Но для начала пришлось старую выпилить,как оказалось весила она 130 кг,т.е вдвоем мы то ее поднимали но никак вынести не могли,возможно дверь ставили после ванны.Со всей пролетарской ненавистью покромсал болгаркой.Далее ,как умели залили пол и положили плитку.Батя купил акриловую новую ванну,я с ними дела не имел ранее,прикрутили ножки,которые шли в комплекте.Дичь полнейшая,шатается,тем более,что Батя около сотки весит,а вылет ножек большой .По рыхлому сварганил каркас из алюминия,вылет ножек уменьшился и разнёс несколько точки опоры .Устойчивость стала удовлетворительной.Скажу сразу,что если бы была возможность сохранить старую ванну с ее ремонтом,я бы так и поступил.Крепление новой ванны было сделано с тем учётом,чтоб ее можно было передвигать для дальнейшего ремонта,потом возможно она будет как-то иначе крепиться.Такая вот история.
 9 баллов
9 баллов -
Жившие в СССР... "В возрасте 101 год от нас ушел великий украинец. Металлург, инженер, изобретатель, ученый, преподаватель. Первый награжден званием Героя Украины. Академик. Гений. Легенда. Есть много слов, которыми можно описать Бориса Евгеньевича Патона. Однако нет таких слов, которые в полной мере могли бы раскрыть масштаб его фигуры", - написал в своем Facebook президент страны Владимир Зеленский. Он отметил, что Борис Патон был грандиозной личностью и "нет таких слов, которые в полной мере могли бы описать масштаб утраты", - сообщает РБК.6 баллов
-
Ищу эти фотки да не могу пока найти. В подвале с вентиляцией проблем нет. Когда купил гараж в подвале вообще вентиляции как такой не было. В жару на бетонном потолке висели капли. Затащил через два перекрытия две 6 метровый 160 трубы. Четыре отверстия отбойным молотком сделал. Дело наладилось. Два притока внутри гаража. Плюс осушитель в подвале стоит митсубиси(обеспечил себя водой для рукомойника). Хочу в одном из углов канальник поставить. Но принудиловка в подвале это палка о двух концах. Затягивает тёплый воздух в прохладный подвал со всеми вытикающими. Да и сваркой я занимаюсь наверху. Внизу слесарка и "кальянная".6 баллов
-
 Борис Евгеньевич, сварщики никогда не забудут ваши труды и ваш вклад в победу. Вы сделали очень много для этого мира. Мы обязательно продолжим ваше дело и разработаем ещё много технологий по сварке новых материалов. Месяц назад пересматривал его лекцию на канале культура, умнейший человек. Особенно поразила установка института Патона для сварки магистральных труб изнутри. Земля пухом!5 баллов
Борис Евгеньевич, сварщики никогда не забудут ваши труды и ваш вклад в победу. Вы сделали очень много для этого мира. Мы обязательно продолжим ваше дело и разработаем ещё много технологий по сварке новых материалов. Месяц назад пересматривал его лекцию на канале культура, умнейший человек. Особенно поразила установка института Патона для сварки магистральных труб изнутри. Земля пухом!5 баллов -
Всяко разно. Выкрутил обломыш.Поправил резьбу. Радиатор после " чистки"."Маули "м-7, изготовление новых оболочек и замена " свирелей- флейты".Интеркуллеры "Актрос"постоянные клиенты..И ещё один аэродром "завоёвываю". Як-52, элементы фюзеляжа.
5 баллов
-
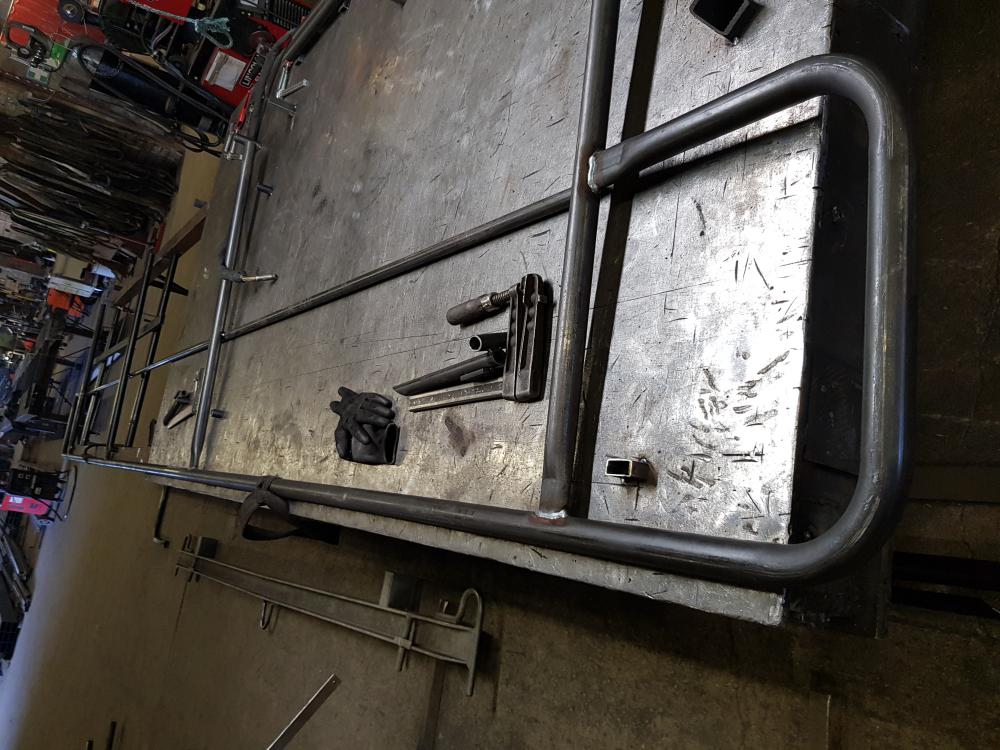
К этому посту есть слоган из анекдота про ворону, которая увязалась лететь за гусями в дальние страны. Я птица гордая, я птица смелая, но на всю голову сами понимаете. Вот чем фактически занимался летом. Вернее два уже лета. Да готовился к зиме . Работал один. В подвале сделал две "порностены". В действующей подвальной мастерской самая худшая стенка: - сбита до кирпича. - вытащена вся старая известковая штукатурка. - кладка огрунтована и промазана плиточным клеем; - оштукатурена под маяки цементным раствором; - два слоя гидроизоляции. Зиму все это пережило отлично. Этим летом уже две стенки и весь потолок: - загрунтовал; - наклеена везде сетка на плиточный клей включая потолок; - на потолке два слоя гидроизоляции; - две стены отшпатлёваны в два слоя; - потолки и стены покрашены в два слоя фасадной краской в цвет крем-брюле(жизнеутвержающая краска для подвала). И всё это с постоянным перетаскиванием борохла из угла в угол и закутыванием и раскутыванием в целофан всего . И наконец ещё один верстак. Длинна 2300. Верстаков всегда мало. Профильная квадратная труба 60 на 40. Верстачок можно использовать для поспать. Размер 500 на 2300. Ну и обрастёт всяческим светом и другой оргтехникой. В подвале как в офисе. Осталось сделать две стенки значительно поменьше. Когда барахлишко раскидаю по новым местам. Ну и для пущей жесткости подпёр верстак старинным шкафчиком от вычислительной машины видеотон венгерской. У меня он уже 27 лет. Это моё фактически первое рабочее место. Вот пригодился. Справа сделаю ещё укосину.5 баллов
-
Решил принять участие в конкурсе. Долго думал о разделе в котором себя проявлять, но из за времени отказался от глобального технического проекта. Попутно работа основная, дом, незавершенные проекты на стороне. И в середине всего этого, отпуск вне дома. Там точно не дадут ничего делать. Потому буду в художественной плоскости себя проявлять, если то что выйдет можно назвать художеством) Времени это изделие требует не сильно меньше, но габарит позволяет не тратить его на размещение и перемещение. Как не крути экономия. Я уже участвовал с подобным изделием. Тогда отбивал на холодную рыцарский шлем. Сейчас в той же технике хочу реализовать давнюю мечту о железной маске. Практической пользы в ней ровно столько же сколько и в тряпошной, ныне очень востребованной, а точнее ноль. Но художественное изделие на то и художественное что бы радовать своим видом и существованием. В первую очередь меня. Потому как всегда с восторгом смотрел на работы декораторов в фантастических фильмах. А масок кинематограф знает не мало и на любой вкус. Мне нравятся страшненькие, от того решил и отталкиваться. В наличии был только толстый для этих дел металл, потому выручила крышка от промышленной мясорубки. Из которой когда то делал бетономешалку. Там металл 1.2мм, то что надо для работы на холодную. Для того что бы на себе, в отсутствии зеркала в мастерской не примерять, а так же из за соображений безопасности для лекала взял завалявшуюся пластиковую маску. Вот она на крышке от мясорубки. Для шаблонов взял листы А4 из которых их резал и примерял на маске. Никаких чертежей и образцов. Все на глаз.Вырезал болгаркой, ей же и подравнивал и зачищал от краски. Отбил на деревяшке до приемлемой формы, примеряя на маске. Деревяшка обычная дубовая заготовка для паркетины. С выбранными углублениями. В качестве молотка шаровая от какого то грузовика. Что нашел короче. Теперь можно нанести логотип 3М. Который сразу не стал наваривать, ибо он неминуемо пострадал бы при отбивке. Наварил полуавтоматом и сточил слегка лепестковым кругом. Как то вот так вышло. Дальше занялся нижней челюстью и зубками. Зубов наточил из проволки шестерки. Челюсть вырезал по бумажному шаблону и отбил тем же способом. Челюсть и лицевую часть соединил временно на два самореза. Повертел, покрутил и решил добавить в нос перегородку. Зачищенный металл очень сложно фотографировать в плане передачи формы, потому маска кажется не объемной. Но покраска думаю это исправит. На работе в обед наточил болгаркой еще заготовок для зубов и дальнейшего декорирования. Что бы сэкономить время вечером, когда маской и занимался. Наварил клыков на нижнюю челюсть. Что то уже вырисовывается. Медленно подошел к лобной части. Долго думал над шаблоном, но потом махнул рукой ибо сварка и болгарка наше всё. Вырезал, отбил, резал, примерял. Сошлось. На этом пришлось остановиться. Уезжаю на отдых в Крым. После приезда останется десять дней на доводку. Надеюсь успею ибо всю другую работу никто не отменял. Будет время подумать о покраске и декорировании шипами, рогами, зубами.
4 балла
-
Не думал, что такая чепуховая на вид работа затянется более чем на половину дня, и это еще и с помощницей ))) Привез знакомый ограждение с прицепа. 50 тонн загрузка = плохие дороги....не выдержало колесо, выстрелило и в результате оргаждению каюк Пришлось делать вставки для соблюдения размеров. Да и сам люминий желал бы быть лучшего качества, с верху выглядит отлично , а под шпаклевкой и краской больше пыли, че металла.
2 балла
-
@Георгий 11, всего наилучшего! @chdv1971, с днем рождения! @shestuhin, с праздником! как густо сегодня.. удачи и здоровья всем!2 балла
-
@saper24, На китайца похож, на рынке рядом торгует, прям как слепки с него снял...2 балла
-
Вот так вот, только собрался посетить. Ну думаю хоть в этом году урвать маску, но видимо не судьба. будем посмотреть через интернет.1 балл
-
Вряд-ли вам тут дадут много ответов по алиэкспрессным аппаратам, все же чаще всего сварочники подбирают в том числе и с точки зрения сервисного обслуживания, да чтоб поближе находился, чтобы в случае неполадок по несколько раз туда-сюда не отсылать аппарат, или в крайнем случае с минимальными расходами на транспортные компании. Тот же гроверс многие выбирают, т.к сервис у ребят адекватный и идёт навстречу своим пользователям и люди готовы за это доплатить. А покупая китайца с Али можно гемора обрести, да и китайцы хитрые к тому же, умеют споры с покупателями закрывать так, чтоб не выполнять обязательств.1 балл
-
Саша, Can-Am в " топку", "Ладога"-местный корпоратив. Мы едем к вам. Саша, приезжай к нам,"счас " допиливаю" мавра,покатаем… " Замки, водопады покажу". @Шурпет, Саша, и по обсерваториям покатаю и по ледникам.1 балл
-
вы из казахстана? очень там любят 1.6 . чтобы насрать побыстрее и побольше. и чудовищное количество брака их не останавливает. спрашивал- а тепловложение? отвечают- а что это? мы сварщики высочайших разрядов и ваше тепловложение нам без надобности. привет из ссср это. да. варите 1.2 обратноступенчатым с двух сторон сразу от середины к краям щахматкой. если вы не эльф 80 уровня, варите 240- 340А не больше. на минимальноустойчивом струйном переносе. у вас воздушка? значит, горелка на 360. тогда до 340А. подача проволоки от 10 до 11,5 чтоб не брызгало, а шелестело. углом вперед. сначала корень, потом два облицовочных. это будет 12. 14 и 16 я бы варил тоже без расколбаса: корень, два, три облицовочных. каждый следующий валик в слое перекрывает предыдущий наполовину. должен получиться цельный плоский шов. если хотите заварить по русски- берите 1.6 , а лучше двойку. крутилки на максимум. и в лодочку за один проход заливайте. потом готовое изделие можно сдать в утиль и получить деньги. удачи! успехов! всего! (предполагается, что Вы варите омедненкой, а не порошком)1 балл
-
" Свят, свят." Паша,мне проще сделать чистку "жижей", чем " шомполить".1 балл
-
Потихоньку- полегоньку "лечим " самолёты.
1 балл
-
Уже официально объявили? Перенесли на следующий год. На самом деле там инициатор переноса площадка, а не организатор/участники.1 балл
-
Вот ё-моё, а?! В этом году Ведекс отменили, вирус - шмирус, чтоб его ((( Давайте где-нибудь встретимся, всё равно? Назло всем ковидам, а??1 балл
-
И зубы?)))1 балл
-
Кто б сомневался, такая халява и вдруг может закончиться. .. это ж работать придётся ..... а не со свечкой стоять/калитку открывать... и сварщиков с их предприятиями на деньги нахлобучивать ... Может их дустом посыпать?.....1 балл
-
П.С. ко всему хорошую вентиляцию .1 балл
-
Пока что она ужастно недоделана) Жду не дождусь когда в магазине попросят одеть МАСКУ)))1 балл
-
@saper24, Фильмы ужасов много потеряли...1 балл
-
Ну ты и заморочился. Вспоминаю фото каким это помещение было.1 балл
-
ГОСТ 3242-79 Соединения сварные. Методы контроля качестваhttp://docs.cntd.ru/document/1200003545 Контроль сварных соединений течеисканием Основным эксплуатационным требованием к конструкциям замкнутого типа (сосудам, трубопроводам) является герметичность (непроницаемость) их стенок и сварных соединений. Герметичность — это способность конструкции ограничивать проникновение жидкости или газа сквозь ее элементы и через их соединения. Степень герметичности измеряется утечкой жидкости или газа в единицу времени. Испытание конструкций на герметичность, или контроль течеисканием, выполняют с использованием пробных веществ (жидкостей или газов), которые легко проходят через сквозные дефекты и хорошо различаются визуально или с помощью приборов — течеискателей и других средств регистрации. Контроль течеисканием позволяет обнаруживать в сварных соединениях и основном металле сварных узлов и конструкций следующие виды сквозных дефектов: трещины, непровары, поры, свищи, прожоги и др. Размеры сквозных дефектов ввиду невозможности измерения их линейных размеров условно оцениваются потоком пробного вещества, протекающего через дефект в единицу времени. Согласно ГОСТ 18353 — 79 различают капиллярные, компрессионные и вакуумный методы контроля течеисканием. Все эти методы в зависимости от вида и способа индикации, используемого пробного вещества, применяемой аппаратуры и технологических особенностей имеют свои разновидности. Выбор метода течеискания определяется степенью необходимой герметичности испытуемых объектов, направлением и значением нагрузки на оболочку и допустимыми к применению пробными веществами. Желательно, чтобы направление и значение нагрузки при испытаниях герметичности совпадали с аналогичными характеристиками рабочей нагрузки объектов контроля. Капиллярные методы. Эти методы контроля сварных соединений основаны на явлении капиллярного проникновения жидкости, обладающей высокой смачивающей способностью, в сквозные дефекты. Для проверки на одну поверхность сварного соединения, предварительно очищенную от загрязнений, обильно наносят проникающую жидкость, например керосин, а на противоположную — адсорбирующее покрытие в виде меловой обмазки, состоящей из 350 … 480 г молотого мела (или каолина) и 1 л воды. После определенной выдержки контролируемое соединение осматривают, выявляя сквозные дефекты по желтым пятнам керосина, появившимся на меловой обмазке. Зачастую для лучшего выявления пятен керосина в обмазку добавляют красители яркокрасного цвета или люминофоры. Метод керосиновой пробы позволяет эффектно обнаружить сквозные дефекты с диаметром более 0,1 мм. Иногда для повышения чувствительности и производительности данного метода контроля поверхность испытуемого объекта после смачивания сварного соединения керосином обдувают сжатым воздухом под давлением 0,3 … 0,4 МПа, ускоряя проникновение керосина в полости дефектов. Метод керосиновой пробы применяется для контроля сварных соединений наливных емкостей, нефтяных резервуаров, цистерн и других конструкций, доступ к которым возможен с обеих сторон. Другие капиллярные методы течеискания основаны на использовании пенетрантов — красок (цветной метод) или люминофоров (люминесцентный метод). Компрессионные методы. Данные методы контроля основаны на создании в испытуемом объекте (замкнутой системе) избыточного давления пробного вещества (жидкости или газа) и регистрации на лицевой поверхности сварного шва участков течи. В зависимости от типа пробного вещества различают жидкостные (гидравлические) и газовые методы течеискания. Жидкостные методы течеискания применяют для проверки различных замкнутых систем (например, паровых котлов, нефтехимической аппаратуры и др.), работающих под давлением. Контролируемый объект заполняют рабочей жидкостью или водой, герметизируют, с помощью гидравлического насоса создают в нем избыточное давление и некоторое время выдерживают под этим давлением. Затем производят визуальный осмотр наружной поверхности объекта. Признаком наличия дефекта служит появление капель жидкости на поверхности или ее отпотевание. Жидкостные методы контроля позволяют выявлять течи диаметром около 1 мкм. Гидравлическим испытаниям должен предшествовать радиационный или ультразвуковой контроль, если он предусмотрен техническими условиями. К жидкостным относится люминесцентно-гидравлический метод контроля, при проведении которого в состав пробного вещества добавляют люминофор, а лицевую поверхность сварного соединения осматривают при воздействии на нее ультрафиолетовым излучением. Иногда при использовании жидкостных методов контроля для лучшей выявляемости дефектов на лицевую поверхность соединения наносят индикаторное покрытие, в состав которого входит люминофор, например динатриевая соль флуоресцеина, люминесцирующая при попадании на нее воды, и сорбент (крахмал), удерживающий воду в течение длительного времени. Местоположение сквозного дефекта определяется по зеленому свечению участка индикаторного покрытия при воздействии на него ультрафиолетовым излучением. При проведении гидравлических испытаний важно правильно выбрать давление, создаваемое в сварной конструкции. Обычно испытания на герметичность совмещают с гидравлическими испытаниями конструкции на прочность и производят их при давлении, в 1,1 — 1,5 раза превышающем рабочее. При контроле сварных соединений в условиях серийного производства, например спиральнои продольно-шовных труб для газонефтепроводов, применяются специальные испытательные стенды. Гидравлический метод иногда используется и для испытания открытых сосудов, например отстойников. В этих случаях их заполняют жидкостью, а затем остукивают и осматривают лицевые поверхности сварных швов. Газовые методы течеискания обладают большей чувствительностью, чем жидкостные, поскольку газообразные пробные вещества значительно легче проходят через мелкие сквозные дефекты. Газовые методы контроля применяются исключительно для испытания замкнутых сосудов. Самый простой из газовых методов контроля — пузырьковый (рис. 41) — заключается в погружении сварной конструкции в емкость с водой, в которой с помощью воздуха создано избыточное давление. Участки течи выявляют по выделяющимся пузырькам воздуха. Если размеры сварной конструкции не позволяют поместить ее в емкость, то лицевую поверхность сварного шва покрывают пенообразующим веществом (мыльным раствором) и участки течи фиксируют по мыльным пузырькам. Основой пенного индикатора служат поверхностно-активные вещества («Лотос», «Ладога» и др.) и также влагоудерживающий компонент — глицерин (до 90 %) с хромпиком (0,01 %). Пузырьковый метод контроля позволяет выявлять мелкие течи диаметром до 1 мкм. Химические компрессионные методы контроля герметичности основаны на применении для индикации течей химических реакций пробного вещества с индикаторным слоем, нанесенным на лицевую поверхность проверяемого шва. Рис. 41. Схема пузырькового метода контроля течеисканием: 1 — редукционный клапан; 2 — манометр; 3 — нагнетательный клапан; 4 — предохранительный клапан; 5 — бак; 6 — жидкость; 7 — контролируемый объект; 8 — вентиль сброса давления К компрессионным относится метод контроля герметичности с помощью воздушно-аммиачной смеси, заключающийся в том, что лицевую поверхность шва испытуемого объекта покрывают бумажной лентой, смоченной 5%-ным раствором нитрата ртути или раствором фенолфталеина, а в испытуемый объект подают смесь воздуха с 1 … 10 % аммиака. Бумажную ленту выдерживают в этом положении в течение 1 … 15 мин. Аммиак, проникая через сквозные дефекты, оставляет на бумаге в местах течи черные или фиолетовые пятна. Для покрытия лицевой поверхности шва вместо бумажной ленты можно использовать индикаторную массу следующего состава, выраженного в массовых долях: дистиллят — 40; агар-агар — 1; фенолфталеин — 0,15; безводная сода — 0,01. В этом случае участки течи фиксируются как бесцветные пятна на малиновом фоне массы. Весьма технологичен газолюминесцентный метод контроля герметичности, заключающийся в следующем. Емкость заполняют обессоленной водой, насыщенной пробным газом (например, СО2 и аммиаком). На лицевую поверхность проверяемого объекта наносят индикаторную адсорбирующую обмазку, содержащую химические компоненты, которые при контакте с пробным газом образуют новый индикатор, флуоресцирующий при воздействии ультрафиолетового излучения. Наиболее простым из компрессионных методов контроля является манометрический, который заключается в регистрации изменения давления внутри сосуда, происходящего в случае его негерметичности, с помощью манометров в течение определенного промежутка времени. Данный метод обеспечивает приблизительную оценку герметичности, но зато может применяться для периодической проверки конструкций, работающих под давлением, без каких-либо дополнительных операций. На практике возможны течи различных сварных конструкций, которые значительно меньше выявляемых указанными ранее методами. Их обнаруживают галогенным методом течеискания. В качестве пробного газа в этом случае используют фреон-12 (химическое соединение на основе фтора), обладающий высокой проникающей способностью. Индикатором здесь служит электронный прибор с платиновым диодом в качестве чувствительного элемента, анод и коллектор которого, разделенные воздушным или вакуумным промежутком, нагреваются до 800 … 900 °С. При попадании в этот промежуток молекул фреона электрический ток, протекающий через диод, резко возрастает, что фиксируется электронным стрелочным прибором. Промышленность выпускает переносные галогенные течеискатели моделей ГТИ-6 и БГТИ-5, имеющие некоторые конструктивные различия. Существует и более чувствительный способ индикации фреона — по продуктам его распада в атмосферных условиях. В комплекте с течеискателем БГТИ-5 поставляется измерительный блок со стрелочным прибором и звуковым индикатором — телефоном. Помимо основного атмосферного датчика в нем имеются вакуумный датчик, выносной обдуватель с регулируемым потоком и регистрирующий блок. Течеискатель БГТИ-5 с автономным питанием от аккумуляторной батареи удобен при испытании сварных конструкций большой протяженности в монтажных и полевых условиях. На практике при галогенном методе контроля герметичности (рис. 42) обычно используется щуп течеискателя. В контролируемом объекте создают небольшое избыточное давление фреона-12, и щупом течеискателя производят обследование его наружной поверхности вдоль всего шва. Скорость перемещения щупа составляет 10 … 25 мм/с. При гелиевом течеискании пробным веществом служит гелий — газ, обладающий малой молекулярной массой и хорошей способностью проникать через мельчайшие каналы. Индикация газа производится масс-спектрометром. Гелий, прошедший через сквозные каналы в испытуемом объекте, попадает в камеру массспектрометра, в которой создан высокий вакуум. Камера массспектрометра, находящаяся в магнитном поле, имеет катод, ионизатор, диафрагму и коллектор, помещенные в латунный корпус. Рис. 42. Схема галогенного метода контроля герметичности с применением щупа и заполнением контролируемого объекта чистым фреоном: 1 — баллон с фреоном; 2 … 5 — вентили; 6 — контролируемый объект; 7 — щуп галогенного течеискателя с атмосферным датчиком; 8 — механический вакуумный насос; 9 — компрессор; 10 — конденсатор Молекулы газа, поступающие в масс-спектрометр, под воздействием потока электронов, эмитируемых раскаленным катодом, ионизируются и превращаются в положительные ионы с зарядом, равным заряду электрона. Ионы, ускоряемые электрическим полем при напряжении 300 … 400 В, под воздействием магнитного поля приобретают круговые траектории движения, но в зависимости от массы с разными радиусами. Диафрагмы, расположенные на пути движения ионов, выделяют только ионы гелия, которые попадают на коллектор. При этом происходит усиление ионного тока, что фиксируется миллиамперметром и звуковым индикатором (сиреной). Масс-спектрометр позволяет регистрировать ничтожно малое число атомов гелия, прошедших через каналы контролируемого объекта. Выпускается несколько типов масс-спектрометрических гелиевых течеискателей, основными элементами которых являются вакуумная система, масс-спектрометр и электронный блок. Наиболее широко применяются течеискатели передвижного типа ПТИ-7А. Их вакуумная система состоит из механического (ВН-461М) и паромасляного (НВО-40М) насосов, ловушки, охлаждаемой жидким азотом, и вентилей. Ловушка препятствует прохождению паров масла из насоса в камеру масс-спектрометра. В настоящее время все более широкое распространение получают передвижные гелиевые течеискатели ПТИ-10, чувствительность которых на порядок выше. Они снабжены электронным автоматическим потенциометром и калиброванными гелиевыми течами (образцами), служащими для настройки. Весьма перспективны инфракрасные газовые течеискатели, в которых реализован метод индикации газов, основанный на избирательном поглощении инфракрасного излучения анализируемого компонента. Наличие специфических особенностей инфракрасных спектров поглощения разных газов и использование селективных приемников обеспечивает высокие чувствительность и избирательность данного метода. Он также весьма универсален, так как позволяет определять концентрации паров многих веществ и газов. Выполнение измерений этим методом возможно в широких диапазонах концентраций паров с помощью сравнительно простых малогабаритных приборов (ИГТ-1 и -2), быстродействие которых составляет несколько секунд. Катарометрический (газоаналитический) течеискатель ТП-7102 фиксирует утечку в атмосферу пробных газов (водорода, гелия) по изменению теплопроводности индикаторной среды. Работает он на основе схемы моста Уитстона, в два плеча которого включены два чувствительных элемента, расположенных в датчике течеискателя. Один из них выявляет утечку, а второй — служит элементом сравнения и окружается газовой средой неизменного состава. При высоких избыточных давлениях в контролируемом объекте и истечении газов через дефекты возникают ультразвуковые колебания, регистрируемые соответствующими приборами. Ультразвуковые течеискатели имеют относительно невысокую чувствительность, однако они используются для выявления участков течи в магистральных газопроводах. Вакуумный метод. Данный метод течеискания основан на регистрации падения вакуума в замкнутом объеме контролируемого объекта или на индикации молекул пробного газа, появившихся в этом объеме. На чувствительность вакуумного метода существенно влияет степень очистки полости объекта от загрязнений, масел и т. п. Следовательно, поверхность объекта перед контролем необходимо многократно промыть растворителями и протереть, а в отдельных случаях отшлифовать до блеска. В зависимости от конструкции и конфигурации сварного узла применяют несколько схем контроля герметичности вакуумным методом. Наибольшее распространение получили две схемы контроля: с использованием гелиевой камеры и с использованием вакуумных присосок. В первой схеме испытуемый объект помещают в заполненную гелием камеру, вакуумируют до необходимого остаточного давления и фиксируют прибором появление ионов гелия внутри объекта при негерметичности последнего. Во второй схеме на наружную поверхность сварного соединения объекта, заполненного гелием под некоторым избыточным давлением, накладывают вакуумную камеру, в которой создают разрежение (рис. 43). Появление в камере ионов гелия, сопровождающееся образованием вздутий в пленке пенообразующего вещества, свидетельствует о наличии течи. Важное значение имеет выявление зарождающихся микротрещин с крайне малой шириной. Такие микродефекты можно обнаружить с помощью газосорбционного метода. В этом случае сварное соединение помещают в вакуумную камеру для того, чтобы освободить полости поверхностных дефектов от молекул воздуха. Затем в камеру вводят радиоактивный газ 85Кr, являющийся источником -излучения, молекулы которого адсорбируются поверхностными дефектами. Далее сварное соединение извлекают из камеры и на его поверхность накладывают детектор излучения (например, высокочувствительную рентгеновскую или фотографическую пленку). Рис. 43. Схема контроля герметичности с помощью вакуумной камеры: 1 — вакуумметр; 2 — трехходовой кран (в двух положениях); 3 — иллюминатор из оргстекла; 4 — металлическая рамка; 5 — уплотнитель (присоска) из губчатой резины; 6 — контролируемое сварное соединение; 7 — пленка пенообразующего вещества На участках скопления радиоактивного газа, содержащих дефекты, пленка засвечивается, и после ее фотообработки на снимке получается изображение поверхностных дефектов. В перспективе возможно использование этого метода для контроля протяженных сварных соединений крупногабаритных конструкций с применением локальных вакуумных камер. Перспективы совершенствования методов течеискания. Выбор схемы контроля с помощью течеискателя зависит от класса герметичности сварной конструкции, устанавливаемого ее разработчиком. Например, в атомной энергетике в соответствии с условиями эксплуатации и возможностями ремонта все оборудование подразделяют на пять классов герметичности (табл. 8). Каждому из этих классов соответствуют определенные методы испытаний в зависимости от их чувствительности. К классу I относятся ответственные конструкции, надежность которых должна быть очень высокой в силу специфических особенностей их эксплуатации. Течеискание является весьма трудоемкой и длительной операцией, требующей высокой производственной культуры, поэтому в настоящее время стремятся автоматизировать весь цикл таких испытаний. В некоторых отраслях промышленности уже созданы и применяются автоматизированные стенды, обеспечивающие высокую производительность и достоверность контроля. Наиболее простую конструкцию имеют манометрические установки. Их применение облегчается при наличии в заводских условиях магистрали сжатого воздуха и возможности использования недефицитной стандартной пневмоаппаратуры управления. Эти установки получили наиболее широкое распространение в пищевой промышленности, автомобилеи машиностроении. Таблица 8. Классы герметичности изделий в зависимости от диапазонов выявляемых натеканий и методов их выявления Класс герметичности Диапазон выявляемых натеканий воздуха Метод течеискания Пробное вещество Проявление дефекта см3/год м3· Па/с I 0,02 … 0,20 3,75 · 10-3… 3,75 · 10-2 Газовый гелиевый Гелий Сигнал массспектрометра II 0,2 … 0,4 3,75 · 10-2… 7,50 · 10-2 То же » То же III 0,4 … 0,8 0,075 … 0,150 Люминесцентногидравлический Вода, пенетрант Течь, свечение IV 0,8 … 850 0,15 … 160 Галогенный, цветной и люминесцентный капиллярный Фреоновоздушная смесь, пенетрант Сигнал прибора, пятна, свечение V Более 850 Более 160 Керосиновая проба, пузырьковый, опрессовка воздухом Керосин, воздух, азот Пятна на меловом фоне, пузырьки https://extxe.com/1561/kontrol-svarnyh-soedinenij-techeiskaniem/1 балл
-
Вряд ли получится. Там фланец чугуниевый и шпильки при сильном нагреве то ли набирают углерода, то ли еще чего, но становятся твердыми вусмерть. Простым сверлом проблематично высверливать.1 балл
-
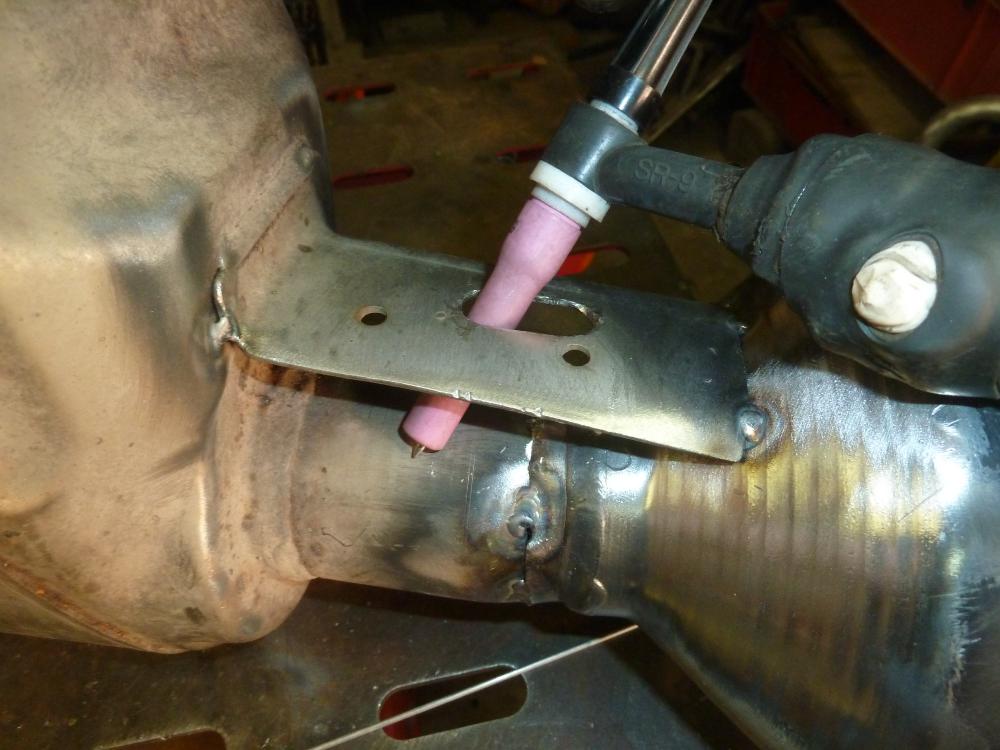
Это конечно хорошО , но это когда "коту ДЕЛАТЬ не чего" . А унас работа не крупняк конечно , да и крупняк не беру уже седьмой десяток и так для своего удовольствия да + на пиво заработать и внукам на шоколадки с мороженными . И так , корпус от безударной буровой бетона , варил уже им ножку отломали , сейчас проушину отковырнули . Люминь дрянь еще та , но мы постарались с Форсажиком . Глушитель . сборная аля Тойота на Газель . Хозяин пообломал шпильки + сверло 5мм "оставил" в шпильке и говорит может выкрутишь ,,,,. попробуем . Не оторвал два раза варил гайки , шпильки мертво засели . Твердосплавным сверлом высверлил ну и далее дело техники ,,, шпильки нерж . Ну и трубы отрезаем мерим привариваем . А мешать будет варить да и подстучать нужно и технологическое окно варганим Ну и усе готово , алЯ гАЗЕЛЬ с нерж глушителем Тойота
1 балл
-
@welderman,так я про это и говорю. "У нашей конторы трудные времена, денег маловато стало". Ну так приходите, когда эти времена пройдут)))1 балл
-
Делали часть какой то линии. Боковины не мои, варил рамки соединяющие их. Там в швеллер надо было трубу вваривать. Электрод помог. Ну и вот перила тоже делали.
1 балл
-
Когда он выключается, сообщает о низком напряжении. Контроль работает питающей сети. Канал, кажется до 1.2 идет. 1.0 точно проходит. Конечно продувку, продувочным пистолетом, особенно поглубже между радиаторами. Это место максимально собирает пыль, ну оно и понятно, место туннеля. 6 Атм и не бояться. Лишнего не отвалится. Уж за мой личный опыт я много чего продувал и продуваю... В Европе нет таких баллонов как у нас, поэтому и переходник под их баллоны. А у нас, купить переходник не слишком сложно но и не просто. Ценник до 300р, не великие деньги. И насчет компановки... всем не угодить. Насчет удобства и не удобства... Шариковая ручка, всем ох как не мало проблем доставляла, когда учились писать поэтому практика и использование аппарата все поставит на место и все будет очевидно.1 балл
-
Три года пользуюсь 5 метровой горелкой проблем нет. на входе в подающий мехаизм стоит кусочек ваты на прищепке. его меняю периодически. На алюминий использую 36 горелку -три метра, на чернягу 25 горелку- пять метров, на нержу 25 горелку - три метра. На каждый вид проволоки получается своя горелка.1 балл
-
1 балл
-
не все с ними отлично. я например воздушной 26-й агни очень не доволен. во- первых те самые индукционные катушки.. а во-вторых греется. 50 см на 100 амперах и перчатки плавятся. использую только на мелком ремонте где неудобно подлезть, а основную работу делаю 220 кемпи.1 балл
-
1 балл
-
...
1 балл
-
Так Семёныча надо ещё вздрючить за рукавицы при работе за токарным станком и руку на заготовке. Или блогеров это не касается?1 балл
-
1 балл
-
Алмазным карандашом для правки наждаков и поднял диск.Кирпич шамотный ненадолго замачивал-пилит нормально.Обычный красный и на сухую нормально берет. Однако продолжил с котлом.Догнал до уровня перекрытия, завтра если погода не помешает-будем трубу монтировать.
1 балл
-
@Илария,@selco, похоже мужчина с Форсажа, после публикации этих фото, выпивать теперь будет на новой работе!1 балл
-
Это хорошо , и позволительно чуток расслабиться . НашИ , везде немного зажигали и вот Форсажу дуХ поднимали тоже.
1 балл