Лидеры




Популярный контент
Показан контент с высокой репутацией 05.08.2020 во всех областях
-
Чуток сегодня поработали Труба медь компрессор , протерло в одном месте в другом болгаркой резанули случайно . Труба "кривая" с американца , чуток подлатали Пыльник ступицы с полуприцепа "немец" , сальника нет на ступице (немцы совсем охренели- жмоты) и пыльник защищает роликовый подшипник , что случилось не знаю или сами изуродовали или чо попало и попросили сварить инородный кусочек добавив . Сварил но такая "хрень " усе кривое и т.д. ,,,,,, решил изготовить новый , черного приличного куска не нашел и по сему люминий , а по чему и нет и на ездовые качества не повлияет . Отдал оба и восстановлено-кривой и самопал-люминь , сами решат что поставить . Ну и люминь-самопал и по моему он лучше , но решат сами чо ставить и я за них не буду этого делать.
 7 баллов
7 баллов -
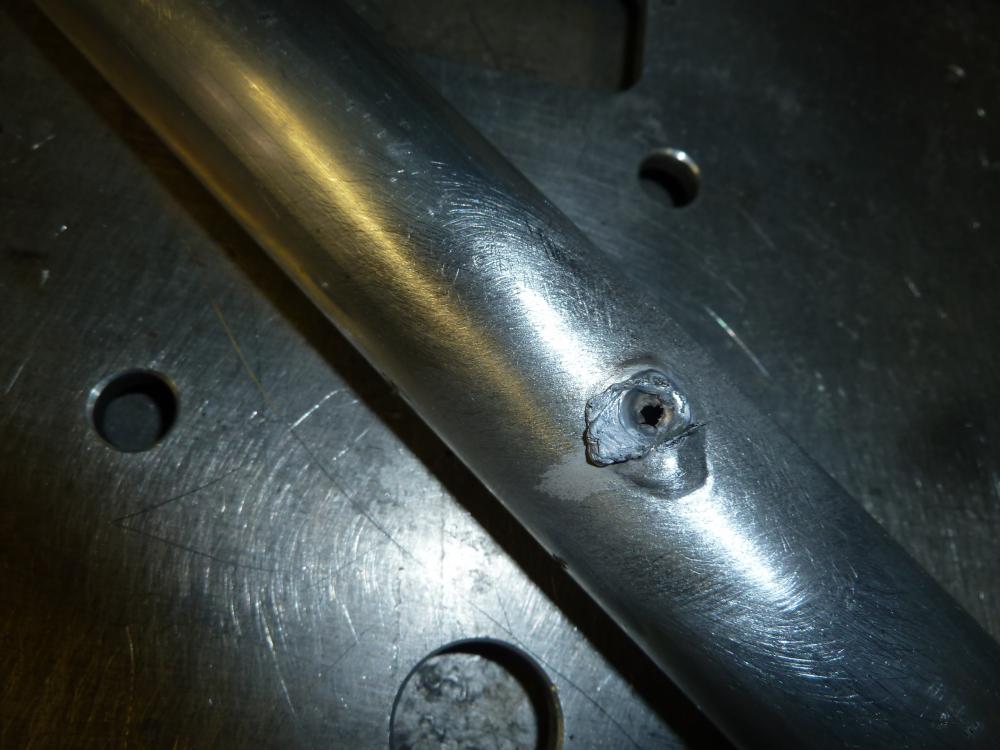
Не совсем восстановление, но... Заканчиваю сегодня сие изделие, 2 для придумок, разметок, примерок, подгонок. Ни одного косяка, все размеры сошлись, геометрию не повело, швы... не weldporn конечно, но для моего уровня прогресс присутствует. Вот они, долгожданные последние сантиметры шва (причем как в переносном, так и прямом смысле) и тут как обрезало, вот не сваривается и все! Симптомы, как будь-то газа нет, либо он очень плохой, оксидная пленка не вскрывается. Проверил, газ в норме. Зачистил все по новой, обезжирил, реакция нулевая. Взял тестовую пластинку, на ней все прекрасно сваривается. У меня уже начало подгорать, думаю, как так-то, тут все норм, а тут не хочет!? Причем замкнуть швы не могу на всех четырех перемычках... И тут до меня доперло, перемычки-то у меня получаются герметичными Просверлил технологические отверстия, и все пошло как по маслу
7 баллов
-
Простите, но я Вам ничего не обязан говорить, какие параметры выставить. Во первых, я не сварщик, во вторых, нигде не указано, что и в каком газе Вы свариваете. Если мне будет нужно, я на слух подберу параметры. Без всех цифирь. Ежели у Вас не опыта, то дело не в аппарате. Про индуктивность, она влияет. На разных токах по разному. Вы же можете и на 2-ой скорости ехать 80 км в час. Но это будет неправильно. Логично? Просто посоветую, побольше поварить чистого железа, не особо тонкого. Когда руку набьёте, будете нас собой смеяться. Вот только жаль, что сюда обычно после никто не заходит.4 балла
-
не лезьте к наполненному баллону. все работы-после сброса газа(давления) .4 балла
-
Заварите их а то вода и прочее , и путь будет герметично . вот так заварить не получается даже на большом токе и быстро , давление вырастает быстрее и вулкан оживает вперед . А вот с "чепиком" усе просто и комфортно и даже можно не "спешить" .
3 балла
-
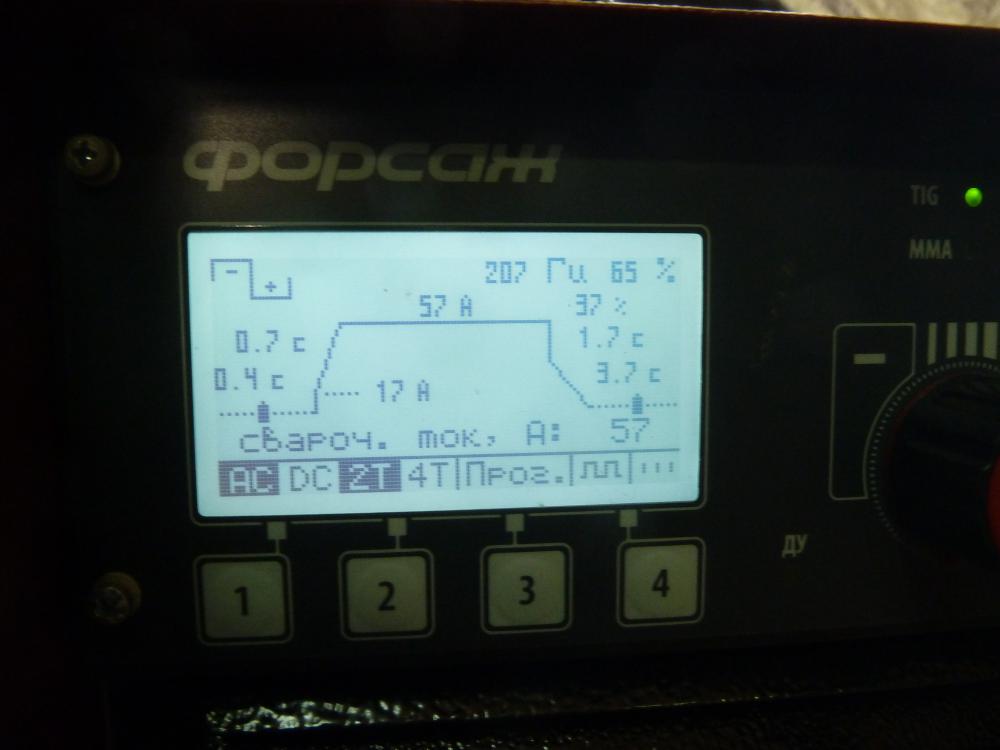
Вот беда вся в том , что "комбайн" полный и где то я писал что это не "хорошо " , вот что то нет "полных комбайнов" (то есть МИГ, ТИГ AC/DC? , ММА) не у ЕВМ не у Селко и даже у Фрони , а китайцы сделали 4 в одном , крутизна. Вот как то давно не помню и скорее конец 90х или самое начало 21 века на выставке итальянцы показали сей "комбайн" и усе больше я их не видел и скорее не увижу - сгинули в не бытье и осталось у меня только три фотки от них и боле не чего ,,,,, да так и должно было случиться "не лезь вперед батьки" .
2 балла
-
В моем сообщении №40 в этой теме сказано, в чем я варю, во-первых Как вы лихо определяете наличие опыта, я у шоке - это во-вторых. Беда и печаль в том, что даже "синергетические" установки в этом аппарате (и не только в этой модели Гроверса, судя по другим темам) не позволяют встать и варить без бубна. Он то варит, то серет, со скачками "цифирь" на "табле" Пример тому: есть пользователь на Ютубе, ИгорьВ (вроде как). Именно эту модель обозревал. Выставил "синергетику" на чернину в смеси. Поварил в кадре. Потом монтаж. Говорит, что показатели подачи и напряжения, предлагаемые программой - завышены. Поменял немного только подачу и напряжение. А так же, программой была предложена индуктивность 2. Он её в ноль согнал, но ни слова в следующем кадре об этом не сказал. Я думаю, что ему не понравился процесс сварки (вангую). Но шовчики у него были коротенькие, на сороковой трубе. Не смог в полной мере оценить, наверное. Или не хотел. Монтировать бы много пришлось видео))) Да и говорить плохое, когда тебя "кормят", - не с руки, видимо. А те, кто по-вашему, не заходит и не пишет - львиная их доля давно продали аппараты, перекрестились и варят другими (с их слов из личной личной переписки). Поэтому, вы так и не дождетесь этих отзывов. К сожалению для вас, и к счастью для них. Но я не уйду, не теряйте меня!)) Буду здесь учиться и смеяться (наверное). Может быть кто-то вместе со мной будет "учиться и смеяться".2 балла
-
Что то мне старт прям ну не нравится, в 80 процентов случаев, и особенно на прихватках, такой прям небольшой мини взрывчик и брызги полетели, затем процесс дуги стабилизируется, ну вот к примеру на настройках 17.5 вольт, коррекция напруги плюс 6 процентов, подача автоматом 4.4 м/ мин, индуктивность в полный минус. Металл двойка тройка.2 балла
-
@Ferio, Шеф, вы упустили ещё один пункт : https://youtu.be/NQpnhZ74X4Q2 балла
-
А как же Miller, и ESAB REBEL EMP 205IC AC/DC ?1 балл
-
Добавлю платы для источников тока полуавтоматов Kemppi FastMigKM Плата управления источником артикул ... 1209 и плата управления подающим устройством артикул ...1221. 18000 и 14000 руб соответственно. Платы не новые из коробки но в отличном состоянии, рабочие. В наличии по две штуки.
1 балл
-
хм... думал наоборот оставить, вентиляция и все такое... ладно, заткну, спасибо за подсказку1 балл
-
Хм. а что мануал говорит-это быстро или медленно?По идее, малая индуктивность-быстрый набор тока КЗ.... большая -медленный.... но стандарта в отображении данного параметра в регулировках-нет... поэтому производители лепят как хотят..1 балл
-
На правах человека который ныне занимается созданием сварочных процессов (не в гроверсе), отвечу. Напряжение что на дисплее указано это среднее напряжение за какой-то интервал во времени. Почему оно так резко взмыло, потому что процесс у вас не очень стабильный и проволока на ванне начала отыгрывать, вплоть до обрыва. Если очень сильно попросите могу даже видео сделать похожей ситуации. Добавьте просто не много напряжения, буквально + 0,5в, естественно с сохранением текущей подачи и процесс с великой долей вероятности стабилизируется. Индуктивность ныне реализуется через управление ШИМом, как скорость нарастания/спада тока, в разные моменты отработки КЗ и дугового процесса после него. При правильной реализации индуктивности общее среднее напряжение практически не изменяется, изменятся форма шва, от широкого, но с не большой глубиной проплавления, до узкого, но с глубиной проплавления гораздо большей. Её влияние в большей степени выражено при мелко и среднекапельном переносе, в меньшей степени при крупнокапельном и не играет роли в струе.1 балл
-
Нашли передавленные проводочки управления, проблему устранили. Спасибо, Мужики!1 балл
-
с одним аппаратом промучался. Дело было не в платах и не в горелке. А вот сам разъем чем-то залили. И в нем стоящие рядом контакты, как раз друг на друга влияли. Замер сопротивления ни чего не показал и только отключение самого разъема от платы дало результат. Ну а далее дело техники оставалось.1 балл
-
Воздушка-она и есть воздушка.1 балл
-
@selco, Да, я его смотрю на ютубе. Он в этом видео говорит скорее о недостижимости китайских аппаратов дать заданный пользователем ток. А вот гуляющий в широком диапазоне ток по черте знает каким причинам - это несколько иное.1 балл
-
Так, минусы аппарата, субъективно, не забываем это походные записки, в кучу соберу потом, Нет регулировки предгаз постгаз, постгаз 3 секунды, маловато, предгаз ну секунда где то. После окончании сварки проволовка остаётся вылетом 2 см, в 50 % случаев, отжигает шарика как бы есть, но как бы и через раз. Проволока любит залипать в наконечнике иногда, прям чуток залипнет и не стартует подача, со второго раза идёт подача, пасту использую постоянно, но нифига, лечится сменой наконечника, но хватает дня на три. По сравнению с тем же форсажем па у меня наконечники долго ходят.1 балл
-
Возможно происходит замыкание ещё одного контакта. В нём есть возможность регулировать ток с горелки кнопками. Либо прошивает на этот контакт осциллятор. Попробуйте откинуть силовую клемму, оставив только управление и нажать кнопку.1 балл
-
Более менее приходит понимание работы с аппаратом. Ну вот это слесаря прихватки делают ))))) И собственно шовчик вот такой.1 балл
-
4 августа — День рождения шампанского! Эта дата связана с первой презентацией напитка в 1668 году, когда монах-бенедиктинец Пьер Периньон представил игристое вино. ★ Один бокал игристого вина содержит около 15 миллионов пузырьков. Ученые из Американского химического общества считают, что должно быть больше: часть растворённого углекислого газа теряется без образования пузырьков. ★ Шампанское высокого качества, изготовленное традиционным методом брожения, должно пузыриться в бокале не меньше 10 часов. ★ Шампанское можно сочетать практически со всеми блюдами — мясом, рыбой, морепродуктами, твёрдыми сырами, овощами (вялеными и на гриле), фруктами (в том числе и сухофруктами), не жирными десертами. Главные исключения — жирные, слишком острые и солёные блюда, а также шоколад и цитрусовые. Всем приятного аппетита1 балл
-
А нет ли такого, что у Вас нагрузки просто не хватает, что бы аппарат выдал ток в 500 ампер ?1 балл
-
Две причины. 1. Глюк источника. 2. Неверные измерения. По первому. - Есть ощущения, что не выдаёт свою мощу и подтверждается измерением. Вторая - проверить токовые клещи и осциллограф измерив другой источник, заведомо исправный. Я проверял в авто стартерную прокрутку дизеля около 250А.1 балл
-
Я бьюсь с ним в режиме ПА. Основные проблемы: 1) Стартует с "продрисью", часто толкаясь проволокой. Иногда даже просто толкает проволоку и дуги не дает. Приходится откусывать и снова пробовать. 2) Если удалось нормально стартануть,то после непродолжительной работы (менее 30 сек) начинает работать с перебоями. Это похоже на то, как будто скорость подачи проволоки не соответствует напряжению. "Троит", проще говоря. Валик в этом случае не валик, а кучки металла, с непроваром. Хотя, какую бы я не ставил подачу и напряжение - симптомы никуда не деваются. 3) Иногда это "троение" терпимое (мягко говоря), но прямо во время сваривания отчетливо слышно, как нестабильна дуга. Причем, хоть короткая, хоть длинная. И играться с длинОй дуги - бесполезно в этот момент. Уфф, я прям огорчен, честно сказать. У знакомого варил каким-то вообще старым и недорогим полуавтоматом (к сожалению не помню марки) и не было таких проблем от слова совсем. Настройки перепробовал наверное все. Даже чистым аргоном пробовал "дуть" (но это так, для эксперимента). И, да, все мои опыты - это в среде только СО2. Как он будет себя вести в смеси - пока не знаю, негде купить оную. Но что-то мне подсказывает, что не в этом дело. Товарищи, быть может те, кто бились в той теме на 100 страниц, дадите дельный совет? Что с ним делать (кроме как продавать. Это уж на крайний случай, если совсем в нём с ПА всё непоправимо).1 балл
-
Между прочим фрикад - вполне себе программа. И под винду и под линуксы есть и совершенно бесплатная.1 балл
-
Вот видео с объяснением как устроены кабеля для TIG-горелок и как важно покупать их от американского сварочного магазина : и вот русские субтитры к видео (с человеческим переводом): TIG Cable and Hose Materials--What's the Difference.Russian.srt.txt TIG Cable and Hose Materials--What's the Difference.Russian.zip Видео надо скачать или открыть онлайн, субтитры открыть вместе с видео (в Potplayer или кто как умеет.)1 балл
-
Силиконовый шланг (диаметр и толщину стенки подбирать/расчитывать). Оплетка/защита шланга - она же выполняет роль внешнего "армирования", чтоб шланг держал давление, не раздувался/не лопался, особенно для воды. Поэтому оплетка должна только на максимальном своем диаметре налазить на шланг, по длине брать с запасом в несколько раз. Штуцера/соединители/переходники - для соединения кабеля, весь Китай в помощь. Сам кабель - должен быть медным, гибким (и все бегом покупают провод ПЩ)... но не только. Кабель должен быть эластичным - после всяких перегибов должен возвращать свою первоначальную форму. Так же при перегибах кабель не должен терять свой круглый профиль, чтоб при перегибах не сплющился шланг и не прекратилась подача газа или воды - то есть типа какое-то специальное плетение. Для воды кабель должен быть луженый. Сечение кабеля в зависимости от ПН для 100А - 8 mm² (ПН ~35%) для 145А - 12.5 mm² (ПН ~35%) (кабель типа охлаждается газом или водой, поэтому сечение или ПН корректируется) от диаметра провода выбирается внутренний диаметр шланга с запасом для прохода газа/воды, плюс 2х толщины стенки и получаем внешний диаметр шланга и максимальный диаметр оплетки, главное чтоб не больше внутреннего диаметра рукоятки горелки Кабель упаковывается, переходники правильно запрессовываются (отверстие оставляется для протока газа/жидкости) Хомутателем обжимается шланг. Предварительно расчитываем, считаем по деньгам и приходим к выводу, что проще заказать в Китае готовую горелку с нужным кабелем...
1 балл
-
заказчики не дают скучать, диаметр не больше 100 мм, wp-9 кое-как залез, про должную зачистку и удаление раковин можно было только мечтать, пришлось выжигать и выгонять грязь наверх вводом присадки
1 балл
-
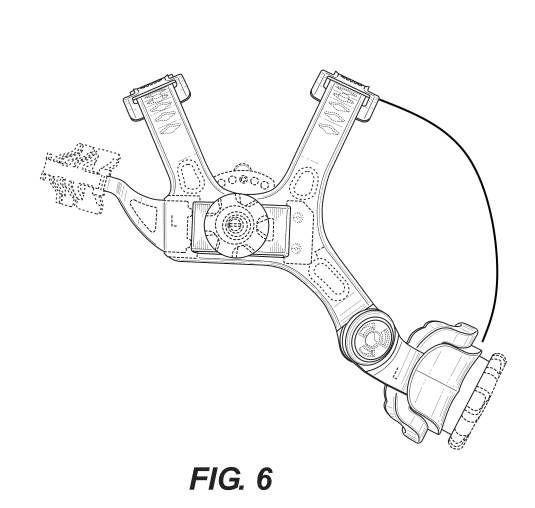
В Tecmen-овском оголовье, когда копировали со Speedglas-а, переднюю лямку задрали вверх и наклонили немного. Поэтому носится и настраивается оно уже не так как в рекламных мультиках. Передняя лямка должна быть на своем обычном месте на лбу, несолько выше бровей. Передняя верхняя лямка должна быть почти на лбу, сразу сверху него - таким образом две передние лямки как бы обхватывают "угол лба"... от верхней передней лямки получается толку почти нет в удержании нагрузки. Дальше - задняя верхняя лямка смещена вперед (по сравнению с мультиками) и находится уже по центру головы, а не возле темени... и дальше между задней верхней и плавающей затылочной получается большая такая дыра. И вот в таком положении оголовье и должно сидеть как на следующем фото: Так оно все удобно облегает, но нифига не держится на голове - молодое поколение дизайнеров тогда из-за компьютера видать редко вылазили . Отсюда и потребность в дополнительных подтяжках, "подушках", и в последствии в новых дизайнах с большим количеством лямок.1 балл
-
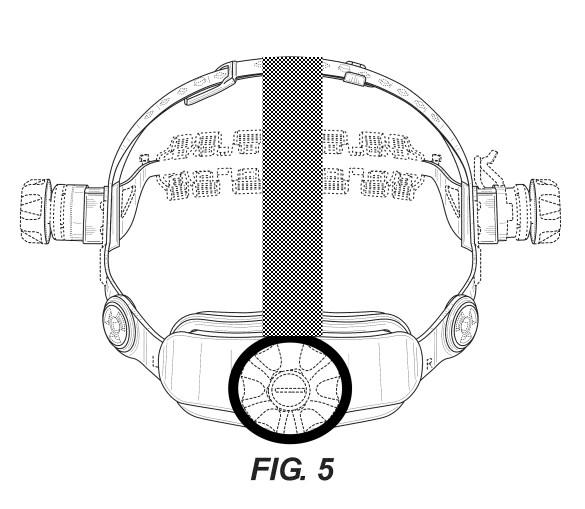
Оголовья Speedglas-овского типа, особенно Tecmen-овские страдают тем, что они сползают на брови. Все из-за того, что между задней плавающей затылочной "лямкой" и верхней теменной может пол-головы пролезть как здесь: вот еще для наглядности: Задняя часть не удерживает оголовье от сползания вперед на брови, и в рекламе это не показывают Да и теменная лямка не всегда ровно на голову ложилась. Некоторые пытаясь настроить оголовье так, чтобы оно не сползало, бывало затягивали верхние лямки на самый минимум: Из-за этой проблемы что только не понапридумывали - целые дополнительные плавающие подушки бывало вставляли: В последних поколениях оголовий уже добавляли дополнительную "задне-теменную" лямку, убирали плавающий узел из затылочной лямки: Такие вот дела... Для решения проблемы со стандартным сейчас Tecmen-овским оголовьем можно воспользоваться таким решением: Если присмотреться, можно увидеть резиновые "подтяжки" для задней лямки.... Ну или просто сделать соединительную лямку между затылочной и верхними лямками, такой вариант и легкий, и удобный, и удерживает оголовье от сползания даже на самой глубокой посадке на голову - "кивай себе маской - не хочу" Её желательно сделать регулируемой по длине на всякий случай
1 балл
-
Да, только уже не гроверсами Зачем кривой аппарат за стопицот денег, если за 15 тыр справляется и со стартом проблем нет.
1 балл