Лидеры




Популярный контент
Показан контент с высокой репутацией 03.08.2020 во всех областях
-
Особенно про меднение понравилось. Можно применять для улучшение контакта в сварке.3 балла
-
Я варил. Сначала о себе: гуманитарий, ITшник, опыт в сварке - 1,5 кг сожженых электродов ОК-46 на инверторе ИЖ Вд-200. Полуавтоматом (вообще, а не только WEGA miniMIG 200) воспользовался впервые, времени на тренировки не было. Задача - собрать из кусочков низ двери, у друга при проезде луж вода заливалась в салон. Опыта кузовного ремонта нет, подготовиться хотя бы теоретически так же не успел.Варил проволокой 0.8 мм, самой дешевой из Леруа, в углекислоте, расход выставили 6 л/м.Методом нескольких проб выяснил, что при включенном режиме синергетики - (по умолчанию проволока 0.8 мм, скорость подачи 5 метров в минуту 18.4В) металл Нексии не прожигается, вместо точки сварки образуется шарик. Проплавление около нулевое, скорректировал напряжение до 19В при подаче 5 метров/минуту. После этого, металл стал нормально проплавляться (характерные следы с обратной стороны), прожечь не получилось ни разу. Пробовал увеличить подачу в синергетике до 7 метров. С одной стороны, точка стала более плоская и проплавление лучше, с другой - появились подрезы и пару раз почти прожег металл. Вернулся с настройкам 19В/5 метров.Результат: не очень красиво, но металл не очень сильно повело и держится крепко - проверили молотком, когда зазоры подгоняли .Проблем в виде "утыкания проволоки" не было, аппарат просто варил "здесь и сейчас" так, как было необходимо. Друг очень доволен, получившийся результат мы легко затянем шпатлевкой/покрасим и машинка еще какое-то время побегает по нашим дорогам. В целом, ПА для кузовного ремонта с точки зрения новичка подходит полностью. Даже в неумелых руках, можно добиться нужного результата - а при небольшой тренировке можно научится варить так же, как и профессиональные кузовщики. P.S. Пользуясь случаем, хочу передать благодарность местным старожилам - особенно Геннадию @morgmail, (благодаря ему я сделал свой выбор, как среди инверторов, так и ПА и пока ни разу не пожалел об этом). Спасибо, что по 300 раз отвечаете на один и те же глупые вопросы и учите новичков сварке. Терпения и здоровья вам, ребята))).
 2 балла
2 балла -
2 балла
-
В книгах пишут что 1) струйный перенос от КЗ отличается напряжением. Примерно до 23В - КЗ, выше - струйный. Толщина проволоки влияет, но не очень сильно. 2) струйный перенос бывает только в смеси, где аргона больше 80%. В 100% углекислоте не бывает. 3) прочность шва, сваренного в смеси, больше. Производительность сварки в смеси - больше, а потери проволоки на разбрызгивание - меньше. Измеряли при напряжении больше 23В, относительно углекислоты. Но это старые книги, там были простые и старые аппараты, как оно сейчас - хз.2 балла
-
я лично такого не слышал. Скорее всего температуры не хватает на дуге. Струйный перенос, на сколько видел и знаю, получается только в смеси. Стабильный процесс и глазами увидеть струю на токе от 300А можно, сам лично видел и экспериментировал. На меньших токах, не вижу смысла струйного переноса. Большая температура... Следовательно есть возможность перегрева большой зоны и получить поводки большие ну и на сквозь прожечь. Если малым током работать то на больших толщинах не будет глубокого проплавления. Т.е. диаметр проволоки тут далеко не последнее место. и не забываем, что брызги полностью отсутствуют. Если переход в струйный быстрый, то и брызг просто нет даже в начале сварки. Следовательно чистить после сварки ни чего не надо. В общем, с родни по качеству ТИГ, а скорость сварки все тот же П\А.2 балла
-
@BUTCHER, это я уже постепенно вышел на этот режим, а так то да -- должно и на 200 амперах единичка в 80/20 струить. Но с тем аппаратом что у меня это сложно и нестабильно. Незнаю. И скорость, и гладкие ровные швы.2 балла
-
@ЛехаКолыма, с днем рождения!2 балла
-
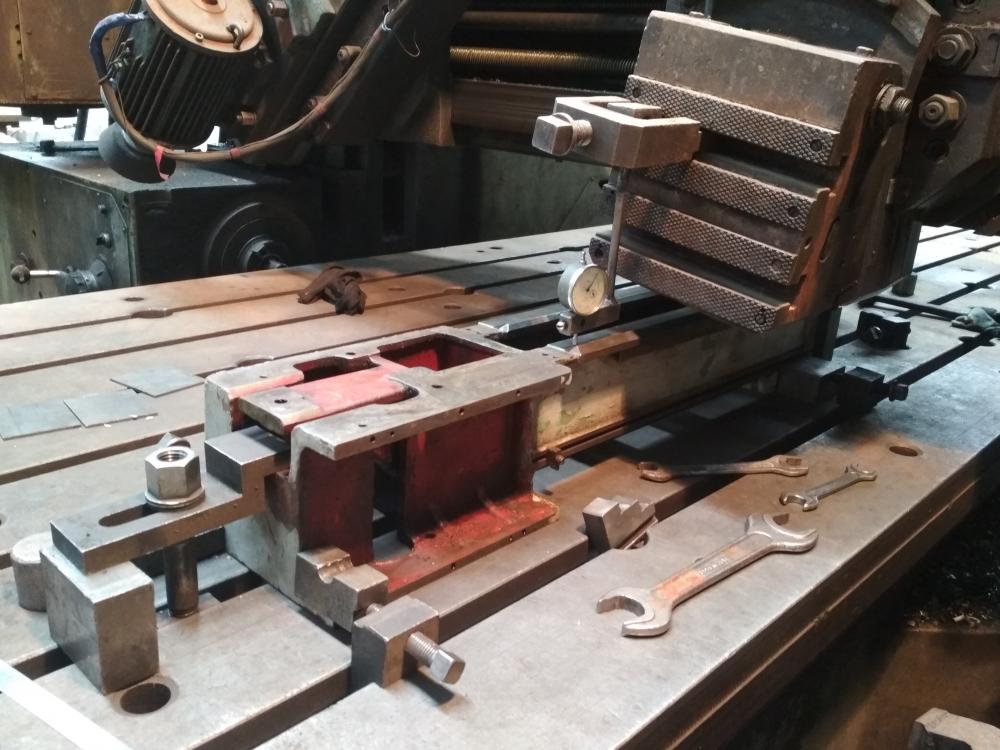
Станина небольшого токарного станка.По необходимости строгание и сухая шлифовка.Размеры станин могут быть разные,но принцип один и тот же.Шлифовальная головка слева.
1 балл
-
@Evgenich31, Почитайте внимательно и соседние темы про другие модели, прежде чем заявлять о маловероятностях )))1 балл
-
Там проблема была в поджиге, но не в работе самого аппарата.1 балл
-
@ВлаДон,если нет пайки, то подкладываешь под порт лист металла и подрезаешь порт под углом , так чтобы был виден внутренний край резьбового отверстия . Далее сварка вкруг...1 балл
-
То что у нас называют струя, на Западе это называют спрей.1 балл
-
А струйный-это не мелкокапельный перенос?)1 балл
-
ИГБТ. Типа FGH40N60SFD или аналоги. Частота вполне подходит. Мосфеты бы под 100 кГц тянули. Для 250 ампер на МИГ как раз 8 транзилей.1 балл
-
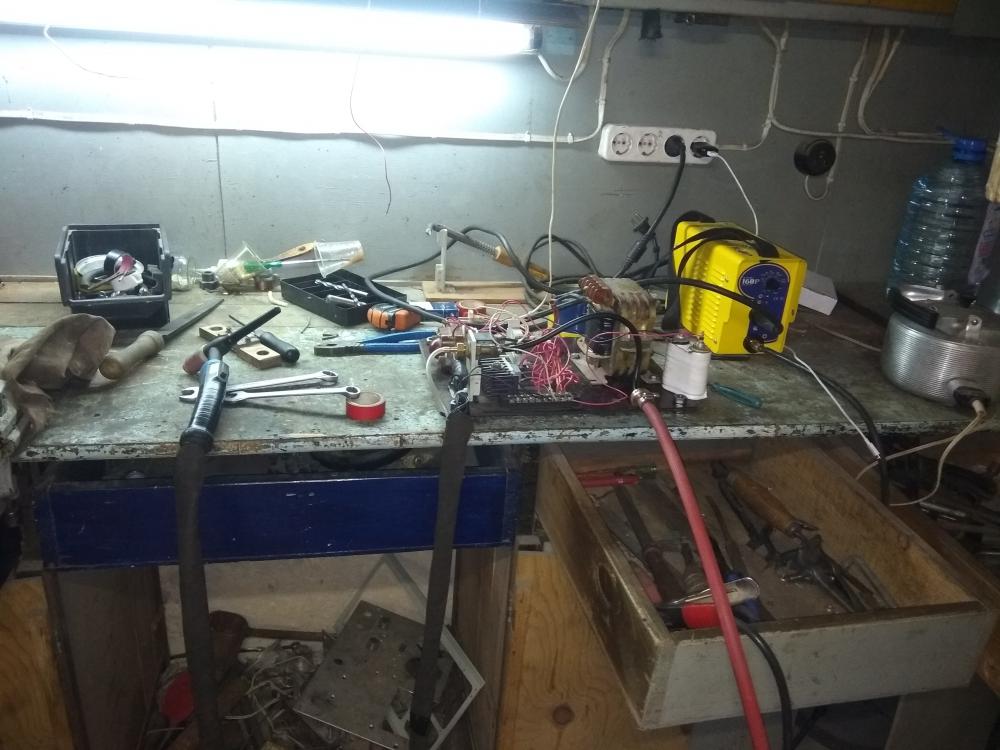
Здравствуйте!Я давно читаю этот форум,заочно так сказать обучаюсь( спасибо всем за информацию) и вот решил зарегистрироваться.Но не с пустыми же руками в гости идти).Итак решил я в гараже тигом побаловаться,слепил установку из чего было.Слабонервным наверное смотреть не стоит,но...Горелка абитиг 18sc,в прошлой жизни водянка,кабель ПЩ три жилы по 6 мм квадратных,шланг- силикон,оболочка- шкура с ПА горелки абимиг.Шланг - пакет получился намного мягче родного.Силовая часть частично повторяет схему полуавтомата А-547,контактор с него-же.При нажатии кнопки горелки срабатывает реле,оно замыкает силовой контактор и газ.клапан,при отжатии кнопки контактор размыкается,дуга рвется,клапан получает питание от конденсатора,реализуя таким образом пост газ,приблизительно 5 с.Поджиг- чирканьем,пред.газ не реализован.Сварочный источник- инвертор марки жёлтый гусь,160 А.Ну и решил первым делом ,трясущимися руками сварить импровизированную подставку под баллон.Подставка Ст.3 ,присадка нержа 309,ф 1,2,вольфрам ф3 мм,wr2, керамика восьмерка.Вот как-то так.Просьба к модераторам,если не туда написал- перенести.
1 балл
-
Изготовление храпового механизма ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
1 балл
-
@me1nik, Пользуюсь горелками агни с 2007 года, что не так с моими руками?1 балл
-
...http://websvarka.ru/talk/topic/11682-tig-pristavka/?hl=%2Btig+%2B%D0%BF%D1%80%D0%B8%D1%81%D1%82%D0%B0%D0%B2%D0%BA%D0%B01 балл
-
Прошу прощения если ненароком обидел, даже в мыслях не было как то принизить героическую службу моряков подводников.П.С. в продолжение того разговора., нынешний шеф в те времена был мастером цех , перед ремонтом печь отстояла ни менее трех часов ( свечения футеровки отсутствовала ) и только по счастливой случайности он остался жив-провалился в пыльную камеру хорошо что оказался не далеко рабочий услышавший прощальный крик , благо хватило ему сил удержаться за поданный шест ... пролежал в больнице около месяца , ожог лица и рук , ну и легкие.1 балл
-
@brat_h, 200А вполне хватит для струи, даже для проволоки 1.0мм, но хватит ли напряжения? Не всякий источник на 200А струю позволит, особенно синергик. Тут хорошо иметь ручные настройки и не маловажно смесь с большим содержанием аргона нежели 80/20. Вот мы раму варим на цистерну, проволока 1.2мм, смесь 90/10. Местные смотрят на процесс и не верят, Шайтаном прозвали полуавтомат! https://youtu.be/82_w4lioeJA1 балл
-
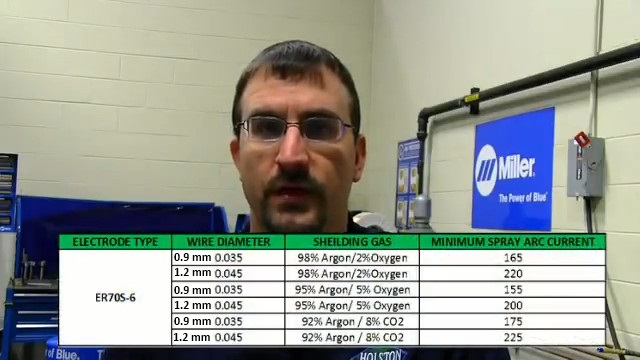
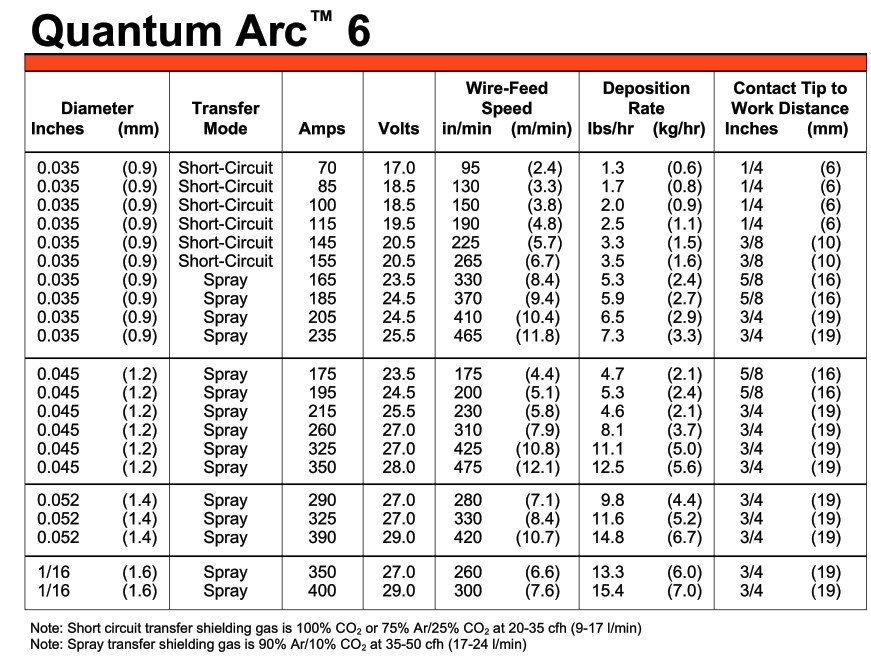
Пока в смеси варишь и 0.8 проволокой, попробуй настроить "струйный перенос", мощности 200А и напряжения 25-26В должно хватить. Металл от 3 мм., отодвинуть горелку поначалу подальше чтоб не испортить наконечник, накрутить напряжение, а потом добавлять подачу проволоки. Поначалу проволока будет оплавляться крупными каплями и надо добавлять скорость подачи пока дуга не уменьшится и, если хватит силы тока в аппарате, то проволока начнет распыляться где-то за 10-5 мм до сварочной ванны без коротких замыканий (почти). Индуктивность убрать в минимум, сопло побольше, вылет проволоки тоже, ну и расход газа увеличить до 12-15 л/мин.. Чтоб уже реально на струйный перенос настроиться лучше чтоб аргоновая смесь была где-то Ar-90%/CO2-10% (если в смеси будет пару процентов кислорода, то еще лучше), и наверное еще лучше будет смесь для нержавейки (Ar-98%/O2-2%) Вот видео человек настраивает аппарат на струйный перенос, но с проволокой 1.2 мм (толще проволока требует больше мощи, для 0.8 мм может и 200А хватит). здесь проволока 1 мм. вот еще учебное видео, человек сначала варит как положено, а потом не очень правильно и комментирует дефекты таблица с параметрами еще одна таблица Варить "углом вперед". Если получится струйный перенос, то это отличный способ варить толстый металл с хорошим проваром. Ну и скорость намного выше.
1 балл
-
@Глобул, С днем рождения http://forum.moya-semya.ru/uploads/emoticons/music_band.gif Счастья, любви, удачи, больших и маленьких радостей, будь здоров1 балл
-
Спасиба, он пастарается.1 балл
-
Кто ездит в нерабочее время - получает ВГП трубу!1 балл
-
@Ievgen Prokop, День добрый по спрашивайте на форуме www .dwg.ru1 балл
-
Прикупил сегодня такого сварщика, возьму к себе на работу)
1 балл
-
Господи!!! Да кто-нибудь выложит хотя бы звук после прошивки!!!? Зачем мне про тележку знать? И *хотелки*1 балл
-
@RWS87, ))) и с этим там всё нормально.1 балл
-
@Александр Волков,От себя добавлю- подружитесь с электриками,с ними вообще полезно дружить,жизнь сварщику они могут и облегчить и очень осложнить( я гарантирую это), возможно у них найдется вентилятор,его можно припупырить при работе,что б ядЫ от морды отганял,может найдется и гофра к вентилятору- можно ядЫ за борт отводить.Ну короче- дело творческое)1 балл
-
Перепроверил все что можно, наконечники, сеть, индуктивность и т.д. и т.п, настройки вообще устал уже крутить, я с ним бьюсь, наверно с декабря, не помню точно когда купил. На днях, в те же условия, подключу заведомо исправный аппарат, который варит без нареканий в другом месте, ну и горелки туда-сюда потусую, если ничего не выйдет, буду связываться с Андреем. но тем не менее, я не спешу, пока просто делюсь соображениями на форуме, в надежде на помощь.1 балл
-
Ну вот швы, как на скрине первого видео я без проблем им делаю, но как тут говорят, это насрано, а не приварено ))))) На данный момент, опустим пресловутый старт, мне не нравится работа на относительно длинных швах, около полуметра, в какие-то моменты ток падает и он начинает просто наваливать плюху не проплавляя и как мне показалось, это происходит не сразу, а после прогрева аппарата, т.е. когда пройдешь 20-30 см. К мма претензий нет, варит отлично, но уж чтобы плохо варить штучными электродами, аппарат должен быть откровенной какашкой, так что, я считаю, это не показатель.1 балл
-
да, но авторы книги особо не вглядывались как оно там брызгает. там сварили образцы и порвали на разрывной машине; усилие разрыва и относительное удлинение были меньше на углекислоте, чем на смеси. Вот так сделали вывод о прочности шва.Никаких микро шлифов, масс спектрометров и прочих умных слов там не применялось. Как и теор обоснование. Однако были подогреватели и осушители на углекислоте. И допустимое кол-во воды в зависимости от марки углекислоты. Если выжечь все присадки и углерод, т.е. будет чистое железо, то оно не закалится и будет довольно пластичным гвоздилином. Почему при выгорании во время сварки теряется пластичность - хз. да, но не по моему карману. Не в Москве живу возможно, но я пока не добрался до новых книг по сварке-1 балл
-
Азот делает металл хрупким, для этого даже греть не надо, время делает свое дело медленно но верно.-1 балл