Лидеры




Популярный контент
Показан контент с высокой репутацией 02.08.2020 во всех областях
-
Греть надо. 150-170С. С обозначением присадки явная путаница -либо это 5356,либо 5183...избегайте варить этими присадками сплавы,указанные ниже из-за нежелательного соотношения меди и магния в шве. Из соображений цены и по техническим причинам почти все автомобильные алюминиевые блоки цилиндров делают из сплавов, которые основаны на применении вторичного алюминия – алюминиевых сплавов, который получают из алюминиевого лома. Это, например, сплавы EN AC-46200 (AlSi8Cu3) и EN AC-45000 (AlSi6Cu4). При повышенных требованиях к вязкости материала применяют сплавы с более жесткими требованиями по примесям и загрязнениям, которые уже близки к требованиям для сплавов из первичного алюминия. Это можно отнести и к коробкам передач.5 баллов
-
Силиконовый шланг (диаметр и толщину стенки подбирать/расчитывать). Оплетка/защита шланга - она же выполняет роль внешнего "армирования", чтоб шланг держал давление, не раздувался/не лопался, особенно для воды. Поэтому оплетка должна только на максимальном своем диаметре налазить на шланг, по длине брать с запасом в несколько раз. Штуцера/соединители/переходники - для соединения кабеля, весь Китай в помощь. Сам кабель - должен быть медным, гибким (и все бегом покупают провод ПЩ)... но не только. Кабель должен быть эластичным - после всяких перегибов должен возвращать свою первоначальную форму. Так же при перегибах кабель не должен терять свой круглый профиль, чтоб при перегибах не сплющился шланг и не прекратилась подача газа или воды - то есть типа какое-то специальное плетение. Для воды кабель должен быть луженый. Сечение кабеля в зависимости от ПН для 100А - 8 mm² (ПН ~35%) для 145А - 12.5 mm² (ПН ~35%) (кабель типа охлаждается газом или водой, поэтому сечение или ПН корректируется) от диаметра провода выбирается внутренний диаметр шланга с запасом для прохода газа/воды, плюс 2х толщины стенки и получаем внешний диаметр шланга и максимальный диаметр оплетки, главное чтоб не больше внутреннего диаметра рукоятки горелки Кабель упаковывается, переходники правильно запрессовываются (отверстие оставляется для протока газа/жидкости) Хомутателем обжимается шланг. Предварительно расчитываем, считаем по деньгам и приходим к выводу, что проще заказать в Китае готовую горелку с нужным кабелем...
 4 балла
4 балла -
@Давид96,
3 балла
-
Я в прошлой жизни был слесарем-ремонтником, нас учили так - Но это касается слесарного верстака с тисками. У сварщиков детали фиксируются на самом столе прижимами и струбцинами, поэтому стол можно повыше сделать. В любом случае стол должен быть под ваш рост, чтобы вам было удобнее работать. Да, все так - конструкция собирается на прихватках и затем обваривается.
3 балла
-
Сегодня получил гибкий вал с таки патроном.Можно вставлять фрезы с хвостовиком 6мм. Удобно для точной выборки.
3 балла
-
Прошу прощения если ненароком обидел, даже в мыслях не было как то принизить героическую службу моряков подводников.П.С. в продолжение того разговора., нынешний шеф в те времена был мастером цех , перед ремонтом печь отстояла ни менее трех часов ( свечения футеровки отсутствовала ) и только по счастливой случайности он остался жив-провалился в пыльную камеру хорошо что оказался не далеко рабочий услышавший прощальный крик , благо хватило ему сил удержаться за поданный шест ... пролежал в больнице около месяца , ожог лица и рук , ну и легкие.2 балла
-
Особенно про меднение понравилось. Можно применять для улучшение контакта в сварке.2 балла
-
@brat_h, 200А вполне хватит для струи, даже для проволоки 1.0мм, но хватит ли напряжения? Не всякий источник на 200А струю позволит, особенно синергик. Тут хорошо иметь ручные настройки и не маловажно смесь с большим содержанием аргона нежели 80/20. Вот мы раму варим на цистерну, проволока 1.2мм, смесь 90/10. Местные смотрят на процесс и не верят, Шайтаном прозвали полуавтомат! https://youtu.be/82_w4lioeJA2 балла
-
Однозначно "напряжёметр" от магниевой присадки. Все предыдущие советы верны. Пробуйте 4047,если будет кипеть,то 4043 "через присадок",педаль поможет или сделайте большой спад на кнопку. Подогрев желателен,но если нет условий,то горелкой по кругу.Заодно масло выгоните.Я варил подобное,в шахматном порядке прихватки и сварка тоже.2 балла
-
Всё правильно, с точностью до наоборот -- угольник даст одинаковые диагонали при условии что профиль идеально ровный, и нарезан с точностью до меньше миллиметра.Такое бывает, но... Рулеткой можно проверить не длину, а одинаковость диагоналей, при условии что вы обе диагонали измеряете одинаково. Вместо респиратора, я бы заморочился вентилятором. Создать в рабочей зоне движение воздуха с небольшой скоростью, вот и всё. и этого хватит с головой. Давайте лучше поговорим о наработанных годами методах и способах. 1. Максимальное расстояние от сварочной дуги до глаз -- 400 мм. Максимальное! Значит НЕ рекомендуемое. 2. Забудьте такое слово: "сантиметр". Не применяйте эту единицу измерения никогда, нигде, и ни при каких обстоятельствах. Поверьте, это поможет избежать многих косяков. Я заглядывал в чертежи топогеодезиста на большой стройке -- у него там расстояние между зданиями 43810 мм. Постарайтесь все размеры с которыми вы сталкиваетесь приводить в миллиметры. Со временем привыкнете. 3. Разметка -- чертилкой. Не обсуждается. 4. Зачистка после сварки -- щетка на болгарке. Вам потребуется болгарка с регулятором оборотов. Оптимальный выбор щётки -- Stayer жёлтые (красные не брать) 5. зачистка мест куда болгарка не влазит:
2 балла
-
Не спорте Мужики и в каждом предприятии думаю свои "методЫ" восстановления станин и прочего. Вот я как то возил тогда еще Ленинград направляющие от обрабатывающего центра , коей был скопирован с немецкого Диаг , но скопирован не без думно а с умом и наш имел выше точность чем немец . У немца направляющие длиной 6000мм были чугунки целиковые и даже от температуры окружающего воздуха изменялась точность центра, наши пошли другим путем и направляющие были стальные по 1000мм и крепились на спец компаунд и болты и тем самым температурные перепады компенсировались . В общем были все пронумерованы и шлифовались на спец станке и таких было несколько в СССР и ближний к нам в Ленинграде . Ждал двое суток , прошлифовали загрузили на специальные поддоны усе промасленной бумагой переложили ну и ночь гнал , утром в цех и нашли черные "звездочки" от влаги на направляющих , собрался консилиум весь день машина в цеху , решение на перешлифовку и снова в Питер , выдали брезент обрезиненный и технолога в кабину ко мне и в путь . Ну и вторая попытка удачна , все собрали и испытания НЕМЕЦ и НАШ делают одну и туже деталь , наш точнее . https://yandex.ru/video/preview?wiz_type=vital&filmId=1949130475766236448&text=точный%20ремонт%20станины%20станка&path=wizard&parent-reqid=1596221742017915-802150297846757952900239-production-app-host-vla-web-yp-281&redircnt=1596221888.12 балла
-
2 балла
-
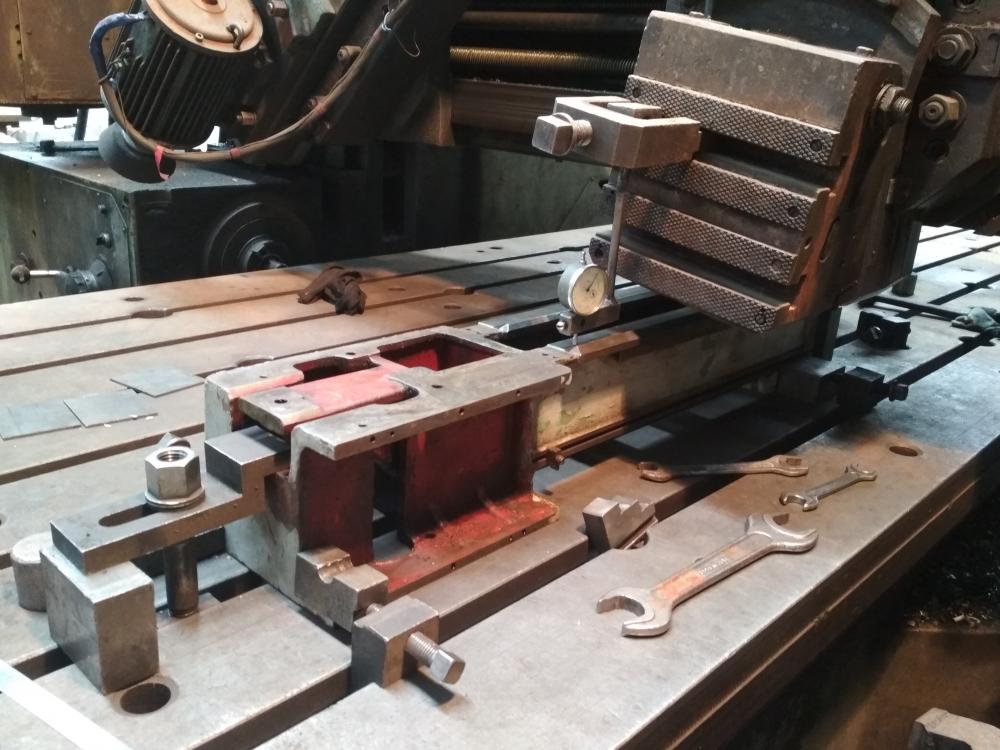
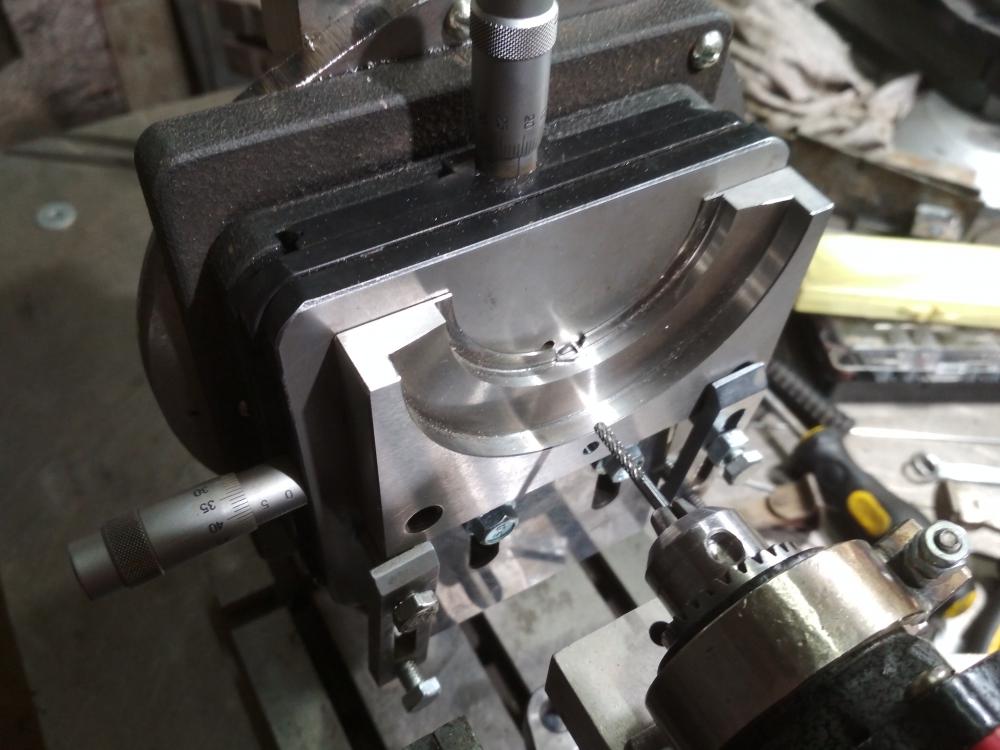
Станина небольшого токарного станка.По необходимости строгание и сухая шлифовка.Размеры станин могут быть разные,но принцип один и тот же.Шлифовальная головка слева.
1 балл
-
@me1nik, Пользуюсь горелками агни с 2007 года, что не так с моими руками?1 балл
-
...http://websvarka.ru/talk/topic/11682-tig-pristavka/?hl=%2Btig+%2B%D0%BF%D1%80%D0%B8%D1%81%D1%82%D0%B0%D0%B2%D0%BA%D0%B01 балл
-
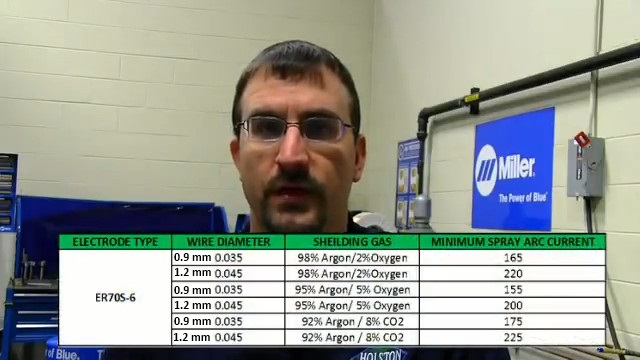
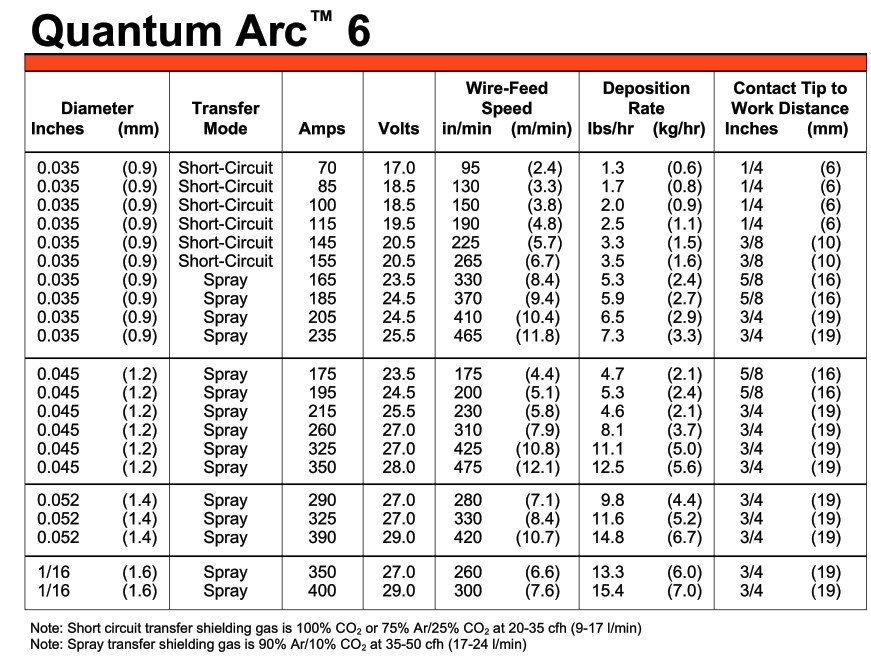
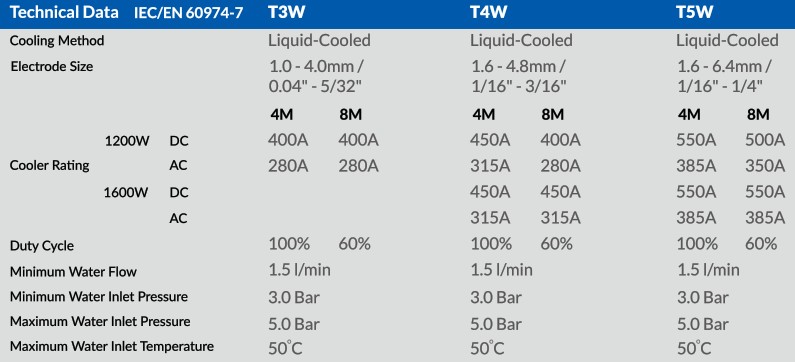
Пока в смеси варишь и 0.8 проволокой, попробуй настроить "струйный перенос", мощности 200А и напряжения 25-26В должно хватить. Металл от 3 мм., отодвинуть горелку поначалу подальше чтоб не испортить наконечник, накрутить напряжение, а потом добавлять подачу проволоки. Поначалу проволока будет оплавляться крупными каплями и надо добавлять скорость подачи пока дуга не уменьшится и, если хватит силы тока в аппарате, то проволока начнет распыляться где-то за 10-5 мм до сварочной ванны без коротких замыканий (почти). Индуктивность убрать в минимум, сопло побольше, вылет проволоки тоже, ну и расход газа увеличить до 12-15 л/мин.. Чтоб уже реально на струйный перенос настроиться лучше чтоб аргоновая смесь была где-то Ar-90%/CO2-10% (если в смеси будет пару процентов кислорода, то еще лучше), и наверное еще лучше будет смесь для нержавейки (Ar-98%/O2-2%) Вот видео человек настраивает аппарат на струйный перенос, но с проволокой 1.2 мм (толще проволока требует больше мощи, для 0.8 мм может и 200А хватит). здесь проволока 1 мм. вот еще учебное видео, человек сначала варит как положено, а потом не очень правильно и комментирует дефекты таблица с параметрами еще одна таблица Варить "углом вперед". Если получится струйный перенос, то это отличный способ варить толстый металл с хорошим проваром. Ну и скорость намного выше.
1 балл
-
Обратный валик!1 балл
-
Что там видно через Текмен такого ,что через Спидглас не видно?1 балл
-
Достал бардак в сверлах с хвостом КМ. Сделал за несколько дней полочку для этих дел. Весь ассортимент КМ1-КМ4 по ГОСТ + свободные дырки под втулки. На днях поставлю в стеллаж на рельсы и будет чудо хранилка для сверлышков. Профильная труба 80*40*4мм . Сверлим дырки. . Сввриваем всё в единое целое: . Делаем из дырок - отверстия.. Заколебался разверткой вручную крутить. . Красим толстым слоем порошка. . Модернизируем стеллаж и устанавливаем полку на место: . Заодно сделал наконец-то "Шифонер" для борштанг, скалок и прочего длинного осевого инструмента. Влезает 12 оправок ИСО50 в три ряда, надеюсь этого будет достаточно. Зато теперь душа моя спокойна и умиротворена и можно не беспокоится за то что все инструменты окривеют. Завтра еще внутри крючочки для лекальных и поверочных линеек прибью и вообще ляпота будет. Супруга моя любимая тоже внесла свою героическую лепту, покрасила всё собранное ударными темпами. .
1 балл
-
Китайцы делают упрощенные системы подачи воздуха за небольшие деньги. Сложного там нет ничего, обыкновенная полумаска 3М, с одной стороны делается еще один клапан на выдох, ко второй стороне подключается переходник с гофро трубой, которая соединена с блоком подачи. В основе блока вентилятор улитка, подключенный либо к пауэр банку, либо к сети через б/п. Воздух подается через стандартные фильтры. Для тех, кто дружит с 3д печатью, наверное сделать такое будет не сложно. В результате воздух подается из района спины, под полумаской создается избыточное давление чистого воздуха.1 балл
-
советское, буржуйское... от этого ничего не меняется, как в литье применялся AlSi, так и применяется в различных вариациях возможно 4047 больше подойдет, но это уже частности1 балл
-
Тут сложный вопрос, не разобрав по частям головку никто не может иметь уверенностьв том, что она сделана по уму, а разобрав ее ты ее убиваешь. Самый правильный путь это покупка непосредственно по месту рукава в сборе, чтоб при первых проблемах можно было его вернуть продавану, либо покупать задорого, а иной раз за очень дорого "фирму".1 балл
-
@Алексей34, тогда 17м или 271 балл
-
Вот помочь вам можно , и вы просите помощи но в тоже время дает минимум информации да че минимум практически не какой и только фото с лопнувшим швом и то часть его,,,,, и мы должны гадать и додумывать . Выложили бы побольше фото и как вставили вставку с натягом или от руки или вообще с зазором ,,,, рассказали бы как варили участками или сплошным по кругу , подогревали али нет , и наконец на корпусе коробки должон быть обозначен сплав и хорошо бы и его показать . Это вам рекомендации к действию ну и как информация пополниться ,,,,. тогды и будем думать как сварить крепко и надолго .1 балл
-
@romualdo, маловато тока и не та присадка.1 балл
-
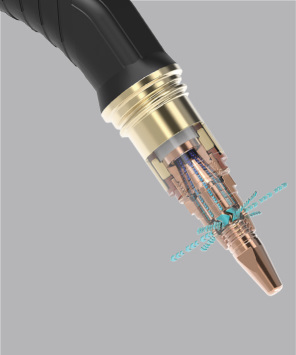
Вот еще есть какое-то новье из новья: супер-пупер горелки Arc-T вот такие у них расходники и спец-ключи для разборки: вот такие кнопочки есть вот такие циферки нарисованы: Мультики даже сделали: водяная рубашка в водяной горелке... и точно такая же, но "воздушная рубашка" в воздушной горелке. дополнительный "слой" защиты от перегрева... то ли от сопла, то ли от раскаленных завоздушенных внутренностей. продвинутая система воздушного охлаждения в длиннющей головке и цанге, ни разу не похожей на Бинзелевскую (все запатентовано уже!). газовая линза с сеточкой... как у меня в дуршлаге: До чего только прогресс дошел! Ну и вот что с ними можно или удобно делать? Например, вот такие селфи можно делать перед зеркалом: PS: это как со Speeddlas-овским оголовьем - все копировали, совешенствовали, обходили патенты, лепили кучу новых лямок, подушек и все такое... но может хорошо хоть кто-то уже начал, хоть издалека так, подходить к Бинзелевскому дизайну. ...а их MIG-горелки, так вообще взрыв мозга... весом в пару килограмм только в руке, и со слоганом: "Все ради облегчения работы!" PPS: и.. не сочтите за рекламу, если что
1 балл
-
Протезом руки, который покупается отдельно опцией за 500 баксов1 балл
-
Helvi Silvermig 499
1 балл
-
На тот случай если захочется "посолониться". ------ п.с. крючки из проволоки АМц
1 балл
-
Под наклоном вари тонкий металл, сверху вниз, при этом следи чтоб металл не забегал вперед . Так же на тонком металле делается отбортовка кромок или варят в нахлест по возможности. Вылет проволоки на тонком металле можно увеличить - будет варить мягче, но если сильно увеличить - будет нестабильно. Это, скажем так, "ручная регулировка наклона ВАХ": меньше вылет - "жестче"; больше вылет - "мягче". На тонком металле настраивать стабильный четкий "треск" - не завышать напряжение, понизить индуктивность (символ с волнами), "шелестеть" (при большем напряжении и индуктивности) надо на больших мощностях (около 200А и выше).. Тренироваться лучше на пластинах, чтоб оценивать и обратную сторону шва. Из навыков потренируй сразу ловить начальный момент проваливания сварочной ванны, чтоб вовремя остановиться - когда мощности слишком много и ванна становится сильно вытянутой уже лучше остановиться, можно продолжить прерывистым способом, а можно уменьшить мощность и подобрать более удобные настройки. Потренируй сразу способы заплавления прожегов - постепенно наращивать металл с разных сторон прожега, можно с добавкой присадочного прутка (электрод без обмазки) для поддержки ванны. Мощность зависит от "всех крутилок" Увеличение напряжение добавляет общей мощности посредством напряжения на дуге, увеличивает длину дуги ( в среднем), ширину ванны, нагрев и оплавление конца проволоки и разбрызгивание. Увеличивается выгорание кремния и марганца (который является ядом для нервной системы). Скорость подачи проволоки добавляет силу тока и объем присадки, проволока так же давит на сварочную ванну. При слишком большой подаче может начать "паять", а не варить или просто "стрелять". Низкая индуктивность позволяет проволоке быстро разогреваться, быстрее нагревать сварочную ванну и быстрее отгорать, с минимумом давления на ванну, но больше разбрызгивания, особенно на больших мощностях. Высокая индуктивность позволяет проволоке плавнее нагреваться, не так разбрызгиваться, но и глубже втыкаться в ванну. Высокую индуктивность можно комбинировать с уменьшением подачи проволоки и с ослаблением прижатия подающих роликов (чтоб слабее давило на ванну). Сила прижатия роликов должна быть такая чтоб +/- "двумя пальцами еле удержать". На тонком металле меньше прижим, на толстом - больше.1 балл
-
Это зависит от нескольких параметров: • ток детекции отрыва (если он большой, то может происходить прихватывание); • свариваемого металла (если аппарат без синергетики, то на металлах с низкой теплоемкостью, низкой теплопроводностью, а также на сплавах с высоким электрическим сопротивлением также будет наблюдаться это явление); • ну и наконец- отличия вольфрамовых электродов. Да, может быть еще вот что- при малом токе дуги такое тоже бывает, но это уже другая история.1 балл
-
на гроверсе есть изменение длины дуги на каждом параметре.пик.база.заварка кратера.так же есть баланс на каждый параметр.я благодаря им умудрился настроить аппарат так.что черень и брызги вообще пропали.интересно на крамере есть такие настройки?1 балл
-
О, видел этот выпуск)) Я в итоге взял бу баллон, просто так получилось, что новый баллон в москве это юао и тд, то есть ехать через весь город, поэтому взял бу там где собираюсь заправлять. Баллоны сомнительные, поверочной нашлепки нет, на баллоне что-то выбито но я не вчитывался... Короче сомнительная заправка, сомнительные баллоны, но близко и удобно) Сегодня пустил первые искры. Варил в синергетическом режиме проволокой 0,8 провиль 2мм. Сначала напрожигал дырок, потом начала залипать проволока, потом огромный валик, потом красивые швы которые от удара мотоком отваливаются)) непонятно что и как, никакой стабильности и никакой осознанности своих действий Но! Под конец я добился стабильного результата, с проваром с другой стороны, валиком не более 1-2мм и просто симпатично Вот фотки, одна посмеяться а другая оценить результат 40 минут обучения)) В итоговом виде 105А, две другие крутилки вроде крутил, но без понимания, собсна результат получился когда я сосредоточился на крутилке напряжения) Горелку держу очень близко, буквально впритык но так чтоб ее можно было двигать, веду зиг-загом Еще такая беда, иногда маска обратно не осветляется, я чуть уменьшил задержку и степень затемнения и это вроде прошло, но после этих манипуляций особо не варил, поэтому точно не знаю пока. С чем это может быть связано
1 балл
-
@Алексей34, В идеале - обе и агни-32 ещё. И это не шутка, я бы взял 16м и 17м, подешевле, но две. На всякой нерже и мелочевке воздушка рулит, а к алюминию без водянки лучше не подходить. Любая воздушка будет сильно греться, а пв которое пишут на них производители - желаемое за действительное.1 балл
-
Вообще то баллоны - очень прочные штуки. Думаю, что новый проверенный баллон может выдержать вполне падение на бок. Но баллоны не все новые, и поди узнай как хорошо проверенные. Так что лучше конечно падения не допускать. Вентиль на баллонах изготавливается из мягкого и пластичного сплава, чтобы по возможности выдерживать ударные деформации, и не допускать разгерметизации. Ну и "воротник" тут тоже штука не лишняя. Как нам доказали Джейми Хайнеман и Адам Сэвидж, баллон при разгерметизации приобретает реактивную тягу и способен пробить однорядную кладку из шлакоблоков! Довольно-таки небезопасно!1 балл
-
Крюки две пары сверху и снизу в стенку вкрутите|приварите и двумя цепями зафиксируйте баллон к стене1 балл
-
Антон, из тебя пора гвозди делать.Не согнёшь, да и легирован стал, хромом, никелем, молибденом.1 балл
-
@круазик,Ну как же нет?Все имеется. @Фунтик,Пока ботинки не горят- норм).1 балл
-
Рад. облучения нет, радуйся.Люди теряли голос, после стрижки облысели.(ККВО 87г)1 балл
-
"Поднятая целина".1 балл
-
... было дело приходилось работать в печи , футеровка еще светится\красная, 10 минут максимум, глаза чуть не лопаются., одежка как в зимнюю стужу -валенки,зимний подшлемник .С наруже после остановки печи по верху корпуса толстый войлок разделка трещины автогеном и сварка( все в купе еще теплей .1 балл
-
...
1 балл
-
@konstantinXX, Костя вот, еще СССРовский
1 балл
-
Сделали мы "заковыристого" не спеша ,,,, спешить не куды и он радиатор к осени нужон будет . Продолжение будет , верхний но он проще ..................................
1 балл
-
Я же металлург- машиностроитель,мне положенно быть термостойким))) С ужасом вспоминаю работу разливщиков и особенно ковшевых( футеровщиков)- вот там действительно АД...
1 балл
-
Всяческая дичь.Ненавижу заборостроительные работы варить ручником рутилом,получается какой-то ужас,видимо уже кривые руки не распрямить.Но...деньги не пахнут...
1 балл
-
Старый клиент приехал с прогоревшим глушаком после банки. Там грит, пару латок, ага. Как обычно - после работы, всё закрыто тонкостенной трубы не купить, фигня. Сам сделаю. Вальцов, как и токарника, пипец как не хватает, ну да ладно. Отрезал до живого, зачистил края. С листа 1,0 свернул/заварил трубу нужного диаметра вместо гнилья. Собрано, открашено температуркой. Выставил, обварил. Места - море, никакой проктологии. Результат устроил всех:
1 балл
-
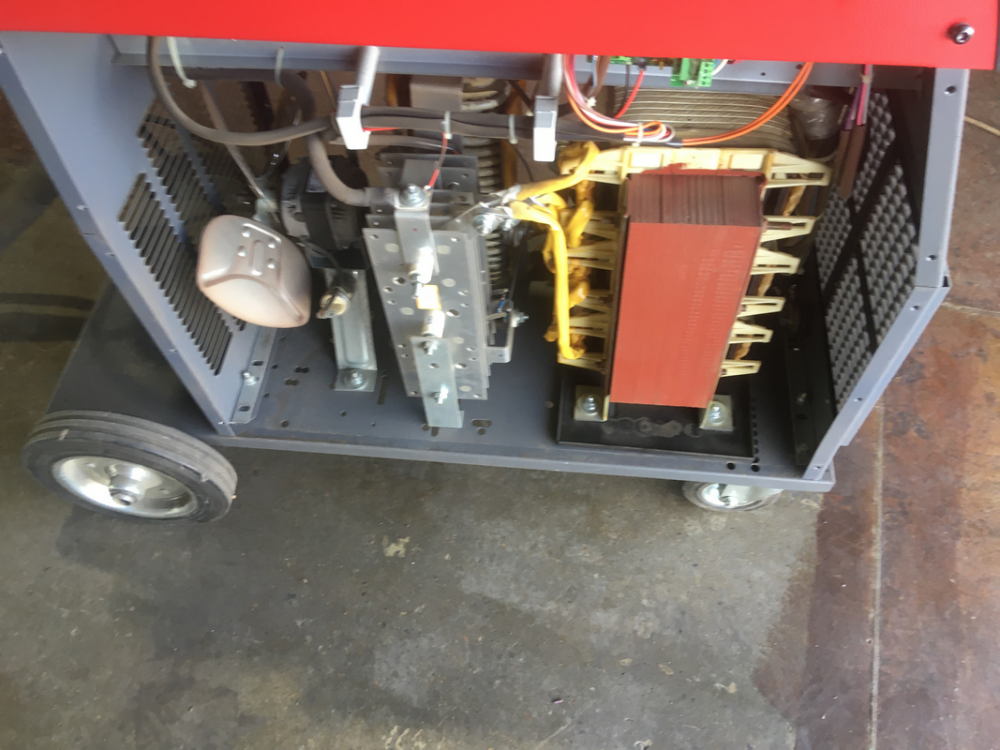
Скоро переезжаю в новый большой цех, как перееду все покажу, а пока полным ходом идет подготовка к работе на новом месте. Установили, заанкерили и сделали защитный кожух на сухой трансформатор на 600 кВА. Это для производственных линий в здание, куда я присоседился. Закончили поздно, от люминисцентных ламп такой свет получается через камеру
1 балл
-
Ну чтож, выдалась свободная минутка и обозреваю новую горелку с суперфлексом. на ощупь все изумительно=мягко и не тяжело, моя с силиконовыми шлангами тяжелее, но и длиннее на метр.Сказать честно-больше не буду никогда заниматься самодеятельностью, получается дороже.ну и фоточек для всех.
1 балл
-
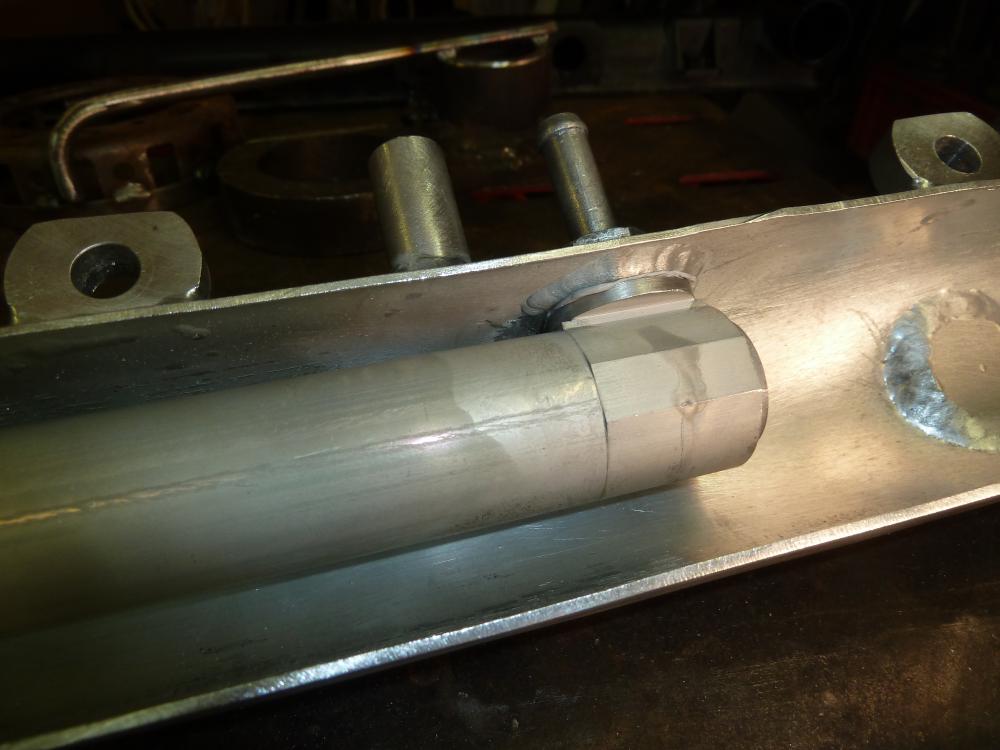
Была идея использовать это приспособление для фрезерования одного элемента пресс-формы,т.е. сначала сварка,а потом обработка "ножа",но...из-за сложности работ(углы,радиусы) затею пришлось оставить -придется все делать вручную ,но в некоторых случаях приспособление имеет право на жизнь.Копирование итальянской пресс -формы..пока черновой набросок.
1 балл











.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)