Лидеры




Популярный контент
Показан контент с высокой репутацией 01.08.2020 во всех областях
-
Подглядывать надо в сварочную ванну. Её надо видеть, за ней следить, и ею варить. Токарь работает по металлу режущей кромкой резца. Всё остальное вторично. У сварщика такой "режущей кромкой" является край сварочной ванны. Вы должны его видеть, а не вести горелку по воображаемой линии. И не тренируйтесь на плоском металле -- сделайте пропил болгаркой, пусть даже не сквозной, и заварите его. Тогда вы начнёте именно гнать ванну по этому пропилу. Теперь о настройках. Поскольку полуавтомат это стабилизатор напряжения, то если ускорять подачу проволоки, дуга будет укорачиваться, а значит её сопротивление будет падать. А если сопротивление нагрузки падает, то ток в цепи растёт (при стабилизированном напряжении). Теперь смотрите какая зависимость интересная.Скорость плавления проволоки напрямую зависит от электрической мощности которую на неё подают. Это очевидно.Мощность это ток умножить на напряжение. Втупую.То есть чем короче дуга, тем больше ток, и тем быстрее плавится проволока. И наоборот.Таким образом полуавтомат стабилизирует длину дуги. Именно дугового промежутка. Теперь как это работает на самом деле.На самом деле мы слышим характерный треск, или жужание на букву "З". Это звук замыканий проволоки в ванну.На малых токах мощности не хватает для поддержания постоянного горения дуги. И проволока таки замыкается на металл. Но поскольку напряжение не меняется, то на коротком замыкании развивается ток, способных снова зажечь дугу.Этот процесс происходит очень быстро и даёт тот самых характерный звук сварки полуавтоматом.Если это всё понятно, то перейдём к вопросу шо там делает индуктивность. Итак мы имеет процесс постоянно тухнущей и вновь воспламеняющейся дуги. Это происходит со звуковой частотой и мы это слышим -- ззззззззз...Но не видим -- глаз не различает такие быстрые изменения яркости.Это всё происходит очень быстро: замыкание -- возрастание тока которое зажигает дугу, на которой ток падает, что приводит опять к замыканию, которое приводит к возрастанию тока, и так по кругу около 1000 раз в секунду. Индуктивность не даст току резко вырасти в момент замыкания, и поэтому в таком режиме она должна быть минимальна. Иначе дуга не будет загораться ваабще. Однако если индуктивности не будет совсем, то бросок тока станет слишком резким, и мы получим излишний набрызг. Вместо дуги будет разряд, который разнесёт проволоку в пыль, а уж потом дуга, опять замыкание, снова скачок тока, брызги, дуга, замыкание и снова и снова. На больших токах дуга начинает гореть постоянно, и вот тут то нам стабилизатор напряжения портит всю малину -- в реальных условиях металл переносится в дуге не ахти как ровно и стабильно. От этого сопротивление дуги всё время пляшет, и тут нам уже не нужны резкие набросы тока -- от них только брызги образуются и более ничего полезного. Нам надо чтоб помедленнее ток на дуге изменялся, ибо его там уже навалом.И вот тут мы накручиваем индуктивность -- она сглаживает резкие скачки тока, и резкие провалы. Рекомендуется к чтению книжка: http://websvarka.ru/talk/files/file/870-svarka-stalej-v-zaschitnykh-gazakh-plaviaschimsia-elek/11 баллов
-
На тот случай если захочется "посолониться". ------ п.с. крючки из проволоки АМц
 5 баллов
5 баллов -
Под наклоном вари тонкий металл, сверху вниз, при этом следи чтоб металл не забегал вперед . Так же на тонком металле делается отбортовка кромок или варят в нахлест по возможности. Вылет проволоки на тонком металле можно увеличить - будет варить мягче, но если сильно увеличить - будет нестабильно. Это, скажем так, "ручная регулировка наклона ВАХ": меньше вылет - "жестче"; больше вылет - "мягче". На тонком металле настраивать стабильный четкий "треск" - не завышать напряжение, понизить индуктивность (символ с волнами), "шелестеть" (при большем напряжении и индуктивности) надо на больших мощностях (около 200А и выше).. Тренироваться лучше на пластинах, чтоб оценивать и обратную сторону шва. Из навыков потренируй сразу ловить начальный момент проваливания сварочной ванны, чтоб вовремя остановиться - когда мощности слишком много и ванна становится сильно вытянутой уже лучше остановиться, можно продолжить прерывистым способом, а можно уменьшить мощность и подобрать более удобные настройки. Потренируй сразу способы заплавления прожегов - постепенно наращивать металл с разных сторон прожега, можно с добавкой присадочного прутка (электрод без обмазки) для поддержки ванны. Мощность зависит от "всех крутилок" Увеличение напряжение добавляет общей мощности посредством напряжения на дуге, увеличивает длину дуги ( в среднем), ширину ванны, нагрев и оплавление конца проволоки и разбрызгивание. Увеличивается выгорание кремния и марганца (который является ядом для нервной системы). Скорость подачи проволоки добавляет силу тока и объем присадки, проволока так же давит на сварочную ванну. При слишком большой подаче может начать "паять", а не варить или просто "стрелять". Низкая индуктивность позволяет проволоке быстро разогреваться, быстрее нагревать сварочную ванну и быстрее отгорать, с минимумом давления на ванну, но больше разбрызгивания, особенно на больших мощностях. Высокая индуктивность позволяет проволоке плавнее нагреваться, не так разбрызгиваться, но и глубже втыкаться в ванну. Высокую индуктивность можно комбинировать с уменьшением подачи проволоки и с ослаблением прижатия подающих роликов (чтоб слабее давило на ванну). Сила прижатия роликов должна быть такая чтоб +/- "двумя пальцами еле удержать". На тонком металле меньше прижим, на толстом - больше.5 баллов
-
@romualdo, маловато тока и не та присадка.4 балла
-
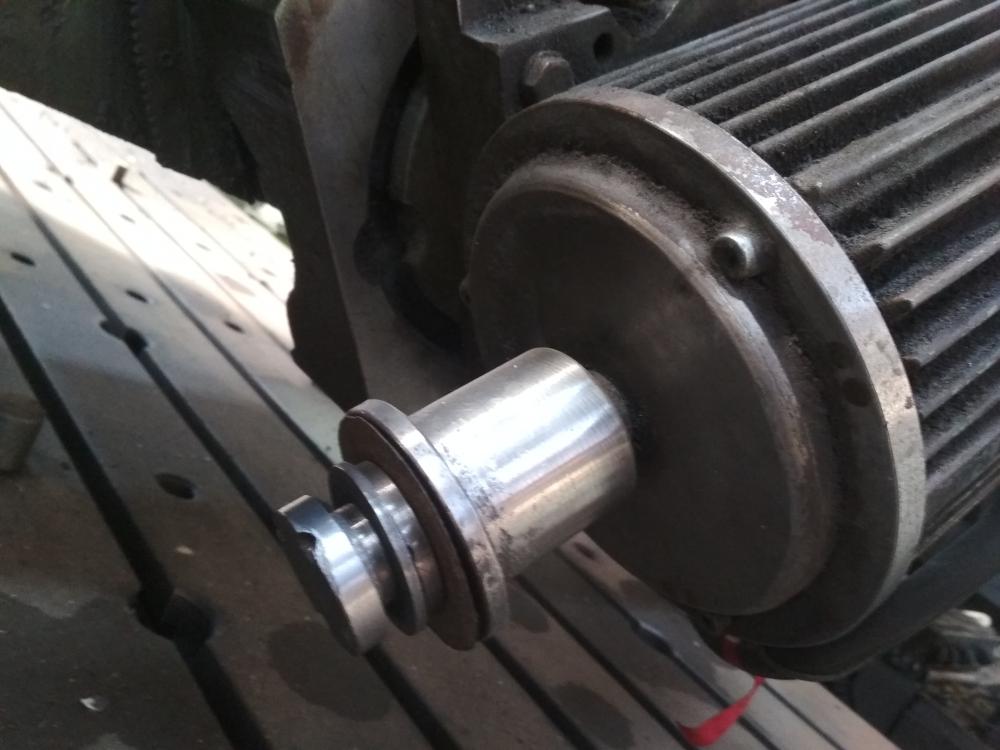
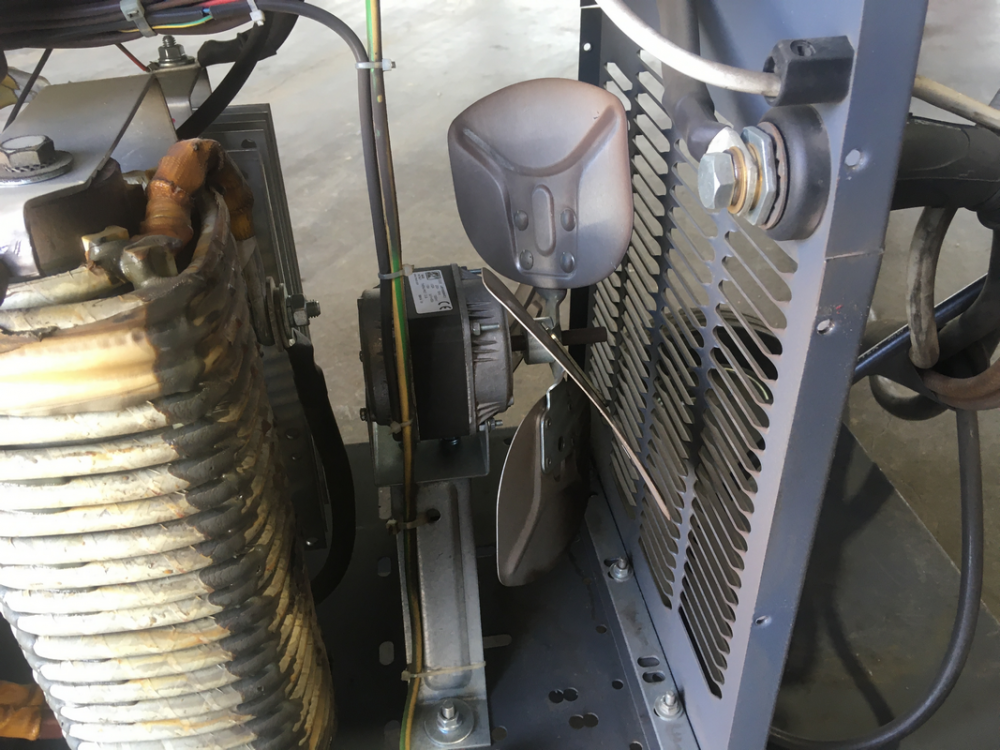
Я не думал,что возникнут вопросы по двигателю шлифовальной головки.На снимках видно,что крышки заменены на стальные,следовательно,заменены подшипники на радиально-упорные высокого класса точности. Читаешь комментарии со ссылкой на дядек Максимов и думаешь -людей,которые установили такой двигатель, за идиотов держат?..которые взяли обыкновенный асинхроник общепромышленного назначения,прикрепили его на строгальный станок и пытаются шлифовать направляющие ...однако. Этот двухстоечный продольно -строгальный станок предназначен для строгания и сухого шлифования крупногабаритных деталей(стол 1800/6000мм),а шлифование направляющих станин для него побочное "занятие",по мере необходимости.
3 балла
-
Аааа.. у нас сегодня на ужин рулет , кабачок, картошка , помидоры , лук, чеснок , усе свое ,,,, покупное сыр , немного масла + лаваш ну и пожалуй усе .
3 балла
-
О, видел этот выпуск)) Я в итоге взял бу баллон, просто так получилось, что новый баллон в москве это юао и тд, то есть ехать через весь город, поэтому взял бу там где собираюсь заправлять. Баллоны сомнительные, поверочной нашлепки нет, на баллоне что-то выбито но я не вчитывался... Короче сомнительная заправка, сомнительные баллоны, но близко и удобно) Сегодня пустил первые искры. Варил в синергетическом режиме проволокой 0,8 провиль 2мм. Сначала напрожигал дырок, потом начала залипать проволока, потом огромный валик, потом красивые швы которые от удара мотоком отваливаются)) непонятно что и как, никакой стабильности и никакой осознанности своих действий Но! Под конец я добился стабильного результата, с проваром с другой стороны, валиком не более 1-2мм и просто симпатично Вот фотки, одна посмеяться а другая оценить результат 40 минут обучения)) В итоговом виде 105А, две другие крутилки вроде крутил, но без понимания, собсна результат получился когда я сосредоточился на крутилке напряжения) Горелку держу очень близко, буквально впритык но так чтоб ее можно было двигать, веду зиг-загом Еще такая беда, иногда маска обратно не осветляется, я чуть уменьшил задержку и степень затемнения и это вроде прошло, но после этих манипуляций особо не варил, поэтому точно не знаю пока. С чем это может быть связано
3 балла
-
Ну вот, драники из новой картошки. Рыбка и мяско
3 балла
-
2 балла
-
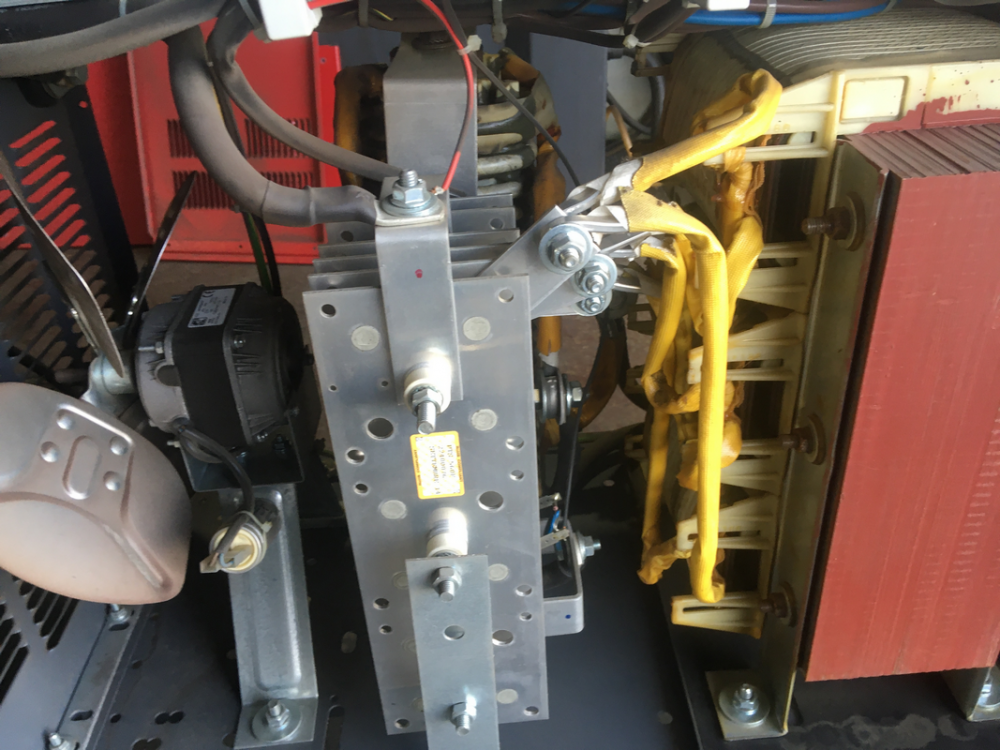
Сделали мы "заковыристого" не спеша ,,,, спешить не куды и он радиатор к осени нужон будет . Продолжение будет , верхний но он проще ..................................
2 балла
-
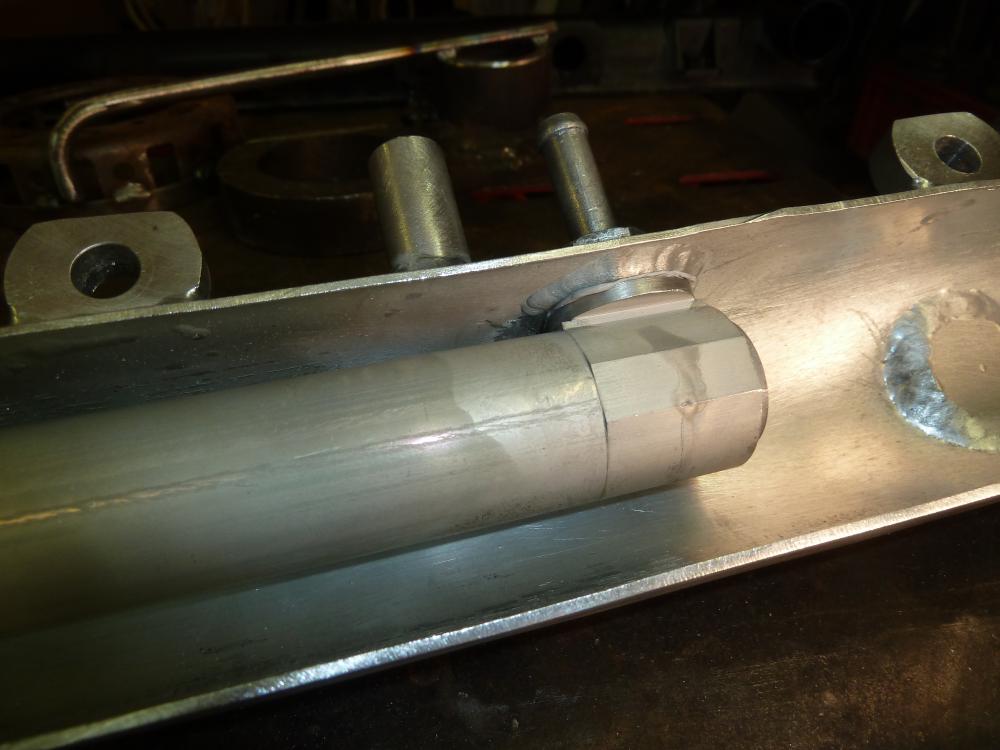
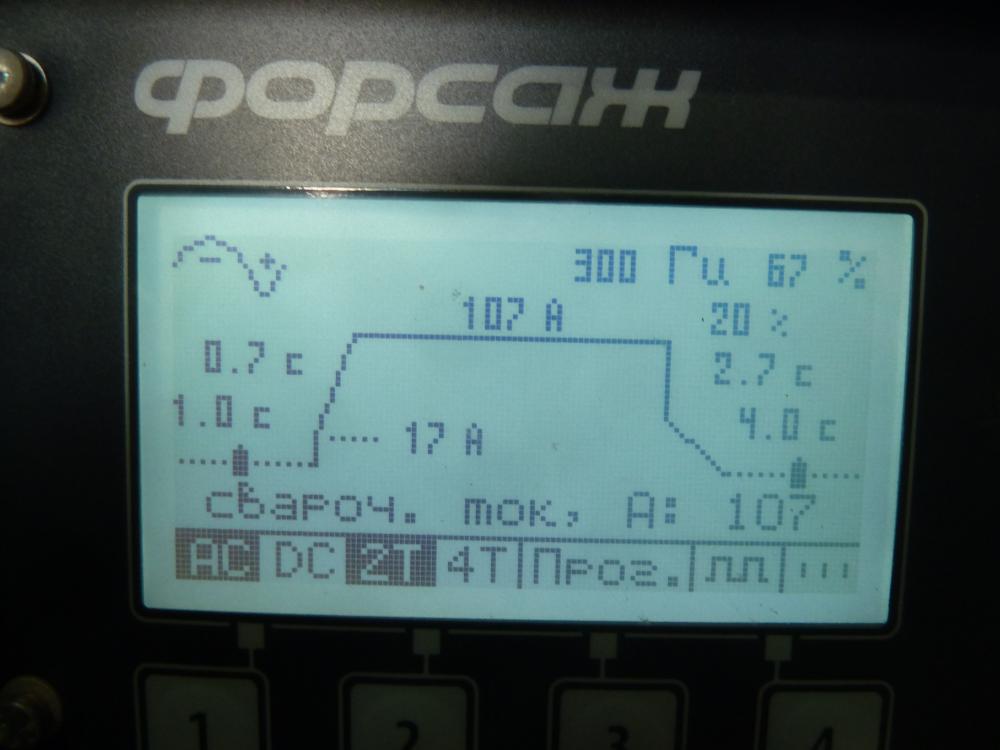
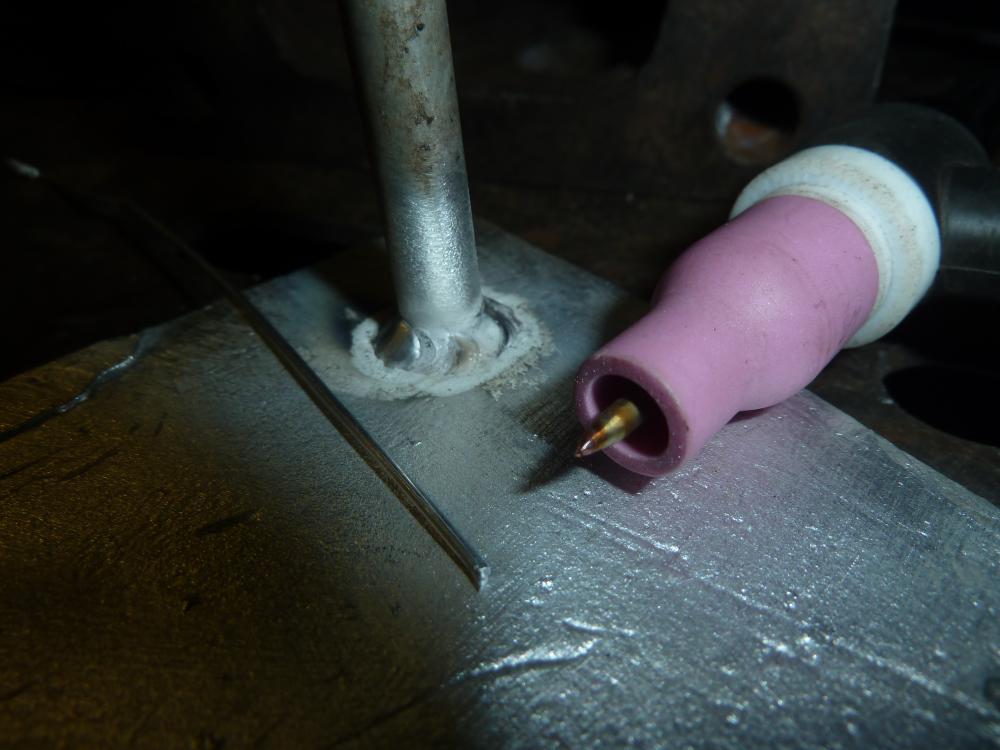
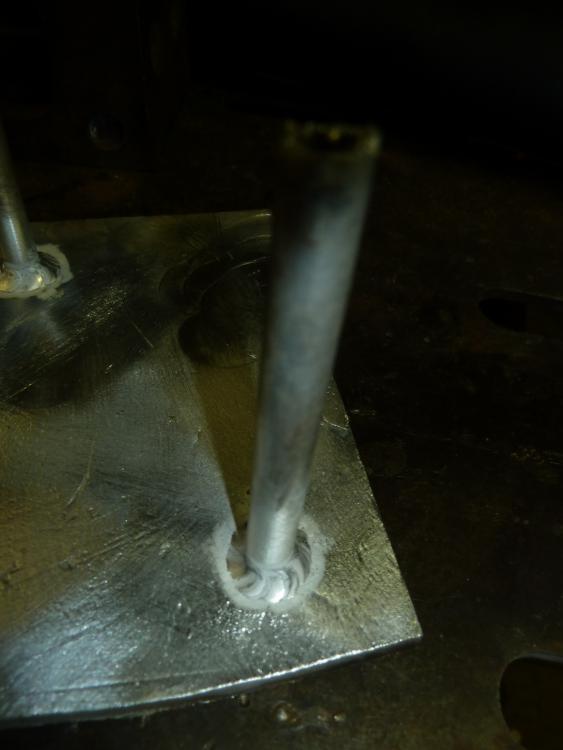
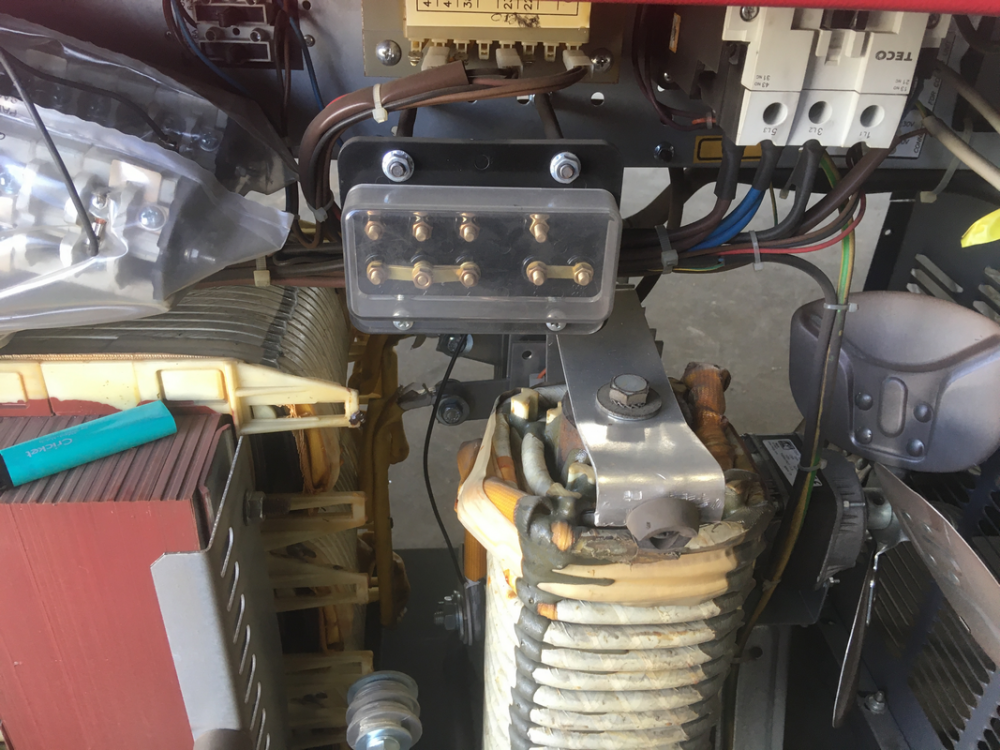
Точмаш меня сподвиг на трубочки , но я сам сего хотел а то много разглагольствую а не показываю . не каких "точек" и начинаем прямо с трубочкой, но это не значит что выше данные советы не рабочие , рабочие и облегчают жизнь. И так трубочка диаметр 8мм толщина стенки 1мм от антенны мягкие и скорее почти чистый АЛ Основание кусок Д16 7мм от циркулярки самопальной еще из СССР , почему Д16 да усе просто на улице валялась не один год и с торцов пошла расслаиваться как вафля и это говорит что дюраль , да в принципе нам это не столь важно. И так первый вариант , линза , сопло №4 , ток и балансы-шмансы на фото, присадок 1.2мм 5356 Неплохо , но такая гадость эти китай линзы расход газа пришлось добавить до 15 литров,, и по сему..................... Второй вариант Меняем нахрен эту линзу на обычное и привычное сопло и расход газа ставим 5 литров, корректируем чуток ток в минус, ну и погнали "наши городских" Ну и посмотрим что же внутри и не усекли ли мы проходное сечение . Немножко есть такое но в пределах допустимого ЗЫ,,,, вывод , стареем , глазе не черту, руки трясуться , не хватает моего замечательного аппаратика Selco, я бы на нем накрутил токовый баланс и точно в цель дугой как томогавком , Форсаж так не умеет но не плохо не плохо отработал дуга ровная не гуляющая но до Selco он не дотягивает концентрацией дуги . Вот как то так , суббота делать было не чего.......
2 балла
-
Я конечно не совсем уверен, но материал на AlSi непохож. Про советское литьё, да там кремний. Достоверной информации о материале корпуса коробок zf найти не получилось. В теории на корпусе должно быть клеймо с материалом, но на практике это не всегда так. Вставку делал с лёгким натягом, чтобы легче было выставить размерность. Варил без подогрева, небольшие прихватки 6шт и потом участками противоположно друг другу. Я в этом деле новичёк, пробовал варить тестовые обломки от этого изделия и 4043 и 5156, потом ломал, смотрел как ведёт себя шов на разрыв, пористость, цвет скола. По всем параметрам выйграл AlMg. Исходя из этого принял решение использовать 5156, но видимо ошибся. Завтра попробую поработать с 4043. Спасибо за поддержку!!!1 балл
-
, тоже кстати посещала такая мысль1 балл
-
Не нужен 7500-й, не учите людей "плохому". 6500QL - отличный вариант, и компактнее, и удобнее и приятнее, и скинуть можно не снимая сварочной маски, и даже "покурить, чай попить" если вдруг срочно захотелось. А в коллективе - и поболтать можно не раздеваясь.1 балл
-
Да усе верно , но сейчас ток при замыкании поднимается не " без думно как раньше " и им управляют , конечно не все аппараты сие имеют но уже многие с таким алгоритмом работают . https://www.youtube.com/watch?v=5PhfBQwLHjc1 балл
-
не понимаю зачем вам "бысросъём на подбородок"? там с очками не очень, по сравнению с просто 6500... наверно, я не мерил.У меня 7500 с фильтрами "блинчиками" Р3, нормально под многие сварочные маски. Хотя одна маска, уменьшенного габарита, не до конца закрывается, потому под неё одеваю респиратор Р2 или когда борода или не брит. В вашем случае можно попробовать купить, если будет не удобно, то пойдёт на эпоксидку, там фильтры другие, так что всё равно будет нужна ещё одна полумаска. у маляров бывает отвод сжатого воздуха на фильтр, редуктор и к полумаске. Т.е. дышат от компрессора, а не через респиратор с тонкой прослойкой угля, который перестаёт поглощать отраву через час.1 балл
-
http://websvarka.ru/talk/topic/11442-porzhat-5/page-96?do=findComment&comment=4303011 балл
-
Протезом руки, который покупается отдельно опцией за 500 баксов1 балл
-
Helvi Silvermig 499
1 балл
-
Не спорте Мужики и в каждом предприятии думаю свои "методЫ" восстановления станин и прочего. Вот я как то возил тогда еще Ленинград направляющие от обрабатывающего центра , коей был скопирован с немецкого Диаг , но скопирован не без думно а с умом и наш имел выше точность чем немец . У немца направляющие длиной 6000мм были чугунки целиковые и даже от температуры окружающего воздуха изменялась точность центра, наши пошли другим путем и направляющие были стальные по 1000мм и крепились на спец компаунд и болты и тем самым температурные перепады компенсировались . В общем были все пронумерованы и шлифовались на спец станке и таких было несколько в СССР и ближний к нам в Ленинграде . Ждал двое суток , прошлифовали загрузили на специальные поддоны усе промасленной бумагой переложили ну и ночь гнал , утром в цех и нашли черные "звездочки" от влаги на направляющих , собрался консилиум весь день машина в цеху , решение на перешлифовку и снова в Питер , выдали брезент обрезиненный и технолога в кабину ко мне и в путь . Ну и вторая попытка удачна , все собрали и испытания НЕМЕЦ и НАШ делают одну и туже деталь , наш точнее . https://yandex.ru/video/preview?wiz_type=vital&filmId=1949130475766236448&text=точный%20ремонт%20станины%20станка&path=wizard&parent-reqid=1596221742017915-802150297846757952900239-production-app-host-vla-web-yp-281&redircnt=1596221888.11 балл
-
дороговизна - понятие относительное, особенно, если очень хочется :-) с этими околовирусными проблемами и поехать посмотреть-пощупать не особо тянет, а в сети только реклама.1 балл
-
Удивить нас? Вы себя так величаете? ... вы своим всепроникающим взглядом сразу определили характеристики установленного двигателя?1 балл
-
@Алексей34, В идеале - обе и агни-32 ещё. И это не шутка, я бы взял 16м и 17м, подешевле, но две. На всякой нерже и мелочевке воздушка рулит, а к алюминию без водянки лучше не подходить. Любая воздушка будет сильно греться, а пв которое пишут на них производители - желаемое за действительное.1 балл
-
вот я так заказчику и сказал, ищите полуавтомат трехфазник, а я за такое больше не возьмусь да и места там мало совсем, так вроде приметился, пристроился, маску на голову надеваешь и пипец, голова не пролазит и не видно ничего1 балл
-
@Алексей34,водянку однозначно надо.1 балл
-
1 балл
-
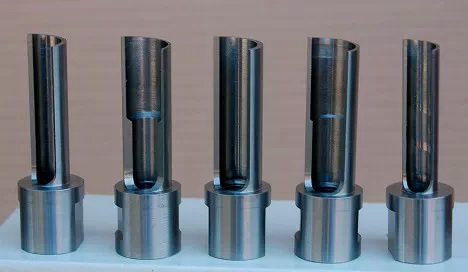
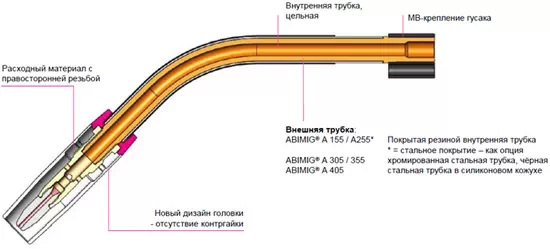
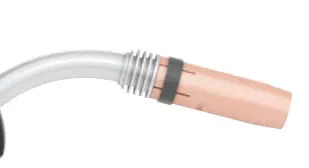
Длина сопла влияет на длину вылета проволоки (из наконечника). На углекислоте это важно, писал выше. Масса наконечника влияет на скорость теплоотвода - мощнее токи, мощнее наконечники (при перегреве наконечники начинают быстро изнашиваться). Сплав наконечника влияет на его твердость и термостойкость. CuCrZr (хром-циркониевые) не так боятся перегрева, меньше изнашиваются, идут с канавкой у основания (Бинзелевские) Наконечники подбирают по ∅ проволоки, ∅ резьбы на держателе, и т.д. Тип сопла - один из отличительных признаков горелки. Есть на резьбе - горелка получается легче, компактнее (+/-), не так перегревается (больше ампер выдерживает), сопло не шатается, сопла есть разной длины. Но они сложнее в очистке от брызг, желательно купить/сделать приспособу для очистки сопла: но может проще будет сделать ручной вариант таких фрез, из тонкостенной трубки: и на всякий случай сделать еще приспособу для аварийного снятия сопла с держателя наконечника ("свечи") - к небольшому болту с резьбой как у наконечника приварить вороток, чтоб если сопло и "свеча" сильно схватятся брызгами, то можно было б их снять и раскрутить. Как бы профессиональный тип. Есть сопла быстросъемные: они часто более громоздкие, руки "жарят" сильнее (от сопла, через оболочку гусака), но быстросъемные, быстроочищаемые, неубиваемые. Также позволяют вручную сместитьь/отцентрировать наконечник грубой физической силой . Очень аккуратно надо обращаться с "распылителем" - насадкой на держатель наконечника, они бывают пластиковые, а бывают керамические... горелку лучше не ронять в таком случае, и держать распылитель про запас. Сопла все одной длины - меняется длина держателя наконечника (фиг найдешь в продаже, дешевле купить еще одно сопло и укоротить его). Диаметр сопла это размер защищенной сварочной ванны. Если ванна = пол-диаметра сопла, это почти 100% защита во всех направлениях/положениях. Если длина ванны заметно больше растягивается, то надо варить "углом назад", т.е. направлять газ в заднюю часть ванны. Во внутренних уже углах не важно, но во внешних обязательно. И при сварке внешних углов обязательно держать горелку перпендикулярно той плоскости с которой находится шов (плюс еще "угол назад"). Если просто направить горелку по центру угла, то газовой защиты почти не будет и швы будут "кипеть" Так правильно: так не правильно:
1 балл
-
Вообще Д16 не когда не давала блеска после резца и матовая обычно , вот В95 та блеск дает отличный после резца , но может сейчас все изменилось и Д16 стала другой от СССРовской . Не долго ждали и привез крышечку ,,,, примерили как родная да и функции свои выполняет "запирает-пропускает " то есть все как положено по заводу,,,,, ну и теперь можно бачок пластмассовый снимать и примерять Ал . . Кстати моя горловина сборная солянка В95 есть , АМГ5 и усе сварено работать будет куды она денется . Вот блеска нет и усе просто , хватаешь горячую ХБ перчатками кои имеют пластмассовые шипы и все сразу отпечатывается на детальке и приходится шурупиком щеткой-корчеткой ну и ясно хрень после нее усе матовое .
1 балл
-
А мы носики делаем на резьбовую посадку Токарь умудряется на токарном делать саму горловину. 1к62 Да и варить удобней,особенно когда просят сделать как можно короче, а то упирается в капот при закрытии.
1 балл
-
А не надо извиняться и ваша правда и глаз "алмаЗ" , да и в выводе выше писал "глаза не черту" стали . Вот на третьим фото видно и как 4 ка вот я ее и принял за маркировку через маску , но на самом деле это какая то чернота или краска от маркировки попала и ну не как не 4 ка , вот сфоткал и да 8ка . Но китай линзы у меня все равно восторга не вызывают . Ну и доделал сегодня "горлышко" под радиатор , крышку дружок так и не привез и на тел не отвечает и наверное Абхазия его поглотила с головой , бум ждать . Жарко сегодня было и все на речке москвичи .
1 балл
-
@chdv1971, В госпитале была священная фраза: "Дайте добавки" и тётя повар, накидывала тебе ишо тарелочку. А после отбоя, 3литровая банка чая с булочками и прочим тем, что любят солдатики. "Ешьте кашу Геркулес -морда будет обалдеть"1 балл
-
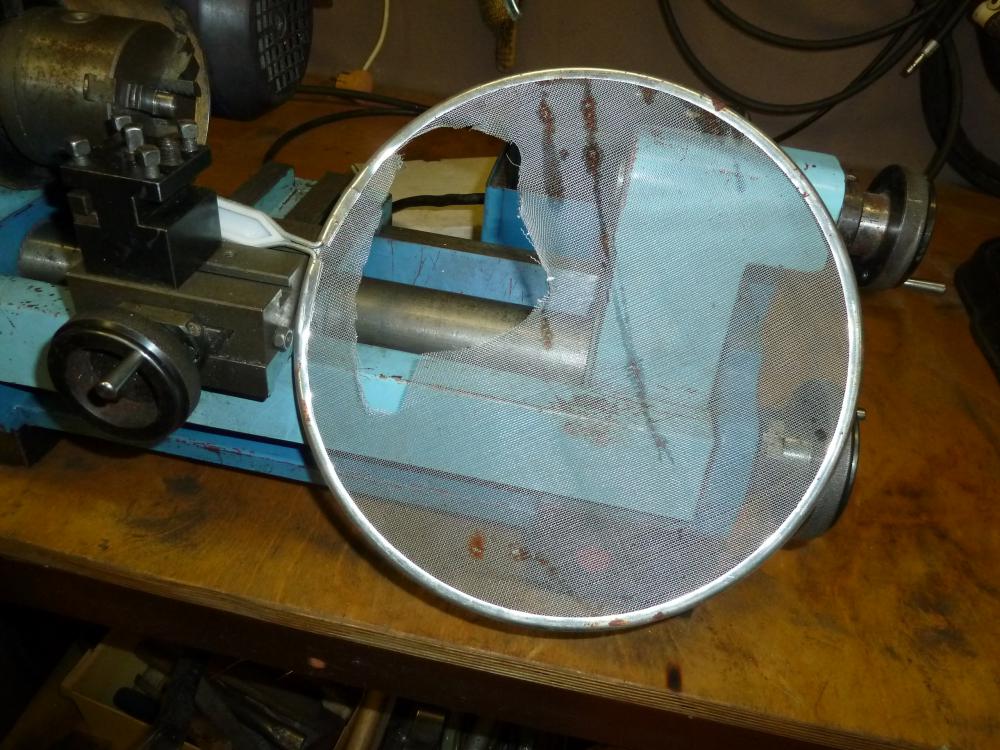
Александр да я не гоню. Вот они переборщили однозначно , достаточно всего лишь одной сеточки для ламинарного исхода газа и Золотую рыбку АПЛ и многое другое в СССР варили просто вырезав сеточку или если на производстве на штампе вырубали и вставляли в сопло одну сеточку, работает раз в десять эффективнйе китайского бутерброда .
1 балл
-
@Точмаш 23, Недавно приезжал один клиент с вопросом заварю ли я радиатор кондиционера на легковую машину (кажись какой-то кореец) Спрашиваю а где пускает. Он говорит, что где-то на сотах. Глянул на него, а он довольно таки легкий. Отказался (было много другой работы). Он говорит, что и не надеялся, сам говорит понимаю... Хотел поменять на новый, а тут вирус, границы закрыты... Кум торгует запчастями, то нашел лишь китайца. Взвесили, радиатор клиента весит 2,5 кг, а китаец....лишь 1,5..... Вот и вопрос из чего он сделан?... Не надо на китайцев гнать. Они хоть что-то делают. У меня на всех горелках линзы. Иногда попадает чуток цинка или еще чего, и хлопья оседают на внешней сетке линзы. Так я аккуратно иголкой сковырну и оторву один слой и работаю дальше. благо на слоя сетки китайцы не очень поскупились.1 балл
-
@Глобул, хорошая подготовка воздуха залог долгой жизни расходки. Еще есть какой-то фирменный осушитель, но он дорогой и в нашей реалии не интересен. Но видел у людей осушители на фреоне стоят. Интересная вещь. сильно сказано Кстати по этим источникам, как оказалось... После трех-пяти лет эксплуатации начинаются проблемы. Но это связано с тем, что люди на максималке ими режут сутками. Т.е. ПВ для них не существует. И для источника и для плазматрона - максимум ставят и 20мм на ЧПУ станках с пробоями отверстий. У кого ручной рез, понятное дело проще трудягам.1 балл
-
Ошибаетесь. Если будете использовать одну фазу, то на нее будет больше нагрузки. Плюс, я не знаю источников, которые смогут на одной фазе порезать 30мм. Источник в вашем случае должен быть не меньше 70А и честные 70, а не китайские. Но я бы советовал минимум 100А. А это в свою очередь будет так же 3-и фазы. Если резать и с запасом, то надо смотреть на источник порядка 150А. Только учтите, что жрать вся эта приблуда будет ооооочень много. Т.е. по сути для 100А источника и нужен 25А автомат компрессору тут не будет места. Компрессор нужен с расходом не менее 350л\мин и ресивер более 100л. И то это для разовых работ не на постоянку, т.к. компрессор будет часто делать вкл\выкл, что не хорошо для компрессора. Так же надо будет использовать масло\влаго удалитель. Расходку чтобы не жечь, воздух нужен подготовленный. Поэтому, либо сеть нужна другая либо ограничивать себя в хотелках.1 балл
-
Я именно это и имел ввиду, это бросается в глаза, это ни в коем случае не камень в огород ваших навыков и умений.Сколько стоит такая печка? Это имеет сысл делать, если ваша конструкция имеет преимущества по отношению к серийным моделям. Ну и считайте, что розница накручивает минимум 30% на заводскую стоимость. Если вы берете лист алюминия 1200 на 3000 и кроите его без отходов на печурки и собираете мелкую серию, то может быть цена будет уже конкурентной и интересной. В этом весь смысл серийного производства, чем больше серия - тем больше доход с одного изделия. Я таких вещей не делал, рынок не изучал, просто хочу показать - в каком ключе надо думать над каждым заказом. Да кому это надо, дорого и т.п. - это оправдание своего бездействия, а не конструктивный подход. Еще раз, сделать чертежи и скинуть лазерщикам раскрой на лист, чтобы посчитали - ни чего не стоит кроме времени, но это уже будет реальная цифра, по которой можно посчитать маржу.1 балл
-
@Zwangsschweiser, в мае будет 2 года, как пытаюсь уйти от мелочевки к производству. При том мелочь не брал в работу вообще. Вот только месяц назад прижало с деньгами, пришлось дать объявление - сварка в аргоне. Наработок - очень много уже, но пока они денег не приносят. Если есть наработанная база клиентов и прикормленное место, то смысла сворачиваться нет, это хоть какой-то постоянный стабильный доход. Мне видится следующий путь развития такой мастерской и в его правильности я уверен. Нужно анализировать абсолютно все входящие заказы, которые идут в изготовление и тиражировать все что можно. Т.е. кто-то заказал емкость, узнал - для чего она, какие есть альтернативы и по какой цене. Суть этого всего - если кому-то что-то потребовалось изготовить, то значит есть люди, которым тоже это надо. Обязательно все документировать, фото, видео, соцсети. Когда человек видит фотографию готового изделия и цену - это совсем другое, чем платить за изготовление какого-то абстрактного хоть и нужного изделия. В общем, путь не для всех, но все реально.1 балл
-
Нет, не пробивает. За лет 8, что пользуюсь водяными Агнюхами с простым шлейфом-прецедентов не было.1 балл
-
@Werg, самый крутой стол, за вменяемые деньги1 балл
-
@CHapai,работая ,в свое время ,на химзаводе тоже встал этот вопрос.Суть была в том,что мы были рембригадой и выезжая куда то я (сварщик) грузился как камаз,т.е.всю газовую аппратуру,трансформатор и т.д и т.п.,а слесаря только с гаечными ключами налегке.В общем кончилось все тем,что их отправили на курсы газорезчиков,выдали корочки,но все равно засранцы не резали,но хоть баллоны сами стали таскать.Когда шла плановая замена труб различного диаметра,то обычно бригадиры были резчиками и подгоняли стыки,т.е.сварщики к резаку не притрагивались.А вообще то это отдельная специальность и должны доплачивать 30% от оклада,это называется совмещение профессий.1 балл
-
@psi, осушитель влаги и масла не критично наличие, но на службу расходки влияет + масло спекается в самом плазмотроне и который через некоторое время накрывается. От поршневого компрессора не только вода идет но и масло плюется в огромных количествах.1 балл
-
@Миротворец, именно. Ведь не важно какой шильдик. Важно как работает и в частности результат, где стоимость результата не самый последний момент. И очень правильно подходить в комплексе к решению задачи. Сколько стоимость реза (аппарат + расходка + компрессор) + еще важно считать стоимость дальнейшей обработки. А то разделить или откусить можно, а потом напильником (УШМ) или еще чем приходится драть до нужного размера или качества. ИИИИ опять тут стоимость резцов и т.п. Чем больше гадости после реза тем больше износ резца... И .т. д. И не важно кто это делает таджик или китаец или дядя мюллер. Важно, что это время затраченное и расход инструмента.1 балл
-
Самопал в смысле ни с кого не скопировано. Идти от жызни и жизнью проверять, внимательно смотреть, что нужно, чего не нужно, что удобно и держит реальную эксплуатацию "на убой", а что нет, удобно это в уходе и ремонте или нет и т.д. А так это может делаться любыми сериями. Корпус штампуется и гнется на ЧПУ-линии. Узлы и установочные для обеспечения 100% -й ремонтопригодности стандартные. Электроники никакой - все убрано в источник. Электроника в источнике цифровая самонастраивающаяся, поэтому мотор, ролики, ручки ,кнопки, клапаны могут быть практически любого типа на разные вольты и мощности (удобно для замены и модернизации). Все эти погремушки - разработка и производство малоизвестной и маленькой фирмочки ООО "Росвелд" (до 2011 ОАО "ЛЭТ")1 балл
-
Тысяча извинений, aото "синяков" :
1 балл












































































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)