Лидеры




Популярный контент
Показан контент с высокой репутацией 14.07.2020 во всех областях
-
Вчерашний будень . И так с утра притащил "свояк" (двоюродный брат моей жены ) компрессор то есть часть его , стояла голова у негго от ГАЗ66 и помер от времени . Надо сколхозить Зил130 ,,,,, сколхозим . В общем отрезали все старые железяки ржавые , ну и при колхозили , прихватки ТИГ делал и не охото было ПА перезаряжать , ну и пришлось бы перезарядить и обварка им , но тут звонят с Грузового и говорят помоги пареньку из Татарстана , потекла у него рампа . В общем поехал в Грузовой а время уже 20.00 , приехал паренек маленький - худенький и молоденький , в общем сняли рампу и он говорит ее уже варили и на 5000км хватило и опять лопнула и вообще это болезнь Газонов-N (во название придумали черти чо , вот раньше усе просто и легенды времени ГАЗ51 , ГАЗ66, ЗИЛ130 , и похоже ГАЗ N легендой не будет ) и все мучаются . Взял рампу ну по весу увесистая и толстостенная и давлением рвет - странно усе это . Сварил и опять в Грузовой , в 23.00 завели усе путем , и вОДИТЕЛЬ- мальчишка говорит останусь ночевать и в душ схожу отмоюсь ну и в свой "скворечник " чо на крыше кабины .
 9 баллов
9 баллов -
5 баллов
-
Порошковая покраска дисков ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
5 баллов
-
фото швов по алюминию.проволока 4043. 0.8. дабл пульс. материал ад31. там где приварен лист.дрогнула рука .но и я не робот. лист кстати ВД.вторичка.условно вариться. для моих потребностей за глаза.тигом раньше конструкцию варил 5 часов.этой машиной 2 часа. пропью.!!!!! :crazy:
4 балла
-
Драсьте.Кто сказал,что у нас станкостроение умерло?В целом уже ездит и режет,но нужно окультурить все,доделать стол,вытяжку и т.д и т.п.Запилили две съемных головы- плазменную и фрезерную по дереву.Фото в разнобой и на разных этапах постройки .Источник- Эдон кат100, в кадр не попал. @ВлаДон,Контроллер высоты плазмы https://www.ebay.com/itm/HP105-Height-Torch-Controller-THC-For-CNC-Plasma-Arc-Voltage-Cutting-Machine/383617390428?epid=1183939399&hash=item595160d75c:g:rKUAAOSwx0hdAiDE. Набор шаговиков,драйверов,контроллера,БП. https://www.ebay.com/itm/Wantai-EU-Ship-4Axis-Nema23-Wantai-stepper-motor-270oz-3A-4Leads-CNC-kit/140906382563?hash=item20ceacc4e3:g:0ngAAMXQ3kRQ9PI6. Конечники https://www.ebay.com/itm/5mm-Inductive-Proximity-Sensor-Switch-Detector-PNP-NO-DC-6-36V-3-Wire-PR18-5DP/264416870922?hash=item3d9079420a:g:VjsAAOSweTRdQyvg Шо узнал,то и скидываю,как обещал. Рельсы можно разные использовать. Подарил ещё хороший человек такой трупик,если кому интересно буду освещать процесс переборки,т.к это дело не по специфике форума.Катастрофически не хватает времени ...
4 балла
-
Пока не получается, встало на ручник (временно отвлекли). Но могу описать процесс. Наш "театр" начинается с вешалки, на которую повесили автогазовай выключатель нагрузки и предохранители (общие). Получилась входная группа: Ну это конечно не считая "скворечника" (вводного узла с проходными изоляторами и защитными разрядниками). Со входной группы поворачиваем на группу высоковольтного учета: Трансформаторы напряжения, тока, и их низковольтные провода. Ну и вся группа целиком, с пары ракурсов: Горизонт завален (к счастью это только на фотографиях). Так же я пролоббировал вынос шинопровода в трансформаторную камеру, это многократно упростило мне расшивку: Его сверху видно. Главная проблема была в том, чтобы уйти с учета на размыкатели трансформаторов, а те стоят по бокам подстанции... Ну это мелочи, удалось выпутаться по простому. К опорам шинопровода, честно говоря, был применен перк "кривые руки" второго уровня, это вызвало наложение геометрии Лобачевского на нашу реальность. Выправлять не стал, даже и не спрашивайте почему. На функционал не повлияло, а перед собой мне стыдно не бывает, тут уж извините. Пара общих видов: Здесь видны коммутационные группы трансформаторов, и проходные изоляторы в трансформаторную камеру. Левая группа в процессе сборки. Подвод к трансформатору, проводом, но с зазорами превышающими требования к шинам, по этому можно. Да и ток маленький, всего сорок ампер. Решетки отгораживающей подводящую шину пока нет. Немного "цветовой дифференциации штанов": И это куда как не конец, это только середина. Еще нужно доделать холодную сторону, группу коммутации резерва (генератор), и компенсацию реактивной мощности. Да кто же мне по серьезному разрешит? Там в пределах километра идут две линии, на 35 и 110 кВ, но нам это не доступно, у нас только "шестерка" под боком... P.S. Блин, на перегоки пишем? P.P.S. Еще одну забыл: На ней уже и скотч снят, и начали стойки шкафов появляться.
4 балла
-
Достался сегодня вот такой аппарат. Буду описывать опыт работы с ним. Если есть какие дополнительные вопросы, которые нужно осветить, задавайте. Пока сегодня отбил его от сварщегов, пока не сломали. Покрутил немного.3 балла
-
У меня тот рессивер на котором установлен сам компрессор(рессивер от камаза)- чисто в качестве влагомаслоотделителя.Основной рессивер вот.От него уже запитана вся пневмосистема мастерской.Он около 300 л.От Белаза опять же))) Кстати, по Нексту: если давление в рейле превысит норму 50 раз-блок управления уйдет в каматоз и вывести его оттуда можно только перепрограммированием.А это стоит нехилых денег. У нас на предприятии много машин с системой СR, я по совместительству моторист-диагност. Да и сам по служебным делам ездию на летучке с подобной системой.Так что с комон-рейлом шутить не стоит! Вот моя ласточка.
3 балла
-
Рейл рвет из-за неисправности ЭСУД.Например если на работающем двигателе пропадает сигнал на регулятор потока установленный на ТНВД.Аварийный клапан может не успеть сбросить давление.Так что пускай тот хлопец дует на диагностику пока делов не наделал! Теперь по компрессору: Валер, к зиловской голове нужна система смазки и система охлаждения.У меня смазка сделана так: в крышках шатунов просверлены отверстия и картер заполнен маслом.Шатуны набегают на масло и попутно разбрызгивают на стенки цилиндров.Система охлаждения у меня термосифонная: просто приделан бачек выше головы компрессора и двумя шлангами соединен с головкой.Три года уже эксплуатирую нещадно сей девайс-полет нормальный.
3 балла
-
@Kondor416,если не сложно сделайте фото с настройками меню,под тип проволоки,металла,если таковые есть,и конечный результат настроек,в виде швов на изделии,с величайшим уважением.3 балла
-
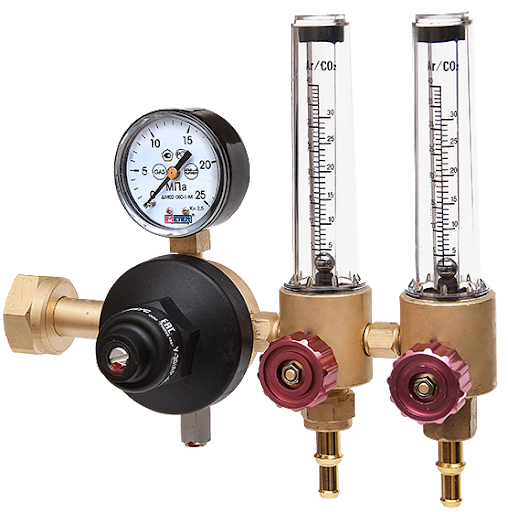
разница в 500р, а это и возможность задуть и возможность заменить колбу в случае "само поломалось" и да, я бы взял с подогревом, типа редиуса что нибудь, дешево и весьма неплохо3 балла
-
@Павел163, наплавил, отдал
3 балла
-
Никогда этого не будет
3 балла
-
Кстати, что касается питания моего компрессора(и не только компрессора). В свое время я изготовил из 4 квт э\двигателя преобразователь.Теперь запускаю его и имею в мастерской почти полноценные 3 фазы 220 В.Электродвигателя потребителей подключаю треугольником.Никаких конденсаторов, потерь мощности, нагревов обмоток.И главное: уверенный пуск под нагрузкой. @selco,Ну мне то Валер проще: у нас эти компрессора используются на Белазах и достать новый не проблема.А вообще плохо их стали делать по сравнению с СССР: хона нет от слова совсем, шатуны без вкладышей-алюминиевые, сборка-как попало.2 балла
-
@Kondor416, тады ой2 балла
-
@Kondor416, Тянет, но только в знающих руках. Начинающему будет очень тяжко с ним совладать. Если конечно в нем есть режим пульса, я не силен в модельном ряду авроры. Есть подобная машина, в когда-то дружественной конторе. Но я уже точно не вспомню, такая же морда у него или с отличиями, варят им там только люминь.2 балла
-
Хорошо, в течении недели постараюсь сделать.Минус первый. Абсолютно дебильная инструкция, с кривым немного переводом. Минус второй, постгаз не регулируется, по дефолту 3 секунды, а предгаз... Что такое предгаз? Его вообще не упоминают.2 балла
-
С Вашими то знаниями и уменьями... уверен что есть люди, готовые делиться денежкой за освоение, только не знают к кому обратиться..2 балла
-
Сергей , это я не для того чтобы тебя как то задеть ,,,,, просто для мотокросса на заводе точили люминьку постоянно и первоклассные токаря да и станки и бывало даже на ЧПУ и вот Д16 всегда матовая была . Ну и теперь понятно и все же ближайший аналог и заметьте "ближайший" а не полный Д1Т и это отличается от Д16 Т и довольно кардинально , ну а Алюминий 2017 Т4 может отличаться от обоих и довольно кардинально .
2 балла
-
Я с той точки зрения что он может запутаться совсем [emoji846]А так то да, согласен с вами.2 балла
-
Для этого есть тема, помогите настроить П\А. Там все ваши вопросы не раз разжевывались и пережевывались. Дергаться может от разного. Тормозной механизм, на оси, куда одеваете катушку. Его надо тоже УМЕТЬ НАСТРАИВАТЬ. Ну да не об этом. Причин дерганья может мильон. Например катушка у вас теперь просто поджимной гайкой не поджимается и катушка при вращении болтается. Значит надо подложить что-то. Плюс проверить правильность роликов, что канавка правильно выбрана. Т.е. если у вас катушка дергается, а ролики прослаблены, то дергание стало влиять на равномерность подачи, т.к. в роликах проскальзывание. В общем, одно цепляется за другое. По поводу газа, т.е. л\мин, я не спорю и ни когда не буду этот вопрос подымать. Расход конечно надо по ротаметру смотреть. Есть карманные (250 р за штуку), есть с редуктором. А остальное это уже как цвета фломастеров, каждому свое. Но 5\мин на таком сопле, даже как у 15-ки горелки, это мало, катастрофически мало. Что такое 5 л\мин? Если чистое СО2, то https://udarnik-truda.livejournal.com/9720.html И еще на заметку: http://промтехгаз.рф/na-skolko-khvataet-ballona-uglekislo/ О катушке и проволоки: нужна рядная намотка. Намотка виток к витку, позволяет уйти от ряда проблем. В дискуссию вступать не буду, хотите верьте, хотите нет. Катушка должна фиксироваться и чем плотнее тем лучше. Тормозной механизм нужно настроить на новой катушке, так: начали варить и отпустив кнопку, у вас не должно произойти прокрутки катушки по инерции. Если прокручивается, тормозной механизм зажимаете, если не прокручивается, отпускаете и так отрегулировав, вы снимите избыток нагрузки на подающий механизм. И улучшите равномерность подачи.2 балла
-
Точили из прутка марки 2017 Т4 (Д16). Исходили из того,что на первую горловину была задача сделать высотой с крышкой 32 мм,т.к. в том тракторе\грейдере места было в притир. А место сварки было впритык окружено другими алюминиевыми патрубками вход\выход.Поэтому и пришли к решению резьбового носика,чтоб мог подлезть соплом. Варил 4043. Варится отлично. Замечаний нет.Со времени ремонта первого радиатора прилично времени прошло и так как такую технику просто гробят,то давно уже бы прибежали с претензиями. Потом похожиеаналогичные радиаторы начали мне таскать и всё делаем из этого материала.Странно,но у всех одна болячка от от людей - горловина,то примята,то вбок сбита. Одна вообще вырвана была .2 балла
-
@Miners,
2 балла
-
Это из черной . Сергей , вот не слухаете вы меня а зря,,, ну как хотите в принципе и мое предупредить. . Вот смотри бак был у матери в бане вмурован в кирпичную печь сам лично варил 3мм 12Х18Н10Т , так вот всегда с водичкой и как же без нее топить . Пять лет простоял ну и потом потек . в общем печь пришлось сломать чтобы вытащить его и пошли другим путем и в кирпичную не стали замуровывать да и от кирпичной печи отказались и перешли на металлическую из чернухи . дА бог с ней с печью и речь про нерж , так вот теплопроводность у нее не какая и по сему ее корежит и вертит и швы рвет а вы про 2мм порвет , впрочем вчера еще отписал . У матери вот его бак и с водой покорежило и шов все таки через 5 лет лопнул , да и это не все после я из этого бака дождевые сливы сварганил и вот сразу заметил когды еще пилил бак и в некоторых местах и ясно где огонь лизал его особо жестоко и вода не помогла , нержавейка изменилась в цвете да и пилилась заметно по другому от мест где она была в первозданном виде и в основном пострадало дно , а вверху же водички полметра слой , не помогла водичка теплопроводность не та у нерж . Вот теперь дождевики-сливы из нее сделаны и отчетливо видно где порченная огнем нерж и не успевала она отдать жар водичке и он был сильно велик для нее ,,,,, и живые куски и это боковины бака где огонь в скользь лизал ее и нерж успевала отдавать тепло водице.
2 балла
-
Это клиентское изделие, как и 99,9% изделий в покраске. Мы не выбираем цвет. Цвет и фактуру задает клиент, поэтому ящик красный. И сайлентблоки тоже красим вместе с тягами по требованию клиента. И много еще всякого приходится делать не так как "правильно". Потому, что клиент хочет именно так, а не по другому. А упираться и что-то доказывать просто нафиг не нужно, так как в этом случае ты из исполнителя становишься конструктором и несешь ответственность за свои советы и решения, а значит и крайним будешь тоже ты.2 балла
-
Отопительная установка создана.Дальше установка радиаторов, насосов и тд. Но это уж не моя головная боль.
2 балла
-
@Kondor416,так всем понятно,что по мере возможности,ни кто же не гонит,просто новая линейка,думаю многим будет интересно нюансы узнать.И вообще за сам аппарат,достоен ли он внимания?1 балл
-
@ВалерийВО, в накладной от поставщика, к примеру намедни получал фланец 259 на 40 кг, цена 9860р. Да-да, за 1 фланец и даже не воротниковый. пс наврал, 300й, 259й стоил 7420 ниже спойлер, 65й на 16 кг..1 балл
-
1 балл
-
Спасибо всем за участие ))) По поводу дерганья,как я и ожидал -дело было не в бобине))) Вернее в катастрофически куцем мануале к данному девайсу. Неколько строк всего написать! 1. На прижимном винте есть деления-от 1 до 5 . Что это блин значит? Опять попугаи? Под утро в голову пришла мысь и я ее зафиксировал , а вдруг это вес проволоки? Пусть бобина крутится,но у нее есть масса и чем масса больше тем ролику труднее тянуть! Логично? Логично,тем более что 5 это максимум . Далее. Одев очки и подсвечивая фонарем я разглядел на ведущем ролике 1.0. по логике вещей это ближайшая к этой цифре канавка должна быть заточена под 1мм. Я снял ролик, вооружился очками и оказалось все наоборот- если ты видишь на ведущем ролике 1 то не верь глазам своим.это относится к канавке на другой стороне, тянет канавка дальняя( на которой написано 0.8.) Конечно новую 5 кг катушку 0.8мм ролик с усилием 2 кг( попугая) и 1 мм канавкой тащить нормально не будет. Привел все в соответствие и все поперло без дерганья. А что стоило написать про эти заморочки в мануале? 2.Не обнаружил я никаких специальных тормозных устройств кроме пружины с гайкой. Не знаю как на других машинах здесь все примитивно до безобразия. этой гайкой можно затянуть катушку намертво. Тут тоже на глаз- бороду проволока не дает и ладно,больше ничего не требуется. 3. Газ,вернее его количество. Меня задавила жаба покупать редуктор дорогой.но на моем дешевом на низкой стороне стоят литры. Я специально пометил 7.5л,10.л и чет там побольше-наклеил тонкие полоски изоленты. Газу добавлю однозначно.Изучил справочник молодого сварщика от уважаемого "Ударника труда", проникся. РОТАМЕТР...не слыхал....но это не значит что он не существует,тем более за 250 3.Рядная намотка проволоки. Чайналюди проволоку мотают с укладкой,машынами наверное пользуются черти нерусские. ну не встречал я что бы распечатал пачку, а там от руки намотано 4. Осталось разобраться с режимом синергетики. Есть такая опция в моем девайсе. Первый вариант из посоветованных-подачу на 0 не прошел, остался второй-выставляем подачу, напругу на 0- смотрим .Нутряной голос ине говорит что ни х..хорошего не будет. Остается последний вариант-забыть про режим SYN. А что делать с жабой? Она орет дурниной вопрошая" за что плочены кровные?" 5. Ну как то так.Горелку Fubag FB150 4m я все таки себе сегодня купил,нашел за 4,4 килоруб.Имеющиеся FB 250 и MIG 15 разместил на АВИТО Всем удачи Ротаметр это вот ЭТО?
1 балл
-
короче, вроде как клиент созрел для 2 мм трубы, но тут другая напасть, в наших палестинах в наличии только 1,5 мм, под заказ ждать неделю предложили 3 мм, но ценник за нее выставили аж 19 т.р. за 6 м, это ваще не вариант1 балл
-
Надо сходить на канал к мастеру флюсов и там порыться https://www.youtube.com/user/vmednik11 балл
-
Косяк не Ваш, за двойную плату. Кто нагадил тот пусть и убирает до исходного металла.1 балл
-
"Рыбка рыбка, где твоя улыбка". Кета копчёная, потребляется так: Отрезал ломоть - съел с хлебом(с маслом), прошел час ещё отрезал к чаю, ещё час прошел-ещё кусочек, а почему бы и нет? И так по кругу, пока не кончиться. Под пиво другая технология, всем известная описывать не буду.
1 балл
-
В одиночку клеить на плиточный клей тяжёлую стеклосетку на потолок в подвале гаража ещё то занятие. Помогает волшебная палка подпиралка . В старые времена плиты ложили выбракованые с дефектами. Дыры приходится мужественно закрывать таким способом. Да и презентабельней смотрицца. Ну а "пожрать". Купил такой противень с решёткой. Планы на него "наполеоновские". Пока решил запечь рыбу скумбрию. Как всегда наступил на грабли. Снова положил лимон дольками. Опять кожура дала горечь. Утешает что на рыбу не перешло. Под решётку налил воды с травками. Рыба как рыба получилась. Ничего выдающегося. Будем дальше проводить эксперименты. Надо будет попробовать зимний "недошашлык" сделать. Положительных моментов два. Поел сам, покормил свою кошку и дворовых голодушников тоже(рыбными головами) .1 балл
-
@chdv1971, В госпитале была священная фраза: "Дайте добавки" и тётя повар, накидывала тебе ишо тарелочку. А после отбоя, 3литровая банка чая с булочками и прочим тем, что любят солдатики. "Ешьте кашу Геркулес -морда будет обалдеть"1 балл
-
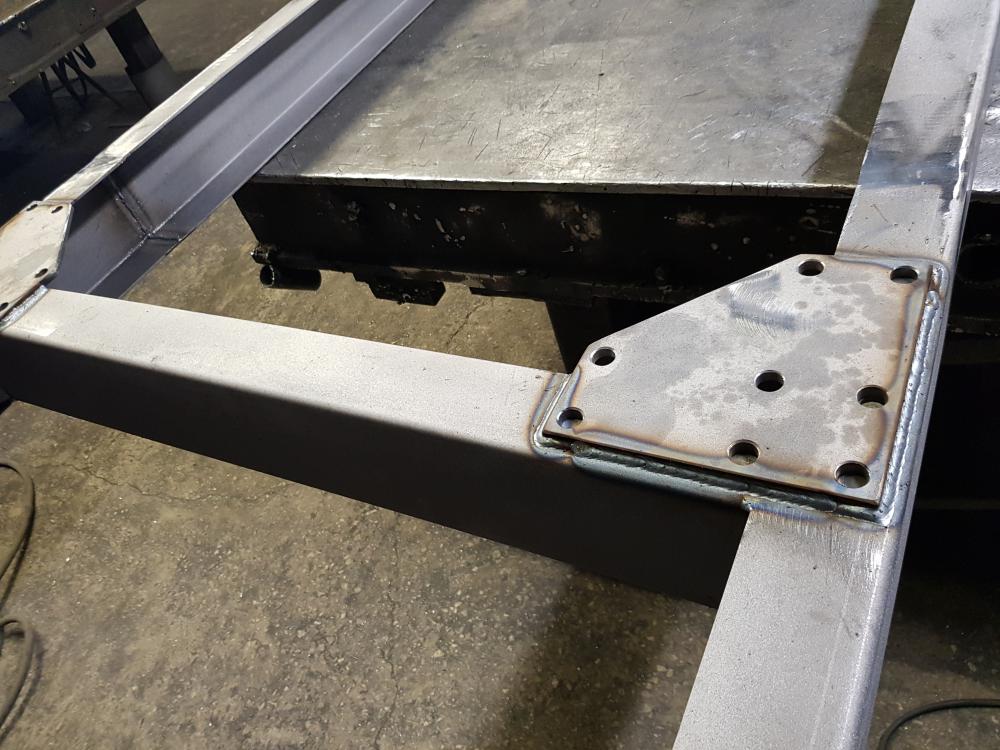
@brat_h, по поводу проваров, или непроваров есть чёткие параметры, и они указаны в госте на сварные соединения. Если в данном случае никто не собирался выполнять шов по госту, то и претензий к глубине провара быть не может никаких. Визуально мы видим, что геометрия шва не нарушена, то есть шов по всей длине не имеет изменений геометрии. В зоне сплавления мы не наблюдаем подрезов и наплывов. Единственное к чему можно докопаться, это излишняя чешуйчатость. И всё. И кстати очень кстати тов. @niis2008 выложил свои швы -- поверьте, у него там провар на миллиметр больше, а то и на два, если делалось без разделки. Задача нормального проектировщика на производстве и на стройке создать такую конструкцию, которая понесёт расчётную нагрузку без применения гостовских швов. Иначе это производство далеко не уедет, да и стройка рассыпется. Думаю не надо вам объяснять как делают разделку на стройке, как соблюдают катеты, и зачищают металл от ржавчины на 20 мм от шва. Так же и на производстве -- если я начну разделку делать на каждой детальке, а их 160 штук, то производство встанет. А без импульса смогёшь так же?1 балл
-
Вчера трубу установил.Так же установил в кладку три больших дверки и заложив кирпичом малые-опробовал.Дымовое так сказать. Послезавтра продолжу.
1 балл
-
@ugaida, остановись! Негатив лей в личку, если что зацепило. К заполнению профиля чего придираться, посчитает человек нужным, заполнит. Полезную инфу черпать, мне например по фигу от кого. Нас миллионы, и всех под одну гребенку не вычешешь. Флудит или троллит пользователь - это косяк! Но во всей другой адекватной беседе, чего лезть на рожон?1 балл
-
Думаю, тут еще вот эта вещь пуканы кой-кому поджаривает конкретно - постановление правительства №616 от 30.04.20 года "Об установлении запрета на допуск промышленных товаров, происходящих из иностранных государств...." Если будете у нас во Владивостоке (с), то приходите за аппаратом Evo. Продадим за наличку, либо через банковский терминал по карте, новый, с гарантией, по цене производителя с полной сервисной поддержкой.1 балл
-
Сейчас сижу в отпуске дома, занимаюсь мебелью, электричеством, штукатуркой... Это я перед отпуском работал:
1 балл
-
Первый термически упрочняемый сплав системы Al-Mg-Si создан в 1923 году В. Джефрисом и Р. Арчером (США). В России разработка и внедрение авиаля в производство проводились под руководством С. М. Воронова в 1930-40-х Воронов С. М. Процессы упрочения сплавов алюминий-магний-кремний и их новые промышленные композиции. М., 1946; Как бы не хотелось в это верить,но ничего принципиально нового в данной группе сплавов в СССР не создали1 балл
-
Наклеп и нагартовка металловНагартовкаНагартовка или деформационное упрочнение – это важный технологический процесс, которые применяют для увеличения прочности и/или твердости металлов и сплавов, которые не могут быть упрочнены термической обработкой. Эта технологическая обработка включает изменение формы изделия методами холодной пластической деформации, то есть ввода в металл механической энергии [1]. В результате этой обработки металл становится прочнее тверже, но теряет пластичность, как показано на рисунке 1. Рисунок 1 – Влияние степени нагартовки на прочность, твердость и пластичность металлов [1] Наклеп и нагартовкаВ русскоязычной технической литературе наблюдается определенная путаница в определении и применении терминов «наклеп» и «нагартовка». Чаще всего эти термины отождествляются, применяются один вместо другого или оба сразу. Обычно наклепом (нагартовкой) называют как сам физический процесс изменения кристаллической структуры металла при его пластическом деформировании, так и результат этого процесса, то есть повышение прочности и твердости металла. Предел текучести и наклепОдной из характеристик любого металла, в том числе, алюминия, является его предел текучести. Предел текучести металла – это напряжение, при котором этот металл начинает деформироваться пластически. При напряжениях ниже этого предела текучести материал деформируется упруго. Если напряжения снимаются, то металл возвращается к своему первоначальному состоянию до приложения этих напряжений. Обычно нагружение металла выше предела текучести является для него вредным. Недопущение напряжений выше предела текучести является главным требованием при проектировании деталей, изделий и сооружений. Однако изучение изменения микроструктуры металла после деформации показывают, что механические свойства этого металла также изменяются. В частности, испытание на растяжение показывает, что металлический образец, который нагружался выше предела текучести обычно получает деформационное упрочнение или наклеп (рисунок 2). Рисунок 2 – Увеличение предела текучести металла после его нагружения выше предела текучести Что такое наклеп металла Атомы, решетка, дислокацииМеталлы и их сплавы, в том числе, алюминий и его сплавы, имеют кристаллическую структуру и состоят из большого количества зерен. Эти зерна имеют неправильную форму и различные размеры. В каждом зерне атомы упорядочены, но смежные зерна по-разному ориентированы относительно друг друга. В процессе холодной деформации структура зерен меняется за счет их фрагментации зерен, движения атомов и искажения атомной решетки. Когда материал подвергается механическому нагружению, в его кристаллической структуре образуются микроскопические дефекты, которые известны как дислокации. Если нагрузки продолжают увеличиваться, эти дислокации начинают продвигаться и взаимодействовать между собой. Таким образом они образуют новую внутреннюю структуру, которая сопротивляется дальнейшей пластической деформации. Эта структура повышает предел текучести материала, то есть его способность сопротивляться прилагаемым усилиям. При этом пластические свойства материала снижаются. Одним из наиболее известных путей намеренного создания наклепа является холодная пластическая формовка деталей и изделий – холодная обработка металлов давлением. Типичными процессами холодной обработки металлов давлением являются: холодная ковка (рисунок 2)холодная прокатка (рисунок 3)холодное прессование (экструзия) (рисунок 4)волочение (рисунок 5)Рисунок 3 – Ковка металла Рисунок 4 – Прокатка металла Рисунок 5 – Прессование металла Рисунок 6 – Волочение металла Уменьшение плотности металлаПри наклепе металла его плотность уменьшается. Это происходит потому, что пластическая деформация приводит к нарушению порядка в размещении атомов, увеличение плотности дефектов и образование микропор. Уменьшение плотности означает увеличение удельного объема – объема единицы массы. Остаточные напряженияНаружный наклёпанный слой стремится расшириться, а внутренние слои его «не пускают» – в нем возникают сжимающие остаточные напряжения. Эти напряжения бывают очень полезными, так как способны замедлять зарождение и рост поверхностных усталостных трещин. Полезный наклепНаклеп может быть желательным и нежелательным, полезным и вредным. Если наклеп металла является полезным, то при его изготовлении стремятся применять операции холодного пластического деформирования: холодную прокатку, волочение, обработку дробью, галтовку, накатку и тому подобное. Это особенно важно для металлов и сплавов, которые не способны упрочнятся термически. К этим материалам относятся низкоуглеродистые стали, некоторые алюминиевые сплавы, а также чистая медь. Когда эти материалы подвергаются сжатию, волочению, гибке или ковке, то напряжения, которые при этом возникают, приводят к возникновению в кристаллической структуре дислокаций, которые упрочняют металл. В этом случае применяют оба термина: и наклеп, и нагартовка. Стандарты о наклепе и нагартовкеОтечественные, еще советские, стандарты – ГОСТы – применяют к полезно «наклепанным» металлическим изделиям, например, листам алюминиевых сплавов только термин «нагартованные» и совершенно не употребляют слова «наклеп» или «наклепанные». Можно видеть это, например, в ГОСТ 21631 на листы из алюминия и алюминиевых сплавов: «листы нагартованные», «листы полунагартованные». Вредный наклепНежелательный, вредный наклеп возникает, например, когда пластичные и мягкие металлы и сплавы подвергаются механической обработке резанием. Чрезмерно глубокие резы за один проход приводят с большой скоростью могут приводить к возникновению интенсивного наклепа с нежелательным увеличением прочности металла и его охрупчиванию. Это препятствует дальнейшей механической обработке детали, а может привести и к повреждению режущих инструментов. Другим примером вредного наклепа может служить повторяющееся нагружение детали с превышением предела текучести материала. При таком нагружении материал в критических сечениях может быстро наклепываться, терять свою пластичность и разрушаться. В подобных случаях явление деформационного упрочнения называют наклепом, но никогда не называют нагартовкой. Когда «наклеп», а когда «нагартовка»?Учитывая выше изложенное, делаем два «смелых», но естественных вывода. Наклепом называется любое проявление деформационного упрочнения кристаллических материалов – полезное и вредное, умышленное и неумышленное. Нагартовкой называется только полезное деформационное упрочнение изделий, которое умышленно применяют к изделиям с целью повышения их прочностных свойств. Иногда, может быть, и не умышленно, но всегда осознанно. Что такое холодная деформацияХолодной пластической деформацией металлов считают пластическую деформацию при определенной температуре, после которой в металле возникает наклеп и он сохраняется неизменным неограниченно длительное время. По-научному это звучит так: температура холодной деформации для достижения эффекта нагартовки (наклепа) металла должна быть ниже температуры его рекристаллизации, то есть температуры, при которой на месте старых, деформированных и вытянутых, зерен металла начинают возникать и расти новые, недеформированные и округлые зерна. Обычно эта температура составляет половину от абсолютной температуры плавления этого металла или сплава. Однако на практике нагартовка металлов производится при комнатной температуре или при температуре не выше трети температуры плавления. Что такое горячая деформацияВ отличие от холодной деформации горячая деформация металлов и сплавов происходит при температуре, величина которой достаточна для того, чтобы рекристаллизация деформированной структуры металла происходила одновременно с пластическим деформированием. Обычно горячую деформационную обработку (обработку давлением) производят при температуре выше температуры рекристаллизации металла (обычно от 70 до 90 % абсолютной температуры плавления). После такой горячей обработки получают металл с благоприятной мелкозернистой рекристаллизованной структурой. Деформируемые алюминиевых сплавовС металлургической точки зрения все серии деформируемых алюминиевых сплавов разбиваются на две большие группы: деформационно-упрочняемые сплавысплавы, упрочняемые термической обработки (старением).Строго говоря, все металлы и сплавы могут деформационно упрочняться. Однако, в области металлургии алюминия, это наименование относится к сплавам только тех серий, которые не могут упрочняться термической обработкой, то есть старением. Нагартовка деформационно-упрочняемых сплавов Модификация структурыК этим сплавам относятся все сплавы серий 1ххх, 3ххх и 5ххх, а также часть сплавов серии 8ххх. Их технологическая цепочка состоит из этапов горячей обработки давлением, за которыми, возможно, следуют этапы холодной обработки давлением с промежуточным или завершающим отжигом. Деформационное упрочнение – нагартовка – включает модификацию структуры под воздействием пластической деформации. Это происходит не только в ходе производства полуфабрикатов при прокатке, правке растяжением, волочении и т, п., но также в ходе последующих производственных этапах, таких как формовка, гибка и других производственных операциях. Рисунок 6.1 – Кривые нагартовки алюминиевого сплава 5083 [4] Механические свойстваДеформационное упрочнение повышает механические прочностные свойства и твердость, но снижает пластичность (рисунок 6). Рисунок 6.2 – Влияние деформационного упрочнения на механические свойства: предел прочности при растяжении, предел текучести (0,2%) и относительное удлинение [3] Уровень механических свойств, который может достигаться, зависит от легирующих элементов. Например, сплавы серии 5ххх, которые содержат большое количество магния, имеют более высокий потенциальный уровень механических свойств, чем у сплавов других серий: 1ххх, 3ххх и 8ххх. В результате всегда происходит постепенное повышение механических свойств, вплоть до той точки, за которой дальнейшая обработка становится трудной, если вообще возможной. В этом случае, если требуется дальнейшая пластическая деформация, не обходимо производить термическую обработку отжигом. Cмягчающий отжигУпрочнение, которое возникло в результате холодной пластической обработки может быть устранено или смягчено путем отжига. В зависимости от комбинации длительность-температура, это умягчение может быть (рисунок 7): частичным: это – cмягчающий или неполный отжиг;полным: это – рекристаллизационный отжиг, в ходе которого образуется новая зеренная структура (рисунок (8). Рисунок 7 – Изотермические кривые отжига сплава 5754 [3] Рисунок 8 – Изменение твердости и структуры при отжиге [3] Временные и температурные параметры являются специфическими для каждого сплава и зависят от степени деформационного упрочнения, которому материал подвергался перед отжигом. Как и у других металлов и сплавов, существует критическая зона деформационного упрочнения (рисунок а35). Если отжиг применяется к материалу в состоянии, которое находится в этой критической зоне, то может происходить бесконтрольный рост зерна. Это делает последующие операции формовки, такие как волочение и гибки более трудными. После деформации поверхность металла может иметь вид, который называют «апельсиновая корка». Рисунок 9.1 – Изменение размера зерна при отжиге в зависимости от степени нагартовки [3] Уровень механических свойств полуфабриката и, в частности, компромисс между пределом прочности и пластичностью (относительным удлинением), контролируются параметрами деформационной обработки и последующими операциями отжига (промежуточными или заключительным). Необходимо отметить, что при одинаковом уровне предела прочности уровень пластичности будет выше в нагартованном и частично отожженном металле (H2X), чем в «чисто» нагартованном металле (H1X) (рисунок 9.2). Поэтому состояния с частичным (смягчающим) отжигом являются более предпочтительными, когда максимальная способность к формовке является главным фактором, например, при глубокой вытяжке [3]. Рисунок 9.2- Различие нагартованных состояний H14 и H24 [5] Нагартовка термически упрочняемых сплавовДля термически упрочняемых сплавов нагартовка может быть дополнением к уровню прочности, которое достигается путем упрочнения за счет выделения упрочняющей фазы при их термической обработке. В случае полностью полностью упрочненных термической обработкой сплавов увеличение их прочности путем дополнительно холодной деформации после старения сравнительно невелико, кроме очень высоких степеней нагартовки. Часто эта возможность ограничена низкой способностью. сплавов в этом состоянии к пластической деформации. Основное применение этой технологии относится к некоторым прессованным и холоднотянутым изделиям, таким как проволока, прутки и трубы, которые подвергаются холодному волочению после термической обработки для увеличения прочности и повышения качества поверхности [2]. Влияние температуры нагартовкиХарактеристики нагартовки алюминиевых сплавов сильно зависят от температуры. Деформационное упрочнение значительно сильнее происходит при криогенных температурах, чем при комнатной температуре. При повышенных температурах характеристики нагартовки зависят как температуры, так и от скорости деформации. Деформационное упрочнение снижается с повышением температуры обработки до тех пор, пока температура не достигнет величины, выше которой не происходит нагартовки из-за динамического возврата и рекристаллизации. Динамический возврат приводит к формированию зубзеренной структуры, которая аналогична той, которая возникает при нагреве предварительно наклепанного металла. Субзеренная структура также до некоторой степени повышает прочность алюминиевых сплавов [2]. Источники: 1. The welding of aluminium and its alloys / Gene Mathers – Woodhead Publishing Ltd, 2002 2. Designing with Aluminum Alloys / Nack J. Kim – Handbook of Mechanical Alloy Design // ed. E. Totten & others, 2004 – pp. 441-486. 3. Corrosion of Aluminium / Christian Vargel – ELSEVIER, 2004. https://aluminium-guide.com/naklep-i-nagartovka/1 балл
-
Аналоги стали Hardox Износостойкая сталь Quard завоевала российский рынок сравнительно недавно. Сталь Quard производится в Бельгии на заводе NLMK Clabecq на самом современном оборудовании по Европейским стандартам. Особенность стали Quard это высочайшее качество поверхности и плоскостности листов, при равномерной твёрдости и прекрасной ударной вязкости. Из ассортимента NLMK Clabeсq, стоит выделить наличие тонких листов с большой шириной. По ряду характеристик, это уникальная продукция, которая может быть произведена только на данном предприятии в силу его технологических особенностей. Среди прочих характеристик, стоит выделить прекрасную свариваемость стали Quard и пластичность при холодной гибке. Сталь Quard производится в диапазоне толщин от 3 до 60мм., с твёрдостью 400, 450 и 500 HB. ------- Износостойкая сталь Xar производится в Германии сталелитейным концерном ThyssenKrupp Steel Europe. Это крупнейшее металлургическое предприятие в Европе с более чем вековой историей. Продукция ThyssenKrupp Steel Europe пользуется заслуженной популярностью во всем мире, благодаря широчайшему ассортименту и стабильно высокому качеству стали. В процессе термической обработки, благодаря легированию хромом и ниобием, сталь Xar приобретает высокую ударную вязкость и мелкозернистую структуру. Оптимизированный химический состав и низкий углеродный эквивалент, позволяют сваривать листы малых и средних толщин без предварительного подогрева. Сталь Xar поставляется закалённой и отпущенной в диапазоне твёрдостей от 300 до 600 HB, производится в толщинах от 3 до 100 мм. ------ Износостойкая сталь Relia, ранее известная под маркой FORA производится Бельгийской компанией Industeel, которая входит в крупнейший мировой металлургический холдинг ArcelorMittal. Сталь Relia - это низколегированная, горячекатаная сталь с номинальным показателем твердости — 400, 450 и 500 единиц по Бринеллю.Чтобы удовлетворить широкий диапазон практических требований, производитель предлагает две линейки продукции Relia Standard и Relia Premium. Отличительная особенность компании Industeel, это самые широкие возможности по производству тяжелых листов в мире. Так, например, по специальному заказу, возможно производство листа толщиной до 1000 мм и массой до 100 тонн. Благодаря высокой твёрдости, сталь Relia отлично подходит для защиты от абразивного износа и успешно применяется для защиты промышленного оборудования ---- Creusabro уникальная марка износостойкой стали, которая упрочняется в процессе эксплуатации. Прочность повышается благодаря равномерному рассредоточению микрокарбидов хрома, молибдена и карбидов титана. В сочетании с содержанием углерода по международным стандартам приводит к повышению твердости от 200BHN (листы в состоянии поставки) до твердости 600BHN в состоянии эксплуатации. Такая способность к деформационному упрочнению увеличивает срок службы деталей из этой стали. Подповерхностный слой, не подвергшийся деформационному упрочнению, сохраняет превосходное сопротивление удару и очень высокую пластичность. На сегодняшний день линейка стали представлена тремя марками: CREUSABRO-M, CREUSABRO SUPERTEN и CREUSABRO 8000. Твердость CREUSABRO 8000 практически в два раза превышает показатели обычной закаленной стали. https://www.wearservice.ru/catalog/stal-creusabro/ с января 2005 г. ОАО «Северсталь» возобновило производство высокопрочных износостойких горячекатаных свариваемых сталей марок 18ХГНМФР, 14ХГ2САФД, 16ХГН2ФБР, 13ХГ2НДФ в толщинах 8,0…50,0 мм. Эти марки являются аналогами шведских марок Hardox и Weldox1 балл
-
Рабочие и связующие напряжения --------------------------------------------------------------------------- Сварочные деформации устраняют механической или термической правкой. Механическая правка заключается в создании локальных пластических деформаций в элементах конструкции. Для правки применяют прессы, домкраты, правильные вальцы, ручной слесарный или кузнечный инструмент и др. Термическая правка достигается за счет создания пластических деформаций в зонах сжатия. Нагрев осуществляют газовой горелкой или электрической дугой. Стальные изделия рекомендуется нагревать до 300. .650 9С, в отдельных случаях температуру нагрева доводят до 800.. 900 °С. При правке деформированную поверхность всегда нагревают со стороны выпуклой части (горба). Ширина зоны нагрева за один проход не должна превышать двух толщин исправляемого листа. Термическая правка может быть дополнена механической. Рассмотрим процесс правки плоской заготовки, имеющей линейную деформацию (рис. 14.7, а). При механической правке заготовку устанавливают на плиту и ударами через гладилку подвергают пластическому деформированию ее сжатый участок до тех пор, пока заготовка не примет требуемую форму. Термическая правка этой заготовки сводится к местному нагреву нескольких участков на противоположной стороне шва. Рис. 14.7. Схемы правки плоской заготовки с серповидным прогибом (а) и выпучиной (б): 1...31 — места нанесения ударов; I... VII — зоны нагрева Механическая правка плоской заготовки с выпучиной (рис. 14.7,6) заключается в последовательном нанесении ударов молотком, начиная с краев при постепенном перемещении к месту расположения выпучины. Термическую правку этой заготовки осуществляют со стороны выпучины нагревом кольцевых зон 0 30...60 мм в последовательности, показанной на рисунке. Компактные и полые изделия (валы, оси, колонны и др.) можно править механической рихтовкой либо местным нагревом (рис. 14.8, а...в). Рис. 14.8. Схемы термической правки балок таврового сечения нагревом верхней части вертикальной стенки (а), нагревом пояса (б) и нагревом вертикальной стенки и пояса (в): 1 — места деформации балок; f, f1, f2 — стрелы прогиба деформированных балок При термической правке в месте нагрева могут происходить структурные превращения, разупрочняющие металл. В связи с этим ответственные изделия править таким способом не рекомендуется. Э.С. Каракозов, Р.И. Мустафаев "Справочник молодого электросварщика". -М. 1992https://www.autowelding.ru/publ/1/1/sposoby_ispravlenija_deformirovannykh_svarnykh_konstrukcij/3-1-0-4951 балл
-
О дефектоскопистах сперто у ВК Дефектоскопист.ру | Неразрушающий контроль
1 балл
-
Ремонт деталей автомобилей и тракторов сваркой и наплавкой Технология восстановления деталей агрегатов автомобиля Обеспечение ремонтных предприятий запасными частями осуществляется за счет изготовления новых запасных частей и путем восстановления деталей, бывших в эксплуатации. Большую часть номенклатуры восстанавливаемых деталей составляют гладкие и шлицевые валы, оси и крестовины. В большинстве случаев именно эти детали лимитируют ресурс узлов агрегатов машин. При восстановлении этих деталей необходимо обеспечить следующие требования: точные размеры и шероховатость, твердость поверхности, сплошность покрытия, прочность сцепления нанесенных слоёв с основным металлом, а также симметричность и соосность сопрягаемых поверхностей, отсутствие радиального и торцового биений. Из всех известных способов восстановления деталей наплавка способна удовлетворить все вышеперечисленные требования. Этот способ восстановления по сравнению с другими дает возможность получать на поверхности детали слой необходимой толщины и нужного химического состава, высокой твёрдости и износостойкости. Таблица 1 Номенклатура основных деталей агрегатов автомобилей, подлежащих восстановлению сваркой и наплавкой Наименование Восстанавливаемая поверхность Поворотная цапфа Шейки под внутренний и наружный подшипники Распределительный вал Опорные шейки Коленчатый вал Шатунные и коренные шейки вала Впускные и выпускные клапаны Торец клапанов и фаска тарелки Блок цилиндров Опорные поверхности коренных подшипников Головка блока цилиндров Плоскость разъема, отверстия под клапаны Гильза цилиндров Посадочные пояски Трансмиссионные валы Опорные шейки Картер коробки передач Отверстия под подшипники ведущего, ведомого и промежуточного валов Картер редуктора заднего моста Отверстия под подшипники ведущего конического зубчатого колеса. Отверстия под гнезда подшипников ведущего цилиндрического зубчатого колеса. Отверстия под подшипники дифференциала Гнездо подшипника ведущего цилиндрического зубчатого колеса редуктора заднего моста. Крестовины карданного вала Наружные и внутренние посадочные поверхности. Наружные поверхности шипов Насос системы охлаждения ДВС Валик водяного насоса В общем виде технология восстановления включает такие основные пункты, как мойка, дефектация, подготовка технологических баз, наплавка изношенных поверхностей или заварка трещин, сколов и пр., механическая, термическая, финишная обработка, контроль качества. Восстановление валика водяного насоса Одной из часто восстанавливаемых деталей машин является валик водяного насоса. Валик передает вращение от вала вентилятора к крыльчатке, которая перегоняет охлаждающую жидкость в системе охлаждения ДВС. Крыльчатка крепится к левому концу валика и закрепляется на нем посредством сегментной шпонки и гайки (рис. 3). Рис. 3. Валик водяного насоса: а – схема валика в сборке; б – внешний вид Повышенные требования при эксплуатации и ремонте должны предъявляться к поверхностям под подшипник и сальниковое уплотнение, так как неудовлетворительное (изношенное) состояние данной цилиндрической поверхности может вызвать протекание охлаждающей жидкости и попадание ее в масло, что может вывести двигатель из строя. Напряжения, которые испытывает валик, носят скручивающий характер. Валик изготовлен из качественной стали типа СТ45 с твердостью заготовки НВ 241…285, часть данной детали закаливается (ТВЧ), при этом закаленный слой имеет твердость HRC 52…62. Таблица 2 Анализ дефектов детали и способы ее восстановления Номер дефекта Название дефекта Метод или прибор контроля Способ устранения дефектов 1 Износ поверхности под подшипник и сальниковый уплотнитель Штангенциркуль Хромирование в саморегулирующемся электролите 2 Износ шпоночной канавки Визуально Электроимпульсная наплавка 3 Износ резьбы М14 × 1,5 кл. 2 Визуально, резьбовой шагомер Железнение с нанесением сплава Подготовка детали к нанесению покрытия Подготовка детали включает механическую обработку поверхностей, подлежащих наращиванию; очистку от окислов и предварительное обезжиривание; монтаж детали на подвесное приспособление; изоляцию поверхностей, не подлежащих покрытию; обезжиривание детали с последующей промывкой в воде; анодную обработку. Цель предварительной механической обработки детали – придать восстанавливаемым поверхностям правильную геометрическую форму. Производится эта обработка согласно рекомендациям по механической обработке соответствующего материала. Очистку деталей от окислов с целью «оживления» поверхности проводят шлифовальной шкуркой или мягкими кругами с полировальной пастой. Предварительное обезжиривание деталей производят путем промывки в растворителях. После обезжиривания детали промывают в горячей, а затем в холодной воде. Сплошная, без разрывов, пленка воды на обезжиренной поверхности свидетельствует о хорошем качестве удаления жиров. Декапирование (анодную обработку) производят для удаления тончайших оксидных пленок с поверхности детали и обеспечения наиболее прочного сцепления гальванического покрытия с подложкой. Эта операция непосредственно предшествует нанесению покрытия. Обработка детали после нанесения покрытия Обработка включает нейтрализацию детали от остатков электролита; промывку её в холодной и горячей воде; демонтаж с подвесного приспособления и удаление изоляции; механическую обработку до требуемого размера; термическую обработку. Так, если детали подвергались хромированию, их сначала промывают в ванне с дистиллированной водой (для улавливания электролита), а затем – в проточной воде, после чего погружают на 0,5…1 мин в 3% раствор кальцинированной соды (для нейтрализации остатков электролита) и окончательно промывают в теплой воде. Затем детали снимают с подвесных приспособлений, удаляют с них изоляцию и сушат в сушильном шкафу при температуре 120…130°С. В некоторых случаях для снятия внутренних напряжений в хромовых покрытиях детали проходят термообработку с нагревом до 180…200°С в масляной ванне и выдержкой при этой температуре в течение 1…2 часов. Таблица 3 Схема технологического процесса № п/п Операция Оборудование и инструменты 1. Моечная. Мойка и очистка валика от масла и грязи Моечная машина Еw 30 olympus optical 2. Дефектовочная. Выявление изношенных поверхностей и резьбы Штангенциркуль, шагомер резьбовой 3. Наплавочная. Наплавка поверхности шпоночной канавки Установка для автоматической наплавки Weld Lathe 613 4. Предохранительная. Защита поверхностей от действия электролита Установка для защиты винипластовыми материалами 5. Наращивающая. Наращивание диаметра вала Гальваническая ванна 6. Предохранительная. Защита поверхностей от действия электролита Установка для защиты винипластовыми материалами 7. Наращивающая. Восстановление резьбы Гальваническая ванна 8. Слесарная. Правка шпоночной канавки Слесарный станок и инструмент 9. Шлифовальная. Шлифовка валика Круглошлифовальный станок BHA75CNC d 75 mm L 150 mm 10. Резьбонарезная. Прогонка резьбы плашкой Токарный станок Pinacho – модель taurus 310 Технология восстановления и упрочнения рабочей поверхности крестовины автомобиля КамАЗ Крестовины карданного вала изготавливаются из стали 18ХГТ и имеют твердость HRC 58…64. Крестовина в процессе работы подвергается механическому изнашиванию и усталостному разрушению. Усталостное разрушение проявляется в виде трещин и поломок от длительного воздействия переменных нагрузок. Вначале возникают микроскопические трещины, которые затем развиваются в глубь детали, охватывая значительную часть сечения. Вследствие механического изнашивания появляется износ наружных поверхностей шипов. При восстановлении деталей на ремонтных предприятиях применяются различные способы наплавки. Для восстановления крестовины рассмотрим вибродуговую наплавку, так как этот способ оказывает наименьшее термическое влияние, вследствие чего деталь практически не деформируется. Сущность процесса автоматической вибродуговой наплавки была рассмотрена в этом учебном пособии ранее (модуль 3), поэтому здесь приведем только технологический процесс восстановления поверхности изделия. Деталь закрепляется в центрах токарного станка. Отрицательный полюс источника питания постоянного тока (например, ВС-300) присоединён к детали, положительный полюс соединен с электродом. При включении источника питания между деталью и электродом возбуждается дуга, под действием которой плавится основной металл и металл электрода. Во время наплавки деталь вращается с заданной скоростью, а электродная проволока по мере расплавления непрерывно подается к детали. При этом электрод совершает также и поступательное движение вдоль оси детали, подобно резцу токарного станка. Металл наплавляется по винтовой линии. В процессе наплавки электрод вибрирует с частотой 50…100 колебаний в секунду. Это достигается с помощью вибратора. По трубке в зону дуги подаётся охлаждающая жидкость. В результате быстрого охлаждения наплавленный слой закаляется, его твёрдость и износостойкость возрастают. Охлаждающая жидкость защищает расплавленный металл от вредного воздействия кислорода и азота воздуха. Оборудование для наплавки Вибродуговую наплавку производят на специальных установках, основными элементами которых являются токарный станок с наплавочной головкой вместо резцедержателя и источник питания дуги. Для наплавки может использоваться токарно-винторезный станок модели 1И611П или 1К62. Наплавочная головка – важнейший механизм установки для вибродуговой наплавки. Головка обеспечивает одновременную подачу электродной проволоки к детали и вибрацию конца проволоки. От конструктивного совершенства и качества исполнения головки зависит качество восстановленной детали. Обычно используется наплавочная головка ОКС-6569М. Подготовка поверхности к наплавке Состояние наплавляемой поверхности существенно влияет на качество восстановленных деталей. Если поверхность наплавляемой детали загрязнена или покрыта ржавчиной, то в наплавленном металле будут шлаковые включения и несплавления. Наплавка на поверхность, покрытую маслом, приведёт к появлению газовых пор. Все эти дефекты могут стать очагами разрушения детали, причиной её преждевременного выхода из строя. Вот почему наплавляемые места должны предварительно промываться и очищаться с помощью металлических щеток, наждачной бумаги и ветоши. Установка детали После того как деталь подготовлена к наплавке, её устанавливают в центрах токарного станка (рис. 4). Для этого используют круглый стержень сплошного сечения диаметром 40 мм. Стержень специально затачивается под отверстие в шипах крестовины. Конусное окончание позволяет закреплять деталь по центру. Стержень зажимается в кулачковом патроне токарного станка. Деталь подпирают центром задней бабки, который также имеет конусное окончание. Такое закрепление является достаточно надежным в данном случае, так как усилия, создаваемые наплавочной головкой, невелики. Рис. 4. Восстанавливаемая крестовина карданного вала: а – схема закрепления для наплавки; б – внешний вид крестовины после восстановления; 1 – зажимной патрон; 2 – центр; 3 – крестовина; 4 – задняя бабка станка Режимы наплавки Режим вибродуговой наплавки характеризуется силой тока, напряжением на дуге, скоростью подачи и диаметром электродной проволоки, шагом наплавки, расходом охлаждающей жидкости, частотой вибрации электрода. Все эти параметры, как правило, взаимосвязаны, и качество наплавленного слоя определяется именно правильно выбранным соотношением между указанными параметрами. Вибродуговую наплавку обычно производят при напряжении на дуге от 12 до 40 В. Уменьшение напряжения на дуге приводит к увеличению времени короткого замыкания. Вследствие этого уменьшается общее количество выделяющегося тепла. Это, в свою очередь, приводит к уменьшению степени расплавления основного металла и в конечном счете к полному или частичному несплавлению. Чрезмерное увеличение напряжения на дуге также приводит к нежелательным результатам: возрастает удар и разбрызгивание металла, деталь перегревается, сильнее коробится. При дальнейшем росте напряжения нарушается равенство между скоростью подачи проволоки и скоростью её расплавления. Наплавку постоянным током всегда ведут на обратной полярности: положительный полюс источника тока присоединяется к электроду, отрицательный – к детали. Экспериментально установлено, что наилучшая скорость подачи проволоки составляет 0,9…1,65 м/мин. С увеличением скорости подачи проволоки увеличивается сила тока. Величина сварочного тока определяется внешней вольт-амперной характеристикой источника питания, скоростью подачи и диаметром проволоки. Для вибродуговой наплавки характерны средние значения силы тока 100…200 А. Размах вибрации электрода выбирается в зависимости от диаметра электродной проволоки и обычно равен ему. Шаг наплавки зависит от диаметра электродной проволоки, скорости ее подачи и напряжения на дуге. Обычно он соответствует диаметру проволоки. От расхода охлаждающей жидкости, подаваемой на деталь, зависят величина ее коробления, твердость наплавленного металла, химический состав, а также вероятность появления пор и трещин. Обычно расход жидкости составляет 0,5…3 л/мин. Высокое качество наплавки крестовины получают при использовании следующих режимов: шаг наплавки – 2,8 мм/об;скорость подачи электрода – 1,25 м/мин;частота вибрации – 100 Гц;амплитуда колебаний – 1,95…2,6 мм;толщина наплавленного слоя, при которой обеспечивается надёжное сплавление, – 2,5 мм.Наплавка После необходимой подготовки детали и выбора режима наплавки включают установку. Сначала включается двигатель станка и насос, подающий жидкость. Затем устанавливают нужное число оборотов детали, включают источник питания дуги и, руководствуясь показаниями вольтметра, регулируют напряжение. Далее конец электродной проволоки подводится к детали, суппорт станка включается, приводятся в действие вибратор и двигатель, подающий проволоку. Так начинается процесс наплавки. По окончании вибродуговой наплавки подача проволоки выключается. Выключение всех остальных механизмов производится в последовательности, обратной последовательности включения. Контроль качества При вибродуговой наплавке контроль осуществляется на всех стадиях процесса. Перед наплавкой при внешнем осмотре выявляются поверхностные дефекты деталей. В процессе наплавки контролируются расход и место подвода охлаждающей жидкости, напряжение на дуге, наличие проскальзывания электродной проволоки в роликах и т. п. Внешний осмотр и обмер наплавленной детали осуществляются дважды: непосредственно после наплавки и после механической обработки. В первом случае проверяются толщина наплавленного слоя, его чистота, наличие открытых пор, пропусков наплавки, крупных трещин, чрезмерного коробления, правильность наплавки галтелей, величина припуска на механическую обработку. Часть обнаруженных дефектов поддается исправлению. Прерывистость слоя легко исправить местной ручной дуговой наплавкой. Недостаточная толщина слоя исправляется путем повторной наплавки. При низком качестве наплавленного слоя его удаляют и производят наплавку заново. Наличие даже легко устраняемых дефектов – явление нежелательное. После механической обработки наплавленной детали проверяются чистота поверхности и соответствие размеров обработанной детали чертежу. Одновременно выявляются скрытые дефекты – газовые поры, крупные трещины и т. д. Иногда после механической обработки или в её процессе обнаруживается местное несплавление. Его признаки – отслаивание части металла или характерное шелушение наплавленного слоя. Все эти дефекты выявляются при внешнем осмотре. Наплавка ведущих звездочек бульдозера Детали ходовой части транспортных гусеничных машин эксплуатируются в условиях интенсивного трения металла о металл при наличии прослойки абразива и испытывают значительные контактные ударные нагрузки, вследствие чего быстро изнашиваются. В связи с этим вопрос о выборе способа и технологии упрочнения рабочих поверхностей с целью повышения надежности и долговечности машины весьма актуален. Не менее важно решение проблемы восстановления изношенных деталей для повторного их использования. Ведущие звездочки бульдозеров на базе тракторов Т-100, ТЦ-130, «Интер», «Камацу» и др. работают в тяжелых условиях. Сложный характер изнашивания контактных пар зубья–втулки и наличие вязкого водоэмульсионного слоя с большим количеством частиц кварца различной фракции усиливают истирание рабочих поверхностей, что приводит к изнашиванию закаленного поверхностного слоя примерно в два-три раза быстрее, чем это предусмотрено нормативами. Износ зубьев звездочки достигает 50…60 мм, а впадин составляет 20…25 мм. Такая неравномерность изнашивания криволинейной поверхности значительно усложняет технологию восстановления. Ведущие звездочки бульдозеров в основном изготавливают из высокоуглеродистых литых сталей, легированных марганцем и молибденом, с закаливанием рабочей поверхности до твердости примерно 420 HV на глубину до 5 мм. С учетом требований, предъявляемых к материалу звездочек, работающих в контакте с гусеничной цепью, была опробована технология нанесения рабочего слоя оптимальной твердости и высокой износостойкости путем применения легирующих флюсов. Для наплавки под слоем флюса целесообразно использовать наплавочный материал, не содержащий дорогих легирующих элементов (W, Ni, V), но обеспечивающий достаточную износостойкость. Хромомарганцевоборидные сплавы (Fe-C-Cr-Mn- являются в этом смысле наиболее приемлемыми. Установлено, что износостойкость рабочего слоя наиболее высокая при наплавке под механической смесью флюсов (АН- 348А) + (АНК-18) с добавками легирующих элементов. Наплавку производили сварочной головкой А-1416, дополнительно оборудованной механизмом колебания электрода. Диапазон колебаний – от 0 до 140 мм, частота колебаний – регулируемая. Для восстановления звездочек использовали проволоки Св-08Г2С и Нп-30ХГСА диаметром 2 мм. Режим обработки: постоянный ток обратной полярности, номинальный ток 260…300 А, напряжение на дуге 32…35 В, скорость подачи проволоки 119 м/ч, скорость наплавки 20 м/ч, шаг наплавки 6…8 мм. Рис. 5. Наплавка ведущей звездочки бульдозера: 1 – изделие; 2 – наплавочная головка; 3 – кокиль Зубья наплавлялись методом горки (рис. 5). Наплавку производили в кокиль, одновременно являющийся шаблоном для контроля заданного шага и формы зуба. Поскольку износ у кромки зуба больше, была выбрана кинематическая схема механизма колебания электрода с замедлением в зоне выработки. В зависимости от модели бульдозера выбирают технологию восстановления зубьев: по ширине, шагу, износу и др. После наплавки поверхность зубьев не требует термической и механической обработки. Структура наплавленного металла феррито-перлитная, переходящая в игольчатый троостит. Твердость наплавленного слоя поверхности контакта составляет 400…420 HV. В зоне сплавления отсутствуют трещины и непровары. Технология восстановления опорного катка гусеничного трактора Мойка Детали, поступающие на восстановление, подвергаются очистке для того, чтобы их можно было осмотреть и выявить дефекты. При очистке деталей удаляются продукты коррозии, остатки смазочных материалов и жировых пятен, абразивные и металлические частицы и др. Очистка деталей от загрязнений является специфической операцией процесса восстановления. От качества и полноты её проведения зависит долговечность восстановленных изделий. Так, недостаточно качественно удаленные загрязнения с поверхностей восстанавливаемых деталей приводят при наплавке к образованию в наплавленном материале пор и раковин и, как следствие, снижению ресурса их работы. Для выполнения этой операции необходимо уложить деталь в ванну с 8…10% раствором кальцинированной соды, удалить продукты загрязнения с помощью металлической щетки, извлечь деталь из ванны и высушить техническим феном до полного удаления влаги с поверхности. Дефектация Дефектацию деталей производят с целью определения их технического состояния и выявления следующих дефектов: целостности материала, величины износа и деформации. Измерительный инструмент и деталь должны иметь температуру одного порядка. Универсальные средства измерения выбирают в зависимости от допусков на восстанавливаемые размеры и конструктивных особенностей детали. Осмотреть каток на наличие сколов, смятия, трещин, изломов и других видимых повреждений; определить величину износа рабочих поверхностей при помощи штангенциркуля. Катки с износом рабочих поверхностей по диаметру более 16 мм восстановлению не подлежат. Установка детали Установить каток в зажимной патрон наплавочной установки (например, УД-209) с помощью электротали типа ЭТ-300М и троса (рис. 6). Рис. 6. Наплавка опорного катка гусеничного трактора порошковой проволокой на установке УД-209: 1 – каток; 2 – зажимной патрон; 3 – горелка; 4 – подающий механизм; 5 – пульт управления Предварительный подогрев Предварительный подогрев детали осуществляется, если поверхностная твердость детали превышает НRСэ = 30. Как правило, изделие, изготовленное из стали марки Ст45, имеет твердость поверхности более 30 единиц, даже если оно не подвергалось закалке. Предварительный подогрев делается для того, чтобы предотвратить образование трещин. Подогрев можно осуществлять газовой горелкой ПГУ-40, нагревая деталь до температуры 150…200°С. Деталь необходимо прогревать равномерно, для этого обеспечивают её вращение в зажимном патроне. Наплавка Наплавка производится на постоянном токе обратной полярности. В качестве наплавочного материала используется порошковая проволока марки ПП-АН122 диаметром 2,8 мм. Это дает следующие преимущества перед другими материалами: можно увеличить силу тока и тем самым повысить производительность процесса наплавки в два раза; не требуется отделение шлаковой корки от детали после наплавки; обеспечивается необходимая твердость наплавки НRС = 40…50.Наплавочная головка обеспечивает поперечные колебания электрода с амплитудой до 40 мм в обе стороны. Поэтому можно наплавлять изношенную поверхность по всей ширине за один проход. Последовательность и режимы наплавки рабочей поверхности Наплавить первую рабочую поверхность катка диаметром Ø170 мм на длине L = 40 мм.Наплавить вторую рабочую поверхность диаметром Ø170 мм на длине L = 40 мм.Режимы наплавки: ток – IН = 300 А; напряжение на дуге – U = 26 B; скорость наплавки – Vнапл = 8 м/ч; амплитуда колебаний – Ак = 20 мм; частота колебаний – fк = 35 кол/мин; скорость подачи проволоки – Vпр = 375 м/ч; вылет электрода – Hэ = 15 мм; угол наклона электрода от вертикальной оси – α = 40°; смещение электрода от зенита в сторону, противоположную вращению детали, – L = 8 мм. После наплавки рабочих поверхностей необходимо наплавить реборды. Последовательность и режимы наплавки реборд Наплавить одну реборду по диаметру от 170 мм до 200 мм, угол реборды 30°.Наплавить вторую реборду по диаметру от 170 мм до 200 мм.Валики (4 штуки) накладывать друг на друга без поперечных колебаний электрода. Высота каждого наплавленного валика – 4 мм; ширина – 5 мм.Режимы наплавки: ток – IН = 300 А; напряжение – U = 26 B; скорость наплавки – Vнапл = 30 м/ч; скорость подачи проволоки – Vпр= 375 м/ч; вылет электрода – Hэ = 15 мм; угол наклона электрода – α = 40°; смещение электрода от зенита в сторону, противоположную вращению детали, – L = 8 мм. Механическая токарная обработка С помощью электротали ЭТ-300М и троса снять каток с наплавочной установки и установить его на токарно-винторезный станок 1К625Д. Токарная обработка наплавленной детали необходима для обеспечения требуемых геометрической формы, размеров и шероховатости поверхностей. Поскольку твердость поверхности изделия из Ст45 после наплавки достаточно высока, то для точения наружной цилиндрической поверхности и реборд используют резец из твёрдого сплава Т15К6. Обработку ведут в один проход: число оборотов шпинделя станка – n = 315 oб/мин; подача резца – S = 0,3 мм/об; глубина резания – t = 1,5 мм. Калибровка внутреннего диаметра катка С помощью электротали ЭТ-300М и троса снять каток со станка и установить вертикально в специальную оснастку для калибровки внутреннего диаметра. Калибровку внутреннего диаметра проводят для восстановления первоначальных размеров, так как после наплавки происходит усадка и внутренний диаметр становится меньше. Для калибровки внутреннего отверстия катка используют сверлильный станок 2М112 (2М-112) и специальную фрезу диаметром 50 мм. Калибровку (расточку) ведут на режимах: скорость вращения шпинделя станка – n = 190 oб/мин; подача фрезы – S = 0,5 мм/об. Контроль всех размеров восстановленного катка проводят с помощью штангенциркуля. Технология восстановления шарнирной трубы трактора К-700 Рис. 7. Шарнирная труба трактора К-700, подлежащая восстановлению Мойка и дефектация Уложить деталь в ванну с 8…10% раствором кальцинированной соды; удалить продукты загрязнения с помощью металлической щетки; извлечь деталь из ванны и высушить техническим феном. Дефектацию детали производят с целью определения её технического состояния и выявления следующих дефектов: целостности материала изделия, величины износа поверхностей и степени ее деформации. Необходимо осмотреть деталь на наличие сколов, смятия, трещин, изломов, царапин и других видимых повреждений; определить величину износа рабочих поверхностей при помощи штангенциркуля ШЦIII со шкалой 0 – 500 мм (0,1 мм). Установка и предварительный подогрев детали Установить деталь в патрон наплавочной установки УНВ 3-31 с помощью электротали ЭТ-300М и троса, при установке контролировать надежность сцепки между шарнирной трубой и тросом, закрепить деталь задней бабкой (рис. 8). Рис. 8. Установка для наплавки УНВ 3-31 Газовой горелкой ПГУ-40 нагреть деталь до температуры 150…200°С. Восстанавливаемые поверхности детали прогревать равномерно, вращая деталь в патроне установки. Наплавка Наплавка производится на постоянном токе обратной полярности. Источником питания для электрической дуги может служить универсальный выпрямитель ВДУ-1202. В качестве наплавочного материала может использоваться порошковая проволока марки ПП-АН122 диаметром 2,8 мм. Наплавка этой порошковой проволокой может выполняться без дополнительной защиты сварочной ванны флюсом или газом. Наплавить первую рабочую поверхность диаметром Ø300 мм на длине L = 150 мм; наплавить вторую рабочую поверхность диаметром Ø300 мм на длине L = 150 мм; контролировать качество наплавки. Ток наплавки IН = 280…300 А, напряжение U = 26… 28 B. Наплавка широкослойная с амплитудой колебаний электрода Ак = 30 мм. Частота колебаний fк = 32 кол/мин. Скорость наплавки Vнапл = 6…8 м/ч. Скорость подачи проволоки Vпр = 370… 380 м/ч. Вылет электрода Hэ = 10…15 мм. Угол наклона электрода α = 40…45° от вертикальной оси. Смещение электрода от центра детали в сторону, противоположную ее вращению при наплавке, L = 10…12 мм. Токарная обработка С помощью электротали ЭТ-300М и троса снять каток с наплавочной установки и установить на токарно-винторезный станок 1К625Д. Для обтачивания наружной цилиндрической поверхности используют резец из твёрдого сплава Т15К6. Обработку ведут в два прохода: первый – черновой: число оборотов шпинделя – n1 = 215 oб/мин; подача резца – S1 = 0,6 мм/об; глубина резания – t1 = 1,5 мм. Второй проход – чистовой на следующих режимах: n2 = 600 oб/мин, подача S2 = 0,2 мм/об, глубина резания t2 = 0,5 мм. После точения необходимо проконтролировать все размеры шарнирной трубы на соответствие их чертежу детали. Технология восстановления деталей двигателя Восстановление блока и головки блока цилиндров Блок цилиндров (рис. 9) служит основой двигателя. К его верхней части крепится головка блока. Блок цилиндров – литая деталь, как правило, из чугуна, реже – из алюминиевого сплава. Блок цилиндров выполняет ещё одну важную функцию: по отверстиям, которые в нём находятся, масло под давлением подаётся к местам смазки. В ДВС с жидкостным охлаждением имеются также отверстия, по которым охлаждающая жидкость попадает в головку блока. Технология восстановления Для восстановления эксплуатационных свойств блока и головки блока цилиндров ДВС в общем случае применяют следующие технологические операции: предварительная мойка;расточка / хонингование блока цилиндров;гильзование чугунного или алюминиевого блока цилиндров;расточка/хонингование постели коленвала;шлифование плоскости блока цилиндров;электродуговая и холодная молекулярная заварка дефектов;микродуговое оксидирование;газотермическое напыление;опрессовывание блока и головки блока цилиндров;шлифование головок блока цилиндров;правка рабочей фаски седла клапана;притирание клапана;установка футорки под свечу. Рис. 9. Блок цилиндров ДВС: а – двухрядный V-образный; б – однорядный 4-цилиндровый Мойка деталей Для этого используется автоматическая моечная машина контейнерного типа. Сверху и снизу барабана, в который укладываются детали, расположены две пары труб с установленными в них жиклерами, через которые под давлением подается разогретый до 90 градусов специальный моющий состав. Под действием этого состава приблизительно в течение 15 минут растворяются масляные отложения, смываются грязь и продукты износа с поверхностей деталей, после чего детали омывают проточной горячей водой в отдельной ванне. Далее впускные и выпускные каналы, камеры сгорания и привалочные плоскости головки блока цилиндров очищаются с помощью металлических щеток (рис. 10). Рис. 10. Подготовка деталей к восстановлению: а – загрузка в моечную машину; б – очистка клапанов в головке блока цилиндров металлическими щётками Дефектация Во время дефектации тщательно изучается состояние деталей головки: проводятся визуальный осмотр тела головки блока цилиндров, измерение стебля клапана, биения тарелки клапана, промер внутренних диаметров направляющих втулок клапанов, осмотр свечных отверстий, состояния резьбы шпилек, проверка плоскостности привалочных поверхностей и многое другое. Для этого необходимо иметь целый ряд контрольно-измерительных приборов. Во время этой операции заполняется дефектационная ведомость, на основании которой формируется заключение о необходимом объеме работ. Способы восстановления блоков цилиндров ДВС Расточка и хонингование цилиндровДля расточки рядных блоков используются специальные станки российского или импортного производства, дающие наиболее точные размеры цилиндров, например VB 182 M фирмы AZ. Шпиндель этого станка может перемещаться только по вертикали, поэтому базирование блока цилиндров относительно шпинделя осуществляется путем перемещения стола с закрепленным на нем блоком. При таком способе центрирования цилиндра погрешность базирования минимальная, однако производительность не самая высокая. Тем не менее на нынешний момент это наиболее распространенная схема (рис. 11,а). V-образные блоки растачиваются от постели коленчатого вала. Для этого также лучше использовать станок американского производства FN фирмы Kwik-Way. Простота установки блока и автоматическое базирование шпинделя существенно увеличивают производительность данного оборудования при незначительном снижении точности базирования. Хонингование – финишная операция, при которой обеспечивается необходимый размер цилиндра, достигаются минимальные отклонения от круглости и цилиндричности, формируется специальный микрорельеф и обеспечивается определенная структура металла на поверхности цилиндра. Используется хонинговальный станок AZ CH 150 (рис. 11,б). Рис. 11. Восстановление блока цилиндров: а – расточка цилиндров; б – хонингование; в – фрезерование плоскости Фрезеровка необходима для обеспечения плоскостности привалочных поверхностей, а также для устранения забоин и царапин на них (рис. 11,в). При сильном перегреве мотора механики, как правило, проверяют привалочную плоскость головки блока цилиндров, забывая про блок. Несмотря на то что головка деформируется значительно сильнее блока, пренебрегать проверкой плоскости блока не следует. Прогиб около 0,05…0,07 мм может стать причиной утечек охлаждающей жидкости или попадания ее в цилиндры. Восстановление чугунного блока цилиндров сваркойДля восстановления цилиндров пользуются методом сварки. С этой целью проводят следующие работы. Удаляют дефектное место газовой резкой или механическими способами. Разделывают место под сварку. Сварка сопровождается предварительным и сопутствующим обогревом цилиндра, для чего приходится сооружать специальные печи с электрообогревом. Для ускорения сварки применяют электроды большого диаметра. Наложение слоев проводят с послойной проковкой шва пневматическим молотком-зубилом. Особенности ремонтной сварки чугунных изделий и материалы для ее осуществления приведены в разделе 2.3 данного учебного пособия. Восстановление отверстий коренных опор чугунных блоков цилиндров двигателей комбинированным способомРазработан ресурсосберегающий технологический процесс восстановления поверхности отверстий коренных опор чугунного блока цилиндров комбинированием электроискровой наплавки и нанесения металлополимерного покрытия, позволяющий обеспечить необходимую размерную, геометрическую и пространственную точность восстановления поверхностей и повторно использовать часть деталей, ранее подвергшихся выбраковке. Восстановление блоков цилиндров двигателей с помощью напыленияНапыление является одним из наиболее интересных и эффективных способов нанесения защитных и упрочняющих покрытий на поверхность деталей. Это процесс, при котором наносимый материал в виде порошка или проволоки вводится в струю плазмы и нагревается в процессе движения с потоком газа до температур, превышающих температуру его плавления, и разгоняется в процессе нагрева до скоростей порядка нескольких сотен метров в секунду. Микродуговое оксидирование внутренней поверхности цилиндров из алюминиевого сплаваВ настоящее время метод микродугового оксидирования является наиболее перспективным по сравнению с существующими технологиями нанесения покрытий на алюминиевые и магниевые сплавы и позволяет получать покрытия с высокими механическими, диэлектрическими и теплостойкими свойствами. Покрытия на алюминиевых и магниевых сплавах по износостойкости превышают все существующие материалы, используемые в современной технике. Восстановление холодной молекулярной сваркойВосстановление поверхностей под упорные полукольца в блоке цилиндров традиционными способами связано с большими трудозатратами и иногда не обеспечивает необходимое качество восстановленной детали. Применение холодной молекулярной сварки для ремонта этой неисправности позволяет восстановить исходные геометрические размеры изношенной поверхности, свести к минимуму механическую обработку блока, и все это – в течение двух часов. Следует заметить, что можно восстанавливать как наружную, так и внутреннюю поврежденные поверхности. Восстановление головок блока цилиндров двигателей Полный цикл восстановительных работ гарантирует длительную и безупречную работу головок блоков цилиндров. Проводят следующие восстановительные операции: глубокая мойка и чистка головок от отложений нагара;заварка трещин;шлифовка поверхности прилегания;замена направляющих втулок клапанов;замена клапанов;замена седел;притирка клапанов;замена стаканов форсунок;проверка на герметичность прилегания клапанов и гидроиспытания на герметичность.Заварка трещин на головке блока, изготовленной из алюминиевого сплава, вызывает особые затруднения вследствие технологических сложностей, возникающих при сварке алюминия, и высоких требований к точности размеров и формы самого изделия. Сложности при электродуговой наплавке алюминиевых сплавов, связанные с наличием тугоплавкого окисла на поверхности основного и присадочного материалов, преодолеваются тщательной подготовкой проволоки перед сваркой (обычно методом травления в 10% растворе щелочи с последующей промывкой водой и просушкой) и механической зачисткой поверхности основного материала металлической щеткой или шабером. В процессе наплавки окисная пленка удаляется воздействием механизма «катодного распыления», возникающего при наличии обратной полярности сварочного тока. Однако в тех случаях, когда изделие работает в условиях масляной ванны или интенсивной смазки, требуется более тщательная подготовка основного материала: либо применение обжига восстанавливаемой поверхности открытым пламенем, либо глубокая (до 0,5 мм) механическая обработка режущим инструментом. Большие технологические затруднения при наплавке вызывают такие свойства алюминиевых сплавов, как высокие коэффициенты теплопроводности и линейного расширения. Высокая теплопроводность материала изделия требует для получения гарантированного сплавления основного и присадочного материалов применения мощных источников тепла и форсированных режимов наплавки. При этом происходит интенсивный разогрев изделия, увеличивается глубина проплавления основного материала, что с учетом высокого коэффициента линейного расширения приводит к короблению самого изделия и, соответственно, к нарушению его эксплуатационных характеристик. Особенно высокие требования по части отсутствия коробления предъявляются именно к таким изделиям, как головки блоков цилиндров, где требуется обеспечить соосность посадочных отверстий с отклонением не более 0,05 мм. Существующие технологии восстановления таких изделий предусматривают использование предварительного подогрева с целью минимизации воздействия термического цикла сварки на основной металл, наложение каждого последующего валика с промежуточным охлаждением металла, что значительно уменьшает производительность процесса и увеличивает затраты. Имеется опыт заварки трещин на головке блока ДВС автомобиля ВАЗ, изготовленной из сплава АЛ25, с помощью трехфазной аргонодуговой сварки с применением присадочной проволоки, подключенной к средней фазе источника питания. Такой способ ремонта позволил устранить течь водяной рубашки без использования предварительного подогрева изделия и без нарушения его геометрических параметров. Восстановление опорной стойки распределительного вала дизельного двигателя Опорная стойка распределительного вала двигателя предназначена для поддержания вала в горизонтальном положении и должна обеспечивать свободное вращение вала вокруг его оси. Конструктивно опорная стойка выполнена из двух половин, одна из которых – нижняя – жестко закреплена болтовым соединением на головке блока двигателя, а вторая – верхняя – предназначена для фиксации распределительного вала в посадочном месте. Вместе они создают самосмазывающийся подшипник скольжения, который на внутренней поверхности имеет каналы для подачи смазки. Опорная стойка (рис. 12) распредвала изготовлена из литейного алюминиевого сплава АЛ-9, который обладает хорошими литейными свойствами, герметичностью, сравнительно высокой прочностью и пластичностью. Возможность применения этого сплава в подшипниках скольжения обусловлена тем, что после проведения термообработки (закалка + старение) поверхность детали достигает твердости до 80 НВ. Рис. 12. Конструкция опорной стойки распределительного вала: 1 – крышка подшипника; 2 – опорная стойка; 3 – гайки крепления Во время работы двигателя при вращении распределительного вала подшипник скольжения воспринимает различные виды нагрузок и, несмотря на обильную смазку, изнашивается за счет истирания или увеличивает свои посадочные размеры за счет пластического деформирования при «биении» вала. Естественно, что изношенные подшипники скольжения подлежат замене и последующему восстановлению эксплуатационных свойств. Восстановление алюминиевых подшипников скольжения выполняется с помощью аргонодуговой сварки, но при этом возникает ряд затруднений, связанных как с особенностями сварки самого алюминия, так и с особенностями конструкции и требованиями, предъявляемыми к восстановленной детали. Обеспечение необходимой твердости наплавленного слоя достигается применением присадочного материала, отличающегося по своему составу от основного материала. Технологический процесс наплавки опорной стойки распределительного вала судового дизельного двигателя предусматривает применение присадочной проволоки марки Св-1557. Если сплав АЛ-9 имеет в своем составе кремния – 6%, магния – 0,2%, железа – 0,6%, то проволока Св-1557 имеет следующий состав: магний – 5%, марганец – 0,4%, хром – 0,15%, бериллий – 0,003%. Чаще всего для получения более высоких показателей твердости наплавленного слоя осуществляют термообработку изделия – закалку и искусственное старение. Технология наплавки опорной стойки распределительного вала Для того чтобы повысить производительность процесса, уменьшить термическое влияние сварочной дуги на основной металл и уменьшить коробление изделия, была разработана технология наплавки посадочных мест подшипника скольжения опорной стойки распредвала судового двигателя с помощью трехфазной аргонодуговой сварки с перераспределением теплового потока от дуги между основным металлом и присадочной проволокой, подключенной к средней фазе трехфазного источника питания. Для наплавки используется специальный сварочный стенд, включающий источник питания трехфазной дуги УДГТ-315У2, сварочную горелку ГАСТ- 5 с тремя степенями свободы, реостат балластный РБ-6, сварочный стол с перемещающейся от электропривода кареткой, ножной пульт управления, механизм подачи присадочной проволоки, контрольно-измерительные приборы, баллон с аргоном, снабженный газовым редуктором и расходомером. Для технологического процесса наплавки необходимо выполнить следующие операции. Подготовить для наплавки присадочную проволоку диаметром 2 мм, марка Cв-1557: травить в 10% растворе NaOH в течение 10 минут; промыть проточной водой и просушить струей воздуха. Подготовить посадочную поверхность опорной стойки к наплавке: удалить верхний слой металла на глубину 0,5 мм по всей поверхности наплавки фрезой на горизонтально-фрезерном станке; собрать отдельные половины подшипников (верхние и нижние) в ряд по 12 штук в каждом в специальном зажимном приспособлении, прокладывая между каждой половиной медную пластину соответствующей конфигурации толщиной 2 мм; зачеканить маслоканалы кусками медной проволоки диаметром, соответствующим диаметру канала; протереть фрезерованные поверхности собранных блоков подшипников ветошью, смоченной этиловым спиртом; установить собранные блоки на сварочный стол и закрепить так, чтобы наплавку можно было вести по образующей поверхности. Включить источник питания трехфазной дуги УДГТ-315У2 с предварительной продувкой аргоном сварочной горелки ГАСТ-5. Подключить через балластный реостат к средней фазе источника питания посредством скользящего контакта (мундштука) присадочную проволоку. Установить параметры режима наплавки: ток в электродах – 110 А, ток через балластное сопротивление – 140 А, расход аргона – 8 л/мин, скорость наплавки – 15 м/час, скорость подачи проволоки – 45 м/час, установочная длина дуги – 4 мм. Подвести место начала наплавки под сварочную горелку и зажечь с помощью осциллятора межэлектродную дугу. Замкнуть присадочную проволоку на изделие непосредственно под электродами сварочной горелки. Включить с помощью ножного пульта управления основную дугу и развести сварочную ванну, соизмеримую с диаметром присадочной проволоки (4…5 мм). Задать перемещение сварочной каретке и одновременно подачу присадочной проволоки и наплавить валик по всей длине собранного блока подшипников. Повернуть зажимное приспособление вокруг своей оси таким образом, чтобы последующий валик перекрывал предыдущий не менее чем на четверть его ширины. Повторить операции с 6 по 10 до тех пор, пока не будет наплавлена вся поверхность подшипника скольжения опорной стойки. Используя эффект разделения теплового потока трехфазной дуги между присадочной проволокой и основным металлом, можно наплавлять как в автоматическом, так и в ручном варианте детали изалюминиевых сплавов сложной формы и с малой толщиной стенки. Плазменная наплавка впускных и выпускных клапанов Внешне конструкция клапана довольно проста (рис. 13). Основные части – стебель, перемещающийся в направляющей втулке, и головка, которая «садится» на седло, герметизируя камеру сгорания. Формой головка напоминает перевернутую вверх дном тарелку, поэтому головку называют еще «тарелкой клапана». Она имеет рабочую фаску с углом 30° или 45° относительно плоскости тарелки и цилиндрический поясок. Он необходим для увеличения жесткости тарелки и защиты ее кромок от обгорания и коробления. Кроме того, поясок позволяет сохранить основные геометрические размеры тарелки клапана в случае перешлифовки его рабочей фаски. Основанием для отбраковки клапана служат следующие дефекты: явные повреждения клапана: изгиб стебля, прогары, трещины, забоины;изменение диаметра стебля по его длине более чем на 0,02 мм;ступенчатый или боковой износ стебля клапана;поврежденные проточки под сухари;уменьшение высоты цилиндрического пояска ниже допустимой производителем;расклеп торцевой части стебля и глубина выработки торцевой части более 0,2…0,3 мм. Рис. 13. Конструкция клапана ДВС Одной из наиболее перспективных технологий восстановления является плазменная порошковая наплавка. Она отличается высоким качеством наплавленного металла, малыми остаточными напряжениями и, как следствие, отсутствием деформаций восстанавливаемых деталей. В качестве присадочных материалов применяются различные порошки: быстрорежущие, хромоникелевые и высокоуглеродистые легированные сплавы, бронзы и др. Существовавшие ранее в России технологии наплавки клапанов были ориентированы на нанесение сплавов на основе никеля (например, порошок ПГ-СР 2) с использованием плазменно-дугового процесса. Эта технология на сегодняшний день не отвечает требованиям надежности и долговечности клапанов в связи с недостаточно высокой коррозионнои износостойкостью покрытия при высоких температурах. Ведущие зарубежные фирмы DELORO STELLITE (Великобритания), INTERWELD (Австрия), SNMI (Франция), выпускающие оборудование для наплавки клапанов и внедряющие этот процесс во всем мире, ориентируются на новую технологию, получившую название РТА-процесс (plasma transferred arc), в русском варианте – процесс плазменной наплавки-напыления (ПНН) или плазменно-порошковой наплавки (ППН). В качестве присадочного материала для наплавки клапанов используется исключительно материал на основе кобальта (стеллит). Ведущие производители этих материалов выпускают до двадцати модификаций различных стеллитов. Такая технология сейчас используется повсеместно, на всех российских заводах – производителях автомобилей и на ремонтных предприятиях. Сущность процесса ППН (рис. 14) состоит в нанесении порошковых покрытий толщиной 0,5…4,0 мм с гибким регулированием ввода тепла в порошок и изделие плазмотроном с двумя дугами – основной и пилотной. При этом пилотная (косвенная) дуга используется для расплавления присадочного материала, а основная дуга (переносимая на изделие) – для поддержания температуры частиц порошка на детали. При ППН увеличение времени нахождения частиц порошка при высокой температуре способствует максимальному сцеплению и уплотнению частиц с минимальным перегревом поверхности детали. Оптимизация основных характеристик процесса (токи основной и пилотной дуги, расстояние до изделия, скорость подачи порошка и скорость перемещения изделия относительно плазмотрона) ведет к минимальной чувствительности к скорости подачи порошка и в определенных пределах – к скорости перемещения изделия. Рис. 14. Процесс плазменно-порошковой наплавки фаски клапана Технологический процесс наплавки клапанов состоит из следующих операций: предварительная очистка и дефектация;подготовка поверхности;непосредственно процесс наплавки;термическая обработка;предварительная механическая обработка;дефектоскопия наплавленной поверхности;окончательная механическая обработка;технический контроль;маркировка.Для ремонта клапанов без наплавки методом проточки фаски американской фирмой NEWAY создан ручной специальный комплект инструмента GIZMATIC. Набор свободно умещается в слесарном чемоданчике. Преимущество GIZMATIC заключается в том, что фрезы уже настроены так, чтобы формируемый угол рабочей фаски клапана составлял 45°30″ или 30°30″. Это приспособление позволяет обработать фаски клапанов любых встречающихся размеров. GIZMATIC снабжен устройством самоцентрирования режущих ножей относительно клапана и микролифтом, обеспечивающим точную вертикальную подачу режущей головки к клапану (рис. 15). a) 6) Рис. 15. Ручной инструмент GIZMATIC для ремонта фаски клапанов: а – схема инструмента; б – внешний вид в тисках Наплавка стальных коленчатых валов Наиболее простым из существующих в настоящее время способов наплавки стальных коленчатых валов с изношенными шейками является автоматическая наплавка под слоем легирующего флюса. При этом способе термическая обработка валов не нужна, потому что наплавленный металл в процессе его охлаждения самозакаливается до требуемой твердости. После наплавки коленчатые валы не укорачиваются. Усталостная прочность коленчатых валов, наплавленных под легирующим флюсом, несколько понижается, но это на их ходимость особого влияния не оказывает. Автоматическую наплавку коленчатых валов под слоем флюса производят на специальных установках, основными элементами которых являются токарный станок, наплавочная головка и источник питания сварочной дуги. Чтобы снизить обороты шпинделя станка, между его приводом и ведомым шкивом устанавливают редуктор, рассчитанный на вращение шпинделя с частотой 2…5 об/мин. Для подачи электродной проволоки в зону горения дуги используются наплавочные головки. Возможно применение головок ОКС-1031Б, ОКС-1252А и др. Новая наплавочная головка ОКС-5523 работает в полуавтоматическом режиме. Особенностью ее является бесступенчатое регулирование скоростей подачи электродной проволоки и наличие универсальных центросместителей. В качестве источников тока при автоматической наплавке под слоем флюса используют преобразователи ПСГ-500, ПСУ-500-2, выпрямители ВС-600, ВДУ-1202 и др. Стальные коленчатые валы наплавляют чаще всего пружинной проволокой 2-го класса диаметром 1,6…2 мм. Флюс используют для защиты расплавленного металла от воздействия воздуха, стабилизации горения дуги и легирования наплавленного металла. Наибольшее применение при наплавке шеек стальных валов находит комбинированный флюс такого состава: флюс марки АН- 348А – 93%, графит порошковый – 2,5%, феррохром порошковый – 2%, жидкое стекло натриевое – 2,5%. Перед наплавкой восстанавливаемые поверхности шеек валов зачищают абразивной шкуркой до металлического блеска. Проволоку для наплавки очищают от ржавчины и органических масел. Для снятия с электродной проволоки остатков смазки перед входом проволоки в наплавочную головку устанавливают резиновые шайбы. Отверстия масляных каналов коленчатого вала перед наплавкой закупоривают графитовой пастой, которую приготавливают в виде смеси графита с «жидким стеклом». Эту операцию выполняют заранее, чтобы паста успела затвердеть (приблизительно за 3…5 ч до наплавки). Деталь в установочном приспособлении (центросместителе) нужно жестко закрепить, биение наплавляемых шеек не должно превышать 1,5 мм. Наплавку шеек ведут на следующих режимах: напряжение на дуге – 22…26 В, сила сварочного тока – 170…200 А, частота вращения детали – 3…4 об/мин, шаг наплавки – 3…4 мм/об. Скорость подачи проволоки зависит от ее диаметра. При диаметре проволоки 1,6 мм скорость ее подачи составляет 100…120 м/час, при диаметре 1,8 мм – 90…110 м/час, при диаметре 2 мм – 80…100 м/час. В процессе наплавки флюс должен закрывать достаточно толстым слоем сварочную ванну и дугу, горящую между деталью и проволокой. Малейшее обнажение электрической дуги приводит к нарушению стабильности протекания процесса, разбрызгиванию электродного металла, плохому формированию шва, образованию в наплавленном металле пор и раковин. Для того чтобы флюс лучше удерживался на поверхности шейки, электродную проволоку подают к детали с некоторым (8…10 мм) смещением по отношению к зениту в сторону, противоположную вращению детали. Чтобы поверхность наплавки была более ровной, образующийся валик должен перекрывать ранее наплавленный не менее чем на треть его ширины. Современные технологии восстановления чугунных коленчатых валов Для восстановления чугунных коленчатых валов разработан целый ряд различных технологических процессов, которые предусматривают как механическую, так и термомеханическую обработку, в том числе наплавку и напыление. Применение той или иной технологии зависит от степени износа валов, а также от наличия на предприятии соответствующего оборудования и материалов. Шлифовка под ремонтные размеры Один из часто применяемых способов восстановления работоспособности коленчатых валов – шлифовка под ремонтные размеры. Преимущества этого способа в его простоте и минимуме технологических операций. Из оборудования требуются кругло-шлифовальный станок и типовая оснастка к нему. Но у этого способа имеется и ряд недостатков: потеря взаимозаменяемости деталей, потребность в дополнительных деталях (вкладыши) с ремонтными размерами и складских площадях под них. Вибродуговая наплавка в жидкости При этом способе качество наплавленного металла зависит от многих факторов и резко ухудшается при изменении режимов наплавки и химического состава электродной проволоки. Поэтому даже при хорошо отлаженном процессе восстановления на шейках чугунных коленчатых валов часто встречаются поры и трещины. Количество пор увеличивается с глубиной слоя, поэтому восстановленные чугунные коленчатые валы шлифуют лишь до третьего ремонтного размера, а затем выбраковывают. Усталостная прочность чугунных коленчатых валов, восстановленных вибродуговой наплавкой в жидкости, снижается на 35…40%. Однако благодаря двукратному запасу прочности в эксплуатации наблюдается незначительное количество их поломок. Но применение этого способа наплавки для восстановления чугунных коленчатых валов двигателей грузовых автомобилей из-за значительного снижения усталостной прочности становится неприемлемым. Вибродуговая наплавка в водокислородной среде При этом способе восстановления наплавленный металл имеет структуру троостита, переходящую в сорбитообразный перлит с твердостью слоя HRC 42…48. Такой металл по износостойкости уступает высокопрочному чугуну, тем не менее коленчатые валы, восстановленные этим способом, обеспечивают срок службы двигателей, соответствующий пробегу автомобиля 50…60 тыс. км. В целом эксплуатационные свойства таких валов изучены недостаточно, но из-за низкой в сравнении с высокопрочным чугуном износостойкости наплавленного металла этот способ наплавки не может быть рекомендован к повсеместному использованию. Однослойная наплавка под флюсом Этот способ наплавки исследовался в Научно-исследовательском институте авиационных технологий (НИИАТ). Для наплавки применяли проволоку разных марок, в том числе пружинную 2 класса ГОСТ 1071-81, ОВС, НП-30ХГСА, Св-08, Св-10Х13, Св-12ГС ГОСТ 792-67 и др. Наплавку производили под флюсами АН-348А, ОСЦ-45, АН-15, АН-20 ГОСТ 9087-81 без примешивания и с примешиванием к флюсу графита, феррохрома, ферромарганца, ферромолибдена, алюминиевого порошка и других компонентов для получения наплавленного металла мартенситной структуры с твердостью HCR 56…62 без пор и трещин. Наплавку производили при разном шаге, токе прямой и обратной полярности, разных напряжениях дуги и индуктивности сварочной цепи, скорости подачи электродной проволоки и вращения детали. Все разновидности однослойной наплавки под флюсом не дали положительных результатов. Наплавленный металл имел неоднородную структуру и твердость, содержал поры, трещины и шлаковые включения. Двухслойная наплавка проволокой Св-08 под легирующим слоем флюса Этот способ наплавки также разработан в НИИАТе. Лучшие результаты из многочисленных вариантов двухслойной наплавки получаются при использовании малоуглеродистой проволоки Св-08 диаметром 1,6 мм и легирующего флюса АН-348А (2,5 части графита, 2 части феррохрома № 6 и 0,25 части жидкого стекла). Металл первого слоя имеет аустенитное строение и твердость HRC 35…38. Второй слой имеет мартенситное строение и твердость HRC 56…62 и содержит небольшое количество пор. Недостатком этого способа наплавки является образование большого количества трещин в наплавленном слое, вызывающих повышенный износ сопряженных вкладышей. Усталостная прочность чугунных коленчатых валов двигателей ЗМЗ 53-А, восстановленных двухслойной наплавкой под легирующим флюсом, снижается на 26…28%, т. е. меньше, чем при вибродуговой наплавке в жидкости. Наличие на поверхности шеек большого количества трещин не позволяет рекомендовать этот способ для широкого применения. Наплавка в среде углекислого газа Способ наплавки разработан в НИИАТе. Шейки чугунных коленчатых валов наплавлялись проволокой разных марок, в том числе Нп-2Х13, ОВС, Св-12ГС, Нп-30ХГСА, Св-08 и др. Во всех случаях структура наплавленного металла была неудовлетворительной, в слое имелись поры и трещины. Наименьшее количество дефектов на поверхности шеек получается при наплавке проволокой Нп-2Х13, наплавленный металл при этом имеет структуру аустенита с карбидной сеткой и неравномерную по длине твердость HRC 51…60. Износ шеек чугунных коленчатых валов, наплавленных в углекислом газе проволокой Нп-2Х13, был больше, чем у ненаплавленных шеек. Усталостная прочность при этом способе снижается на 45…50%. Из-за указанных недостатков такую наплавку применять нецелесообразно. Плазменная металлизация Среди новых технологических процессов большой интерес для восстановления деталей автомобилей представляют способы нанесения металлопокрытий с использованием плазменной струи в качестве источника тепловой энергии. Наиболее перспективным способом восстановления деталей нанесением износостойких металлопокрытий является плазменное напыление с последующим оплавлением покрытия. При этом в металле оплавленного покрытия доля основного металла минимальна. Покрытие обладает высокой износостойкостью, без пор и трещин. Процесс является высокопроизводительным. Недостаток этого способа – высокие начальные капиталовложения в оборудование, следовательно, при отсутствии оборотных средств у предприятий этот способ, скорее всего, не будет использован. Наплавка под легирующим флюсом по оболочке Этот способ восстановления чугунных коленчатых валов позволяет получить наплавленный металл без пор и трещин при более высокой по сравнению с другими способами усталостной прочности этих восстановленных деталей. Достоинством этого способа является отсутствие пор и трещин, высокие прочностные характеристики и простое, доступное по цене оборудование. Сущность способа заключается в следующем. Деталь обертывают металлической оболочкой из листовой стали, плотно прижимают оболочку к поверхности детали с помощью специального приспособления и сваркой в среде углекислого газа прихватывают ее в стыке. После удаления приспособления производят автоматическую наплавку детали под флюсом непосредственно по металлической оболочке. Известно, что для устранения трещин в наплавленном металле необходимо уменьшить в нем содержание углерода, кремния, марганца, серы и фосфора. Поскольку высокопрочный чугун содержит значительное количество этих элементов, при экспериментах применяли оболочку из стали 08 и проволоку Св-08, содержащие их в небольшом количестве. При наплавке под флюсами АН-348А, ОСЦ-45, АН-15, АН-20 лучшее формирование слоя и меньшее количество дефектов получилось при использовании флюса АН-348А. С увеличением толщины оболочки глубина проплавления высокопрочного чугуна уменьшается, соответственно уменьшается поступление в наплавленный металл углерода, кремния, марганца и других элементов. Поэтому для получения наплавленного металла мартенситной структуры с твердостью HRC 56…62 во флюс добавляли графит и феррохром, обеспечивая содержание в наплавленном металле углерода 0,6…0,8% и требуемое количество хрома. При толщине оболочки 0,8 мм трещины и поры в наплавленном металле отсутствовали, в то время как при обычных способах наплавки высокопрочного чугуна при содержании углерода 0,6…0,8% трещин и пор избежать не удается. С увеличением толщины оболочки уменьшается глубина проплавления чугуна и, соответственно, количество образующейся окиси углерода, вызывающей образование пор. При толщине оболочки 0,8 мм и более небольшое количество окиси углерода успевает выделиться из расплавленного металла и пор в нем не наблюдается. Устранению трещин при наплавке по оболочке способствуют два фактора: уменьшение поступления в наплавленный слой кремния, марганца, магния и уменьшение величины и скорости нарастания растягивающих напряжений в наплавленном валике в период его кристаллизации благодаря уменьшению сил сопротивления усадок валика за счет перемещения или пластической деформации оболочки. Доказано, что образование горячих трещин происходит в период нахождения расплава в твердожидком состоянии при определенной величине и скорости нарастания внутренних напряжений. Высокоскоростное газотермическое напыление В основе метода лежат нагрев порошковых частиц и их нанесение со скоростью от 300 до 1000 м/с на поверхность детали. Частицы порошка газовой струей переносятся на деталь, обладая высокой кинетической энергией, которая при ударе о подложку превращается в тепловую. В качестве напыляемых материалов используются различные металлические и металлокерамические порошки. При этом происходит увеличение износостойкости более чем в 1,5 раза, увеличение коррозионной стойкости в два и более раза, восстановление износа посадочных и трущихся поверхностей от 10 мкм до 5 мм по диаметру с плотностью покрытия 99%. Рис. 16. Фрагмент коленчатого вала автомобиля: а – изношенная поверхность шеек; б – напыленная поверхность; в – поверхность шейки вала после финишной обработки https://extxe.com/1491/remont-detalej-avtomobilej-i-traktorov-svarkoj-i-naplavkoj/1 балл
-
Углекислота. ГОСТ 8050-85 Двуокись углерода газообразная и жидкаяhttp://docs.cntd.ru/document/1200005325 Физические свойства углекислотыУглекислота (СО2, двуокись углерода, диоксид углерода) – вещество с химическое формулой СО2 и молекулярной массой 44,011 г/моль, которое может существовать в четырёх фазовых состояниях – газообразном, жидком, твёрдом и сверхкритическом. Газообразное состояние СО2 носит общеупотребительное название «углекислый газ». При атмосферном давлении это бесцветный газ без цвета и запаха, при температуре +20 ?С плотностью 1,839 кг/м? (в 1,52 раза тяжелее воздуха), хорошо растворяется в воде (0,88 объёма в 1 объёме воды), частично взаимодействуя в ней с образованием угольной кислоты. Входит в состав атмосферы в среднем 0,035% по объёму. При резком охлаждении за счёт расширения (детандирование) СО2 способен десублимироваться – переходить сразу в твёрдое состояние, минуя жидкую фазу. Жидкое состояние СО2 носит техническое название «жидкая углекислота» или просто «углекислота». Это бесцветная жидкость без запаха, средней плотностью 771 кг/м3, которая существует только под давлением 3 482…519 кПа при температуре 0…-56,5 град.С («низкотемпературная углекислота»), либо под давлением 3 482…7 383 кПа при температуре 0…+31,0 град.С («углекислота высокого давления»). Углекислоту высокого давления получают чаще всего путём сжатия углекислого газа до давления конденсации, при одновременном охлаждении водой. Низкотемпературную углекислоту, являющейся основной формой диоксида углерода для промышленного потребления, чаще всего получают по циклу высокого давления путём трехступенчатого охлаждения и дросселирования в специальных установках. При небольшом и среднем потреблении углекислоты (высокого давления),т для её хранения и транспортировки используют разнообразные стальные баллоны (от баллончиков для бытовых сифонов до ёмкостей вместимостью 55 л). Самым распространенным является 40 л баллон с рабочим давление 15 000 кПа, вмещающим 24 кг углекислоты. При мгновенном снижении давления до атмосферного, происходящем при впрыске в специальную расширительную камеру (дросселировании), жидкий диоксид углерода мгновенно превращается в газ и тончайшую снегообразную массу, которую прессуют и получают диоксид углерода в твёрдом состоянии, который носит общеупотребительное название «сухой лёд». При атмосферном давлении это белая стекловидная масса плотностью 1 562 кг/м?, с температурой -78,5 ?С, которая на открытом воздухе сублимируется – постепенно испаряется, минуя жидкое состояние. При давлении свыше 7,39 кПа и температуре более 31,6 град.С диоксид углерода находится в так называемом сверхкритическом состоянии, при котором его плотность как у жидкости, а вязкость и поверхностное натяжение как у газа. Эта необычная физическая субстанция (флюид) является отличным неполярным растворителем. Удельный вес. Удельный вес углекислоты зависит от давления, температуры и агрегатного состояния, в котором она находится. Критическая температура углекислоты +31 град. Удельный вес углекислого газа при 0 град и давлении 760 мм рт.ст. равен 1, 9769 кг/м3. Молекулярный вес углекислого газа 44,0. Относительный вес углекислого газа по сравнению с воздухом составляет 1,529. Жидкая углекислота при температурах выше 0 град. значительно легче воды, и ее можно хранить только под давлением. Тройная точка углекислоты. Тройная точка характеризуется давлением 5,28 ата (кг/см2) и температурой минус 56,6 град. Углекислота может находиться во всех трех состояниях (твердом, жидком и газообразном) только в тройной точке. При давлениях ниже 5,28 ата (кг/см2) (или при температуре ниже минус 56,6 град.) углекислота может находиться только в твердом и газообразном состояниях. https://popgun.ru/viewtopic.php?t=469187 ГОСТ Р ИСО 14175-2010 Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов Термины и определения 3.1 основной газ (base gas): Газ, составляющий большую часть объема газовой смеси, или единственный компонент чистого газа. 3.3 компонент (component): Составная часть газовой смеси, оказывающая влияние на служебные свойства и характеристики газовой смеси (например, в смеси, содержащей 11% СО в аргоне, СО считают компонентом, а аргон - основным газом). 3.6 примесь (impurity): Вещество с химическим составом, отличным от основного газа и/или компонентов. 3.7 газовая смесь (mixture): Газ, состоящий из основного газа и одного или более компонентов. Пример 4 - Газовая смесь, содержащая в качестве основного газа Ar, в качестве компонента 0,05% O. Классификация: ISO 14175 - Z.http://docs.cntd.ru/document/1200084975 ---- Основной газ и компоненты в баллонах для сварочных смесей находятся в газообразном состоянии. В баллонах с углекислотой газ находиться в жидком состоянии. Сифонная трубка в баллоне служит для отбора жидкой фазы.Сифонная трубка в баллонах для газовых смесей служит для перемешивания основного газа и компонентов при раздельном наполнении этими газами баллонов. ----- АЗБУКА | Газовые смеси и смешанные газыchrome-extension://mhjfbmdgcfjbbpaeojofohoefgiehjai/index.html ъ1 балл
-
Сварка нержавейки полуавтоматом толщина 6мм к 30мм в 4 смеси 98\2. Врезка сварка в аргоне.
1 балл



















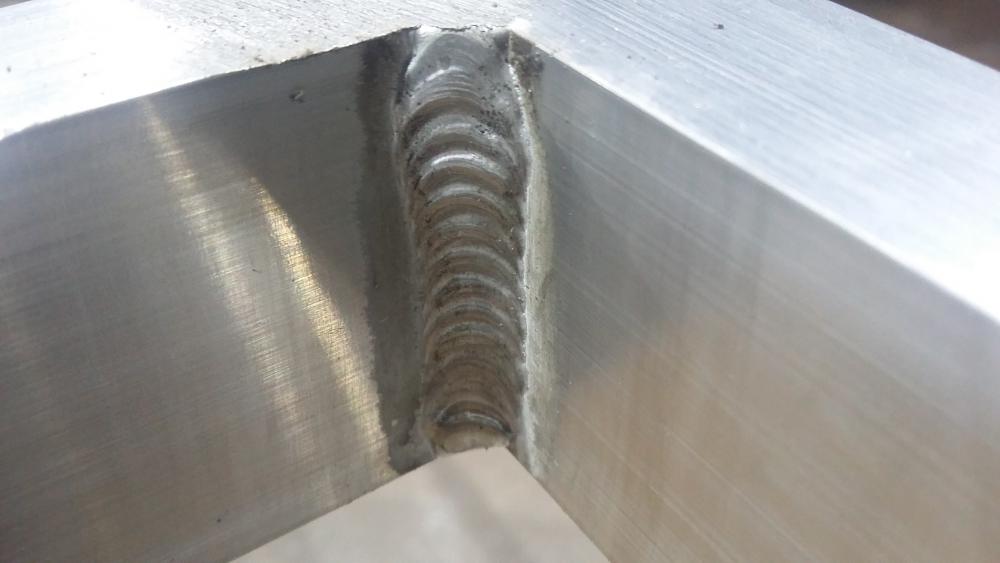






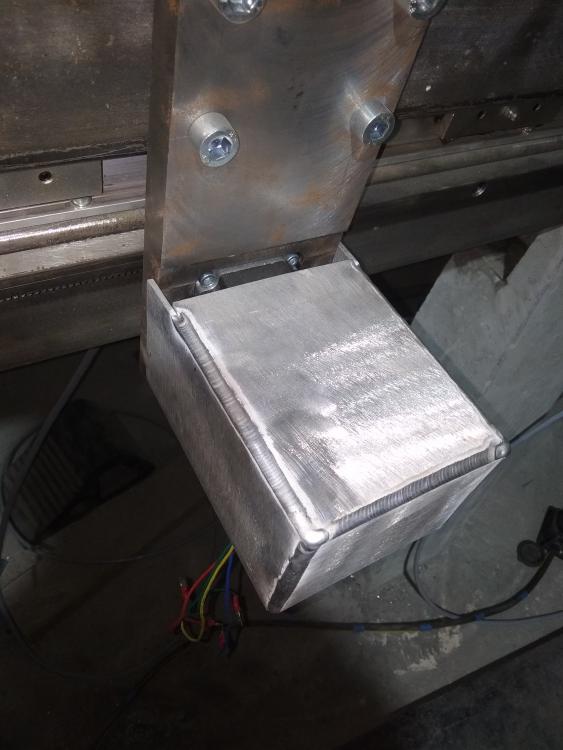


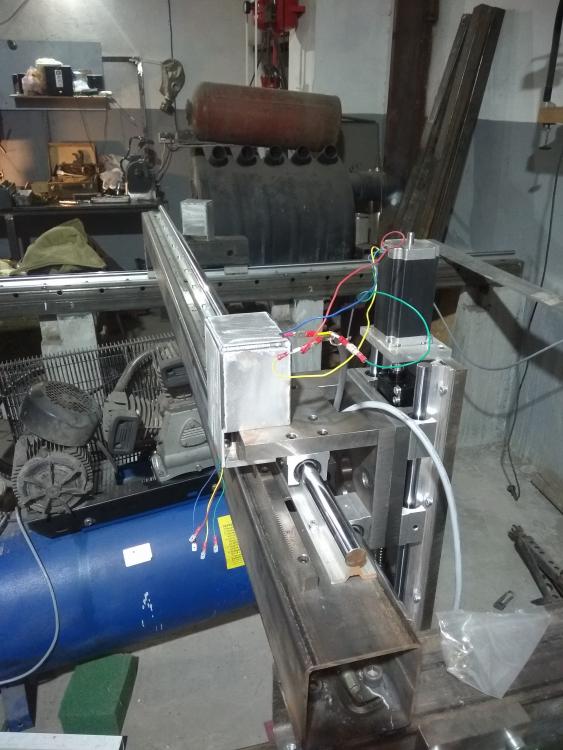

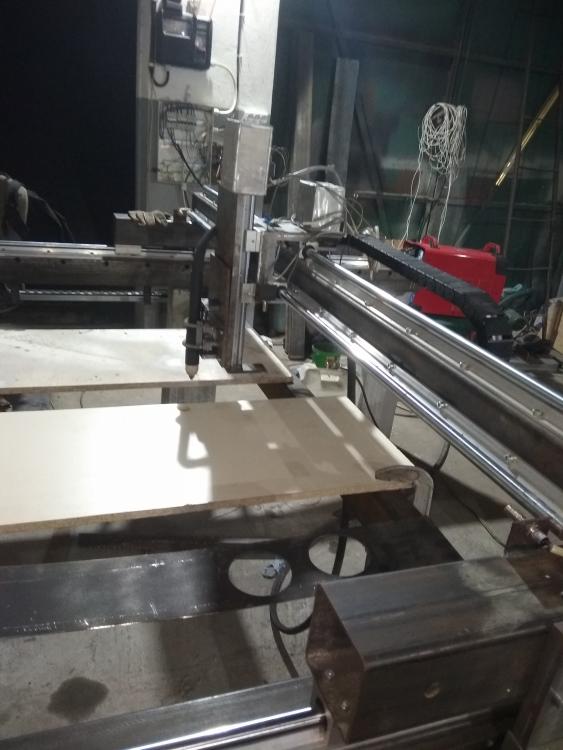











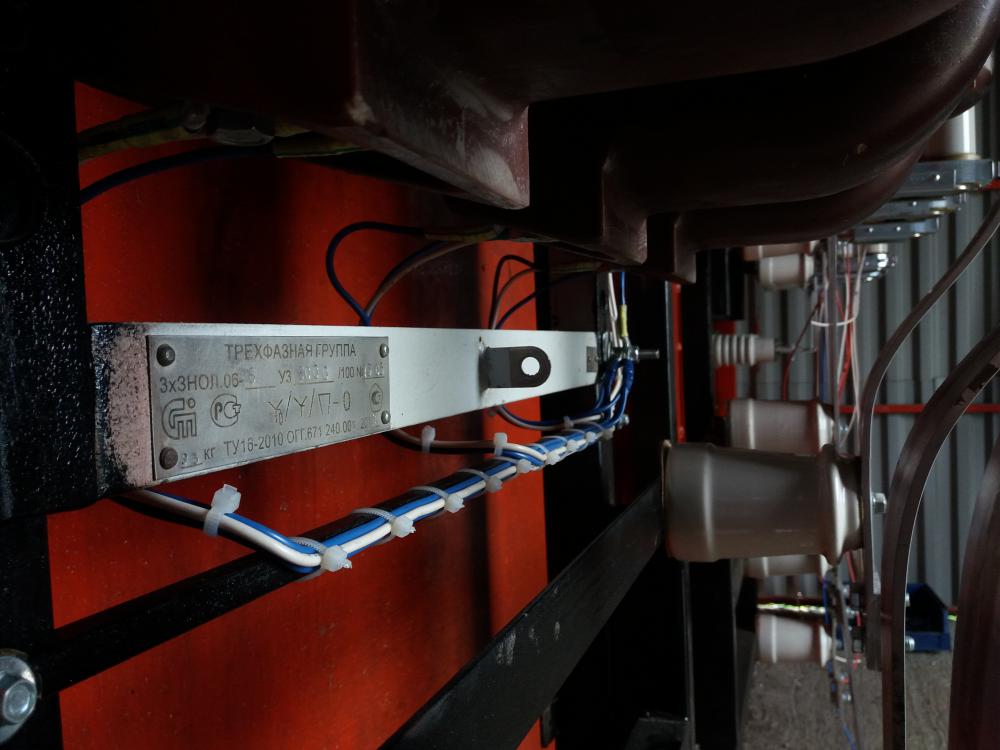

































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)