Лидеры




Популярный контент
Показан контент с высокой репутацией 14.05.2020 во всех областях
-
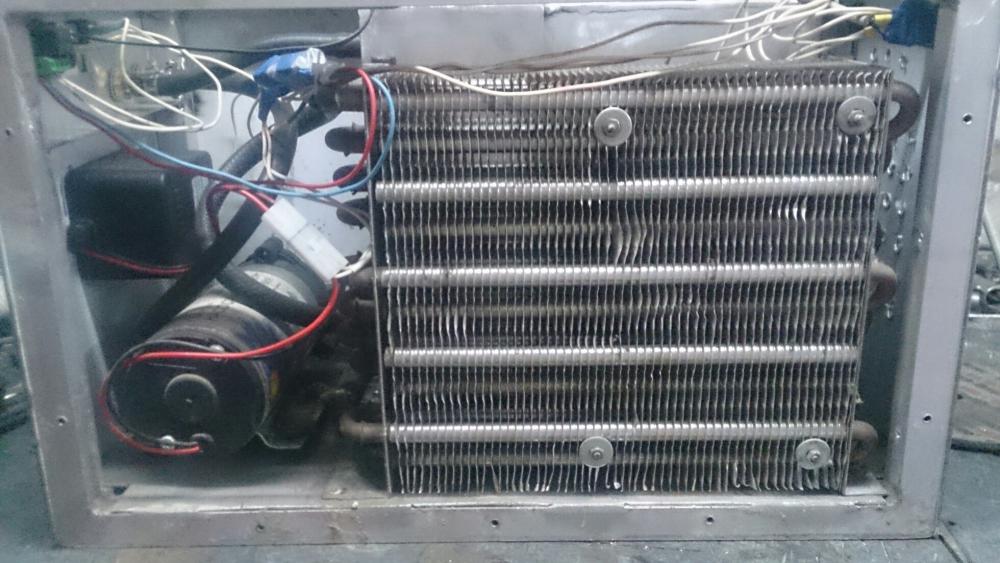
Всем доброго времени суток! И я решил представить Вашему взору свой самодельный БВО. В принципе ничего нового не открою в моем исполнении, стандартная схема как говорится. Насос с обратного осмоса на 24В, качает уверенно, радиатор подобрал на мусорке, бачок из амг полуторки, вмещает в себя около 6 литров, но залито 4 литра антифриза G12, вентилятор охлаждения скручен с ВДУ, подключение подачи и обратки быстросъемы латунные. Из бачка насос качает атифриз и сперва охлаждает силовую жилу, на обратку выход с головы горелки через радиатор в бачок и по кругу. Пробовал и наоборот, по мне разницы не уловил. Так же установлен термодатчик, который включает вентилятор охлаждения когда температура достигнет 40* С, выключается при 35*С. Насос работает постоянно при включении БВО, не хватило мозгов придумать схему чтобы насос включался когда начинаю процесс сварки и выключался когда сварку прекратил. Все это добро собрано в корпусе из люминиевого квадрата, весит 10 кг и есть возможность состыковаться воедино как единый модуль с аппаратом. Работает конструкция с 16 года регулярно, нареканий нет.
 11 баллов
11 баллов -
8 баллов
-
Отпишусь здесь. Горелку получил Виктору СПАСИБО огромное.
5 баллов
-
- Когда женщина говорит: «Что?!» - это не означает, что она вас не услышала... Она просто даёт вам шанс изменить сказанное... - В детстве я завидовал взрослым, мол, пришел с работы и никакой домашки, отдыхай. Я тогда не знал, что взрослые после работы хотят только умереть... А умирать нельзя - надо ещё домашку детям делать! - Абрам, как жизнь?- Да как тебе сказать, Сёма… Как на корабле: горизонты широкие, перспективы в тумане, деваться некуда... тошнит, но плывёшь.5 баллов
-
Светильник на 3D принтере ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
4 балла
-
диагональ действительно немного неудобно, что-нить приспособить-примагнитить придется, типа угловую накидку для рулетки сделать по вкусу Но вот я с ними месяц сам первый работаю, у меня в основном профтруба 40х40, каркасы, по сути к моему удивлению диагонали в этих струбцинах складываются без подгонки. т.е. я их проверяю, но они лежат уже хорошо, не стучу. т.е. достаточно качественно укладывается в них. по кр. мере рамы делали от 550х610 до 2800х1100 на них, сложилось хорошо при проверке диагоналей. хотя проверять конечно все равно дело полезное И при желании от первой струбцины можно прямую линию на столе нарисовать, точнее две в обе стороны под прямым углом по большому угольнику.4 балла
-
Они его вряд ли на гудьер со слоем пластика внутри будут цеплять, тупо на резинку натянут и обожмут. Экономика должна быть экономной3 балла
-
Готово. Картонка - это защита от ветра.) Толщина стенки 35-40мм. 4 или 5 проходов. Шаркнул напильником по китайской оси, прям по зубам, сточил легко.
3 балла
-
@demastier, Катушку проволоки, кусачки, сменные наконечники, спрей для защиты от брызг.2 балла
-
Сергей , вот складывается впечатление что "старые китайцы" были совершенние и варили лучше , современные хоть и вперед идут но прогресса нет . Я конечно в этом всем не совсем понимаю да вообще не понимаю , но вопросы есть и думаю это как с кувалдой и не зря выложил - дешевое не может быть самим совершенством. Петров регулирование и стабилизация тока (1).pdf2 балла
-
SergDemin Сергей , вот я опять за свое скажите ,,,,, но вот смотрите малыш и НХХ всего 64в но жрет все отменно да и дугу держит на 3мм электроде чуть ли не 5А , сам не варил но видел не однократно . https://www.welding-russia.ru/catalog.html?itemid=1121 вОТ теперь вопросы???? ,,,,,, не усе решает НХХ но и что же такое "нахимичили" немцы в малыше что он кушает усе и не поперхнется , и почему китайцы не "нахимичат" такое же,,,, . ????????? ЗЫ ладно тема про ПА а мы тут про ММА . Вот отправил сегодня супругу на вахту двухнедельную , ну и в огороде картоху посадили в теплце усе высажено и мне теперь две недели только полив . Так вот делать нечего да и погода холодная то солнце то дождь , и решил я сегодня "заготовочки " заготовить для точечной сварки ПА да и шовчиком тоже . А то тут что то китайские прожигают автожесть , автожести нет и по сему ободрал цинк с современной оцинковки 0.6мм , настругал полосочек . А так же и полосочек 1.2мм и еще советский металл,, и что то в нем кардинально отличается от современного . В общем постараюсь если позволят дела , завтра понаклепать точек и шовчиков , стандартной проволокой и постараюсь разного диаметра от 0.6мм до 1мм + сделаю на тонком сварку-пайку CuSi3 , да и попробую оба ПА задействовать Меркле и Хелви для сравнения .
2 балла
-
Это уже что то . Примерно 0,4 %/С. Надо у КИПовцев что нибудь похожее поискать. https://owen.ru/product/ptc_datchiki вот, что то подобное есть. https://www.google.com/search?rlz=1C1CHBD_ruRU843RU843&sxsrf=ALeKk01u0R2cjJHXWj3FbFeKxEj4hnwuDQ%3A1589469202966&ei=EmC9XvafOoqDk74PgrKBoAs&q=%D1%82%D0%B5%D1%80%D0%BC%D0%BE%D1%80%D0%B5%D0%B7%D0%B8%D1%81%D1%82%D0%BE%D1%80%D1%8B+%D1%81+%D0%BF%D0%BE%D0%BB%D0%BE%D0%B6%D0%B8%D1%82%D0%B5%D0%BB%D1%8C%D0%BD%D1%8B%D0%BC+%D1%82%D0%B5%D0%BC%D0%BF%D0%B5%D1%80%D0%B0%D1%82%D1%83%D1%80%D0%BD%D1%8B%D0%BC+%D0%BA%D0%BE%D1%8D%D1%84%D1%84%D0%B8%D1%86%D0%B8%D0%B5%D0%BD%D1%82%D0%BE%D0%BC&oq=%D1%82%D0%B5%D1%80%D0%BC%D0%BE%D1%80%D0%B5%D0%B7%D0%B8%D1%81%D1%82%D1%80%D1%8B+%D1%81+&gs_lcp=CgZwc3ktYWIQARgCMgQIABANMgQIABANMgYIABAWEB46BAgAEEc6BAgjECc6AggAOggIABAWEAoQHjoHCCMQ6gIQJzoECAAQQzoHCAAQFBCHAjoFCAAQgwE6BAgAEApQvg5Y6UpggWdoAXABeAOAAckBiAHHGpIBBjQuMjQuMZgBAKABAaoBB2d3cy13aXqwAQo&sclient=psy-ab Обычно номинальное сопротивление указывают при 20 С. Замеряйте требуемое сопротивление при 20 С и при 30, чтобы ТКС около этой точки посчитать. По этим данным можно попробовать что нибудь подобрать.2 балла
-
Вот именно! Надо преобразовать изменение сопротивления терморезистора с отрицательным ТКС в сигнал для измерительной цепи , адекватный резистору с положительным ТКС. Причём ТКС у них существенно отличается. Отрицательный ТКС на порядок, а то и два больше, да ещё и нелинейный будет. С отрицательным ТКС - это полупроводник, а с положительным - металл. И сделать это аналогово - великий геморрой. Это надо в цифре делать.2 балла
-
Корпус редуктора получил повреждения при транспортировке...полтонны да с погрузчика.Толщина 25 мм.Чугун СЧ15. Насколько оправдана Тиг -сварка при такой толщине металла? Оправдана она на абсолютном безрыбье.Это работа для полуавтомата .Чугун достаточно непростой для сварки. Romrim Посмотри нижний снимок.Об этих фрезах ,их применении я тебе говорил.
2 балла
-
Если как положено, по бухгалтерскому учёту, после окончания срока полезного использования и (или) заключения о неремонтопригодности - процесс списания с извлечением драгметаллов если таковые были в оборудовании. А в бытовых масштабах... В недавних "поржать" гляньте про дрель и компрессор, про жизнь после смерти.2 балла
-
Может сюда выкладываю не в тему, а надо на Авито...
2 балла
-
Естественно. Я именно поэтому всегда говорю - не покупайте дешёвых китайцев. Приличного качества китайцы тоже денег стоят. Да, не столько, сколько крутые бренды. И работают чуток похуже. Но по соотношению цена/качество они зачастую оптимальны. А насчёт лучше старые или новые - по разному бывает. Очень внимательно и аккуратно надо к выбору подходить, чтобы в дерьмо не влипнуть.1 балл
-
Попроси у местных маститых профи литературы на почитать факультативном, лишним точно не будет.1 балл
-
Или к примеру позистор типа СТ6-1Б.Точность то особая не нужна-не космический корабль. Просто нужно контролировать температуру масла хотяб неточно дабы не допустить перегрева коробки.Да и приборка ругается если без датчика работает машина.Нервирует страшно)))1 балл
-
@SergDemin, Я так понял что характеристика датчика линейная.Да и если будет врать-можно последовательно включить постоянный резистор и сдвинуть куда надо. К примеру например нашелся бы такой датчик с сопротивлением от 0 до 500 ом- былобывообще замечательно.1 балл
-
Правильный форсаж дуги. Ну, насчёт 5 ампер на 3 мм - а смысл? Электрод не плавится, дуга горит себе и горит. Дуга гаснет при сходе капли. А насчёт китайцев, когда то я сравнивал Asea 250D, Сварог и Ресанту, как раз на экстремально низких токах. Сваргог дугу держит на тройке начиная ампер с 20 - 30. Тут ещё от электродов зависит, LB 52 лучше УОНИ и OK 53 70, раза в два меньший ток допускают. Но при НХХ меньше 55 -60 вольт уже никаой форсаж дуги не поможет. К тому же, речь шла о том, чтобы основными в отрыв варить. Кстати, я тем же Сварогм варил (приводил в порядок) ограду на кладбище, в горном Карца. От генератора киловатта на 3. Профтруба, стенка миллиметра полтора. Электроды какие то рутиловые, двойка были и УОНИ, тройка. УОНьками как то справился, до сих пор стоит. Естественно, в отрыв. Так что, и китайцы тоже могут, не только крутые бренды. Так это старый китаец, ему лет пять от роду, если не больше. А они тоже на месте не стоят.1 балл
-
@SergDemin, совершенно верно, я так уонями баловался на тонком. Сварочник приличный - Пико 180, нхх, пишут, что 98, вполне верю, поджиг отличный! Ну да, вот швеллера, уголки и прочее иногда жарю основой. Зажег, спалил электрод до огарка и за новым электродом. Недавно кильблок сваривал, там швеллер 16, лист 8-12 - раздолье для основы, совершенно согласен с Вами )1 балл
-
Но так могут сделать только глубокобольные люди......Я такое встречал ко мне приезжали клиенты у которых был одет обычный кислородный шланг .....Отправил искать счастье дальше...Переделовать как проложено не захотели сказали что дорого.Но через неделю приехали.....Рукав кислородный сожрало масло и фреон1 балл
-
Сам по себе - да, ничего не выдает. Но он ведь куда-то подключен. Как вы и говорите, там на другом конце провода должен быть прибор (термометр), или блок управления. Так-что в любом случае через датчик идет какой-то ток, и его выходе изменяется напряжение в зависимости от температуры. Каскад должен сымитировать это изменение напряжения (для этого надо пустить ток через датчик, образовав делитель с помощью дополнительного резистора), но калибровка - это отдельный гемморой (при том локальный). Работает онскорее всего по напряжению, как и большинство автомобильных датчиков (если он подключен к блоку управления). Просто мысли в слух, как посчитать (даже имея ВАХ и родного датчика, и замены) я на вскидку не скажу. Хотя может меня глючит, и я не прав... давно не трогал аналоговую электронику.1 балл
-
@gonta, любой усилительный каскад на одном транзисторе будет инвертировать сигнал. Надо просто его посчитать -- вогнать в режим. Давай @SergDemin позовём сюда, по идее он сможет накидать схемку. Она будет настолько примитивна, что любой киповец сможет её спаять, и замотать в изоленту. По габаритам это устройство будет как скрутка сетевого провода.1 балл
-
Может что и аппарат и тогда к ребяткам Евоспарк или они сами к вам явятся , звоните . Вот еще может быть причина и это горелка и бывает даже так вчера работала на УРА а сегодня не хочет . Вот у меня с АГНИ такое было , разобрал и там диффузор запрессован и его вытащил усе "поскрябал " дремелью с металло щеточкой нежной и усе заработало как надо.1 балл
-
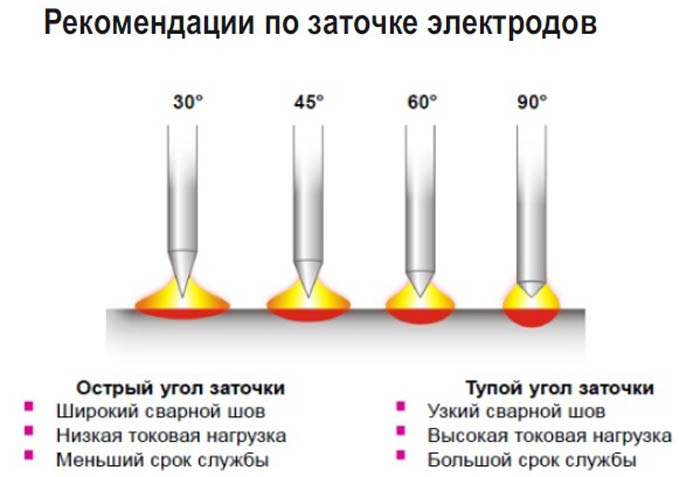
На фото видно откуда горит дуга. Расползается по вольфраму от кончика до перехода к блестящему цвету.1 балл
-
Ну по фото видно что сама заточка вроде и не слетела и только кончик как бы имеет окисление . Может аргон не качественный , а может и сам вольфрам не качественный , а может и заточку угол изменить или пост газ добавить. А на каких токах сие происходит? ЗЫ ну и ВЫ в одном городе с производителем аппарата и если чо не так в аппарате то поправят, далеко не ездить и тем паче ТК не отправлять .
1 балл
-
Как у всех - 150. Ну так-то можно и посом но по фото явно видно что лажа - не прогрето и не облужено. Но размазано старательно.1 балл
-
Все поглядываю на струбцинки Андрея, облизываюсь, рука уже тянется к карману Но вот не понимаю, как диагональ стрельнуть на той же рамке в 521 посте. Взял, допустим, трубу 20х20 (25х25), напилил, зажал и как стрелять? Губки поджимные явно не меньше 60мм. Тупо рулетку заламывать? Или рамку переворачивать? Или я чего-то не понимаю? )1 балл
-
Определитесь со своими задачами, и из них исходите. Главное назначение ММА - монтажные и ремонтные работы, где важна мобильность и компактность. Дополнительные возможности вообще не нужны и только мешают, делают аппарат крупнее, тяжелее и менее надежным .1 балл
-
Изъято у скорой помощи. Перепускали кислород в мелкие баллоны. ПОС, если кто не понял.
1 балл
-
Ребята которые принесли 11.75 мм принесли какое то говно...Потому как рукав идет стандартный G6-8мм G8- 10 мм G10-13 мм G12-16 мм резиновый рукав так же очень точный и не ратягиваеться А посему G8 на этот штуцер они не натянут. А G10 будет на этом штуцере болтаться как говно в прорубе они его не опрессуют стаканчиком.... Точные размеры для штуцеров G6-8.24мм G8-10.82мм G10-12.74мм G12-15.43мм На бортик(ершик)+0.57 мм1 балл
-
Городить что-то на операционном усилителе? Но это надо с электроникой дружить, а у меня познаний на уровне выпаять 80 ваттным лудилом1 балл
-
Ремонт, если правильно сделать, результат может быть более надежным чем было вначале. Второй пункт - приму в дар.1 балл
-
ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
1 балл
-
Изготовление штуцеров ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
1 балл
-
@Бархударов, с днем рождения!1 балл
-
он тут крышку медью чугуневую запаял, жаль только сфоткать постеснялся )) всё арбайтен, даже лучше чем было )) а потом оказалось, что цена ей с доставкой с разборки была полтора рубля..но опыту полные штаны, хоть отстирывай)) спасибо за ум. смысл плакировки даже стал понятен, спокойнее работать получается.1 балл
-
@AskerKo Если Вы после нашего курса начнёте сразу работать по профилю-то шанс стать профи в короткое время увеличивается в разы... Пообщайтесь в личке с Масса Том-феноменальный прогресс от практического нуля до вполне квалифицированного специалиста.. а ещё когда и диплом получит.... и Девастатор, и еще пару форумчан , кто непосредственно получает образование по линии сварочного производства в ВЭМТ.... А пришли/приехали все на краткосрочные курсы-кто с нуля, кто конкретные компетенции подтянуть...1 балл
-
да норм аппарат, че там. ну, тяжеловат чуть.. зато 220/3801 балл
-
Глаголь-гак ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
1 балл
-
Да не оскудеет земля наша талантливыми сварщиками!Виртуозное решение крепления патрона на прецезионный шлифованный конус из болта с идеальной фиксацией электросваркой.Не менее выдающееся решение крепления крыльчатки компрессора с покрытием последнего нано смесью на основе масляно- красочных полимеров.ПС.Инструмент приведен в рабочее состояние...
1 балл
-
Напомнило анекдот: - Где вы были 5 апреля 2020г. в 13:25 ? - Сидел дома, в кресле, с календарём и часами в руках..1 балл
-
Это я не всё показал. Там ещё есть. Руки дрожат после подгонок и вырезаний от этой кучке. Сваривать как нить потом буду.1 балл
-
@Точмаш 23, Такая же фигня, что есть в наличии то и свариваем..... у меня опрессовщики под боком, уже не задаю вопросов, как по началу. Послали клиента с деталью, сделал как надо и остальное не мое дело... А по началу спрашивал, что да как....1 балл
-
Спер с форума дефектоскопистов. Способы маскировки при УЗК. Подходит к тебе сварщик, когда Вы приступаете/ контролируете/ проконтролировали, и начинает задушевные беседы про: - "На газу всю жизнь варил (двадцать-тридцать лет варил)" цифры могут отличаться))) - "50 лет стояла, 50 лет простоит" - "Там давления вообще нет/ маленькое...этож теплосеть...все равно закапывать" - "С таким подходом к контролю Вы все забракуете" - "Если бы я знал, что будут проверять, зазор бы сделал/ нормально проварил" Вот то немное, что приходится слышать от уважаемых сварщиков, те еще способы маскировки. Особенно опасно это слышать, когда "молодой-зеленный", нужен рядом обязательно старший, более опытный, товарищ.1 балл
-
Сегодня &оработал заборостроителем
1 балл
-
Первый заказ такого плана, впервой.клиент доволен.
1 балл