Лидеры


.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)

Популярный контент
Показан контент с высокой репутацией 25.03.2020 во всех областях
-
Ко мне тоже изредка обращаются с такими предложениями,чаще всего на те джипы,которые эксплуатируют "и в хвост,и в гриву" по триалам,охотам,и рыбалкам. Иногда на малотонажные грузовички делаю.Поэтому расчёт в основном на функционал и работоспособность. Кроить из нового долго,муторно и оснастка нужна.Так как это не поточная работа,то пошел таким путём - прикупаем на разборках бампера и из них ваяем. В работу идут в основном только задние бампера от импортых легковых авто,там меньше тех.отверстий и они почти на всех машинах толще передних.Материал точно АМг, часто имеет покрытие. Места сварки тщательно надо готовить.Свариваемость отличная,пруток 5356. На свой тазик тоже недавно так сделали. Ушло 1,5 задних бампера от Вольво 960,уголки\усиления\уши тоже из остатков бамперов. Перед покраской чистка или пескоструем,или ортофосфорная кислота. Потом эпоксидная грунтовка и покраска,можно "мокро на мокро". р.с. при проектировании учитывайте тот момент,чтобы не потерять "угол вьезда". То есть далеко вперёд не выносить и немного дать уклон.
 13 баллов
13 баллов -
@Фунтик, я вам больше скажу. Экскаватор в сборе-сам по себе уже давно превратился в мочало... @ЛехаКолыма, тёзка, я изначально предлагал такой вариант, но его отмели с ходу, ибо, как сказал уже @Вад11, Сменный экскаватор Вольво пребывает в долгосрочном коматозе по причине кончины топливной аппаратуры, а сроки копки котлована никто не отменял. Поэтому пришлось в очередной раз в экспресс-порядке заниматься "военно-полевой хирургией". Вполне возможно, что когда-то очень потом, но данная стрела отправится-таки на капремонт. Вадим, я в курсе. Но, наши суровые кемерунские реалии таковы, что обе марки стали искать приблизительно одинаково заморочно. И то-в варианте 6х1,5 м. Кусками-ещё заморочнее. Просто я в данный момент-параллельно занимаюсь автовышкой и там пришлось в Новосибирске заказывать отрез 2х1.5 из 10ХСНД и кромсать его плазмой. Обрезки и пустил в дело. Не дорос я ещё пока для склада необходимых материалов. Не дорос...10 баллов
-
9 баллов
-
Не смог пройти мимо(дико прошу прощений). Тысяча извинений. События вымышленные и к реальности не имеют отношение. Просто Анекдод Из своего смешного. Делал петли ноутбучные. Как они их ломают не понятно. Решил поиздевацца. Вварил кусок нержавейки. Отдал со словами: ничего не нужно- "дырку" сами просверлите. На след день с вопросом: что ты туда вварил- носили в цех и еле просверлили.8 баллов
-
По таким критериям-больше всего везёт работникам завода по производству сухих строительных смесей. А что? Каждый день-работа в защитных очках и респираторах. После работы-дезинфекция. Тауфон-в глаза, спиртное-во внутрь. Вот такая "атмосфэра"-в миксерном цеху. Занесло меня туда паропровод перекладывать. Надышался всласть... Вот "намордники". Новый и через полдня работы. Налазился по лесенкам-тоже всласть. Ну и, ессно, натягался-наварился. Проветривался на "пленэре". Золоотвал ТЭЦ. Стрела и ковш экскаватора. Стрелу уже лечили кислородным резаком, электродами МР-3 и нашлёпками из гвоздилина. Результат закономерен. Ковыряем, варим. Корень-ЛБ-52 ф 2,6 мм, заполнение и облицовка ОК-74.70 ф 3,2 и 4 мм. Усиление швов зашлифовал и наварил усиливающую накладку из 10ХСНД толщиной 10 мм. Фото-нету, так как варил уже за полночь в пургу из мокрого снега. Нефотогигиенично как-то было. Ковшику оторвали ушки. А чтобы варилось веселее-за меня сделали разделку кромок. Резаком, со скосом эдак 60-70 град., трясущимися руками. Трещины расковырял и залил ЛБшками. При приварке ушей-корень подстрагивал с обратной стороны. Заодно-подправил кромки от "высококачественной" газорезки. Корень и первые слои заполнения-ЛБ-52. Остальное-ОК-74.70. По сложившейся традиции-вкатился в ночь. На следующий день-отогревался на квартире. До чего докатилися сантехники... Сварщика-автогенщика искать надо! Что ж, друзьёв юности надо выручать. За долю малую, разумеется... Убрал вилюшки и укоротил вожжи радиаторов. 5 раз подряд.
7 баллов
-
Проволока огонь просто, огромное спасибо Металлам Урала за качественный материал. Сварка в Аргоне в|ч, обратная полярность, в качестве источника использовался сварог реал миг 200. Результатом удивлены Фото до и после.
6 баллов
-
Дособрал сегодня перилца.
5 баллов
-
Геннадий, сгибается. Некоторые моменты- лист сгибать поперёк прокатки, обязателен припуск на обрез краёв (20мм.),кромки продольные ,от проката, удаляй сразу,лист с литерой (М) бери, с литерой (Н) не надо, намучаешься.5 баллов
-
Подлечил сегодня немного многострадальный радиатор со ДО станка, когда-то сварной у нас цеху заварил по маслу и прочей грязи, станок немного поработал и потом стоял пока не пришли арендаторы. Вот теперь периодически вылазят поры. Разделал, прогрел резаком, что бы от масла избавится и понемногу узкими валиками, с постоянной чисткой фрезой. Заварил. На будущее сказал есть кусок 8мм АМГ, привозите переделаю бачок. Тут немного тренировался варить черную сталь РАДС (полуавтомат занят). У наших автокранов проблема была и есть до сих пор отламывает крепление масляного бака. Сварили с уголка рамку, в которую устанавливается бак и притягивается полосами.
5 баллов
-
В том и прелесть. HandMade. Излишний перфекционизм вызывает ощущение бездушного машинного изготовления. Содержимое бутылочки вкусное, тоже с женой к такому присмаковались.5 баллов
-
Просят сварить бампер на джип, (крузак) а я ни в зуб ногой, никогда такого не делал и вот опять. Есть у кого конкретный опыт работы с АМГ5 толщиной 5мм? Сгибается на 90°? Интересует мнение только конкретных людей, кто делал и делает нечто подобное, или просто работал-работает с АМГ5, если есть фото-видео изготовления бамперов, вообще отлично. Пожалуйста, не высказывайте своих предположений, предполагать я и сам могу, тему создал не для этого, и так весь форум засран.4 балла
-
расшифровка-М-мягкий, Н-нагартованый, твердый , упрочнённый , гнётся тяжко...4 балла
-
Это временный тестовый пульт делали для станка, для отладки входов-выходов на ПЛК. Кстати продается занедорого - http://directlot.ru/lot.php?id=533687
4 балла
-
Также обратил внимание. На алюминие копоть в околошовной зоне — черного цвета, а тут коричневые ореолы. Коричневый цвет остается на нержи и на черном металле. Как правило, большинство автопроизводителей в настоящее время защищаот автомобили от коррозии путем фосфатирования солями цинка, редко — электрофорезом (катафорезом) или переходят на алюминиевые детали. Очень плохо зачищено. При сварке (любой) вы нагреваете деталь в зоне сваривания до температуры плавления. Соответственно вся краска и грунт обгорает в околошовной зоне. Поэтому лучше зачищать "с запасом". Все равно оно обгорит и надо будет зачистить, но при сваривании незачищенные участки еще и будут мешать. А еще, такие вещи лучше производить полуавтоматом из-за меньшего тепловложения и коробления свариваемых участков. В идеале — проволокой CuSi3 в среде аргона или обыкновенной Св08Г2С в смеси или просто в СО2 При сварке в зазор можно использовать подкладки. Ну и зачищать места сварки получше.4 балла
-
Про режим 4т, гроверс 315. Долго не мог въехать в управление, ну как долго, не работал в нем. Пару раз попробовал ниче не понял). В инструкции сумбурно так написано. Так вот фишки следующие. Как начинать понятно, кнопка нажал, поджиг пошел, кнопка отпустил пошло нарастание, выходим в рабочий режим. Теперь два варианта. Например ванна начала проваливаться или перескочить на начало шва нужно - резко нажимаем на кнопку и отпускаем, как клик мышкой, пошел резкий спад 50%, убежали куда нужно - опять резкий клик, пошел подъем и рабочий режим. Окончание сварки нажали на кнопку- держим, пошла заварка кратера, чуть выждали, кнопку отпускаем, дуга тухнет.4 балла
-
Не переживайте Валерий, результат получился хороший, дело не в вас.3 балла
-
Не, ошибся Антон.Из 409- ой делают, из н80х20, делают, из аустенитов делают. Нержавейка, не сомневайтесь.3 балла
-
Приехал сегодня такой выхлоп с малой авиации http://i.piccy.info/i9/d09080cfaad26901c9fd061fc2f9979b/1585135990/89891/1367127/IMG_20200325_111507_1_800.jpghttp://i.piccy.info/a3/2020-03-25-11-33/i9-13723016/565x755-r/i.gif Уверяли, в том числе несколько мастеров до меня- титан. Проба на искру- оранж, магнит не берет. Еле заварил- кипит, хоть лопни. http://i.piccy.info/i9/904b93bf48751e2e2f7bc34d58543443/1585136167/68925/1367127/IMG_20200325_111520_1_800.jpghttp://i.piccy.info/a3/2020-03-25-11-36/i9-13723026/565x755-r/i.gif Уже и самого берут сомнения- нержавейка ли была?3 балла
-
Всё верно.3 балла
-
308. Потом еще пробовал бог знает какую, еще советских времен, знаю, применялась для наплавки. С 308 лучше, но все равно для удовлетворительного результата зажигал дугу на присадке2 балла
-
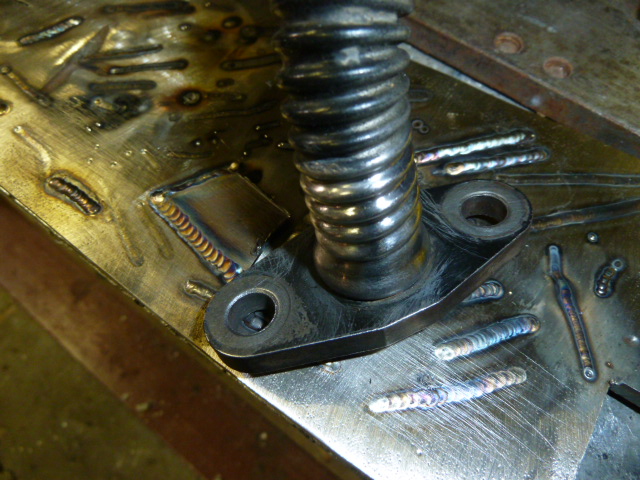
Изготовление детали крепления сиденья снегохода ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
2 балла
-
@AMBIVERT42, Алексей доброго дня ,по хорошему при таком скоплении швов на стреле лучше делать вставку и поверх уже усиливающую накладку.2 балла
-
Три это мало.Одна ещё нормально, две уже много. А три будет мало.2 балла
-
Завтра у жены День Рождения. Сказала не надо покупных тортов. Бисквит сам испёк. Крем творожно-сливочный. Пропитка ликёр. Вот с украшением как-то не продумал. Джем c кусочками. Как-то сурово получилось . Итак торт под названием "Почти 50".2 балла
-
Проснулсо утром, думаю чего дома сидеть... Устрою ка я себе день электрика-автоматчика. Ну поперся к 9 в мастерскую, как встал на табуретку, так и простоял почти 12 часов.... С перекурами и короткими чаепитиями. Содрал всю старую коммутацию и древний ПЛК. Проводов запасных уложено просто жесть, выкинул все напрочь, сразу стало дышать легче. Собрал автоматику в чистовую, завтра наверное оставшиеся клапана менять буду на осях с 110 на 24В. Надо от проводов отдохнуть.
2 балла
-
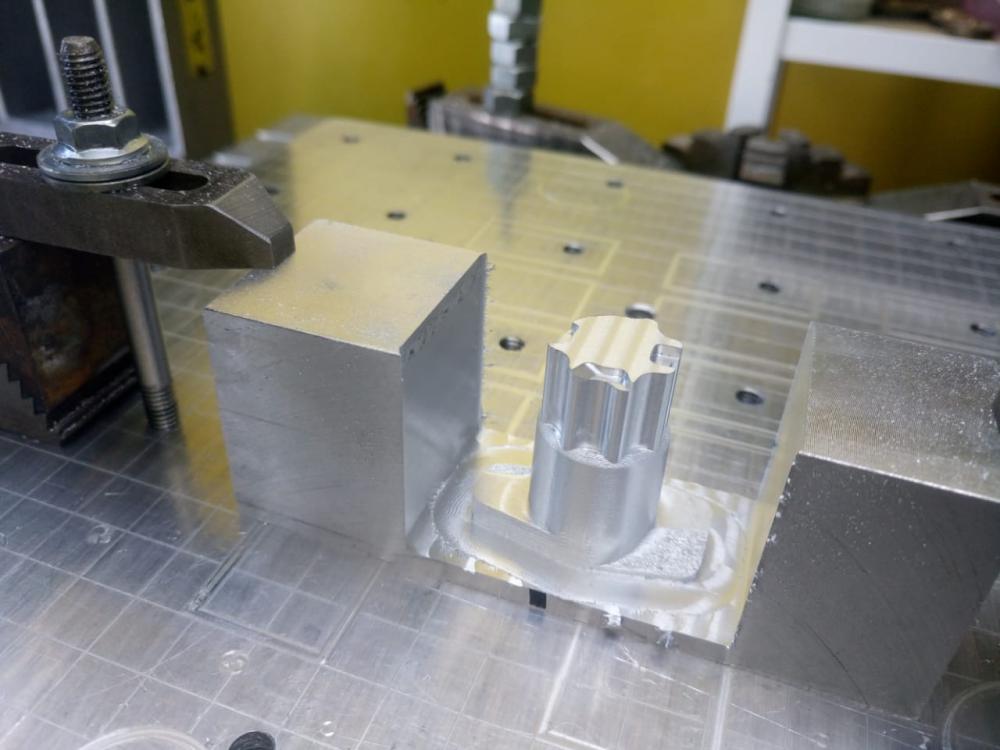
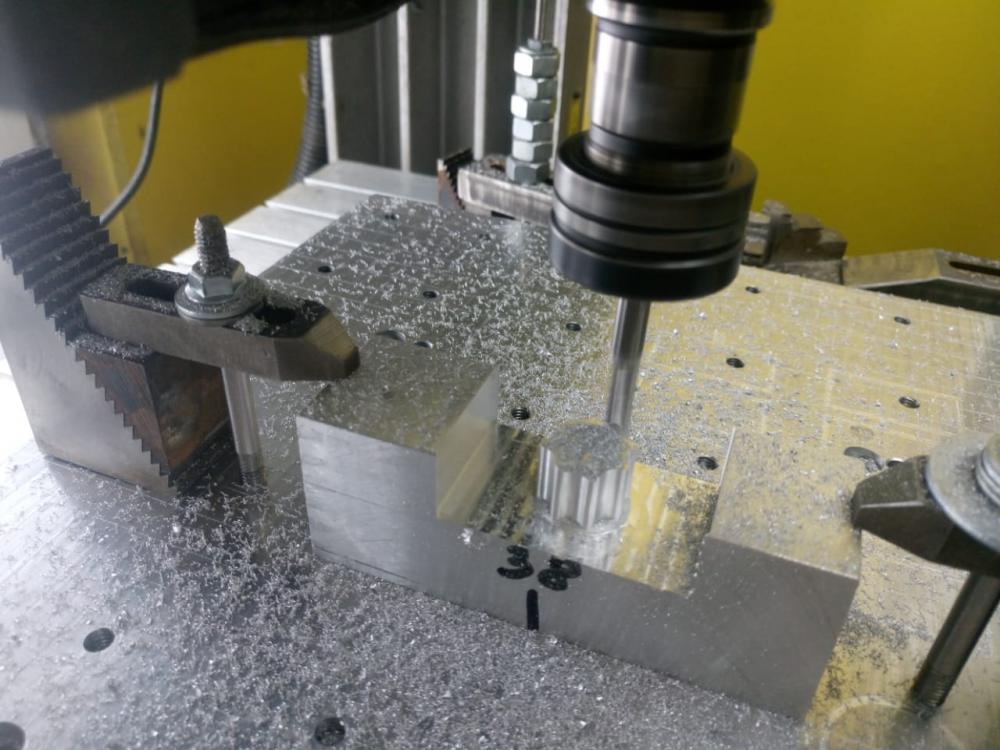
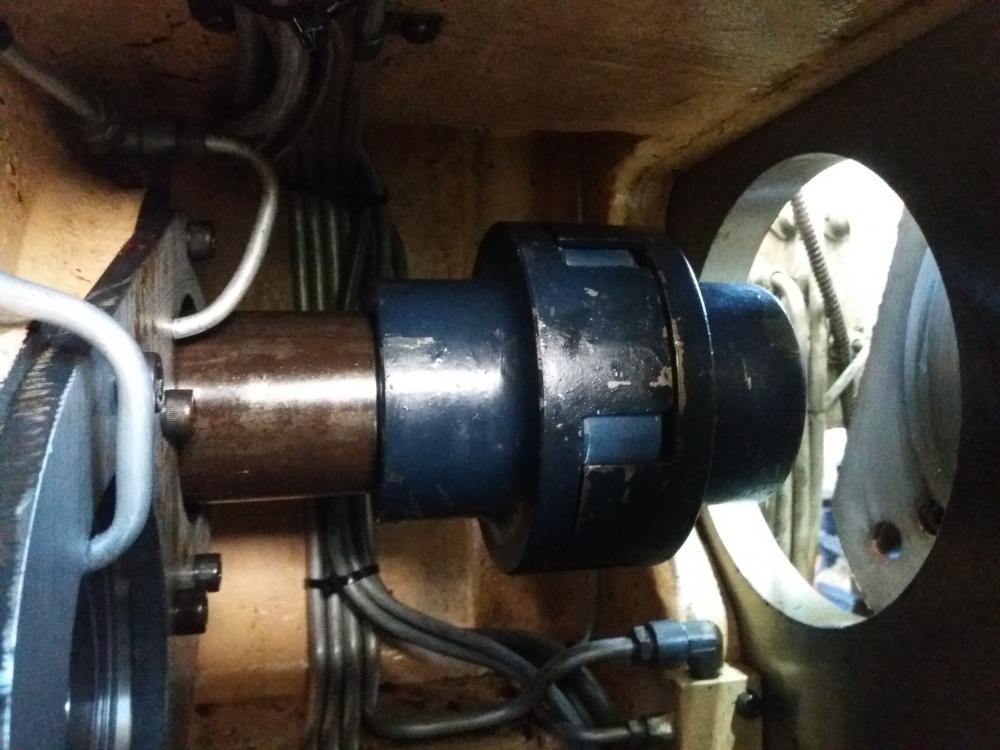
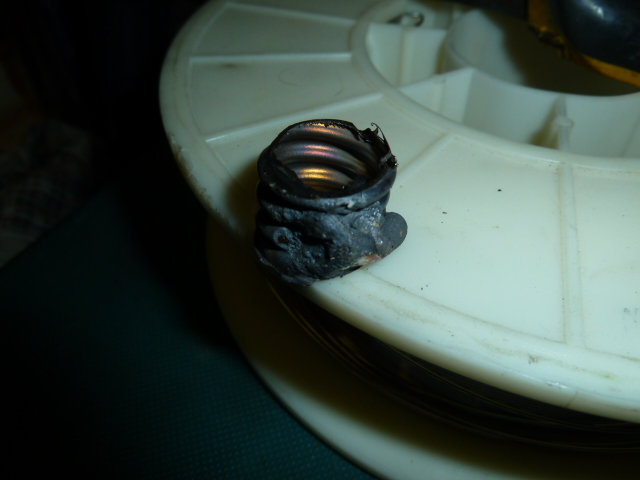
Тут наверное все зависит от условий работы муфты. Если узел "открыт всем невзгодам" при работе, то наверное долго не проживет, особенно если есть возможность собирать абразив. Но внутри какого-либо агрегата он будет жить спокойно. Его долговечность будет обусловлена стойкостью эластичной вставки. Вот пример из коробки скоростей нашей Тошибы: Узел по частям (мы изготовили только эластичную вставку из полеуретана), и в сборе. Обломки старой вставки (рассыпалась от старости), и место монтажа (электродвигатель пока не установлен): Кроме масла туда ничего не попадает, должна прожить долго. У муфт с круглыми пальцами есть преимущество в полевом ремонте, можно подобрать подходящие куски резинового шланга. Часто вижу такой ремонт на гидростанциях отечественного станочного оборудования, но шланг быстро разбивает. А на фото изношенной муфты (той что клиент принес) видно что поздно за ремонт взялись, полумуфты успели побиться друг об друга без резины. В таком случае любую конструкцию нужно будет изготовить заново. Эх, мы бы рады, но нам каждый раз несут разные радиаторы, как сговорились . А у тех клиентов, что приходят с большой кучей одинаковых, с бачками проблем нет, они стальные, на болтах прикручены.
2 балла
-
Исключительно в целях борьбы со всякой иноземной заразой
2 балла
-
)))))))) карманов только не видно и платочка и этот?
2 балла
-
на ДР был заказик позавчера отдал кимоно на тотами, листовушка 3-ка и немножко прутка 10-ки чуток фантазии
2 балла
-
Такая же история. Меня ещё и женится угораздило в это время. Бывали такие дни, что нарвали и выкопали в огороде, с того и борщ, постный разумеется, и больше сегодня нет ничего, денег только на хлеб. Жили по принципу: "Будет день и будет пища" в прямом смысле слова. По выходным я на рынке распродавал своё мопедное барахло. Остальную неделю работал. Работа у меня была всегда, и причём не самая низкооплачиваемая, но не хватало сильно. А сейчас некоторые молодые и тупые считают что я с сегодняшней работы никуда не денусь, и буду пахать, потому что работы типа нет, ещё и кризис ващще... Это у вас, дыбилы малолетние, её нет. Принцип прост и очевиден -- нет профессии -- нет работы. И будешь ты под каждого работодателя прогибаться, потому что ты никто, и зовут тебя никак. А я сварщик. Я всегда мог себе на хлеб с маслом заработать. И хоть в 90-е "Rama" на столе была не всегда, но она была -- я её хорошо помню. Когда полегчало немного, это годов с нулевых примерно, я ни разу не искал работу -- профессия позволяет.2 балла
-
По поводу цен и зарплат на ДВ. Далеко не первой свежести корюшка 1550руб. Зарплата у слесаря жкх 16.000.руб. Я звонил в водоканал, сварщику они платят 20.000.руб...
2 балла
-
Во что в комментариях видео 0.5мм что вы вставили сказал хозяин самого видео отвечая . "А лучше конечно, всем советую, не варите тонкий металл от 1 мм и ниже. Это ювелирная работа и зрение убивает быстро, садит мгновенно. Не те деньги, что сегодня платят в этой Богом забытой стране, что бы варить приличный метраж тонкой стали. Лучше найдите другую работу. Ваши глаза заменят на другие, а Вам их никто не вернет. Поэтому снимать и показывать подробности по сварке от 0.5 мм и выше толщину не стану. Берегите себя." И в какой то степени он прав , но не в коем случаи не отговариваю вас и я немного другого мнения от комента и тонкое варить очень огромный опыт приобретать и в дальнейшем он 1000% пригодиться и не один раз . И по сему если есть металл 0.5мм то почему и нет , конечно 50 литров бачки ну не знаю стремно , но можно еще чо придумать , в общем усе в ваших руках . 1 тренинг 2 не даром 1 2
2 балла
-
Ну электрод 1мм хорошо но он проблемы 0.5мм не решит и можно воткнуть 1.6мм разницы практически не заметите ,, еще раз повторюсь многое зависит от адекватности аппарата. По видео , сварки я там не увидел то есть самого процесса и только швы кои ну не как не 1мм ширины и шире явно вот бы автору за место цанги приставить линеечку и это о чем то говорит и не известно 0.5мм это или еще чо , да и лист гофра коя сопротивляется сама по себе поводкам , ровный лист и это уже другой компот. Допустим что 0.5мм и может ее сложили в некую накладку или допустим что в стык (но мало вероятно ) ну и скорее подкладка теплоотводящая , поддув , сварщик (если это не машина) с крепкими нервами и крепкой рукой , который может держать длину дуги на уровне 1мм , что выше будут прожоги и не кто мне не докажет обратное или присадки накидаете как "плохой полуавтомат " заполняя разбегающиеся кромки 0.5 нержи. В общем видео сомнительно и мне не чего не доказало. Да согласен с этим Но 50литров для 05мм это много и если нет ребер жесткости или еще чего то порвет однозначно не сразу но порвет . Согласен и здесь , но вот что будет из нутри если без поддува и тепло отвода и это усе усложняет- удорожает процесс ,,,,, ежи а это уже не допустимо да и 0.5мм еще в общем не о чем. Если на 1мм нержи можно избежать "ежей " при определенных условиях сварки то с 0.5 мм это не выйдет.
2 балла
-
@VVB,Круазик кажется говорил,что ему попадались глушаки самолетные из фехрали или подобного сплава.Но тогда по идее магнит должен брать.1 балл
-
Ну смотря чо и если Алюминий кузов то не всякий ПА и справиться . http://websvarka.ru/talk/topic/10443-svarka-aliuminiia/?p=339421 Люминь вроде и по фото не совсем ясно. Ну и зачистили не как и от сего и сварка такая особо на Ал сплавах впрочем это ко любому металлу относится , деталь похоже крашенная .1 балл
-
@Cварщик Джо,Доброго дня,почитайте я думаю Вам будет полезно для расширения своих знаний. Потапьевский А.Г Сварка в защитных газах плавящимся электродом. -М.Машиностроение, 1974. -240с..djvu1 балл
-
Конечно и тут, в сварке, что-то похожее есть. как ОТС Daihen и на рынке идет как Варстрой и т.п. Но если брать дешевый сегмент, то в основном они имеют разные бренды, но почти все имеют равный функционал. Или если в цене имеется отличие, то скорее всего это вызвано не только жадностью продавца но еще и наличием той или иной опции или в том или ином диапазоне. Плюс наличие в букваре не означает наличие в аппарате. А еще веселее, когда крутишь крутилку, а ни чего не меняется. И мир сварки наверное больше сумасшедший чем мир моек. Брендов море и пересекающихся и не пересекающихся. Как сказал, @SergDemin, нужно понимать задачу. Сварка это все же не просто как 2+2, это все же технология, как и с чем сваривать или что варится, а что нет. Плюс масса вариантов, как минимум три доступных метода: ТИГ МИГ ММА. А все что универсал, так или иначе не имеет всего того, что может иметь аппарат заточенный под определенный вид сварки. Поэтому задача - а дальше выбор. И если правильно, то должно быть разграничение в оборудовании.1 балл
-
Это почти взаимоисключающие категории1 балл
-
Был в ней, решил сфоткать. Получилось прекрасно.
1 балл
-
Миротворец , Kondor416 Спасибо за поздравления !!!! , но еще рано и 23 го , впрочем у Саши уже 23. Да и не особо важно число и главное внимание . Вот мы сегодня с котом уже празднуем чуток и основное завтра , я пивка хорошего попил , он ветчины кусок + блюдце молока , ну и валяемся ТВ смотрим да форум читаем. Ура не ура а уже седьмой десяток к середине и нет бы наоборот .
1 балл
-
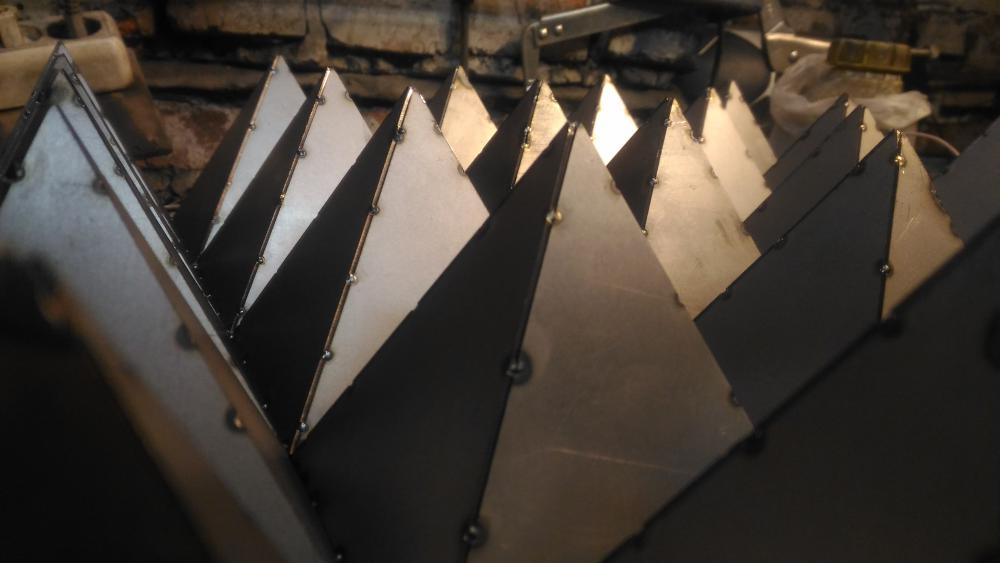
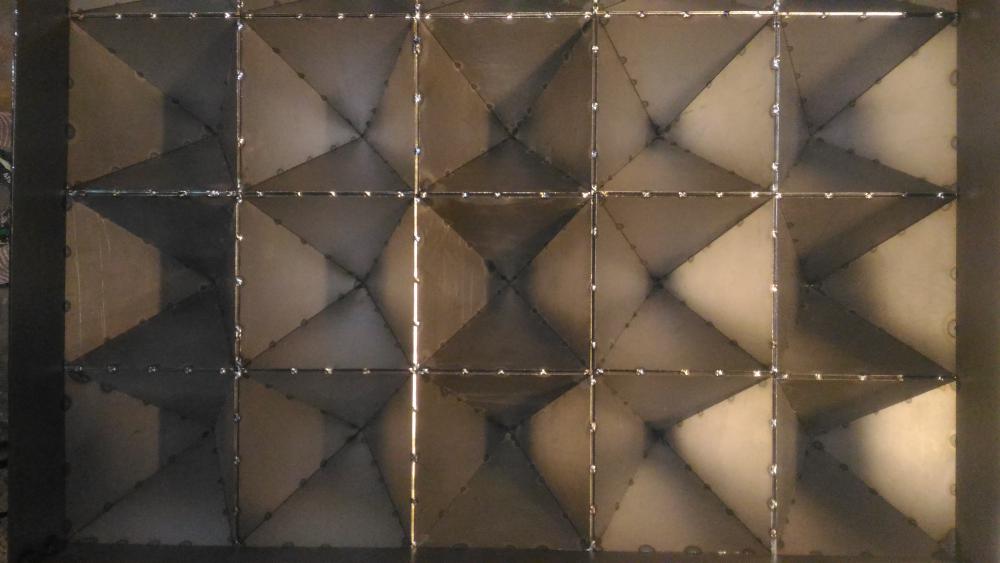
Подкинули идею, но с заказом не срослась. Металл нарезан, надо собирать! Как обычно с заготовками большого диаметра заморачиваться не хочу, режем блины, из них соберу оправки. Обрабатываю края на гриндере, собираю, свариваю. Испытываю на трубе 20х20х1 и 20х20Х2, гнет рычагом 1м. нормально. Но нужно крепить давольно таки сильно. У меня тиски проворачивает и верстак сдвигаю. Ну и готовые оправки под 15х15, 20х20 и 25х25
1 балл
-
А я стул сварщика запилил из советской стойки для телевизора и кожаной куртки.
1 балл
-
Вся проблема изготовления стола из профиля создается из за сварки поперечин,т.к.гнет его,проблему можно решить болтовыми соединениями,прикрутив поперечины внахлест.Вот стол,без единого св.шва,все на болтах,ножки складные,профиль 50/50/4 мм.Жесткости в нем за глаза.
1 балл
-
Брелок котопёс Эрозия ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
1 балл
-
@Mimicrin, Доброго дня, по нормам расхода и режимам посмотрите , может будет полезно, Насчет режимов расщепленной дугой я думаю Вам нужно просто посчитать режимы которые нужны для отдельной проволоки и сложить общий коэф наплавки от того количества присадок которое Вы применяете, соответственно и общий расход эл.энергии и т.д. Расход флюса и проволоки смотрите в методике по нормированию расходов сварочных материалов приведенной ниже. Нормирование расхода сварочных материалов при сварке под флюсом.djvu Покатаев Е.П. 1987 Расчет режимов дуговой сварки.pdf1 балл
-
А чего это в плейстейшен насосом высокого давления качают? Игры пирацкие что ль?1 балл
-
У нас нет ЧВК, а миролюбие, терпение, толерантность, равнодушнее, пофигизм, жадность и мая хата с краю, в России, по отношению к власти по уши. Почти все верят что так нужно, а что делать, почти всем надо семью содержать. Да и большинству россиян хорошо в стране (наверно) пусть так и будет. В Чечне, наверно уже плавал бы он в этом озере.1 балл
-
Потом обжаловал прокурора в суд, судья отказалась принять жалобу, обжаловал судью в краевой суд и подал жалобу в районный на полицию об отказе в возбуждении у/д. Сегодня этот суд состоялся, а прокурор успел раньше передумать и признал отказ полиции незаконным, иначе чем озарением я это назвать не могу. Проверка возобновилась, срок продлён до 30 дней.1 балл
-
Готовимся к кризису, внедрил вторую ступень, убрал пшик Хороший день сегодня был. Пятница 13-е. Две недели сидел за компом, не было работы для рук и тут наконец появилась работенка. С удовольствием променял комп на сварочный аппарат! Есть работа - рутина, а есть работа, которую делают с удовольствием и интересом... Сегодня именно такая работа
1 балл
-
Испытания покажут! Продолжаем!
1 балл