Лидеры




Популярный контент
Показан контент с высокой репутацией 29.09.2019 во всех областях
-
бак Даф стоял и не тек , но сняли мешал ремонту ходовки ну и сразу потек , держали резинки . В общем кариес по всей длине в низу и сбоку что к раме . Один помощников нет и по сему налаживаем Selco на прихватки , одной рукой поджимаем отверткой второй жмем курок и аппарат делает свое дело на отлично . Ну и усе прихвачено и кончился "воздух" для сварки , завтра поедем менять ну и конечно доварим. ЗЫ Вот сейчас сежу и думаю , а сколь сантиметров шва в общем будет . Посчитал , 3 ленты по 120 сантиметров длины и у них две стороны и того в общую кучу 720 см шва , по 100р и того 72000р с ваС . Не ну это круто и цена общая 10000р и того сантиметр шва 13.8р и сегодня начал в 11.00 закончил в 16.00 . Завтра пару часов прихвачу и думаю 10000р адекватная цена .
 7 баллов
7 баллов -
Блок с Урала, раморозили. Пробовали сами, что то заварил и, что то снова дало трещину. П/а панч, проковка. Все равно появлялись сквозные поры. Опресовал 5атм. Не с 1 раза но победил. До этого го Коллектор с американца заварился без проблем. Забугорный чугун лучше нашего.
6 баллов
-
ТовариЩ! Вы ещё в Воркуте не работали....
6 баллов
-
А так.6 баллов
-
О механизме возникновения горячих трещин рассказывать не буду - достаточно доступных материалов по этой теме. Вы заметили,что не существуют сварочных прутков для тиг-сварки аналогичным составу сплавов 6060-6061.С чем это связано?При сварке сплава 6060 материалом такого же состава всегда будут образовываться горячие трещины.Чтобы их избежать,нужно отойти от пиковых (максимальных значений) процентного содержания кремния и магния в шве,т.е. кремния должно быть больше 2%,марганца выше 3%(ориентировочно).Это позволит сделать сплав 4043 или 5356.5 баллов
-
Общее правило:чтобы избежать горячего растрескивания при сварке сплавов системы Al-Cu-Mg,надо уходить от пиков концентраций легирующих элементов-Si 0.8, Mg 1,5-1.85 баллов
-
4 балла
-
@selco, последний такой бак, как не старался, вразбежку и с остыванием, но всосало кое где внутрь, хоть и металл мне на латки дали очень мягкий. Варил ТИГ, вот думаю полуавтоматом надо было.3 балла
-
-Точмаш Вам правильно сказал....ну а то что Вы не поняли...по простому-Вы в Ваших случаях попадали в кривую растрескивания... и спасти Вас могла только сварка с присадочным материалом, который давал бы Вам выход из критической зоны... Не всегда это работает....иногда надо чтобы присадочный материал был по ряду элементов легирован выше.....ну или ниже....опять всё дело в кривой.... вот здесь вкратце можно почитать-http://aluminium-guide.ru/goryachee-rastreskivanie-pri-svarke-alyuminievyx-splavov/3 балла
-
При правильно подобранных параметрах не будет. Принцип именно здесь простой - деталь и присадок максимально одинаковые. Бери - все будет в порядке.3 балла
-
@BUTCHER, ф 0.8 мм. @selco, пробовал и проги для чернухи и для нержи.И пульс и интерпульс и МИГ/МАГ-режимы. И коррекцию дуги крутил. И в трёхметровый шлейф тефлон под ф 0.8 мм заряжал. Всё какая-то хрень получалась... То проволока в наконечнике насмерть приварится, то податчик мочалку наплетёт...Может, я-баран косорукий, или чего не догоняю? А у Авроры при нулевых настройках коррекции индуктивности и напруги-всё получилось. Впрочем, я заметил одну весчь... Хорошо шпарит мой аппарат только проволокой ф 1.2 мм. И алюмом и нержой и чернухой. Под 1 мм-надо уже приспосабливаться, а под 0.8 мм-настраиваться самому и аппарат настраивать. Поэтому я для себя и решил, что пускай герр Меркле-существует для струйного режима сварки относительно толстых металлов (где он-велик и могуч), а всякое гнильё/тонкотьё-буду штопать Авророй. Впрочем, именно для этого она и покупалась. А возможность переварить тощий ПАНЧ-оказалась приятным бонусом. Педальный П/А Брима-250, от которого я так и не добился адекватной работы-был продан дверникам-перильщикам по цене, большей, чем мне обошлась новая Аврора-200.3 балла
-
Поддержу: незамкнутый контур проковывать нет нужды, конечно, если разделку сверх меры не забабахать, но там и проковка не поможет. И большие узлы можно и даже нужно жарить непрерывно - масса чугуна отлично отводит тепло и быстрый вклад тепла сварки при ее непрерывности позволяет поддержать комфортную температуру в зоне уже сформированного шва - он медленней остывает. Но это ИМХО, и не более3 балла
-
Фаршированные шампиньоны.
3 балла
-
Хорошо,что вы затронули эту тему на форуме -в назидание другим участникам. Войдите на указанный форум и задайте вопрос юристу,занимающемся такими вопросами...толку будет больше.По -видимому,у вас один выход -заявление в суд.3 балла
-
В процессе свапа двигателя на джимника сегодня пришлось поработать сваркой)из двух маслозаборников нужно сделать один. Здесь тигом, хоть чистил и обезжиривал трубки, один фиг лезут поры. Фото "швов" делать не стал, нечем порадовать себя, проходил несколько раз по кругу, зачищал и снова проходил). А это маховик со снятого двигателя, который надо поставить на "новый". Видимо что-то с ним случилось, несколько зубьев побиты. Найти такой маховик есть некоторые проблемы, потому решил попробовать перевернуть венец, по другой стороне зубья нетронутые. Срезал шовчики, перевернул венец. В качестве кондуктор использовал гидротрансформатор с которым и будет пара рабочая (сам маховик штампованный лист, вот чтобы его вдруг никуда не стало заворачивать). Ну и сварка, шовчики по диагонали, крест на крест Длина швов чётко по старым (ну чтобы потом никто не догадался чего это зубья с нерабочей стороны съедены)) А это привет от японских сварных (или их роботов). Корпус гидротрансформатора.
3 балла
-
Хорошая горелка и можно оставлять . И так сопла подходят кои под линзу идут . колпачок от abitig 450w sc. вкручивается в цангу АГНИ как родной , а вот колпачок АГНИ на цангу abitig 450w sc. не идет чуток диаметр цанги великоват и на колпачке АГНИ резьба М8Х1 и можно цангу abitig 450w sc. пройти плашкой и усе закрутиться . Верхняя цанга АГНИ НИЗ abitig 450w sc.
3 балла
-
Однако пора. Внимание! 23-25 октября 2019 г. в стенах Вятского электромашиностроительного техникума состоится акция интернет-ресурса "Вебсварка"-"Вебсварка на Вятке" с участием :ГРПЗ-Форсаж(Рязань), ЗТИ-Эвоспарк(Санкт-Петербург), Евротек-Аврора Про (Санкт-Петербург) - в программе-сварочные трюки и мастер-классы, демонстрация возможностей сварочной техники и человеческих рук+ мозг.... Будет жарко и интересно-Вход свободный, приглашаются все неравнодушные к сварке металлов...ожидается прибытие одного из монстров Вебсварки-легендарного Маэстро Валерия"SELKO"...с демонстрацией сеансов сварочной магии с её последующим разоблачением.... Сваривать будем всё, до чего дотянемся... От стали до титана....Кто что притащит....Можно будет задавать глупые вопросы мэтрам, производителям и не стесняться... Положение об акции КОГПОАУ «ВЭМТ» , интернет-ресурса «Вебсварка.Форум Сварщиков», компаний-производителей сварочного оборудования- «ВЕБСВАРКА НА ВЯТКЕ» 1. Данное мероприятие проводится с целью продвижения продукции высокотехнологичных российских компаний, работающих в области оборудования для сварочного производства. 2. Также целью данной акции является популяризация технического образования в области сварочного производства среди молодёжи; выявление достоинств и недостатков конкретных моделей сварочной техники на фоне конкурентов. 3. Участники акции-студенты отделения сварочного производства ВЭМТ и Кировской области, представители компаний «Евротек», «Эвоспарк», ГРПЗ,инженеры, техники, сварщики предприятий Кирова и Кировской области и Республики Коми. 4. Мероприятия пройдут в Кирове в период с 23по 25 октября 2019г.на площадке Вятского электромашиностроительного техникума (Киров,ул.Романа Ердякова 24) и будут включать в себя: -выполнение неординарных сварочных заданий по сварке нержавеющих сталей, алюминиевых сплавов, чугуна и медных сплавов на грани функциональных возможностей конкретных моделей сварочной техники. -Выполнение стандартных сварочных операций с целью выявления соответствия реальных характеристик сварочной техники заявленным производителем параметрам(Материалы-сталь низколегированная и высоколегированная, алюминиевые и медные сплавы) -Мастер-классы по профессии «Сварщик» для студентов ВЭМТ и участников акции. 5. Мероприятия акции будут освещаться в режиме он-лайн и в записи в сети интернет на ресурсе «ВЕБСВАРКА.ФОРУМ СВАРЩИКОВ» и на ресурсах участников акции, а также в иных СМИ. 6. КОГПОАУ «ВЭМТ» предоставляет площадку и инженерно-педагогический персонал для проведения акции. Производители-образцы сварочной техники последнего модельного года, способные работать в 111,141,135/136/131 процессах в линейном и импульсном режимах. Справки по тел.8(953)949-69-85.2 балла
-
Бак мыли в грузовом центре и у них вроде для моторов средство и отмывает все жиры в том числе и дизтопливо во внутрях. у меня АМГ2 . , 1.5мм , сам бак 2.2мм толщины .2 балла
-
Виктор , думал об ПА , но решил все таки ТИГ , металл у меня АМГ2 . Посмотрим как завтра пойдет и ПА не долго заправить .2 балла
-
Вадим, Виктор все верно говорит. В данном случае подобное варить подобным не прокатит. Сплавы 6000-й серии имеют магний как раз в пике растрескивания. Поэтому при сварке их разбавляют прутками 4000-й или 5000-й серии уводя магний от пика растрескивания в большую или меньшую сторону.2 балла
-
В конце 60-х годов в Москве проходили Дни польской культуры, и поляки привезли несколько весьма сомнительных с точки зрения советской цензуры спектаклей. Екатерина Алексеевна Фурцева, тогдашний министр культуры СССР, попеняла своему польскому коллеге Люциану Мотыке: - Ведь мы же с вами находимся в одном социалистическом лагере! На что тот, улыбнувшись, ответил: - Да, но в нашем бараке повеселее...2 балла
-
@welderman,3 мм без разделки если и продавливать на большом токе,то будет пережег наружной стороны шва,там или зазор,или разделка.Еще и без присадка,ничего хорошего не жди.2 балла
-
так это -куча мелких отверстий ....2 балла
-
тож потянет. Высылай. http://chipgu.ru/images/smilies/kolobok_wink.gif2 балла
-
Если честно, ничего не понял . варил профиля (ад31) и 4043 и 5356, все ок, при сварке "своим телом"- сразу горячие трещины. В чем причина- физических или хим. свойствах сварного шва, мне не ведомо. А т.к. 6060 и ад31 очень похожи, не будет ли трещин, вот в чем опасения. Как-то так2 балла
-
Ну,товарищ вроде не отказал,но и желания не показал...есть более важные дела, уважаем личное пространство..так что будет-отлично...не будет-не смертельно..2 балла
-
Кучку отверстий видели? Я покажу.Впрочем электрикам простительно,они же не слесаря.Ну и как всегда всякое- разное.Осень,хандра,крыша капает,все бесят,в общем все,как у людей.)
2 балла
-
Сергей Николаевич, желаю огромного успеха в предстоящем мероприятии, с огромным интересом буду следить на страницах форума, жаль сам не могу приехать, работа!1 балл
-
Если есть отчисления "по вредности" в ПФР , то ваш стаж подтверждён , если нет , то это ваши проблемы . Такова позиция государства . Это вы должны беспокоиться о том , что работодатель аттестует ваше место ( а это - деньги , и его никто не может в этом его обязать ) , отчисления по вредности можно узнать только в ПФР лично ( и никак иначе , прозрачность нашей "осведомлённости") . Ко всему этому , для "подбития пенсии и стажа" - куча справок и запросов . Добро пожаловать в действительность ! Ваши проблемы - это ваши будни .1 балл
-
@Вад11,может прокатит, а может и нет..тут столько +100500 переменных, что говорить о повторяемости результата-дело неблагодарное.. Точмаш и моя скромная персона лишь указали на то, что при определённых условиях вероятность горячих трещин стремится к 100%...1 балл
-
@МассаТом,ты говоришь провар полный,как вы это определяете?1 балл
-
Если стык не заклеен, то истечение через сопряжение плоскостей будет какое-то , также не исключен сток через торцевые уплотнения.... Там смотреть надо...1 балл
-
@МассаТом,тебе про поддув.Называть человека за глаза жуликом некрасиво,не зная технологии и не вникнув в процесс.1 балл
-
На работе телек балаболит о том, шо у соседей через забор творится http://chipgu.ru/images/smilies/kolobok_addon_jokingly.gif и о том, как космические корабли бороздят просторы большого театра. Кстати, сюжет промелькнул: завод, связанный с оборонкой и космосом. Ну, кучу блястючих железяк Коля увидел, то ли люминь, то ли титан, то ли нержа, хз. Аргонщик тож промелькнул, чего-то варил за столом. Но вот что делал чувак с РЕЗАКОМ, греющий какую-то деталь, я так и не понял . Где в космосе применяются детальки, собранные с помощью резака? В моём понимании, там всё должно собираться со звуком ЧПОК от руки или под прессом, где это надо. Ну и в перерыве Коля увидел такую штуку (а мужики-то не знают http://chipgu.ru/images/smilies/kolobok_biggrin.gifhttp://chipgu.ru/images/smilies/kolobok_biggrin.gifhttp://chipgu.ru/images/smilies/kolobok_biggrin.gif). 15 баксов, и вот оно, щастье . Пользуйтесь, пока я добрый http://chipgu.ru/images/smilies/kolobok_redface.gif.
1 балл
-
Ребят, вы о чём? Х3 как я понял это аналог FastMigKM. Там есть возможность настройки только скорости подачи проволоки и напряжения. По моему даже динамикой нет возможности управлять как в КМ. По моему это самый простой аппарат за свою цену. Раньше помню работал на наших аппаратах. На балетке скорость проволоки а на источнике ступенчато напряжение регулировалось. И тут вроде на подобии. У него даже между источником и подающим чисто аналоговый обмен идёт.1 балл
-
И я приобрёл аппарат Динамика-200. Что сказать? Лично аппаратик понравился и уже пашет. Справляется и с кузовной жестью и с трубами выхлопной системы и с профильными трубами из китайской фольги. А вчера-попытал его ПАНЧем. Вполне себе! При том, что мой Меркле с ПАНЧем я так подружить и не смог... Больше всего понравилось поведение дуги в смеси 98/2. В чистом аргоне-хуже растекаемость, в 80/20-больше пор и брызг. Вот, починил корпус КОМ из неважнецкого американского чугуна. Варил исключительно на холодную с проковкой. В месте зачистки швов-пор почти нет. Керосиновую пробу прошёл с первого раза. Шов замазал нитроэмалью обладатель КОМа. Прямо по мелу... Очень торопился, однако...
1 балл
-
Вы хотите чтобы кто-то другой, а не вы, боролся за ваши льготы?1 балл
-
https://www.9111.ru/questions/14274626/ https://www.9111.ru/%D1%82%D1%80%D1%83%D0%B4%D0%BE%D0%B2%D0%BE%D0%B5_%D0%BF%D1%80%D0%B0%D0%B2%D0%BE/%D1%8D%D0%BB%D0%B5%D0%BA%D1%82%D1%80%D0%BE%D1%81%D0%B2%D0%B0%D1%80%D1%89%D0%B8%D0%BA_%D0%B2%D1%80%D0%B5%D0%B4%D0%BD%D0%BE%D1%81%D1%82%D1%8C/ https://noalone.ru/infocentr/lgotyi/posobiya-polozhenie-svarshhiku/ Познавательно -занимательное чтение на ночь.1 балл
-
Утро, планы, звонок, " Хелп хелп", молоко мимо потекло, приедь глянь. Еду. Гляжу.и глядя на это все понимаю, не ту изоленту они использовали, все адекватные люди знают, что мотать надо синей. Женщины, что с них взять. Но с холодной сваркой они четко все замазали.Начинаем лечить. Хорошо что они не следуя нынешней моде старые ванны в цветмет не сдали, пришлось вырезать с донора эту часть.Все .
1 балл
-
1 балл
-
Ну, Vnuk ....если с делами разберётся....1 балл
-
@Luza, Егор, теперь акция- отдельная тема и по ней общаемся там-ну, вдогонку-вход свободный, может кто и приедет/придёт...1 балл
-
Евротек дает операторов и технику( что конкретно-уточняется), Форсаж, как обычно , тянет до последнего, Очень тяжёлые товарищи в переговорах....Эво дает спеца и последние версии прошивок на наших машинах..., собираю металл по всему Кирову, трясу партнёров и руководство и местных дилеров сварочной техники, достал всех уже..некоторые уже трубку не берут...1 балл
-
Я так понимаю, что ВебСварка, это такой новый вид сварки, для сварки сварщиков, и тов. @welderman наконец таки решил его испытать.1 балл
-
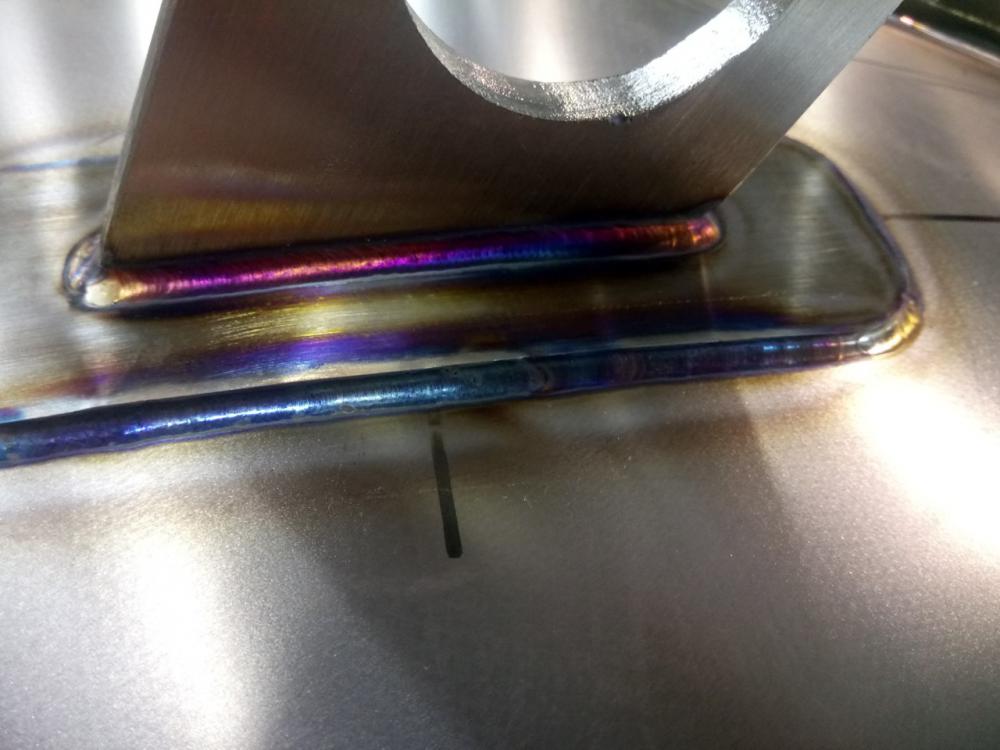
Продолжаем терзать стрелу, отвлекаясь на всяческую мелочевку... Корень сплошной проволокой Далее шлифовка и , мой любимый, порошок.
1 балл
-
Для сварных швов гравер не прокатит. Мощи мало, скорость съема материала низкая. Пшм актуальнее, но именно швы в труднодоступных местах ею ровнять на стали - работа специфичекска. Во первых надо крепко держать, очень крепко. Лучше с упором на что то неподвижное. Надо следить чтотбы гайка цанги не долбила по изделию. У фрез есть предпочтительные углы атаки и стороны приложения к материалу. У всех разные, но от правильности использования зависит эффективность работы и сохранность фрезы, изделия, машинки. Сам пользую пшм как раз для подчистки швов или же их демонтажа при переделке. Инструмент нужный, но не волшебный. Многда проще круглым напильником пройти, иногда зубилом. По ситуации короче. Сталь есть сталь.1 балл
-
В смеси нормальной брызг практически нет, это да. Проволоку ту же используете? Старый сварной наверное заговорил аппарат [emoji23]1 балл
-
selco я специально вытащил именно эти комментарии сюда, но не для того, что бы потешится и высмеять Сережу, а во первых показать, что когда все мы приобретаем какой то большой опыт и знания не гордились этим, а оставались прежде всего людьми без короны, без я 35 летнего друг перед другом и без оскорбления коллег, которые, как на газе подают присадку, учат еще других, а сами ничего не знают и т.д. со слов Белова Мне пришлось работать с ним от второго лица, что бы не ломать его самолюбия и короны 35 лучевой, иначе этот разговор принял бы другой оборот и привел к спорам. Действительно странно, но перед его комментарием меня пригласили на один из заводов провести лекцию и показать на практике, как работать с 1 мм 304 стали. Все что написал Сергею, не солгал, но только писал от 2 лица, что меня учили и коллег и все что тот профессор сказал, то это действительно было сказано. Парни и начальство были действительно удивлены, решения по их теме были найдены и предоставлены, так же присадочные материалы, сопла и многие другие плюшки поддува показаны в деле. До этого они ездили на Есаб, но там не решили их проблему, предупреждал, что зря съездите. А Сережу ввело в ступор то, зачем иглу то пинцетом подавать?! просто на фармацевтике на очень крутых фармацевтических заводах есть лаборатории по анализу продукта, который поступает к ним из сосуда прямо в лабораторию по очень тонким трубкам, толщина их колеблется 04-05, свариваются они исключительно на орбитальной машине, иглы для такой сварки, то есть вольфрам заточены на заводе и сложены в специальную упаковку с пинцетом, так как жир с пальчиков, ворс перчаток или кожи могут остаться на игле, что приведет в движение и гуляние дугу и точной сварки, которая должна пройти безошибочно попросту не выйдет. Белова этот факт удивил и он не смог его оспорить, на что спросил, сколько берет денег этот профессор за такую лекцию, но до этого еще добавил Сереже, что позвонил (профессору) и спросил, где он работает, тот так же сказал, что не скажет (так как Сережа тоже не скажет) Народ, вот здесь и кроется суть, точите вольфрам хорошо, полируйте его. Что бы работать правильно с тонкой сталью, она должна быть заводской, не жирной либо обезжиренной, так же и вольфрам должен быть полировано заточенный. Лучше применять для таких красный вольфрам WT 20 так как он держит лучше всего заточку острия иглы и с ним комфорт ней работать. Знаю, какой вопрос последует за красный вольфрам Так же мгновенные прихватки 0.1 секунды вспышка при 90 А ставит четкую белую прихватку на 1 мм стали без шанкера с обратной стороны, но об этом Сереже не стал рассказывать, что нужен к такому подходу правильный сварочный инвертор, думаю иглы и пинцета ему хватило. Начал ездить я в турне по заводам, объехал три, два в россии, один в Белорусии и один еще на онлайне в городе Львов, Украина, онлайн работу предоставлю в фото на стыках. Суть лекций заключается в том, как правильно работать с нержавеющей сталью. В нее входит теоретическая база с фотографиями, схемами стыковки, различные виды сварки, прихватки, настройка импульса. а так же практика по обучению 2 дня. Положительные результаты увидите в фото уже не моих стыков. Так вот, что я заметил, руководителей просто трясет и они начинают просить, что бы коллеги тут же сделали то, что показываю я и просят меня о такой функции, что бы мгновенно им передал и они тут же изобразили то, как сварил я. Но это же труд тренировок, я же не Бог вносить знания и физические данные во мгновение ока другим. Вот тут и появляется жаба платить, дескать ты вот все показал рассказал, а мои не могут так, а деньги платить надо и отдавать тут же жалко по уговору нашему становится молодцы командиры, хрустальный мост за ночь хотят выстроить Но проходит время и создаются такие изделия, сварка без деформаций. На всем фото город Львов по онлайн обучению, все стыки выполнил один из лучших моих учеников. Сила в том, что человек лично меня не знает, лично с ним в живую не работал, но через онлайн по переписке, а так же канал Ютуб он сделал то, чего не достигли многие. Приезжали представители из Европы с Германии и вынесли вердикт, что отличная школа сварки. Вот так и у них появились заказы и работают на Европу, а там и цены на изделия выше. Приятного просмотра.
1 балл
-
Раз принято представляться, тогда коротко о себе: 38 лет, живу в Беларуси в крайней южной её точке на стыке границ Польши, Украины, Беларуси, работаю начальником планово-технического отдела дорожной организации. Хобби - собираю самодельные трактора, немного занимаюсь ремонтом сельхозтехники для местных фермеров, частые клиенты - местные СТО. Небольшая мастерская - фрезер, сверлилка, два токарных, два заточных, плоскошлиф в разобранном пока состоянии. По образованию - инженер-электронщик. Со сваркой сталкивался постоянно, начиная с армии. Сначала ММА, потом полуавтомат и TIG. Не как основное занятие. Самоучка. Что-то не сразу получается, что-то как будто давно умел. Постепенно оброс оборудованием и кучей баллонов.1 балл