Лидеры
.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)


Популярный контент
Показан контент с высокой репутацией 08.09.2019 во всех областях
-
Вчера-позавчерашний будень: тяжелая техника на работеКастрюля жены, варит в них банки с заготовками, сказала почини, таких в продаже у нас нет, замена днарентабельность ремонта конечно 0, но съем с довольствия, и скандал, ну его, себе дороже выйдет А это вчера: бак от ДТ-75, он работает в лесу, бак очень большой, решили они сделать новый из 4мм листа. Вырезал горловину, резьба под штуцера и вот новый бак 100 л против старого на 300.
 10 баллов
10 баллов -
Оказывается,что чудо-люди есть,а вот чудо-клей ещё не придумали для них. По наружке снять эбоксидку ещё более-менее нормально можно,а вот внутри пришлось выжигать и шкрябать отверткой\стамеской\подручным инструментом.Вони я вам скажу столько,что даже вытяжка и маска 3М не очень-то спасают. Итоговые фото проворонил сделать,иногда такое бывает,когда стоят над головой и работаешь по секундомеру. Самое главное,что под керосином долго постоял на проверке и все сухо-комфортно.
10 баллов
-
Конечно, внутренние напряжения в ходе эксплуатации имеют свойство накапливаться. А уж если деталь треснула-то явно неспроста и с последствиями. Ещё в бытность свою автомехаником-старался всегда головки, блоки и выпускные коллекторы отправлять на восстановление привалочных плоскостей. В первую очередь-потому, что очень не хочется перед заказчиком поиметь бледный вид в случае каких-либо казусов.6 баллов
-
Я всегда рекомендую отшлифовать прилегающие поверхности. Иной раз даже до сварки линейку прикладываешь и "всю волну видно".5 баллов
-
Тут потребителя имеют за его же деньги...За полтора года владения аппаратом, я израсходовал менее килло проволоки. Сейчас аппарат если продать, то максимум за 36т.р., если заберут. Неплохо так то терять кровно заработанные, так и не использовав покупку по существу. ((( А аппарат продавать все равно придется, так как купил уже другой. Но ведь как смотреть покупателю в глаза продавая заведомо неисправный девайс?4 балла
-
Я покупал не в Техносварке. Если напишу претензию, то отправят именно Техсвару. Проще и быстрее напрямую с ним решать. Да вот как раз таки нет. С отстрелами я б продавал со спокойной совестью. Но не с наполовину рабочей крутилкой подачи.4 балла
-
Ну, соответственно-его бы прижать к плите при сварке. Но, думаю, что плоскость всё равно фрезеровать придется .4 балла
-
Больше скажу , разделываешь и варишь характерный запах-вонь )) я уже по запаху определяю чем ,, ляпали ))4 балла
-
Посмотрел чуть внимательнее. Наташа, ну ё-моё! У тебя же есть отличный металлический верстак с хорошей столешницей! Убери с него сварочник и сделай хорошее "операционное поле" с нормальной опорой для рук! И не нужно будет корячиться с кирпичами(!) на полу. И убери подальше баллончик антипригарного спрея, как-никак аэрозоль под давлением. Если бумкнет, будет не очень приятно.
4 балла
-
Интересно, наклейку со стекла сняла перед сваркой? А то полгода с наклейкой шпарила) На 11мин43с.4 балла
-
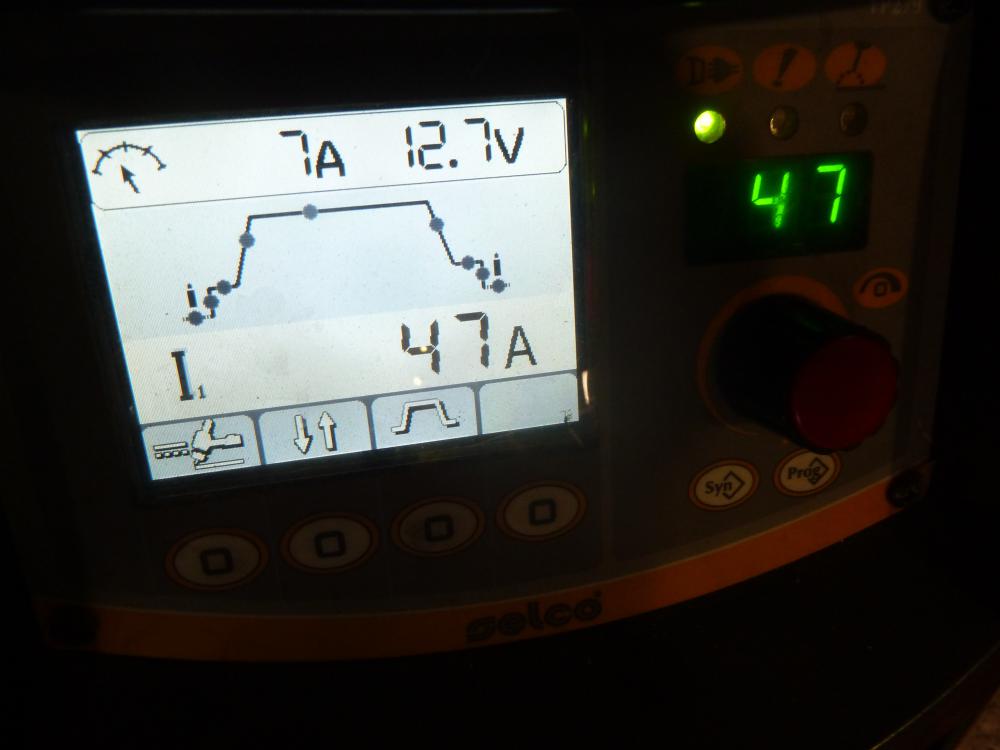
Введение. Тема про неж. , но у меня не совсем она , то есть черное и относительно толстое 1,5мм и нерж капризная и магнитная 430 и всего 0,5мм и их надо соединить и в виде фото - урока покажем как сие я делаю. И так колпак на трубу почти соседи и хозяин сам каркас ММА , а вот "крышу " на каркас скроил но понял что ММА будет проблемно и очень долго как варить так и опосля швы вычищать и пришурупил выкройки шурупами по два на лоскут . Позвонил ну и на тачке сие изделие ко мне . Крышу проварили так что бы от каркаса отдельно была и ее ждет пескоструй и порошок краска , ну и супер нерж труба 430 , и думаю больше уже писать не стоит и усе видно по фото будет . Что не поймете ,,,. спрашиваем и я к вашим услугам . проволочка CuSi3 1.6mm , ампераж на аппарате
4 балла
-
Главное при сварке марганцевитостой стали не гнать лошадей,а то получите новые трещины.Плиту для ускоренного охлаждения можно поместить на половину в емкость с водой3 балла
-
Вот еще Вам для информации Проблемы наплавки стали 110Г13.pdf3 балла
-
@Kurt1, см стр 25 в брошюре. Сварка таких сталей не сложная,но требует обязательного контроля температуры : наложение только ниточных швов,оптимальная погонная энергия,повторную сварку можно начинать только после падения температуры ниже 80 град,необходимо обеспечить ускоренное охлаждение детали.Сварочные материалы :нии-48г озл-19,для востановлении геометрии электроды омг-н. ЭСАБ сварка и наплавка.pdf3 балла
-
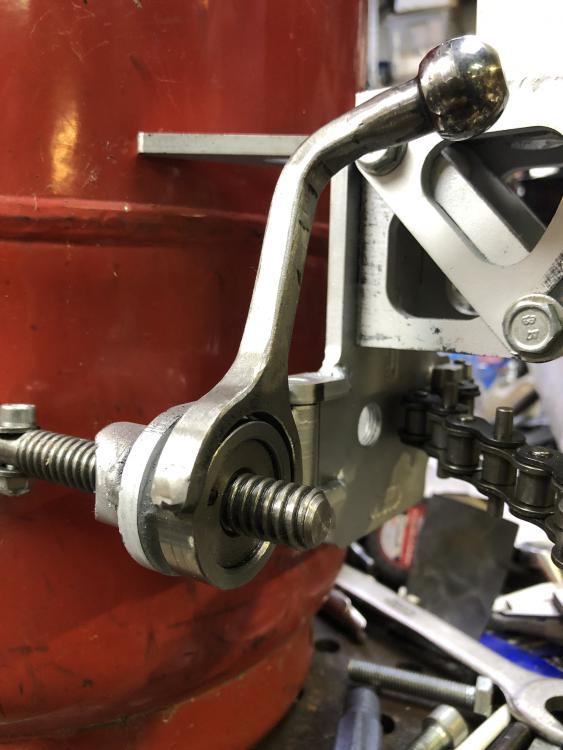
Упор гайки подвижен, ось вынесена в сторону в угоду компактности, соответственно цепь при натяжении стремится к кротчайшему расстоянии между трубой ( как правильно было сказано по касательной) и осью шарнира, который отнесён от оси винта затяжного. Поэтому винт и выгибается чуть, но так как гайку я сделал длинную и с лентой, то скользит она по резьбе хорошо, да ещё рычаг получился достаточно большой... пока не закусывало, пробовал на разных диаметрах. На маленьких с цепным зажимом у меня гайка имеет ось качания совмещённую с осью винта, но там надо один раз подрегулировать, а не затягивать, поэтому узел компактен, а здесь надо тянуть, рукоятка затяжки должна оборачиваться хотя бы градусов на 250, соответственно вынос должен быть от всей конструкции. НА фирменных, насколько я изучил этот вопрос, они вообще не заморачиваются, ставят винт с гайкой жёстко и вопрос с выносом решают наклоном оси винта ( что бы ручка прокручивалась под углом). В следующий раз скорее всего пойду по пути как в своём маленьком, сделаю ось качания, размер узла вырастет, посмотрим.... не известно когда он будет следующий раз, много другой работы с проектированием всяких железок.3 балла
-
@Kurt1,Дорого дня,проверьте на магнит,если не магнитится то скорее всего это сталь 110г13.3 балла
-
Антон , высечные и у меня Sandvik покупал очень давно и берут 1,2мм черное спокойно , а вот на 1,5мм сломал лезвие и тогда достать оригинал практически не возможно , но еще пахал мой заводик 21го века и сделали лучше чем оригинал и сразу 10шт. А вот и сообщение и ссылка и там есть похожие и может даже покруче моих да и лезвия отдельно имеются как З.Ч. http://websvarka.ru/talk/topic/10271-nerzhavejka/?p=390126 ЗЫ, рез отличный и болгарка отдыхает тем паче после болгарки заусенец убирать , тут сие не требуется вовсе3 балла
-
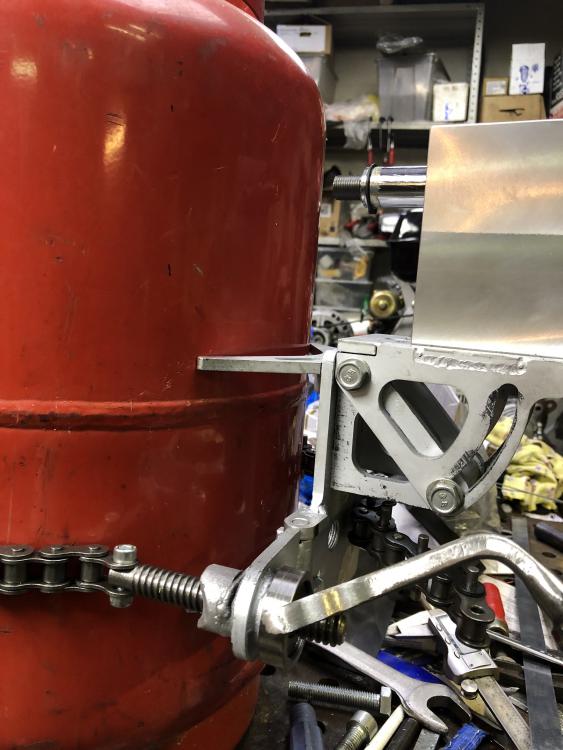
Давно ничего не публиковал из работ моей мастерской в этом направлении. Я делаю два нотчера, оба с быстрым зажимом, один на клемпе до диаметра 60 мм, а второй на основе цепи для труб диаметром от 76мм до 159 мм, но он тоже является а-ля клемповым, т.е. быстрозажимным, настроил зажим ( цепь) на определённый диаметр и только «застёгиваешь», уже крутить ничего не надо. А трубы же, как известно на диаметре 159 не останавливаются, а значит и сверлить их тоже надо, и вот пришёл ко мне один заказчик с вопросом что надо сверлить трубу больше 159, что-то от 200 до 320мм, да ещё и коронка будет 120мм ( отверстие видимо под трубу 120мм). От клемпового зажима с цепью решил отказаться, решил сделать просто затяжкой… зацепил цепь крутишь ручку и затягиваешь-зажимаешь. Вроде бы всё просто, но как выяснилось в результате испытаний обычная резьба ( с профилем 60 градусов) не совсем подходит, на 5-10 раз резьбу разбивает и начинает закусывать, так как перекос из-за нагрузки, ну и обычные материалы типа сталь3 совсем не катит…. В результате взял за основу трап резьбу 14х3 и материалы гайки и винта сталь 30хгса и 40х…. в результате всё заработало как надо. Т.к. трубы 300 нет испытывал сам зажим установив на баллон пропановый 27 л, остальное стандартно так что сверлить не надо и так понятно как это будет работать. В результате испытаний понял что основу надо будет сделать более жёсткой следующий раз, если будет такой же заказ, работать будет, но по моим взглядам надо делать мощнее. Сделал возможность наклонять ось реза, что бы сверлить под углом... нужна ли она такая, не знаю, заказчик сказал что ему не надо. Когда всё доделал, задумался может сделать на базе этого зажима стойку с креплением дрели, что даст возможность крепить дрель на трубу… но это если будет время.
3 балла
-
Устал с этим бороться.Сделал для себя вывод,что подготовка деталей под сварку многое говорит о моральном облике человека.Да и вообще имеет связь с условиями жизни в стране...
3 балла
-
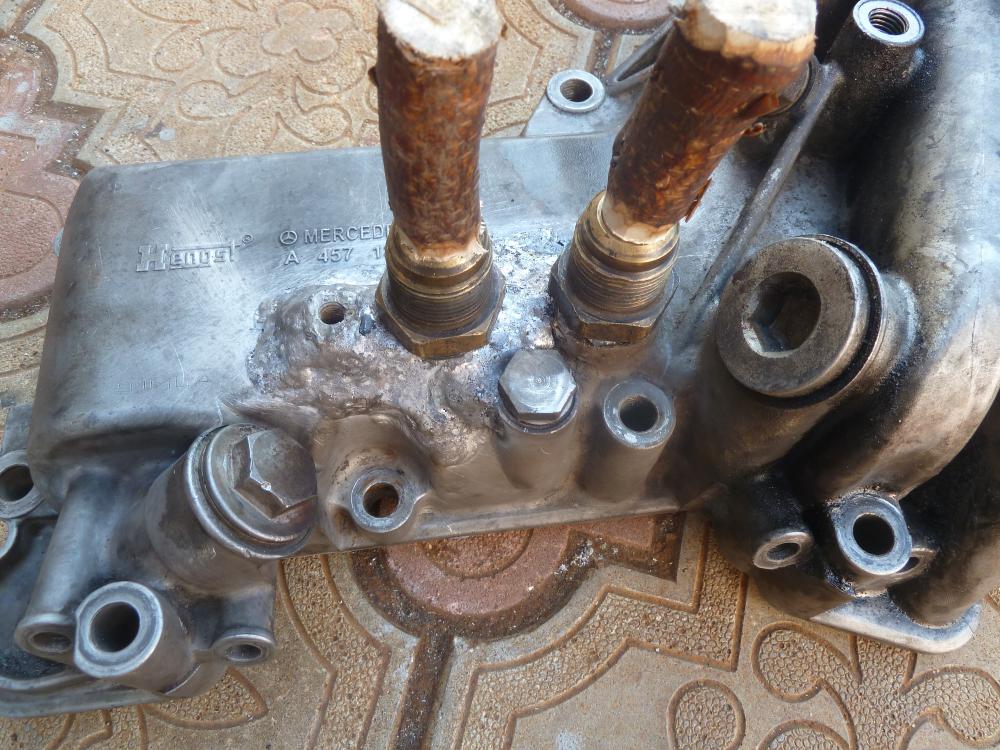
Принесли коллектор на сварку, ничего сверхсложного , трещина. Коллектор, предварительно хозяин, на пескоструйную обработку возил.
3 балла
-
Не в тему , но не хочется разнить сообщения и может модераторы перетащут оба в Алюминиевую тему . Но назовем сие сообщение "Чугуний - алюминиевый" . Подшаманили и помыли и пока "моя" дуга не трогала деталь . Ну и сразу про аппаратик и дугу и конечно на сей детали только Селко , настроим дугу на супер управляемость и стабильность . токовый баланс и плюс волна по току 17% остальное минус авто скругление электрода долой временной баланс Лиха беда -начало
3 балла
-
Сарказм засчитан PS. У меня хоть нет проблем как в соседней теме с Grovers MIG 200C2 балла
-
Согласен! Я израсходовал 5 кг. проволоки после покупки за неделю. Понял что сей девайс мне не по зубам и сдал обратно в магазин , как брак. Если действовать по другому ................. Даже не представляю , как это сделать. Похоже всё гораздо сложнее , чем я предполагал.2 балла
-
Давайте намотаем свой трансформатор, выпрямитель, стабилизатор скорости двигателя итд и сделаем свой ПА в корпусе Гроверса. Я раньше думал, что производитель делает-потребитель использует за деньги. А тут что??2 балла
-
Такое впечатление, что прошивки делает человек далёкий от свари. Всё ,что происходит с гроверсом это какой то нонсенс. Всё это крайне странно и непонятно. Наверное надо резистором пытаться отрегулировать скорость подачи проволоки опытным путём. Но это должен делать завод или сервис, но не потребитель.2 балла
-
@Steelcar, а чем нужно оперировать? Осциллограммами? Для этого Техсвара ждем. ) А поиска нет. Все снятое и написанное лишь для полноты картины по проблеме.2 балла
-
@BAN, попробовал. Не понял, правда, как правильно ее, полярность менять. Попробовал все варианты. 1. Перекрутил перемычку внутри аппарата с (+) на (-). Поджига вообще нет. Проволока упирается, лезет, но не поджигается. 2. С перекрученной перемычкой переставил разъем массы в другое гнездо, с (-) на (+). Стало поджигать, но процесс абсолютно такой же, как выше описан и показан был. Т.е. улучшений никаких нет. 3. Вернул перемычку как было, с (-) на (+), разъем оставил там же, на (+). Нет поджига. 4. Вернул массу, как было, на (-). Перемычка тоже как было, на (+). Поджигает, и варит как и было, т.е. херово. Итог. При смене полярности пропадает поджиг. Зажечь так и не смог, хотя масса и металл в идеале.2 балла
-
Тут Вы меня потеряли совсем. Режим Микс - это режим при котором сварочный цикл разделен на две части, на период подачи переменного тока, а затем постоянного. С полярностью постоянного тока при этом ничего не происходит. https://www.triton-welding.ru/article.html?itemid=18 У Anton VL был короткий ролик о таком режиме на Kemppi по-моему.2 балла
-
ER 1100 / AWS A5.10. Химический состав: Si — 0,10-0,25; Mn — 0,05; Zn — 0,10 Fe — 0,20-0,35; Cu -0,05-0,2; Al – min 99,52 балла
-
Говоря современным языком - сварка щас на хайпе. Это видео чистой воды лайкоподпискосборочное.2 балла
-
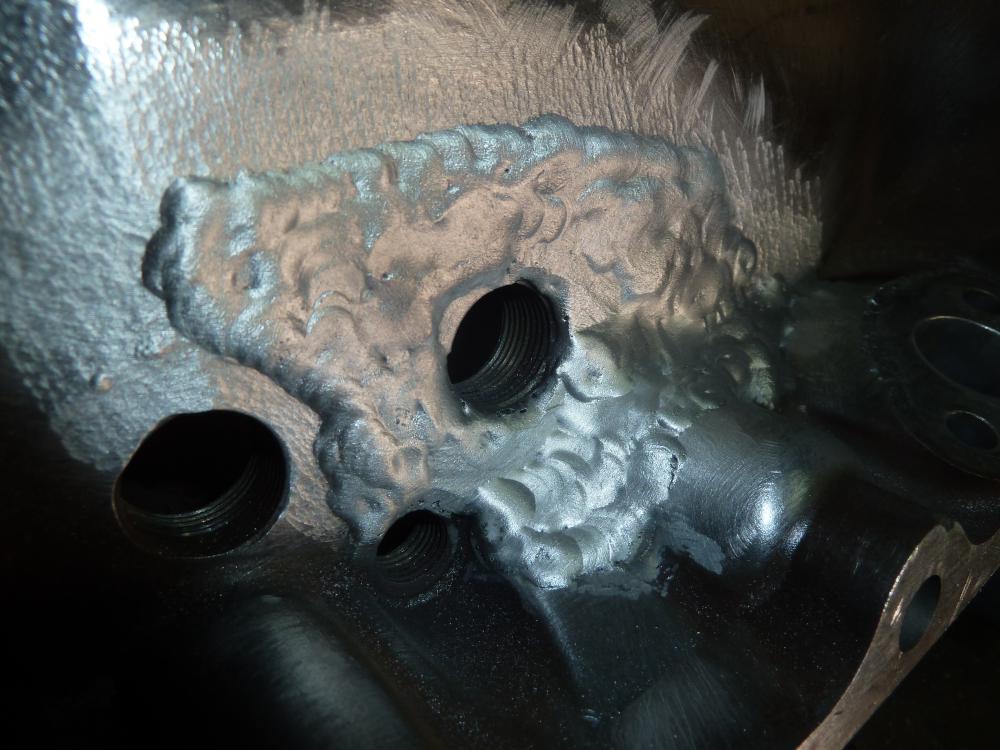
Поддержу и вот конечно не по теме и АЛ сплав , но Точмаш 23 про сварщика начал и я добавлю . Вот звонит мне сегодня парнишка хороший и большегрузы ДВС чинит как частник , приехал и говорит вот поломал я теплообменник и ремонт был в славном городе Дмитрове там и решил подварить . Сварщик ругался и говорит кипит металл и сварил герметичности нет . Привез его ко мне , трещины девственной конечно не найдешь так как холмов наплавил море . В общем я сего за место фрезерного станка сни мал сии горы и думал про того сварщика со славного Дмитрова , и варить то он умеет ну и металлу плохого не бывает , а вот его лень или разгильдяйство а может хотение "быстро заработать" и домой , свели его умение просто в здоровенный нолЬ , да и думаю он время больше потерял на наплавки сих гор , надо было всего то почистить как полагается и продумать (*пока чистит) как первый шов и куда положить и думаю времени меньше бы ушло и пареньку хорошо . Бум выручать паренька а то придется сей теплообменник ему за свои кровные покупать а он не мьше 20кр наверное повесит. ЗЫ, завтра подшаманим еще чуток , помоем и сварим . ЗЫ ыы , ну и учимся усю жизнь и прямо по ходу работы бывает на железках и конечно у участников форума и не только у них с миру по нитке -----
2 балла
-
Всё таки будет спокойней,ведь было и два хороший подогрева, и сварочные работы. Вот недавно делал вот этот колокол,тоже от какой-то сельхозтехники.Так по большому месту прилегания (к мотору)сняли 0,12 ,а с обратной стороны прилегания 0,1 ( со стороны кпп)
2 балла
-
Вот ещё немного творчества полезных людей. Деталь механизма переключения передач с какого-то моцика. Сам байкер-транзитчик. Ехал из Красноярска в родной Новосибирск. Поломался возле Кемерово на трассе. Ночь между субботой и воскресеньем. Байкерское братство не дало хлопчику грустить долго. Заодно и меня из дома выдернуло, аки репку с грядки... Переделал. Сплав, конечно, не ампир, но получилось куда монолитнее, чем было. Поспать так и не удалось. Под утро-опять звонок от очередного транзитчика. Теперь-от обладателя "Фусика" из Омска. Сначала выслушал проклятия в адрес новокузнецких мастеров, потом-выяснилось, что деталька поломатая-с историей и я её уже чинил года три-четыре назад. Лопнула в другом месте. Вот она, красавица... Перепаял за безвестным, но очень рукастым новокузнечанином.
2 балла
-
Есть такие прекрасные слова "Мир мой даю Вам, ни как мир дает, но я даю Вам" Живите в мире, уважайте друг друга, цените и будьте людьми. Лучше мир, чем война и на много превосходнее человеколюбие, нежели ненависть. Еще раз повторюсь, тот материал 519 пост есть камень преткновения, глава угла ,кто упадет на него, разобьется, и на кого упадет камень тот, раздавит. Ему я должен, поэтому сделал для Него лишь малое. Меня прошу простить, поделился радостью своей. Я больше так не буду, правда, простите1 балл
-
@temu4en,так выше уже высказался, где проблема (в чём). По простому - сила тока не соответствует подаче проволоки (и думаю, что дело не в прошивках, а в схеме самого аппарата. Может транзисторы тупые поставили, может чего вообще не поставили, тут я не силен к сожалению. Но физический процесс понимаю и вижу проблему). Как составляется претензия, что в ней указывается, это все можно найти в сети. Доказывать, что аппарат исправен и и не имеет конструктивных дефектов будут продавцы, не потребитель. Потребитель лишь должен правильно указать, что его не устраивает. В данном случае не устраивает наброс тока (отлетающие "хвосты", куски проволоки), значения величины тока относительно подачи проволоки (образование "шариков", оплавление проволоки на отрезке наконечник-свариваемая деталь). И самое главное, отсутствие возможности повлиять на эти процессы регулировкой доступной на панели управления аппаратом. Вот вкратце как обрисовать проблему. Можно и более развёрнуто, но это не нужно. Экспертиза это сделает за вас.1 балл
-
1 балл
-
@useruser,работу совершает ток, а не метры в минуту. Проблемы с силовой частью, точнее с управлением её. А вы (владельцы этих аппаратов) все моторчик пытаетесь накрутить. С током что? Что показывает аппарат? Проблема же явная и очевидная, рассогласованность величины тока к подаче проволоки. То происходит скачок (имеем отлетающую проволоку), то просто тока много и проволока и за нем подача не поспевает (шарики и прочие прелести). Крутите подачу, напряжение, моторчик настраиваете, а про ток ни слова, как обычно))1 балл
-
Это не по адресу,Вам надо звонить на заочное отделение,а Манина Н.Б.- нач.МФЦПК и занимается другими вопросами,заочники- не её компетенция.1 балл
-
@selco, совершенно верно. Выглядит так, как будто сдвинут диапазон регулировки подачи. То, что было ранее 5, щас 7,6-8, грубо говоря. То есть, учитывая эту разницу в 2,5 метра, получается, что выставляя 5 метров, фактически имеем скорость подачи 2,5. А на этом аппарате 2,5 это минимальная скорость по паспорту. И получается, что все, что менее 5 метров это теперь что, 2, 1,5, 1, 0,5, 0 метров, что ли? Треть шкалы бесполезна. Плюс еще вольтаж. Раньше он явно влиял даже на минимальной подаче в 2,5 метра. Точно не помню уже значений, но вроде получалось зажечь дугу на 0.8 проволоке на минимальных подачах. Щас же вольтаж на подаче 5 и менее имеет почти нулевую эффективность. У @zynsk вроде похожая ситуация, хотя вот у восьмеркина все нормально и таких проблем нет (я приводил его видео сварки и фото шва на этом же режиме на предыдущей странице - http://websvarka.ru/talk/topic/11845-grovers-mig-200c-problema-s-podzhigom-dugi/page-42?do=findComment&comment=395391 ). Аппараты прошиты у всех. Различие лишь в том, что у восьмеркина не накручен резистор, как тут советовалось. Может в этом дело? Не знаю, сколько было раньше. Говорили, что нужно выставить 4. На своем мерил (мне накрутили в сервисе) - 3,85. Но тут @tehsvar нужен. Однозначно это нездоровая ерунда какая-то.1 балл
-
@BAN, если выставить ~7,6 метров при тех же 18 вольтах, то начинает варить. Я на предыдущей странице выкладывал видео и фото, как меняется поведение с изменением подачи. Если бы были проблемы с полярностью, газом и пр., то, как мне видится, они бы проявляли себя во всем диапазоне регулировок. А тут 5 и менее метров - нет сварки, 6 - начинает подсирать с прострелами, 7 - варит уже стабильно, но с брызгами, 7,6 - минимально настроенный режим. На 5 метрах изменение вольтажа ничего вообще не дает, крутил от минимума до максимума. На 6 уже вольтаж начинает как-то влиять, но слабо, на 7 и выше уже влияет как и обычно. Перемычка внутри в том же положении, кабель массы в том же разъеме.1 балл
-
@Schlosser, Р6М5,Р9,Р18 приваривайте нихромом.Губки на штанген не стоит так варить:ВК8 довольно хрупкий материал и при неосторожном обращении слом их гарантирован.1 балл
-
@5SVR5,Доброго дня,поспрашивайте на форме дефектоскопистов Дефектоскопист.ру1 балл
-
@Vanguard, Да, индуктивность. Ну я не много не про ощупь. Интересует как на ваш взгляд меняется перенос/температура ванны, влияет ли на напряжение. @selco, Валерий. Про рут будет завтра. Но нужны вводные, какой зазор и в каких положениях, по толщинам у меня 5-ка и 6-ка есть. Проволока 1,2 поэтому на большом зазоре вряд ли что выйдет. Еще я таки добрался до пожелания Виктора. Двойной пульс на подъем:
1 балл
-
@Kurt1,Дело не в литьё,а в термообработке литья.1 балл
-
@круазик,думаю, согласно этому тесту, моряков в стране не осталось :) .1 балл
-
На холодную.1 балл
-
судя по Вашим текстам, с чтением у Вас как раз проблемы....но это не означает, что у Вас не может быть здравых идей по методике обучения профессии .... :Больше не пишу в вашей теме ,-ну так не сильно и расстроился..... А критиканов и злопыхателей мне и так хватает... но как спел когда-то Юрий Визбор-Слава богу, мой дружище, есть у нас враги...-значит есть наверно и друзья.....1 балл
-
Не знаю на сколько рацуха,но вот.Изготовление прокладок на редуктор,фторопласт 4,2 мм( такой только был,посмотрим,как себя покажет), токарный станок,болт М10.Можно обойтись дрелью.Прокладки на стандартную гайку 3/4 и переходник на малый вентиль.
1 балл
-
Москва, МО (юг, юго-запад, юго-восток), Ступино, Кашира.1 балл
-
"Абажаю" "многокомпонентные"," нанотехнологичные" швы.
1 балл