Лидеры




Популярный контент
Показан контент с высокой репутацией 07.02.2019 во всех областях
-
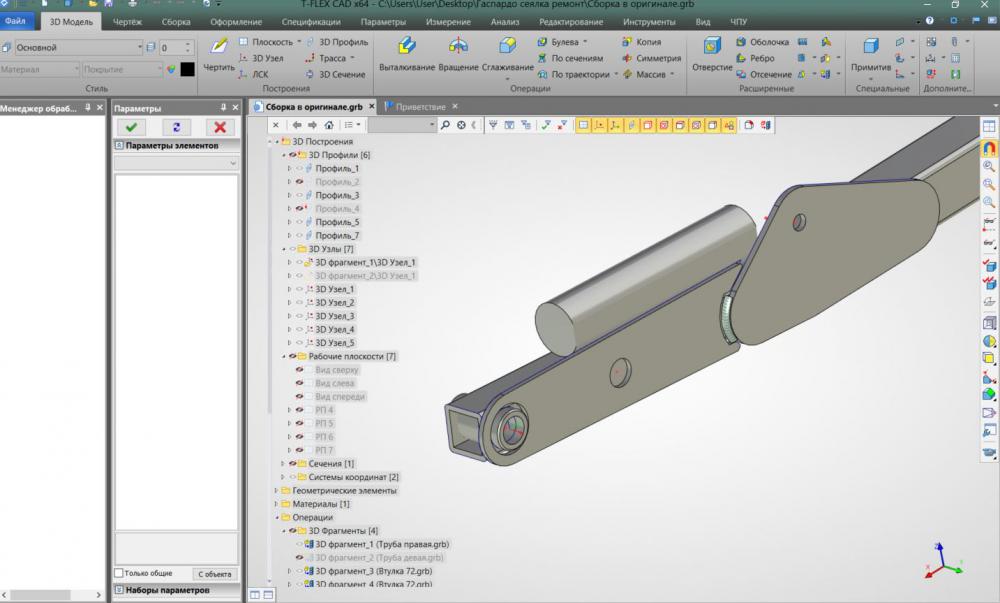
Нигавари. Вот это другой конец этой трубы, который на последнем фото, но разработка накладки усиления -- моё. Правда не в будни, а в выходной пришлось малёха помоделить:
 10 баллов
10 баллов -
Получил сегодня на тест этих двух красавцев. Динамику 200 успел только в СО2 попробовать, на проволоке 0.8мм Что сказать, варит хорошо и синергетика попадает в режимы на 99%, индуктивность и коррекцию напряжения не трогал, в нулях стояло. Поиграться, так вообще идеально можно настроить. В смесях позже помучаю, а пока успел выявить пару моментов, которые хотелось бы поправить. Кнопка протяжки проволоки работает в 4 такта, нужно привыкать. Ну и при нажати, протяжка очень резко стартует с высокой скоростью, аж испугался по первой. Далее, нет функции продувки тракта, не удобно! В остальном все хорошо, изучу основательно, сделаю подробный обзор. Ну и наконец несколько слов о Динамике 200 двойной пульс. Аппарат не без изъян, но над ним работают. В серию когда выйдет неизвестно мне, цена тоже пока. Но дешевле 100 тысяч рублей однозначно. Его планируют сделать доступным среди аналогов. Успел попробовать одиночный пульс на алюминии, все в порядке!!!! Очень процесс похож на работу Меркле. В общем тоже, освою и сделаю обзор. А пока первые кадры! https://youtu.be/3y9S7flDgUI https://youtu.be/uFra_v38-Xs https://youtu.be/-RE9cZz-RQU https://youtu.be/AxmenjPfE3Q9 баллов
-
Ээй, пагадите, меня забыли... Это ремонт. Труба в трубе, обе приварены к втулке, после сварки райбер, но это когда остынет... через пару часов. А в оригинале втулку начало отрывать от трубы, поэтому мы решили отучить её от этого навсегда -- внутрь вставить кусочек трубы, и приварили обе трубы к втулке одним швом -- перед вами верх шва глубиной 20 мм. Ой, каток эт не я делал.
9 баллов
-
Знакомый стоматолог,владелец одной из самых дорогих клиник в моей округе, рассказывал о стоимости оборудования и материалов, которые он использует. Очень большие цифры. Кроме этого, ему далеко за пятьдесят, но он продолжает учиться, осваивает новые нюансы профессии, ездит на профильные выставки. Соответственно претензий от клиентов к нему не много, молва распространяется, клиенты на цены про себя ропщут, но идут. Думаю что и сварщик, чтоб ценить себя дороже должен оттачивать профессионализм и осваивать смежные специальности. К примеру, я тут давеча прочитал учебники по токарному и фрезерному делу. Чтоб иметь представление о возможной обработке после сварки. Наметил для себя ещё термообработку. Не понимаю, как можно работу сантиметрами мерять. Ладно две пластины в тёплой мастерской на столе. А если деталь подвески или рамы легковушки, лёжа под ней, вдобавок сверху капает? А если деталь миллиметров 20 толщиной? Или наоборот, меньше миллиметра? По этому для себя сначала установил минимальную стоимость работ 500 рублей. Это когда делов на 10-15 минут вместе с подготовкой. Грязная деталь, массивная или тонкая, с другими особенностями - сразу накидываю. И исхожу от затраченного времени. А начал отталкиваться от стоимости часа работы фотографа на свадьбе. У нас они берут 2500-3000 тысячи за час. Так их, как собак не резаных! А нас, раз два и обчёлся. Цену назначаю до работы. Если есть нюансы, то вилку от и до. На счёт торга. Если человек только заикнется в эту сторону, то сразу накидываю. Не поверите! Примета моя! Если только начинают торговаться, то возникнут проблемы при сварке 100%! Умаешься и изматеришься. Это, как правило мужчины очень похожие на итальянцев. Ещё и пару раз кидали, так что с них деньги вперёд. За алюминиевые детали загаженные электродами накидываю. Детские коляски ремонтирую бесплатно, если перед этим алюминий не пытались варить ОК46. Пенсионерам, которые не наглые делаю скидки. Секциям мотокросса и картинга делаю все бесплатно. Так сказать спонсорская помощь людям, которые тащат детей практически на одном энтузиазме. Фиксированная цена на автомобильные диски, Трещина - 1500. Это вместе со шлифовкой и гарантией на год.8 баллов
-
Есть местный умелец работать на выезде. Принесли наварить посадочное место ... вот такое кроилово, исправлять отказался а поясок наварю.
8 баллов
-
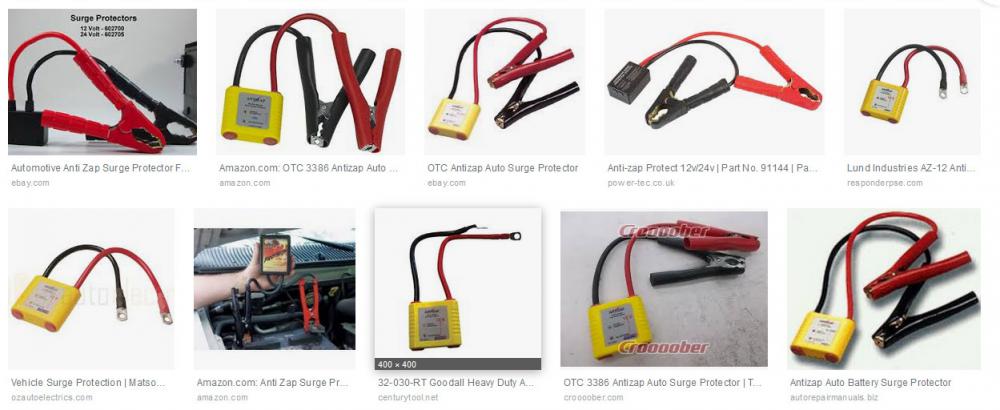
есть такая рекламная фича. толкают на американском рынке. у фошистов тоже замечал. лет 5 назад обсуждали. посылайте их лесом. обеспечение проведения сварочных работ в части безопасности бортовой сети- дело электриков/слесарей/заказчиков _______ добавлено 10.02 и телвин такую муть толкает))) в общем, примерно одинаково выглядит у всех продавцов
7 баллов
-
да, увы рынок он такой. По морде лица не дадут, а на остальное напюливать. Один, два это не весь рынок, кто будет с пеной у рта доказывать, тем сделают... может быть. А остальные терпят и плотют из кармана. И это когда гарантия. А когда гарантии нет, то все знаааачительно плачевнее. И это во всех сферах деятельности человека.Конечно мир не без добрых людей ... Но таких не много. Извините за флуд. тут уж автор решает (хозяин), что ему слаще.6 баллов
-
Вадим , я очень долго паял готовя под пайку в ручную , пескоструить начал можно сказать на днях , казалось бы мелочь ,но тех ориентиров, красных искорок - сигнализаторов что почти настало время пайки после подготовки пескоструем нет. Поэтому поторопился внес припой в 1 недогретый кулер , второй кулер паял с разницей в 1 день, провел работу над ошибками и догрел до правильной температуры поэтому эстетика гораздо лучше . Всегда опрессовываю на финише , оба кулера 100 % герметичны , как отразится на дальнейшей эксплуатации ? Если не устранят причину , то опять порвет - найдет слабое место . Когда писал начальный пост , меньше всего думал о эстетической стороне пайки , пост был о подготовке к ней . Я не робот, у меня бывают ошибки ,отношусь к этому философски , но выводы делаю .6 баллов
-
Первое, что я отметил в обращении к Константину Краеву! И решили так, если присутствующие здесь подтвердят, что четырехроликовый механизм актуальней, то будут его использовать в серийном производстве!!! Наблюдательный вы Сапёр!!!!! При сварке люминя подергивается проволока, нет стабильной подачи. Ровного процесса к которому я привык на Меркле, увы с таким податчиком не добиться! @Георгий 11, ясно дело Жора, ты тоже наблюдательный!5 баллов
-
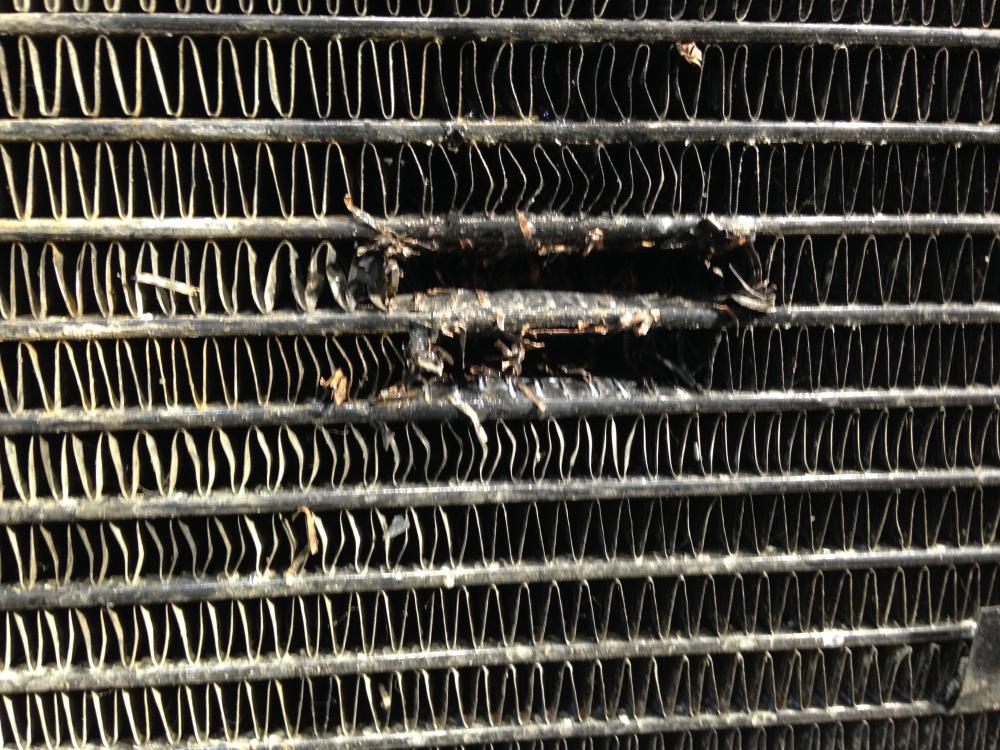
Привезли в ремонт радиатор с крана. Радиатор производства ШААЗ. Радиатор выпущен в декабре 2016 года. Трубки уже с коррозией, причем краска еще не слезла с радиатора. Вдобавок еще и коррозия находится под окрашенной поверхностью. Вот и как его чинить? Впору еще раз покрасить, что ли?! Ну, это юмор такой черный. Он бы, возможно, и проходил бы еще какое-то время, если бы его не разморозили. Букет приличный получился. Восстановление его под вопросом, впрочем попытаюсь что-либо сделать. Зашел на сайт завода посмотреть сертификаты и документацию. По изготовлению радиаторов везде фигурирует "ТУ", а не ГОСТ. Подозреваю, что в скором будущем такие радиаторы не станут ремонтироваться. Перевод времени и материала. Клиент у меня взвыл, радиатор с крана МАЗ и стоит 37 тыс. Собственно, я еще и другое хотел показать: как по теплоотводу определить разморозку трубок. Теплоотвод в местах расширения трубок принимает округлую форму. При первичном осмотре возьмите за привычку обращать на это внимание. В дальнейшем при общении с клиентом может помочь избежать сложностей. На последней фотке видно как деформировался теплоотвод. Если радиаторы изготовления периода СССР могли выдерживать иногда до двух разморозок, то нынешние, увы. Можно посмотреть видео на эту тему. Как не пытался сфотографировать красный цвет коррозии, не получилось, но на видео можно рассмотреть.Видны только уже черные точки дыр в трубках. https://www.youtube.com/watch?v=9sUVtPv6ShU&t=16s
5 баллов
-
@Точмаш 23,думаю,если бы работа была в минус,то никто этим не стал заниматься.Сварка-это прежде всего инструмент для достижения определенных задач.Это как скальпель у хирурга,есть хорошие хирурги,есть средние,а скальпель он и в африке скальпель.Одна и та же операция у разных хирургов стоит по разному,почему?Потому что могут быть последствия послеоперационные,у хорошего хирурга они вряд ли будут,потому что учитывает все сложности,поэтому и цена на операцию выше,после не очень хорошего можно еще будет 100500 раз лечь под скальпель (образно).Так и в сварке,можно один раз сделать хорошо и забыть о проблеме,но будет дороже,а можно ездить хоть каждый день на ремонт и потратишь в итоге больше денег.Жаль что некоторые клиенты этого недопонимают.У меня нет большой прибыли,но я кайфую от работы,конечно можно расценки задрать до небес,у меня примерно 1-1200 за час работы,от этого и отталкиваюсь.5 баллов
-
Только с источниками разобрались, вечерников с платного отделения сразу напихали...детали с резки привезли для регионального чемпионата WSR,компрессор вот запитали-запустили....плазма на ПНР числа 13.02... Ну и зарисовка с работы -
4 балла
-
P.S. Почитал все о сервисах и фирмах , и не важно малеханькая она или большая и думаю с большой фирмой могут быть такие же а то и "круче" не "увязки" с ремонтом. Да сервис может и накладно держать так как не каждый день сее ломается , а вот представителя от фирмы ой как надо и он бы решал множество проблем. Вот по такому путю (поезд Москва - Воркутю прибывает на 3е путю ) и пошла Selco , уже тысячу раз писал и он то решил проблему разом. ---------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- @copich, Игорь , давай бери аппарат и совместно с Юрий Николаевичем я думаю решим проблему. Сегодня с ним разговаривал и он готов помочь , но вот сам аппарат отправить на завод у него нет возможности и если говорит отправите сами то на заводском сервисе будет с его стороны помощь . Сегодня поговорили по тел. и он говорит что давайте попробуем не гонять аппарат на завод , а тут у нас . Он немцам видео отправил и ждет ответа и они должны "ткнуть носом " где копать . С платами и зап. частями проблем не будет и он что нужно будет доставит. От Михаила , может дополнительно немцам еще видео потребуется и фотки плат , № аппарата обязательно. Игорь я тебе завтра отзвоню и сведу вас с Юрий Николаевичем и так вам комфортнее будет работать. https://rs-nt.ru/merkle/merkle.php ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- Юрий Николаевич один из первых, если не первый, стал возить Меркле в Россию , и вот у Михаила желтенький аппаратик и он мне сразу сказал заказчика для кого делал Меркле , но аппараты не отличаются ничем от оригинала Меркле. PU300k.pdf4 балла
-
Тэээкс,пришла заказанная проволока единичка,заказал сугубо с той целью,чтоб от дохлых розеток варить если что,с 0.8 нам делать нечего.До этого с такой проволокой дела не имел,тем более ,что она полированная.Собрал источник под ПА и решил и проволоку испытать и пульс,с которым я так же до этого на ПА дела не имел.Вертикалы по науке старших товарищей- снизу вверх.Занятно получается,бум дальше экспериментировать.)
4 балла
-
Ну что за крики?! Стоп! @Kurt1, не надо устраивать ... и ругать всех и вся. Ну действительно, все ругают кого не лень. И меня некоторые ругают... Надо понять что делать и как. Расставить все точки и запятые. Насчет, что немцы тут не имеют хорошего сервиса, то значит они предложат выход из ситуации. Конечно гонять аппарат за бугор дело не благодарное и по срока и особенно по цене. Поэтому надо взвесить все за и против. Да, я могу взяться за аппарат. НО!!! Прежде чем мне его отправлять, я должен буду связаться с сервисом меркле. Оборудование действительно не простое как аврора. Но оно и варит не как аврора. Это факт. Поэтому надо просто не спеша и аккуратно все сделать. Единственная сейчас зацепка за поиск проблемы, это задержка срабатывания подающего механизма. Этим пока можно и ограничится в переписке с производителем, но второстепенно озвучивая и проблему с работой аппарата в синергетическом режиме (без пульса). Поэтому, что нужно для начала разговора. Нужен серийный номер аппарата, и описание когда все началось и с чего. Ну а дальше ... будем думать, в зависимости от ответа. Если с языком, буржуйским, проблема. То я напишу письмо. Это не тяжело. Мне нужны вводные данные, о чем чуть выше написал. И прошу, вдохнуть, выдохнуть и успокоится. Нервы в данном месте не помогут. И уже то что произошло, это произошло. Теперь надо выработать дальнейшие действия. немного из личных знаний. Проблема проявляется не всегда. А главное, есть такой момент, после включения аппарата, в течении не большого времени: нажал на кнопку, пошла подача... а отпустил кнопку, подача продолжается. ... И чем дольше включен аппарат, все меньше и меньше этот эффект. И это все в течении нескольких секунд - минуты. Я к чему, это не контакты... Думаю, смотреть пульсации по питанию... Т.е. от блока питания идти и дальше в глубь, к платам управления.4 балла
-
Будни своего тела.Летающая тарелка( Курт,простите,я реально не знаю как оно называется!) была когда то из нержавейки,хотя уже и не скажешь.Усердно лупил кувалдой,ровняя,румунская сварка полопалась( слащавый он какой-то ,румун одним словом. Брат 2).Подварил на всякий случай,хотя ей по ходу не долго осталось.Ключи для кручения из-за за угла,пыпки разные и корыто своим телом.Корыто как то...как-то лучше я думал получится.Но болгаркой я владею хорошо)
4 балла
-
Считаете ли вы экономически обоснованной цену на аргоновую сварку,как таковую ,независимо от региона и платежеспособности населения? Соответствует ли ее цена затратам и квалификации? Нет ли здесь спекулятивных моментов? Что собою представляет ценообразование на АДС и каковы его критерии?3 балла
-
Не наблюдательный сопер-мертвый сопер. А продувку, откинув прижимной ролик сделать недолго.3 балла
-
Антон, на алюминии да еще кузовном "контактом" можно да что можно точно натворишь много нехорошего с чем будет не согласен заказчик и обвинят опять сварщика. По сему NF и не каких гвоздей .3 балла
-
Есть ещё совесть Платежеспособность клиента тоже немаловажна, и то на сколько востребована ваша помощь. Ремонт детали от 10 до 30% от стоимости новой считаю оправданным, небогатым людям и бесплатно починить чего могу, но с условием - подготовка к работе ложится на их руки, инструмент выдаю свой. человеку радость, а мне + в карму.3 балла
-
@Точмаш 23,ну да,одному порш содержать нужно и дом на рублевке,а второму калину и хрущевку.У Силуанова наверное тоже экономические трудности с такой з/п.А вообще меня раздражает,когда мне говорят о завышенных расценках или что мне платят больше всех,что мол где ты видел такие з/п в городе.Я таким всегда привожу в пример Силуанова и говорю,что город тут ни при чем,просто есть нищее население,а есть очень нищее.Когда мне приносят коляску на ремонт за 30 т и начинают петь песни про тяжелую жизнь,то специально ставлю цену выше,чем взял бы обычно,я понимаю,что пытаются разжалобить и на работе левую работу для директора я делаю по своим расценкам,а не по тем подачкам,которые предлагают изначально.3 балла
-
@Kurt1, Таких "умельцев" пруд - пруди... в каждом городе хватает. Надо было исправить и денег взять, чего от работы отказываться...3 балла
-
Делал ещё старый сварщик,дядя Вова.Самая удобная тачка,что я видел.Можно как резак в сборе возить,так и при снятии скобы отдельно кислород либо другие газы.
3 балла
-
я не знаю немецкий. Я буду использовать английский. Но суть в том, что технический язык отличается от разговорного. Т.е. в описании проблемы и донесения основных мыслей не достаточно только знать язык. Я просто предупреждаю, где могут быть кочки о которые спотыкался я лично сам. Ни кто Европу не защищает. Зла в мире очень много. Уже устал от этого. Добрых людей мало и еще меньше становится. Всем лично своя выгода только интересна. Ни кто не делает просто хорошо. Поэтому негатив на форуме... Его и так хватает. Не в обиду и не нравоучение, просто наблюдение да вот тут спорный момент... Когда лично тебя не касается, то можно разглагольствовать. А вот когда лично тебя проблема касается, то небо не кажется таким голубым. А солнце над другими становится ярким и без облачным... Поэтому и лезут слова не добрые... Обидно же А то что некоторые берутся за то что им не под силу... Ну тут что с ними делать? Зона сварки с нашей компанией заключила договор о сервисе. Но те, кроме как реклама и не использовали наш контакт. А делали сами и с таким колхозом, что я руки бы вырвал и оператору и тем кто делал... Но увы ... Договор разорвали... Но они то и дальше так будут делать.... А значит и еще будут довольные клиенты.3 балла
-
@Глобул, здравствуйте. Вам спасибо за заказ. Ждём Ваш отзыв. Кстати сейчас выпрядаем пряжу составом 50%Панокс+50%Кевлар.(Ваша же роба сшита из тканей составом 30%Панокс+70%Кевлар). Большее содержание угля в пряже увеличит устойчивость к прожиганию, что позволит снизить развес ткани и, соответственно, вес робы. Кстати и СТОИМОСТЬ. На фото прядение и сама пряжа на паковке.
3 балла
-
3 балла
-
Вот , я показывал обманывая синергию Хелви и работал 06 проволочкой . http://websvarka.ru/talk/topic/992-rezhimy-svarki-pa/?p=366373 Сегодня разрезал и протравил пастой Есаб для нерж , видно провар есть но для таких задач нормально да и на 100А 6мм железяку . А если корень разделать и его сперва а потом облицовку то вообще супер будет. Но не в этом дело и просто хотел показать что аппаратик позволяет со своей коррекцией работать проволочкой 06 в программе не предназначенной для 06 да еще черняга , а программа под нерж 08
3 балла
-
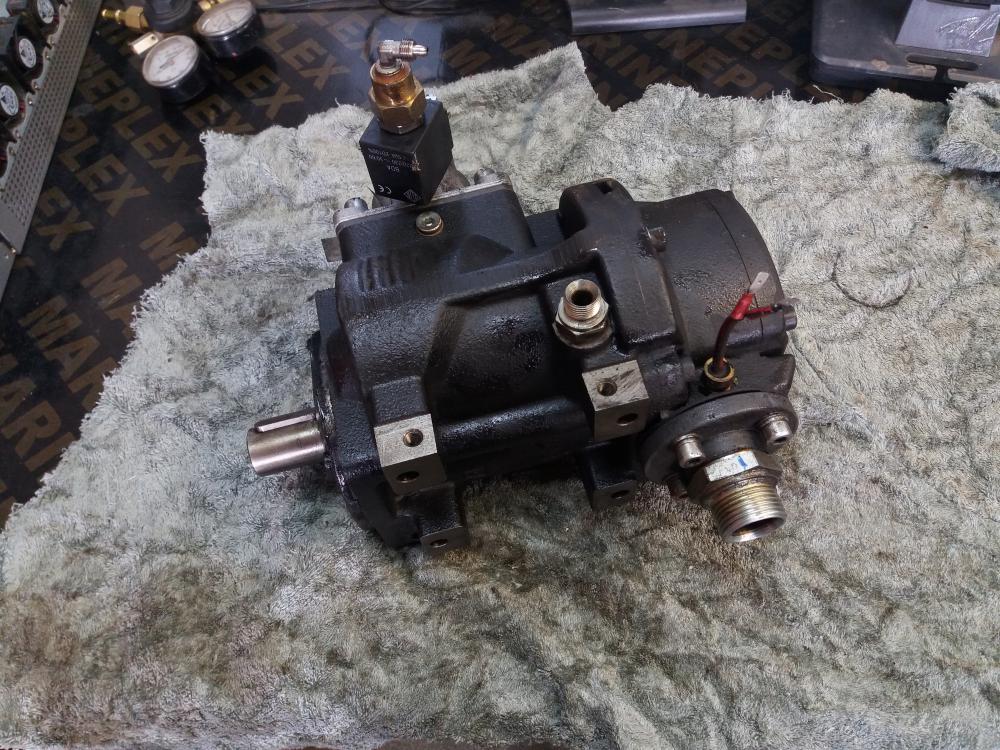
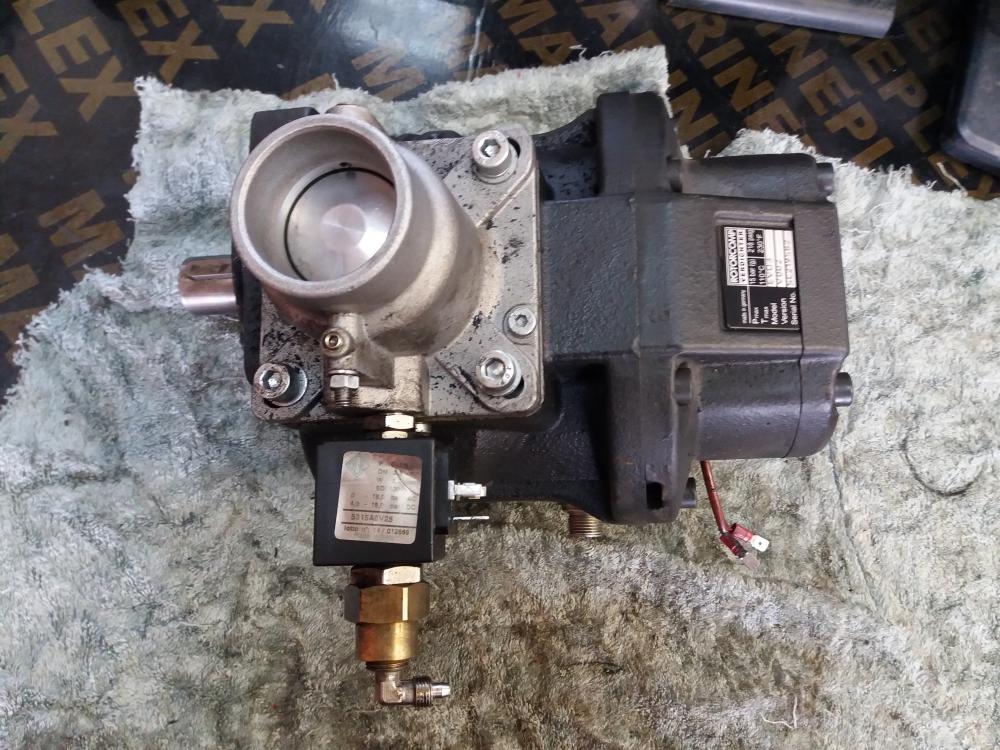
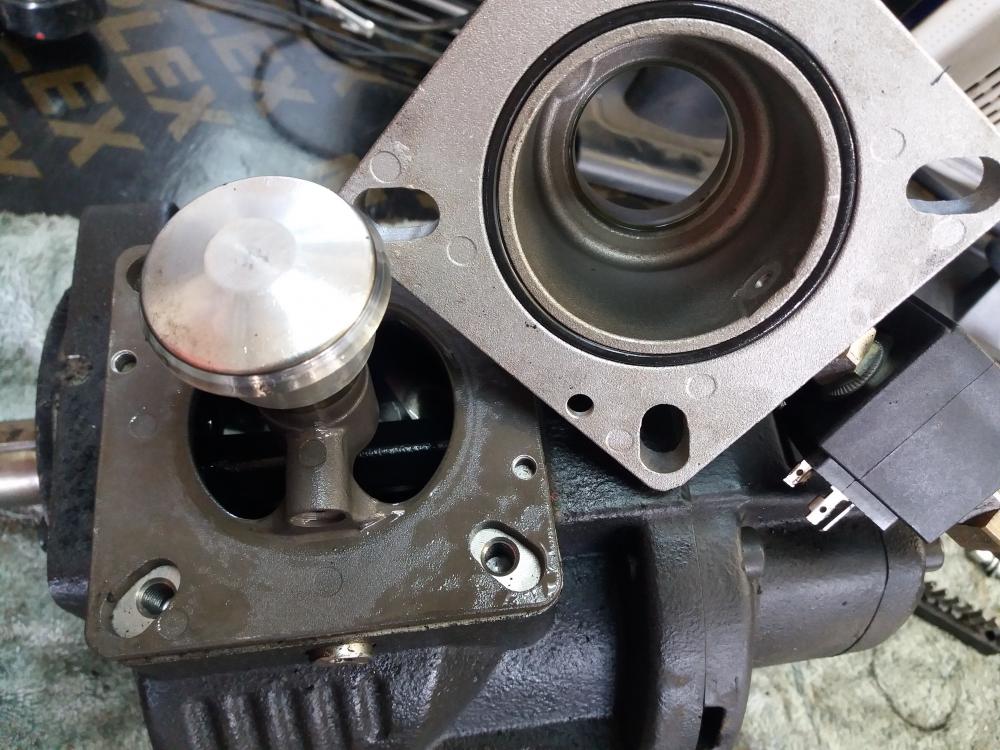
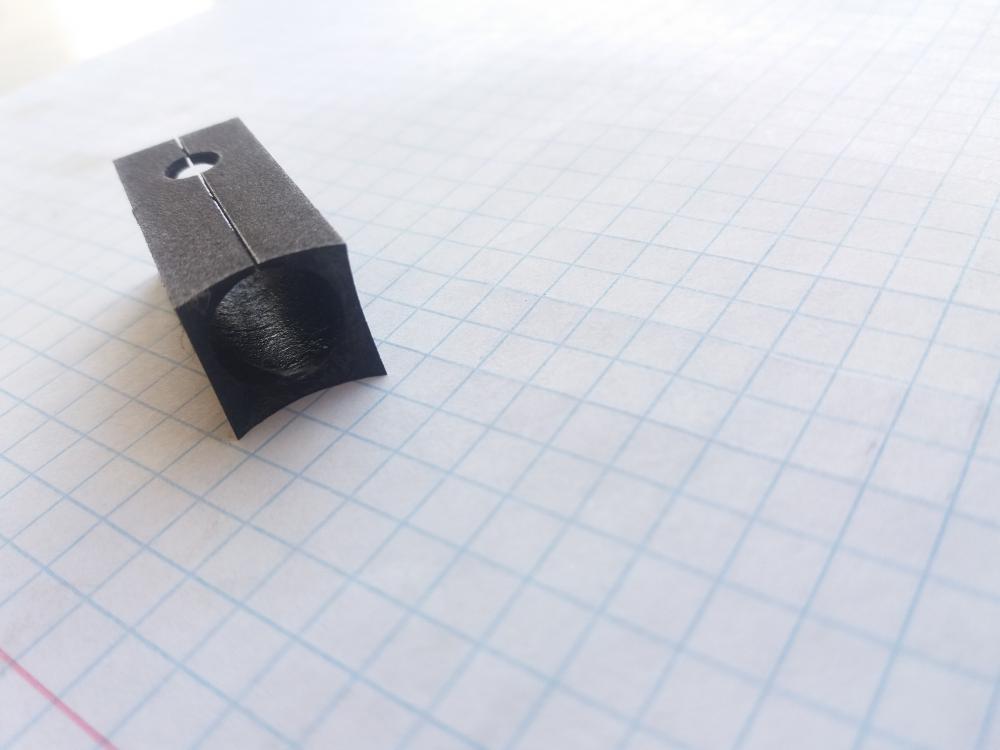
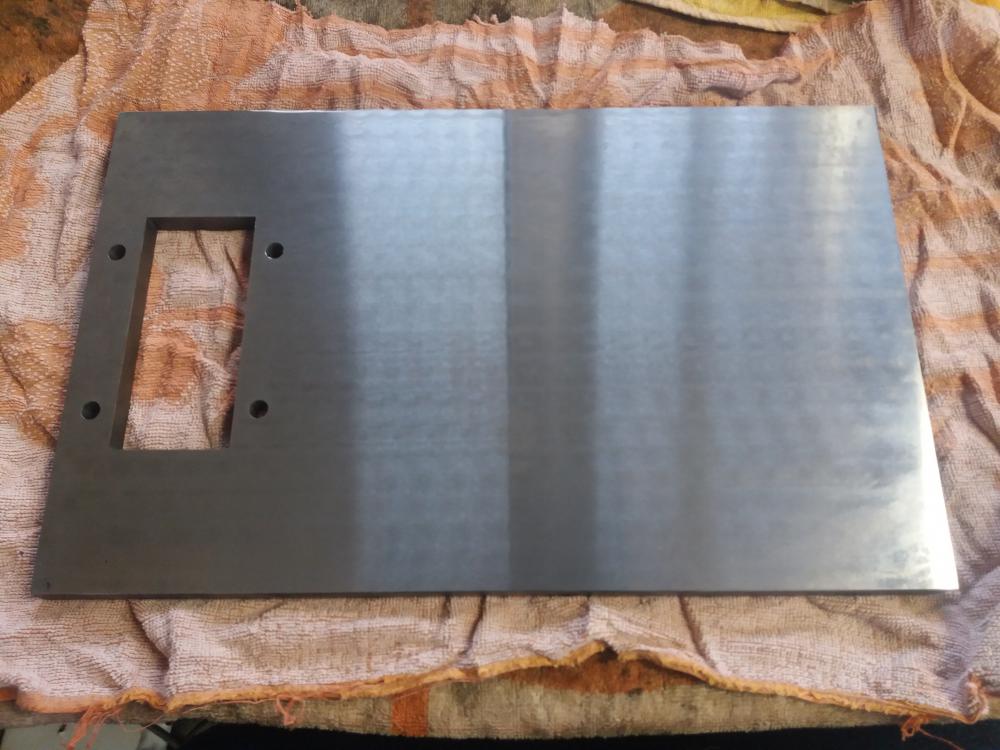
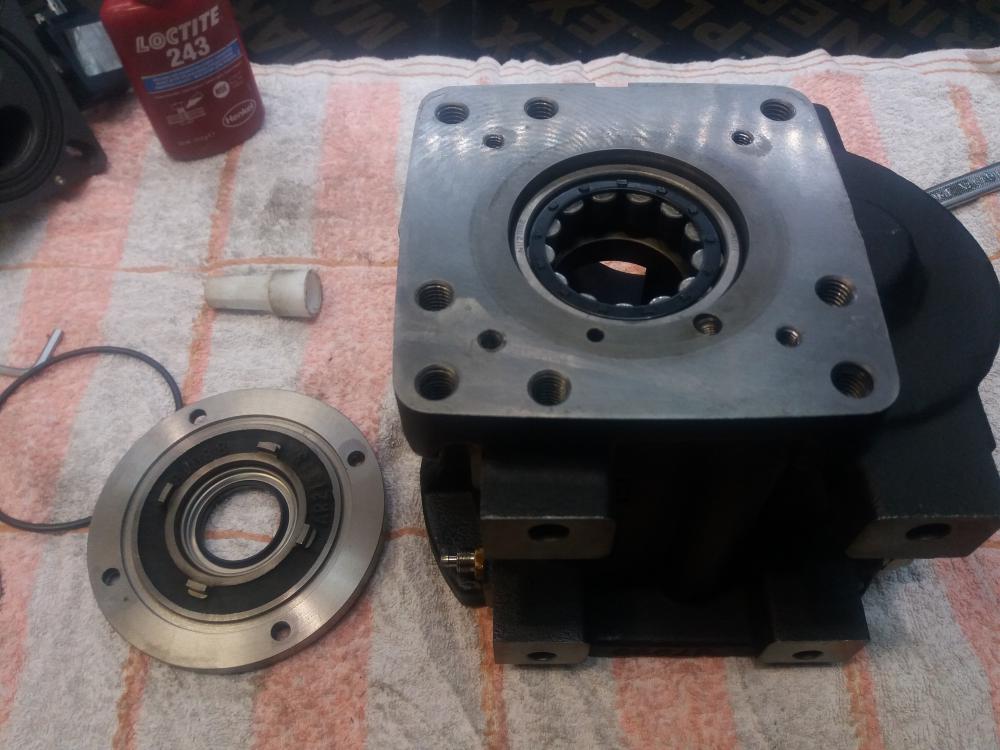
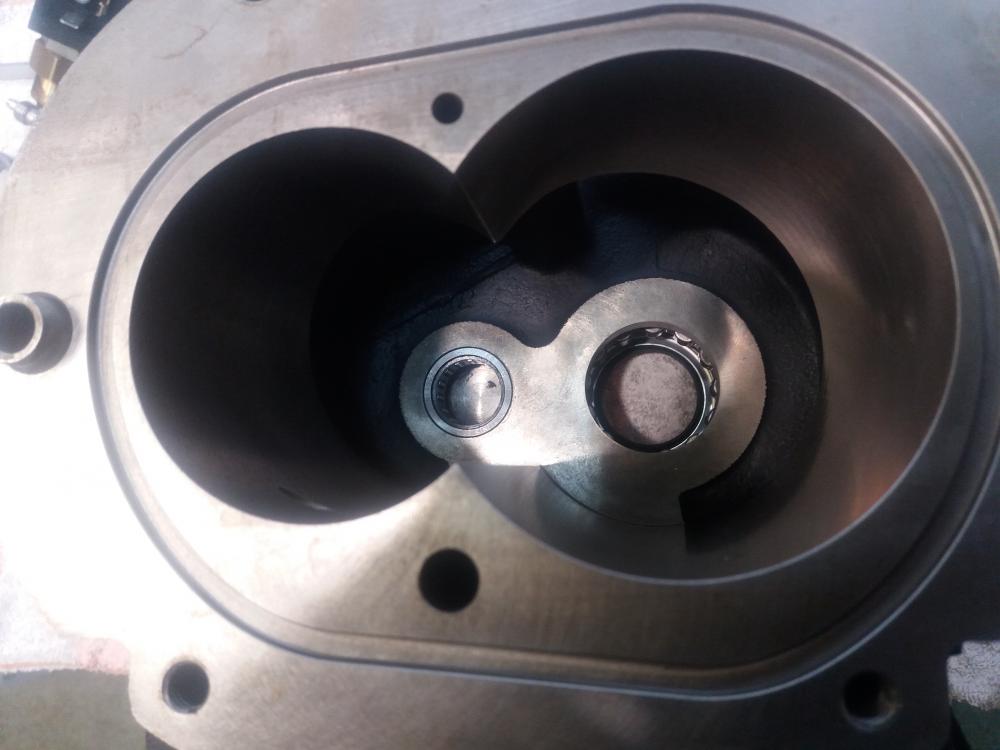
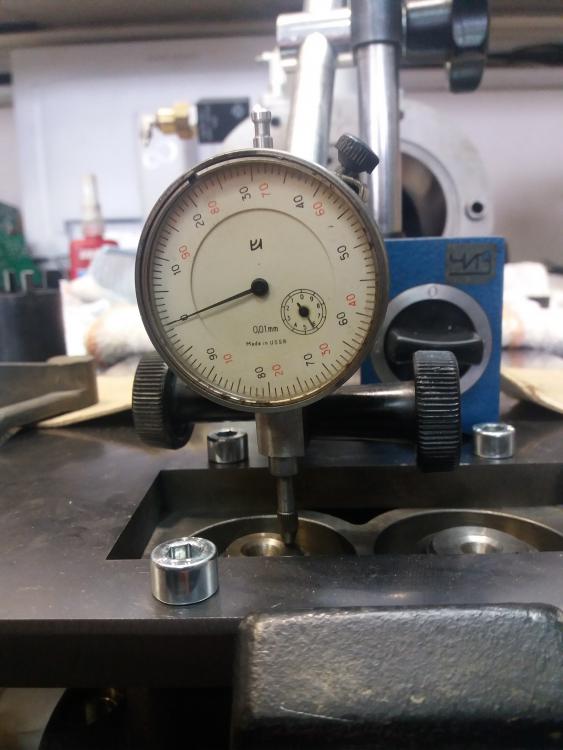
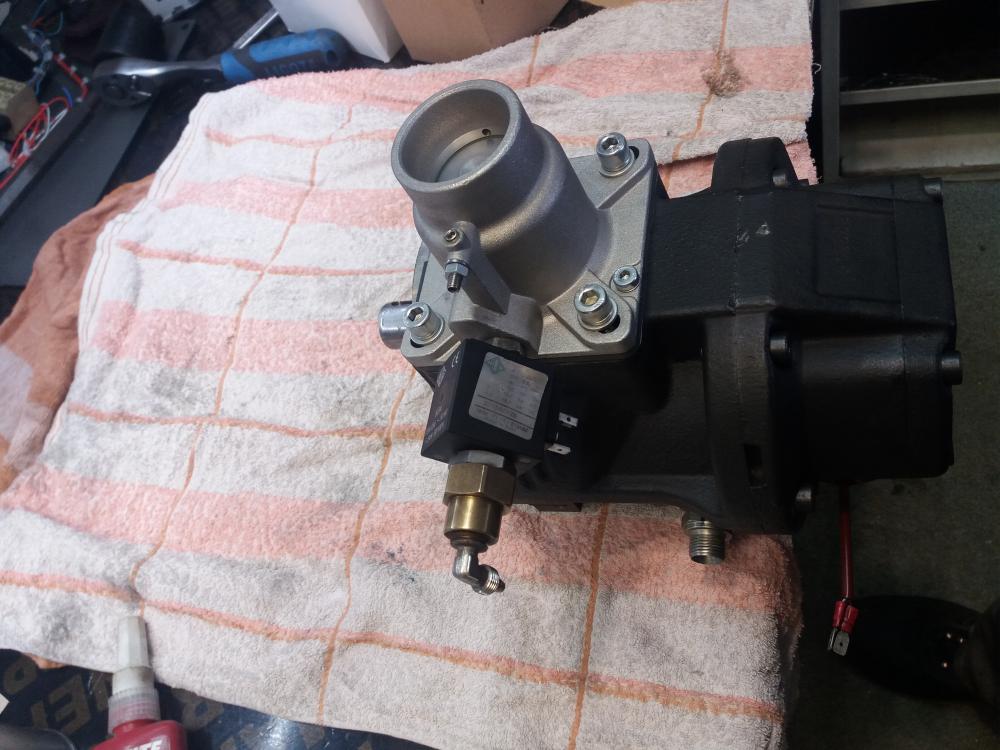
Но собственно, что мы все о машинах? Не из них одних ведь жизнь компании состоит, иногда бывает и такое... Данный пост описывает работы которые были проведены несколько месяцев назад, и несмотря на обилие фотографий и описаний может вызвать ощущение, что он неполный и несколько спутанный - это от того, что на первом этапе я не стремился к подробному документированию, а решал сугубо техническую проблему, причем срочную. Но потом решил, что из этого может получится содержательный пост. Незадолго до планового ТО начал уходить в перегрев винтовой компрессор. Стоит он в прохладном подвале, никого не трогает, снабжает воздухом всех кто нуждается (а больше всех нуждается пескоструйная установка, и в меньшей степени плазменный портал). Делать нечего, надо как-то решать проблему. Понятно что компрессор перегревается не просто так, на то должны быть причины, но надо проверить сначала самые базовые вещи: уровень масла в системе смазки и чистоту радиатора охлаждения. Простые вещи в норме... Ладно, может попробовать провести ТО немного раньше? Вряд ли причина в этом, но вреда точно не будет. Меняем воздушный фильтр: Потом масляный фильтр и сепаратор: Ну и масло разумеется: Красное... изменило цвет, возможно от перегрева? Проверяем ремни. Все в порядке, трещин нет и натяжение нормальное: Разумеется это не дало положительного результата (кто бы сомневался ). Нужно копать глубже, но перед этим решил посоветоваться с техподдержкой производителя. После уточнений про уровень масла и подобные вещи, посоветовали проверить термостат. Проверка термостата выявила его работоспособность, параллельно попробовал запустить компрессор без термостата - перегревается. Ни сам процесс, ни термостат, к сожалению не фотографировал. После этого закрались подозрения что просто так, эту проблему не решить. В ходе дальнейшего общения с техподдержкой мыло выдвинуто предположение что винтовой блок может быть изношен. Ну ладно, я уже и не сомневался что придется туда лезть... Тут стоит сделать небольшую врезку о том что же я все-таки творю (читать не обязательно, так как ничего ценного там нет)... Снял винтовой блок и отнес его в мастерскую: Разбираем все это хозяйство (процесс не слишком хорошо задокументирован, не до того было): Да, следы износа есть, но не драматичные. Однако я обратил ваше внимание на то, что общался с техподдержкой и на то что собирался разобрать блок сам. И специалист техподдержки снабдил меня информацией о предельном зазоре в задних подшипниках (они роликовые, конические) - нормальное значение до 0.05 мм. А у нас 0.09 мм... подшипникам конец. Значит замена и регулировка должна решить нашу проблему. Ну тогда приступим к подготовке к ремонту (да, не все так просто). Надо сказать, что я измерял зазор щупами, мне показалось что при сборке это будет не совсем правильно. И еще мне показалось неправильным крутить гайки роторов зубилом... Значит нам нужна оснастка для сборки, придется изготовить. Начнем с ключей. Токарный цех выточил заготовки по предоставленным размерам: Может излишне массивно, но у нас не массовое производство, экономия металла в данном случае не обязательна. Потом во фрезерном цеху фрезеровщик срежет лишнее, для того чтобы получились рабочие грани ключей: Не совсем понятно что там должно получится, фотограф из меня не очень. Потом закалка: Это же инструмент как-никак . Хоть и нужен он максимум пару тройку раз (надеюсь). Закалили: Потом очередь электроэрозии: Вырезка квадрата для воротка. На последнем фото, вырезанный кусочек. Так-же потребуется плита на которой при сборке будет базироваться стойка индикатора и крышка винтовой пары с роторами. С этим проще, саму заготовку вырежем на плазме, окно для доступа к гайкам вырежем на эрозии, просверлим отверстия для крепления крышки и отшлифуем. Все этапы не фотографировал, во время изготовления был занят другими делами, так что выкладываю то что есть. После плазмы и эрозии размечаем центры будущих отверстий и сверлим: Потом шлифуем, за шлифовальным стоял сам. Фотографий много, но все неудачные, станок слишком стремителен для телефона: Ну а теперь попробуем из этого собрать рабочий компрессор? Ох, ну и длиннота получается, наверное стоит перенести сборку в следующий пост... Продолжим собирать компрессор, а то резервному поршневому туго приходится, у него производительность меньше. Начнем с впускного узла, это просто: Обратите внимание как реализовали закрытие клапана при разгрузке нагнетателя (режим когда впуск перекрыт, но компрессор продолжает работать сохраняя циркуляцию масла для его охлаждения). грибок клапана поджат слабой пружиной к седлу, при запуске компрессора поток всасываемого воздуха легко открывает клапан, а когда надо его закрыть в стойку грибка (там где на втором фото стоит пружина) подается воздух и грибок прижимает к седлу с большим усилием, закрывая впуск. Продолжим передним подшипником ведущего вала: Передний подшипник ведомого вала: Задние подшипники: А теперь стоит показать зачем мне понадобились ключи из прошлого поста: Гайки сидят довольно глубоко, а ими еще сотки ловить... Ну ловить, так ловить (на фотографиях конечный результат, на деле сильно дольше). Первый ротор: Второй ротор: Да, по 0.03 мм, в порядке эксперимента, полагаю сразу после короткого периода обкатки будет уже 0.04 мм, а как я писал в прошлом сообщении нужно не больше 0.05 мм. Пусть будет так. А теперь просто берем и собираем: Все, на этом фотографии закончились. кофе тоже иссяк, ну и пост почти дописан. Осталось отметить что компрессор с того момента отработал уже несколько месяцев в штатном режиме. Это значит что ремонт возможен, осталось выяснить на сколько хватит этого комплекта подшипников... Разбить на два не удалось, форум приклеил второй пост к первому... извиняюсь за очень длинный пост .
3 балла
-
Вдохновленный данной темой и устав таскать баллоны, изготовил тележку для резака. Бюджет 1260-это колеса, остальное из обрезков.Получился вполне жизнеспособный конструктив.
3 балла
-
Доброго дня,безусловно в миксе 50/50 проблем с поджигом,точно не будет,возможно будет чуть иной звук лёгких пострелевоний при сварке,это нормально,единственное хочу предостеречь,что нужно водяную горелку и короче швы,следите за керамикой,разогревается до красна и разрушается(на больших токах)на малых без проблем,ещё баланс чуть придётся подкрутить,в сравнение тех же настроек в аргоне,вообще по ходу пьесы сначала на болванке настройке аппарат на микс и думаю ни каких проблем не возникнет,а в остальном спасибо Валерию(selco),он уже на все ответил.Хотел снять для вас небольшой ролик,разницы шва на одном токе,аргона и микса,но не повезло камера похоже начала накрываться,приобрету другую камеру и если ещё будет балон,то постараюсь записать. В общем нравиться форум,столько толковых людей собрано на одном сайте.всегда можно наверно любой профессиональный вопрос решить (мысли вслух).2 балла
-
@BAN, на него даже инструкции пока нет, методом тыка изучаю. Ваша правда, нужно хорошенько прощупать.2 балла
-
Как говаривал АВН - а где там два ролика))) Шутки шутками, но насколько я увидел там подающее прямо на евроразъеме сидит. Вернее на канале. Это хорошо, если так. Доп страховка от залома. Правда как это скажется на возможности замены на другой механизм не пончтно. Да и считаю что можно обойтись. Если продумать геометрию канавок на роликах. Сделать эту канавку на обоих роликах и снабдить их шестеренчатым зацепом. Получим неменяемую геометрию сечения проволоки, что скажется на проходимости наконечника и контакте с ним. Ну и силу трения поднимем, что так же способствует стабильности подачи.2 балла
-
@welderman, все в этой жизни происходит не случайно. @saper24, по ПВ и амперажу не дотягивает Аврора, ну никак. Но конкуренцию составит однозначно. Если Оверманы сейчас в каждом третьем гараже работают и продаются уже даже в продуктовых магазинах, то вскоре и импульсники станут очень популярны, с ценой ниже «сотки» будут очень востребованы.2 балла
-
@Hlorofos,однофазники что ли?2 балла
-
Это он мягкий на DC токе , вот даже не одного ролика рекламного не видел в инете где применяют Lift с АС током , ляктрод сразу портится а тонкая Ал деталь получает "черную дыру" не сквозную но которая ай как не нужна и будет мешать сварке тем паче на кузове авто и если он Ал сплав то авто не дешев чтобы с ним так. Впрочем вот смотрим ролик и у Меркле при включении АС тока , функция Lift с экрана пропадает и это правильно и аппарат свое название Logi оправдывает.2 балла
-
У каждого своя правда, нет смысла дискутировать. Всем добра!2 балла
-
@Учусь,Ну квалификация держателя горелки это вопрос очень спорный.В целом если брать частника- очень высокие затраты на материалы,подготовку и т.д.Если брать серьезное производство,то чисто аргонщик сваривает ответственные детали из дорогих материалов и под контроль,от этого высокая квалификация и зарплата.2 балла
-
Очень расплывчатые вопросы.Что есть обоснованная цена и спекуляция?Частник просит сколько хочет,но и в магазине у него за колбасу просят сколько хотят и он не торгуется .На заводе сварщик копейки получает и вообще у нас с оплатой труда печаль везде .2 балла
-
Для меня вся сварка находится в одинаковой ценовой категории. Конечная стоимость складывается: в первую очередь из временных затрат потом уже все расходы. Штучным электродом сваривать, по идеи и в принципе, будет дороже, особенно чугун, алюминий, медь, нержу. Всегда писал что тот или иной вид сварки хорош в каждом конкретном случае и выбор этот лежит на плечах специалиста. В сфере услуг всегда действуют ряд специалистов и не очень, которые оценивают свою деятельность несоизмеримо затраченным усилиям и у них есть свои клиенты, и это их, таких специалистов и клиентов, личное дело. ЗЫ про ценовую политику на нашем рынке не в курсе, себя оцениваю сам.2 балла
-
От аргонщика ожидают чуда, сама подготовка символизируэ. Тут рутилом по говнам не погуляешь. И затраты.2 балла
-
колеса что на фото потянут только аппарат а вот если два баллона могут быть вопросы...2 балла
-
Всех аменинников с днюшкой!2 балла
-
Разумеется, аппарат сложный, и причин может быть 100500. Причём встроенная синергетика только усложняет диагностику. Но я посоветовал проверить элементарное, это не требует высокой квалификации. Согласитесь - гонять аппарат через пол-европы, чтобы поменять щётки на двигателе подающего - не комильфо. Кстати, визжащий звук временами, тоже как бы намекает, на щётки или состояние коллектора.2 балла
-
Если затяжку силовых контактов, как я советовал ранее, Вы проверили - настала очередь щёток двигателя подающего механизма. Ну и в отверстия для щёток глянуть - на состояние коллектора двигателя.2 балла
-
Вот они и помогут на завод отправить и там посодействовать . Михаил , вот предполагаю да и уверен на заводе таки же как мы и переживают за "свое" и они бы рады , но их вассалы высокопоставленные запрещают - вот оно истинное лицо демократии .
2 балла
-
Не видел , не знаю таковых. Предложи им заиметь таковы если они есть в природе , и тогда можно и "поленится с клеммами " им , да и тебе так спокойнее будет.2 балла
-
Вадим с содой усе нормально и уже давно пользуют ,так что пробуй и тебе понравится . После пескоструя с содой можно остатки смыть просто водой без всяких последствий. P.S. Вот выше рекламный ролик , и выложу еще один от такого же как мы . Но вот пистоль у него под соду немного не тот и надо модернизировать , главное в том чтобы соду разогнать до максимальной скорости и будет чистить . Сопло подлиннее да отверстие "поплотнее" или давление поболее . -----------------------------------------------------------------------------------------------------------2 балла
-
Если не вмешиваться, как сделал я, в конструкцию аппарата, то ХХ будет 78...80 В. Еще раз, я выкладывал наклейку с аппарата, где черным по желтому указано, что ХХ НЕ ПРЕВЫШАЕТ 80В. Таки в чем заключается обман? Согласен, тяжело бывает зажечь дугу с малым напряжением ХХ, но это ощущается у аппаратов с дежурными 12 В на выходе, или того меньше. У не к ночи упомянутого Линкора ХХ вообще запредельный, выше100В. Надо, надо брать аппарат и варить. Практика лучше любых здешних баталий. У меня нет камеры, да и "в телевизор" не стремлюсь, если фотоотчеты устроят, озадачусь.2 балла
-
Покажу несколько типов своих печек.Это компактные небольшие нагревательные устройства для гаражным мастерских.В идеале,хорошо бы иметь электрическую печь мощностью а-10Квт и объемом 1,2-15куб,но для гаража это обременительно. Итак,шлифованная плита 400 / 250 /40 мм,под ней устанавливается инфракрасная горелка.Нагревается очень быстро,туже головку можно или нужно),как будет угодно,шпильками притягиваешь к плите,что снизит коробление(только притягивать головку шпильками к плите надо пред сваркой,когда она нагрета до нужной температуры) и поворачивая под нужным,удобным для сварки углом,варишь.Если деталь начала остывать-плиту в горизонтальное положение,горелку под нее и продолжаем нагрев,В общем-то,варить можно не выключая печки. Другая печь напольная:устанавливается инфракрасная горелка нужной мощности по выбору- она передвигается,скоба позволяет фиксировать деталь в нужном положении для удобства сварки. А третья -керогаз ),мощность кровельной горелки.Так же нужно иметь несколько кровельных горелок на штативах,которые можно зафиксировать в любом положении...и пирометр . Говорю о выверенных вещах в условиях гаража.
2 балла
-
Я просто ставлю баллоны сзади на тележку. И когда надо варить - выдвигаю ее в удобную позицию. Сейчас баллонов стало 2, т.к. к аргону для Aurora 200 AC\DC добавилась смесь CO2+Ar для полуавтомата Kemppi.Расположение аппарата - под сидячую работу (у меня в основном мелочь). Жмем на тормоз на каждом колесе тележки и грузим баллон. Вместе с баллонами телега весьма статична. Все по мелочи варю прям на ее "столике". К сожалению последних фоток нет, а промежуточная версия "столика" с бутербродом: ламин.фанера-прокладочн мат-л типа паронита-лист железа была вполне рабочей.2 балла