Лидеры




Популярный контент
Показан контент с высокой репутацией 03.02.2019 во всех областях
-
Всем доброго дня,начинающим,бывалым,ветеранам сварочного дела,прошедшим огонь,дугу и все трубы,отдельное приветствие .ролик с недавней произведенной работой и за рекламу в ролике извиняюсь,делаю видео,для местных нужд.12 баллов
-
Задвижка с бензовоза.
 9 баллов
9 баллов -
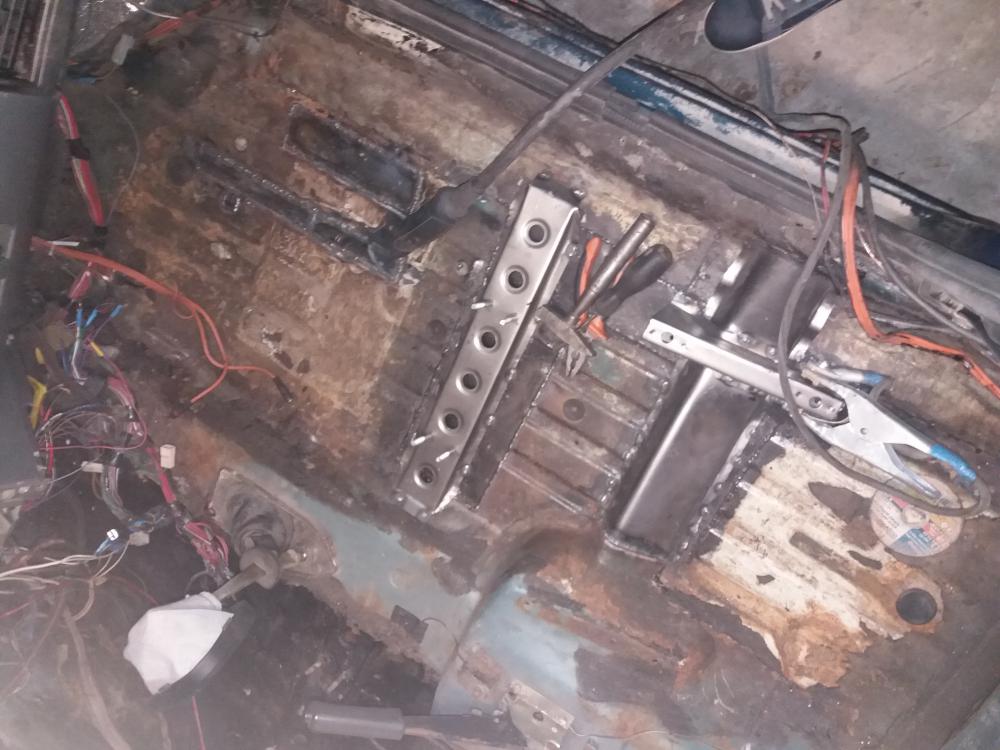
Всем привет! Очень давно не писал, конец 2018 года выдался очень насыщенным в плане работы. Январь решили отдохнуть 10 дней как все нормальные люди, но я праздники решил посвятить своему верному коню, который изо дня в день передвигает меня и полный багажник оборудования в пространстве и времени. Автомобиль системы девятка, родной 8 клапанный моторчик был выдернут и заменен 126м от приоры, но сейчас не об этом. Пробег кузова over300000, машина 2002 года. До меня не варенная не разу. Поменял соеденители порога с правой стороны, частично днище, ванну менять не стал слишком много геммороя и не стоит оно того, с левой пороги родные, не гнилые. Заменил только поддомкратник. Надеюсь данные манипуляции на несколько лет продлят жизнь девятки
9 баллов
-
@Миротворец, твоим парком можно под каждый диаметр и материал с шагом в 10А аппараты расставить. А кто-то довольствуется одним для всего. Выбор можно сделать правильный лишь тогда, когда пару смен на нем проехал в хвост и в гриву.8 баллов
-
Читаешь форум и диву даешься:людей просто заклинило на "красивых" швах,что эта "красивость" есть главный показатель качества сварки.Особенно это имеет отношение к чугунам.Здесь, в основном, рассматривается способ сварки чугуна цветными металлами ,а это всего лишь маленькая часть во всем объеме сварки чугуна.Существуют способы сварки чугуна:дуговая,электрошлаковая,электронно-лучевая,сварка трением,газовая сварка,контактная сварка,дифузионная сварка,сварка взрывом . Основные показатели качества сварного соединения -это структура,механические свойства и сплошность,но не красивый шов,хотя и он не помешает,но это абсолютно вторично.8 баллов
-
Доброго дня,хорошее замечание,поэтому у меня на столе,вероятно видели на предыдущих роликах на столе лежит резиновый коврик,уже такое проходили,уверен,что во всех городах и регионах,найдутся хитрозадые ,когда приносят новые или в хорошем состоянии диски на рихтовку,то я обязательно использую резиновый коврик,а которые на сварку так и так красить собираются после моей работы,то другое дело,хотя я очень аккуратно отношусь к чужим предметам.(вообще всегда все возможные последствия обязательно стараюсь обговорить с клиентом,так как в ремонте диска очень много нюансов,сплав алюминия,качество краски,форма диска и т.д.Я давно собираюсь переделать импровизированный столик для диска,взять две трубы на подшипниках натянуть на них шланг и закрепить с тормозом.катастрофически не хватает время на все,работы хватает,что дома только в девять вечера появляюсь,жена запилила по этому поводу ,а сейчас ещё в промежутках взялся варить камеру для пескоструя. Вад11 сказал(а) 03 Фев 2019 - 10:52: Miners , Качественная работа! Мучает меня только один вопрос... почему ты лишний наваренный алюм не снимаешь лепестковым диском? А потом уже и резцом поправить, большая экономия времени будет. Приветствую,в ролике я показываю мягкий керамический диск красного цвета,которым часто так и делаю,если это не грозит на конфигурацию диска,так как стараюсь по возможности восстановить диски до микронов,а в ролик входит не всё,чтоб не затягиватьатягивать,6 баллов
-
@Serj55441, Там нет никакой шлифовки.Это проковка второго облицовочного шва МНЖКТ. Первый слой панч. Сварка "на холодную".Электроды предпочитаю ториевые ф2мм Это не пробы на сверление - следы бойка от случайного попадания при проковке панч.6 баллов
-
Таскать свой Меркле на выезды, так скажем не очень то удобно, надоело, и для этого нужен уже грузовой транспорт и 4 физически полноценных мужчины для погрузки - разгрузки, вот именно для этих целей и подходит Хелви, потому и куплен. В одно лицо и в легковой машине транспортируется. Далее, если со сталями все очевидно, он прёт солидные толщины, теперь осталось испытать на люмине, но тут думаю гелий в помощь и осилит рамы цистерн. В общем хоть и с натяжкой, но аппарат перекрывает большинство задач. Чего не скажешь о EWM, Дима Шестухин страдает с ним, Кемппи помер, а немец ну совсем вялый. С резаком в тандеме, а толку мало! Работа вроде выполнена, но это не работа, онанизм больше подходит к этому процессу. Понятно, что каждому под свои задачи оборудование, но задач для EWM у меня нет, он их и близко не потянет. А весь сыр бор я тут устроил только из-за того, что габариты у аппаратов идентичны, вес, цена, но мощи нет и кидок с 20А в пульсе. Мало того, что и так дохлый, ещё и резанули ампераж. Вот я представляю ситуацию, человек берет его по амперажу впритык, а включив понимает, что люминь ему не суждено на 180А поварить и что делать? Вернуть аппарат в магазин безпроблемно не выйдет, 100% Короче EWM чмошники, обманщики, напиаренные чмыри, на выставке ещё раз в этом убедился!!!6 баллов
-
Слабина шва.Кристаллизация сварочной ванны происходит со стороны интенсивного теплоотвода.Кристаллы растут,вытесняя примеси в середину шва - это совсем простыми словами.Если снимать усиление шва,то это приведет к значительном его ослаблению.6 баллов
-
А можно фото самого клейма и как и из чего сделано,и соответственно как выглядит сам оттиск на диске? И как поступаете,когда сварка происходит рядом со старым швом другого сварного? я клеймлю просто букву напротив своего шва,но подумывал про клеймо... Не совсем согласен.На фото диск ALSi11 и нужна присадка 4047 в теории,но мы же варим иной раз и 4043.....а бывало по молодости и 5356. При всем этом нужна грамотная разделка,подготовка,подогрев,провар. Что интересно ко мне приходили назад "диски молодости", но трескаются в других местах от низкопрофильной резины и дорог и свою сварку я вижу по клейму и оттенку алюминия.Но шов\сварка то держит.5 баллов
-
@saper24, Сварка выполнена EWM, ребята привыкшие к Фениксам, но оглохли от Megmeet, обескуражили шефа, тот теперь репу чешет, как быть? Попробовав сам, тоже под впечатлением, а китаец то комфортней варит и мягче, и настройки проще. Скоро корону снесут с EWM, вот тогда и начнут и под русских и под всех подстраиваться. Привезли им китайца прямо на базу, в целях демонстрации, вот и сел на жопу шеф!!
5 баллов
-
Вы ещё сто амперный аппарат прикупите и орите что на всю страну, что он двадцатку даже с подогревом не сваривает. Каждый аппарат предназначен только для определённых задач. Если вас аппарат не устраивает, значит был сделан не правильный выбор. Вся основная работа у меня выполняется двумя 180-ми пикомигами. Был ещё третий, но обменял его на трёхсотый. За эти деньги, от хорошего аппарата, можно только голый корпус купить5 баллов
-
@saper24, стоил бы он 23-25 тыр, слова бы не проронил за него. Кто-то последние деньги отнёс, мечтал, копил, заказал и плюётся теперь, потому что нигде и никто его не предупредил. Вот, предупреждаю! А попробовать его где? На рынке ими не торгуют и в магазинах специализированных попробуй найди. На то форум наш и существует.5 баллов
-
@Serj55441, Скорее,гарантия герметичности.Проба на керосин дала одно легкое отпотевание на 250мм шва.5 баллов
-
Или долго изучать и просто почитать инструкцию . Я вот когда выбирал импульс ПА то выбор был только между тремя производителями SELCO, EWM. Merkle (китая тогды не было , Lorch чуть позже появился на нашем рынке) и с 2006 года изучал и на выставках смотрел , так вот Selco был в фаворитах но цена сего выше , EWM и Merkle примерно в одну цену , но посмотрев мануал EWM на последних страницах где указаны доп. настройки и их схема настройки (она покруче в сложности чем схема нынешнего метро Москвы) привели меня к Merkle у которого гораздо все проще в настройках , но работает он отнюдь не хуже чем усе остальное и даже более современное . Как это так , не дело это и должны задействовать его .4 балла
-
@Hlorofos, Витя, ты прекрасно знаешь, что один аппарат все задачи не покроет. Монстры с "фольгой" не работают и наоборот.4 балла
-
@vmednik1, Валера, тебе радиаторы с корейских автобусов, у которых усиление по углам не приходилось чинить? Пару раз делал такие, без вопросов, а у этого одна пластина стояла выше доньи на 2-3 мм, щель забило грязью и как не пытался вылечить, не получалось. Потом решил по кругу всё опаять, но 2-3-й ряд начали распаиваться трубки по шву из-за большого тепловложения, получается двойная донья, и олово не плавилось. В итоге 40 трубок в утиль.
4 балла
-
@Miners, Качественная работа! Мучает меня только один вопрос... почему ты лишний наваренный алюм не снимаешь лепестковым диском? А потом уже и резцом поправить, большая экономия времени будет.4 балла
-
Очень рекомендую вам изготовить рабочее место из деревянных брусов в виде прямоугольной или конусной рамки.И сразу пресекаются все разговоры и царапках,так как и с "массой" на диск это хороший аргумент,что сварной аккуратен. 1.Всегда найдётся такой владелец ушатанного диска,который скажет,что именно вы поцарапали\пошкрябали,когда елозили им.Поэтому и меня и стол,где готовлю трещины покрыт деревом(кусок двери от мебельного шкафа) 2.Удобно пользоваться прямоугольной рамой в двух плоскостях, а иной раз это и табуретка.Всё зависит,какую форму зададите.Я свою в виде пирамидки сделал,потом пришла идея с торца подушекчу сделать,а потом ещё и колесики и в итоге под мой рост высокий табурет-трансформер4 балла
-
Скажу как художник , художнику , порой заварю и смотрю швы такие красивые , но понимаю что для надежности нужно расковать , и рука нехотя тянется к молотку . Беру и кую , плачу но кую . Клиент иногда спрашивает а че шов такой страшный ? варить не умеешь ? (Но справедливости ради , не все расковываю , ну что на мой взгляд не нуждается в этом.)4 балла
-
4 балла
-
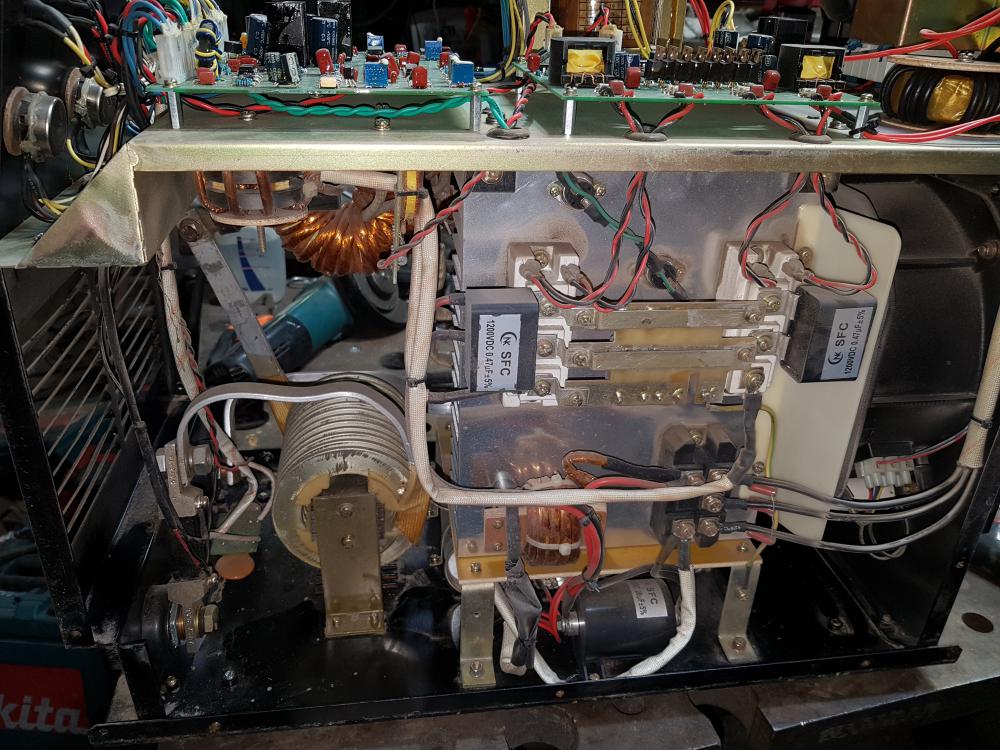
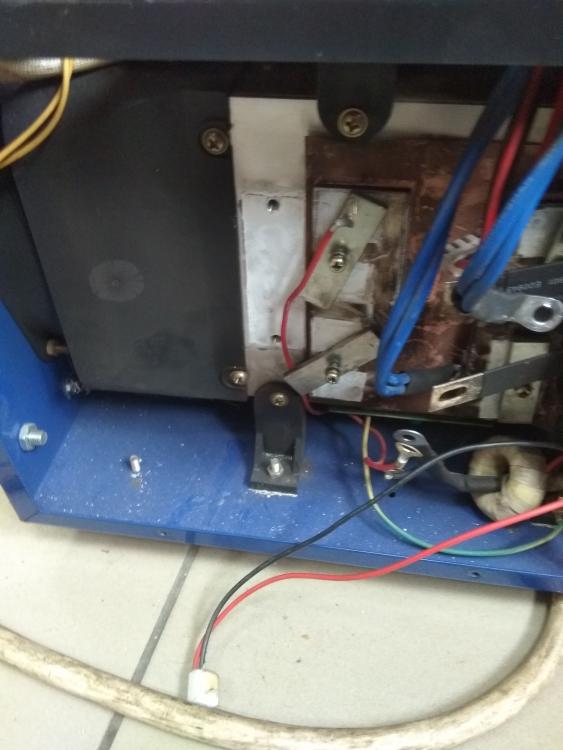
Работ по строжке у меня всё прибывает, а персонального источника под это дело-у меня до недавних пор не наблюдалось Задействовал аргонники Гроверс-350 и Джасик-315. Понятно, что это как-то не совсем правильно. Но, всё как-то не складывалось. По-хорошему, надо аппарат не менее, чем на 400 А, желательно с приличным ПН на этом токе. Я на выездных работах-работал таким: Очень понравился. Мощный (при 500 А ПН=100%), мягко варит, уверенно строгает, стоит недорого (на момент покупки в апреле прошлого года-33 тыр). Только тяжеловат (65 кг) и довольно габаритный. Но, в продаже таких аппаратов не стало. Да и с деньгами в последнее время-всё туже и туже. Четырёхсотамперники по цене-всё больше к "полтиннику" тяготеют... И тут на Авито в Брянске-нашёл АИС-400Т.За 10 тыр. Габарит и масса-меньше, а при ПН=100%-400А. В принципе, для меня-хватит, чтобы уверенно строгать "восьмёркой". Большее-не всякая сеть выдюжит, учитывая ещё и компрессор минимум о 6 кВт движка. С проверкой и отправкой мне помог форумчанин Сергей (Сапёр24), за что ему-великая благодарность. Упаковал аппарат он на совесть! Распаковал. Вот он, родной! Табличка с ТТХ-внушает доверие. Снаружи аппарат был заляпан бетоном, грунтовкой ГФ и "бетон-контактом", что явно говорило о работе на стройке. Заглянул внутрь. Аппарат изнутри был практически чистым. Это свидетельствовало о том, что аппаратом пользовались мало. Немного поварил электродами УОНИ, Т-620, МР-3 и ТМЛ-3. Всеми вышеназванными-варить очень комфортно. В ближайшее время-загружу строжкой. Поскольку я уже привык к Форсажу с ПДУ, то и Элитеха буду дооснащать ПДУ. Благо-разъём на панели и переключатель режимов работы-уже есть.
3 балла
-
посмотрел видосик о нем-механизм подачи изменили, в сравнении со старой моделью.(профи-215) работал в нулевых на таком. прижимной на заклепке был и болтиком регулировался))) клапан-от заднего омывателя девятки дох каждые пару месяцев. дроссель там здоровый стоит. сделано дубово но крепко. насчет выносливости-при минус 25 работал горелка- у товарища продержалась 6лет. аналогичная модель что и на новом. запас по мощности у него слабый был, 210 в розетке- и сдыхал-стрельба. (проволока 0,8). может,в новом повысили. если интересно мое мнение о 215-м, вот тут я "обзор " делал, в нескольких сообщениях. спасибо козлам говорил https://weld.in.ua/forum/showthread.php/223-%D0%9F%D0%94%D0%93-215-%D0%9F%D1%80%D0%BE%D1%84%D0%B8-%D0%B2%D0%B8%D0%B4%D0%B5%D0%BE-%D0%BE%D1%82%D0%B7%D1%8B%D0%B2%D1%8B/page53 балла
-
В чем то согласен , но все равно это показатель , Попробую объяснить .(или нет по другому скажу) Заварить так не красиво" по крайней мере где я работал в КБ , (оборонка-конструкторское бюро) по мимо всех проверок швов , на ОТК проверяли визуально , не пропустили бы , все в брак.(катет-шматет и так далее , а не колбаски -молбаски с тем или иным хим составом , прочностью шва )этим занимались другие люди инженеры и так далее , нам приносили лишь чертежи , из заготовочного цеха -заготовки , все для работы и исполнения того или иного заказа , вплоть до электродов , зубил и сопел на ПА . Шов должен быть (ну не знаю назвать это можно красивым или ПРАВИЛЬНЫМ) определенного качества без подрезов и так далее (провар проверка на рентген , разрыв излом, скручивание . Но до этих проверок даже и не доходило если швы не проходили ВИЗУАЛЬНЫЙ контроль !3 балла
-
Вскрыл углы банок. А там первая трубка уже заглушена и видны трещины по шву с обоих сторон. Проварил трещины ,заварил банки. Вроде получилось, надолго ли?
3 балла
-
Приходилось и много раз. Подкладка на донью в качестве усиления жесткости распространена не только на корейских автобусах, но и на многих тягачах Рено, Вольво Манн. На некоторых моделях она может идти вообще от одной опорной пластины до другой, это, как правило двухрядные радиаторы. Из род таких трубок редко бывают утечки, собран радиатор достаточно качественно. Но из-за широкой доньи при двухрядном радиаторе характерна такая неисправность, как образование трещины рядом с усиливающей пластиной из-за отсутствия ребер жесткости на донье. Потом есть еще такие с укрепляющей пластиной по краям в которые входят от 5 до 10 трубок трех или четырехрядные. Кстати, в таких радиаторах часто трубки по краям выполняют связывающую функцию - внутри них проходит латунная пластина, а изнутри она запаивается. Ремонт утечки заключается в качественной подготовке места пропуска. Зачищается всеми возможными способами и оттуда по максиму выводится грязь. Используется флюс, горелка и сжатый воздух. Место утечки подогревается горелкой, обильно смачивая флюсом и продувается воздухом. Трубки затем паяю припоем, достаточно в этом случае ПОС 40. Срабатывает в большинстве случае. Кстати, удаление трубок не гарантирует отсутствия утечек из под укрепляющей пластины. Собственно именно такую неисправность мне и приходилось устранять во многих случаях. При удаленных трубках. В некоторых случаях приходилось демонтировать бачок, подогревать изнутри донью с трубками, а пайку саму вести уже сверху, растаскивая припой по нужным местам. В таких случаях я пользовался немного другим припоем. Я в ПОС40 добавлял свинец из аккумулятора. Как известно в таком свинце присутствует сурьма. Присутствие сурьмы в припое добавляет ему прочности. Припой получался марки ПОС 18-20 с некоторым содержанием сурьмы. Выбор варианта ремонта зависел только от характера повреждения. Укрепляющая пластина вносит в такую работу определенную сложность. Что первый вариант ремонта, что второй достаточно трудоемки. На будущее если мне будут попадаться такого вида радиаторы, я буду стараться снимать видео и делать фотки. Я такой вещи как укрепляющая пластина даже не придал значения, что она может настолько усложнить ремонт.3 балла
-
@saper24, меня ни чем. Я пытаюсь говорить о том, что все ошибаются и немцы в том числе. И покупая EWM не стоит строить иллюзий, что он идеален. И верить написанному в его инструкции тоже не стоит. Нужно щупать или на выставке или в демо зале, что бы от изумления после покупки, локти по плечи не откусить!3 балла
-
Об этом можно только мечтать......3 балла
-
@vch,3 балла
-
Да, согласен. В вашей ситуации , когда предполагаются выезды на природу, лучше быть подготовленными для использования всего оборудования на 100%, чем "куковать" неизвестно сколько времени.3 балла
-
После каждой поездки, с использованием лебёдки, трос(кевлар) надо стирать и просушивать или очень недолго "живёт", абразивный износ.Песок попадающий между "нитками", режет их.3 балла
-
@Шурпет, один из исходников. https://wikimetall.ru/metalloobrabotka/svarka-tig-uglekislota.html в вк уже обсуждали,чего им написать))) https://vk.com/websvarka?w=wall-38913933_5737753 балла
-
@Сергей Воробьев, Знакомый мне радиатор , на американцах долго не ходят , на европе есть экземпляры 5+ лет . До недавнего времени я их успешно паял , так же как Маз , но в последнее время что -то у них изменилось - не запаять . Сваривается хорошо , но опять надолго ли ?3 балла
-
Именно сейчас кроме пикомига есть много куда посмотреть. И цена и комплектация прямых конкурентов это маркетинговые извороты , а не чудо. Я железки 25мм только на металлоприемке видел. Варю профтрубу пикомигом в основном. С чего мне огорчаться то?3 балла
-
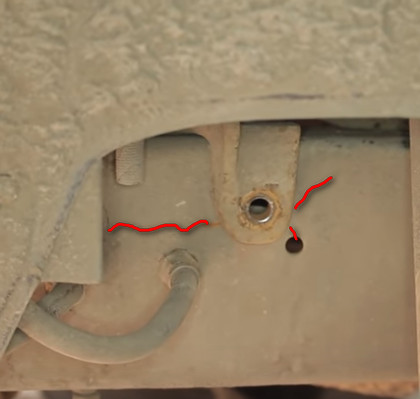
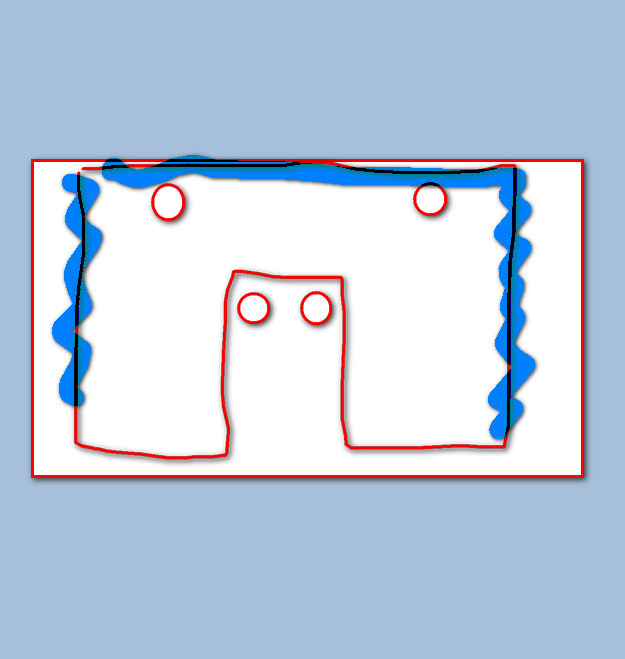
устроился в гараж. гозел - двухмостовка ,железный фургон, штук 15. машины трехлетки. у всех одна болезнь лопается рама под передними кронштейнами крепления кабины до меня лечили примерно так ( госконтора-слесарям лень отсоединять тормозные трубки и времени нет ) -тупо накладка изнутри, горизонтал вверху и вертикалы. нижний край не варен-не видно его) машинки ходят с таким уже по году некоторые. чет можно поменять или нуего? мысли приветствуются. ps.знаю,что надо нормальные п-образные вставки,болты и т.д. НО- нет их.,пачку уони с трудом за 3 недели привезли. монолитом-21м до этого сваривал
3 балла
-
@krech, было такое , застали меня за этой процедурой , -чеканишь ? Учись варить и чеканить не надо будет !3 балла
-
Видел ваши работы , меня сильно ограничивает отсутсвие доступного станочного парка , а без мех. обработки особо не разгонишся . Со слов владельца , блока в России не найти , двигатель контрактный 800000 так что есть смысл куда -то на ремонт отправить. Я уже давно у себя ищу станочников , пока безуспешно , раньше пользовался такими услугами на заводах, но в последнее время доступ туда закрыт . У нас на этом фоне процветают авторазборы легковые и грузовые , осталось только разбор спецтехники открыть3 балла
-
@AMBIVERT42, Вообще-то,надо создать отдельную тему-сварочные деформации,возникающие при сварке силумина и чугуна.Тема будет нужной и интересной. Вот,к примеру, сейчас скажи,что чугуны подвергают термообработке -закалке и отпуску...для многих это будет откровением.3 балла
-
@krech, как показывает лично моя практика, от части работ приходится отказываться. Именно оттого, что часто всё упирается в мехобработку. Как предварительную, так и последующую. Ну нет возможности обработать и всё тебе... Ваш станочный парк, думаю, у многих-вызывает благоговейный трепет. Но, это же столица! В наших едренях-и вертикально-расточной станок-уже повод для радости. Что уж там про остальное-то...3 балла
-
Устал я волькать тяжелые и большие столы на верстаке, а потом его же и на телегу надо скидывать. А вес такого ~150 и ~200 кг. Захотели мы себе кран балку сделать. Руки есть, голова на месте и функционирует. Что ещё надо? Подошли к мастеру, поговорили. Тот дал добро. Поехали.. Из материалов у нас было: трубка профильная 50, 80, 100. Лист 4, 6, 10. Двутавр заказывали. Никаких чертежей! Все на ходу! Наварили вот такую конструкцию, для большей жесткости (труба 80) На стене "закладные". Напротив через 8 метров вторая опора из 100 и косая 80. Ну, вот вроде бы и сделали. Все равно её дико шатает из стороны в сторону. Решили кинуть ещё одну балку поперек движению. Ну, вот. Все наши временные "леса" из отходов трубы 50 мы просто решили порезать плазмой.. В топку все это..
2 балла
-
Да хелви однозначно выглядит привлекательнее на фоне других особенно по карману. ЕВэМу никто не мешает выпустить новый конкурентный однофазник, но и не выпускать его их право, им там виднее. Они обновили пикомиг и сделали еще один 3D, я правда не знаю что там кроме лица нового, но если хотели бы могли сделать новый уровень. Но не захотели. Да фсе вот никак2 балла
-
Отзывы о идеальности ЕВМ я слышал только от продавцов. Немцы они люди, хотя и немцы. Нужно щупать, щупайте. Если меня кто то поросит приехать поварить попробовать, я лично не откажу. Да и при покупке такой техники прямо на месте вполне уместно просить демонстрацию. А то, что кто то кому то поверил и ошибся... это не проблема аппарата. Да и знать точно чего хочешь мало кому дано. Мне вот пульс в нем до звезды оказался. Но отдельно не продашь)))2 балла
-
@saper24, в Реме двухроликовый податчик, это идиотизм, воткнуть его в машину с двойным пульсом. Дима мне про эту работу в личной беседе рассказывал, были там и резаки и гнев, поверьте!2 балла
-
Понимаю. Пока была одна "засада", временно будут ездить аккуратно, и потихоньку "пробовать на зуб" бездорожье.2 балла
-
Вот видео про траки, они новые, только купленные). Стеклопластиковые сделаны с использованием арматуры (стеклопластиковой, строительной). Думаю и под КамАЗ данную технологию и принцип можно использовать, ну может только изменить габариты конструкции. ... Есть ещё народные траки, две доски соединённые верёвкой вдоль. Очень хорошая рабочая конструкция, но увесистая и недолго живущая (зато доступная). Да, на видео УАЗ а не КамАЗ, но думаю смысл послания понятен. Сейчас пользуюсь пластиком зимой, летом алюминиевыми (правда редко, но метко). @круазик, Пётр, да уж больно по взрослому ребята ездят, потому и хочется принять участие, хотя бы советом). КамАЗ таскать это не Уаз. Но с трактором в конвое надо расставаться)2 балла
-
Фотки старые. Делал их на крагу. В общем. То ли здесь, то ли где-то на другом форуме увидел, как делали елочку на НГ. Ну, тогда решил и я попробовать. Что мы имеем? Сварочник. И отходы. Нарезал веточек. Из обрезков 4ки подготовил ствол елочки. Веточки на стволе. Баллончик зеленой краски. И черной для основания. Ну, что-то вот такое получилось. P.S. За бардак в цехе не ругайтесь.. Ныне все иначе. Все по феншуЮ.
2 балла
-
По воздуху-каждый сварочный пост будет оборудован пневмоУШМ на 125 мм,ПШМ, продувочным пистолетом и пневмомолотком 2 магнита, 2 вайсгрипа, универсальный кронштейн для пластин/труб.Всё- для максимальной эффективности процесса ...2 балла
-
Да и пусть остужают хоть льдом засыпают пусть , так и сказать им остужайте остужайте чтоб быстрее и скорее , зато вам работа будет да муторно после кого то переделывать но что поделать2 балла
-
Была ещё одна елочка. Площадку другую выбрал. Баллончик красной краски. Эта получилась тяжёленькой, ибо площадка из 10ки. Уехала тогда в офис к брату перед НГ.
2 балла
-
@Виталий С 31,Я не сварщик,а теперь уже не личность и не мужик.Ну ок.Осталось только про возраст упомянуть.Я сказал про ширпотребный кетай- кинул фото,сборка на мой дилетантский взгляд лучше.За базар ответил.Донбасс порожняк не гонит.Вот отечественная сборка например,она тоже симпатичней.Оспорьте мои утверждения фотографиями отличной сборки ИЖа( который опять таки подчеркну я не критикую как источник ),а также фотографиями сборочной линии или вообще завода в Ижевске,будьте личностью,сварщиком и мужиком ...
2 балла















.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)