Лидеры




Популярный контент
Показан контент с высокой репутацией 03.12.2018 в Сообщения
-
Сварка прямых участков для вальцовки обечаек. Толщина 75мм, Х-образная разделка кромок, УЗК 100% , подогрев 100-200 градусов Проволока 1.2мм , газ 82/18% смесь Корневой проход 21-22V и 210A Остальные проходы 35V и 350А Ну и еще, эти же листы можно сваривать как П/А так и Автоматической под флюсом. Чем я и воспользовался когда подвезли автомат.
 9 баллов
9 баллов -
Курсант с Питера аж приехал, в свой отпуск, дабы постичь тайны дуговой сварки металлов, так как время у человека ограничено, пришлось работать все выходные, ММА уже отработали, закончив на трубе в положении Н45, впереди ещё МИГ/МАГ, ТИГ и OAW...
9 баллов
-
И еще о вальцевании - Закатывание листа 70 мм толщиной: Процесс изготовления обечайки : Та же обечайка после сварки и перед калибровкой в цилиндр: Вполне плоский лист перед заправкой в вальцы :
7 баллов
-
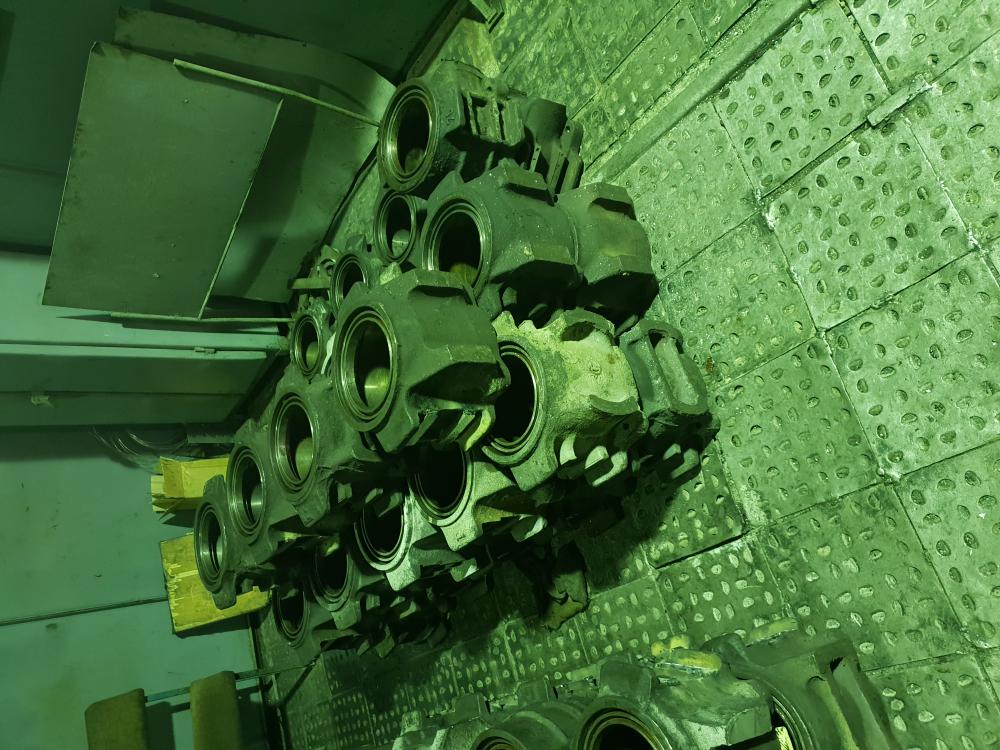
Буксы Еще буксы Много букс))))) Такие вот будни.
7 баллов
-
Нержавейка 304 толщина 20мм.
7 баллов
-
Варю часто с таким зазором, что при вытягивании друг из друга шарнира -получаем звук "Чпок")) А при вдавливании друг в друга-получаем -почти поршень! Приварил одну сторону-остудил, варю другую -остудил. Главное не вращать. Да, долго, но работает! Ст3. Ф25-285 баллов
-
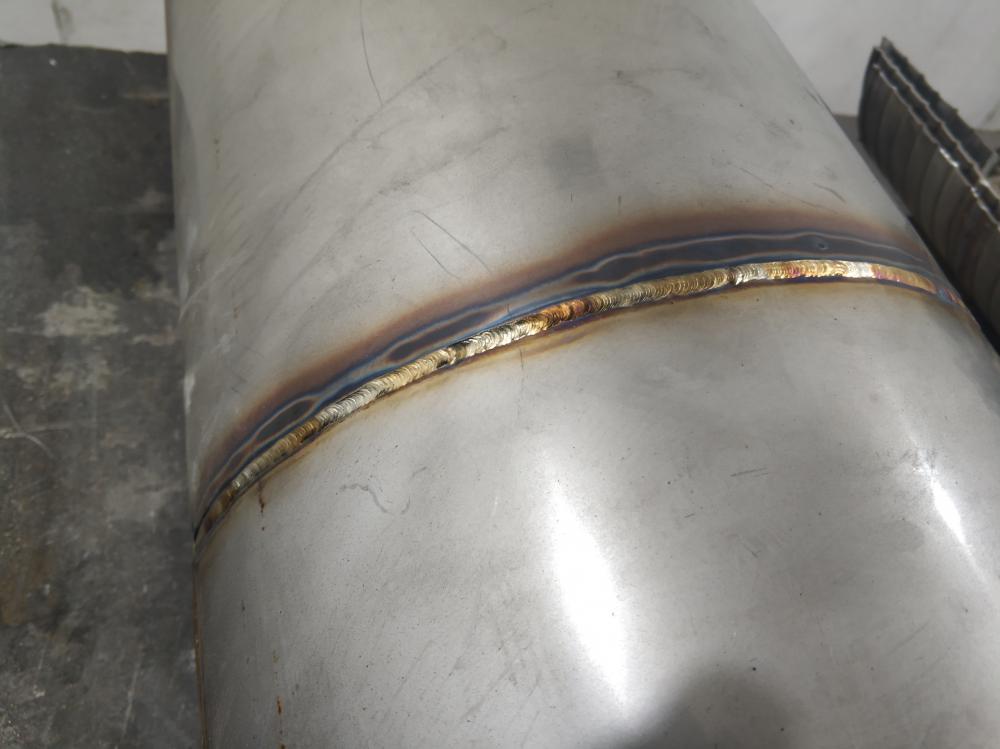
При наличии предложений о продаже, нужного нет. Собираю внутреннюю часть глушителя.
5 баллов
-
Попросили у глушителей удалить катализаторы. Такие швы. Нержа 1,5мм Пульс 200/20, 7% 2,5гц Присадок постоянно в ванне ибо зазорчик. А вот один не плохой шов с завода, остальные хрень.
5 баллов
-
Джамбу использую на лицевом шве, чашка 12 номер. Горелка бинцель wp 18.
4 балла
-
@Isperyanc, пирожки с чем? "Треугольники" из слоёного теста с начинкой из риса, варёного яйца и зелёного лука.
4 балла
-
@Илария, Саша до работы-то дойти сам может? ....сам страшно люблю выпечку...3 балла
-
Был в отпуске, в Иваново. Заехал поглазеть в этот магазин. К сожалению только поглазеть, т.к. отпуск подходил к концу и средств оставалось не не так много что бы что то купить. Магазин порадовал, большой ассортимент и живой, стоит в магазине и можно потрогать, посмотреть, повертеть, а не виртуальный, на заказ, как в магазинах моего города. Порадовали и продавцы, общительные и вежливые, мило поболтал с одним, к сожалению имени не знаю. Что бы уж совсем с пустыми руками не уходить купил краги и электрододержатель. Ничего нового я уже не скажу, магазин хороший и оставляет приятное впечатление не только виртуально от посещения сайта, но и в живую.3 балла
-
@Дрон91, я бы тут только одно посоветовал. Остановиться, свернуть и убрать горелку со сварочником на полку и сидеть изучать тему сварка алюминия с самых азов и видео правильные посмотреть можно3 балла
-
Proban® это уже "старая добрая технология" на Западе - обработка уже готовой хлопковой ткани, требует промышленного уровня оборудования. Ткань становится несколько грубее по умолчанию, размягчается уже на второй стадии техпроцесса. Обычно выдерживает до 50 стирок с сохранением достаточной "не-само-возгораемости" или "само-затухаемости", при воздействии открытого огня и раскаленных брызг - прогорает. Есть альтернативная технология "Pyrovatex®" - также обработка хлопка, ткань впоследствии - мягче, выдерживает что-то вроде до 200 стирок, если останется что стирать Что в одном, что в другом случае применяется достаточно серьезная химия. Типа "самая безопасная химия на свете", но все производители должны быть лицензированы "от и до".3 балла
-
Очень актуально.3 балла
-
3 балла
-
Раздражают меня дюймовые резьбы и коаксиальные шланг- пакеты.Перерезал прям по дюймовой суровым мариупольским метчиком М10 с основным шагом,ну и понеслось.И проба пера- газ паскудный,руки - крюки.
3 балла
-
Судя по фото проволоки ее надо заменить, видны следы ржавчины. Это вредно для рукава и процесса сварки. Поры будут и шов будет иметь вид как с плохой защитой.3 балла
-
3 балла
-
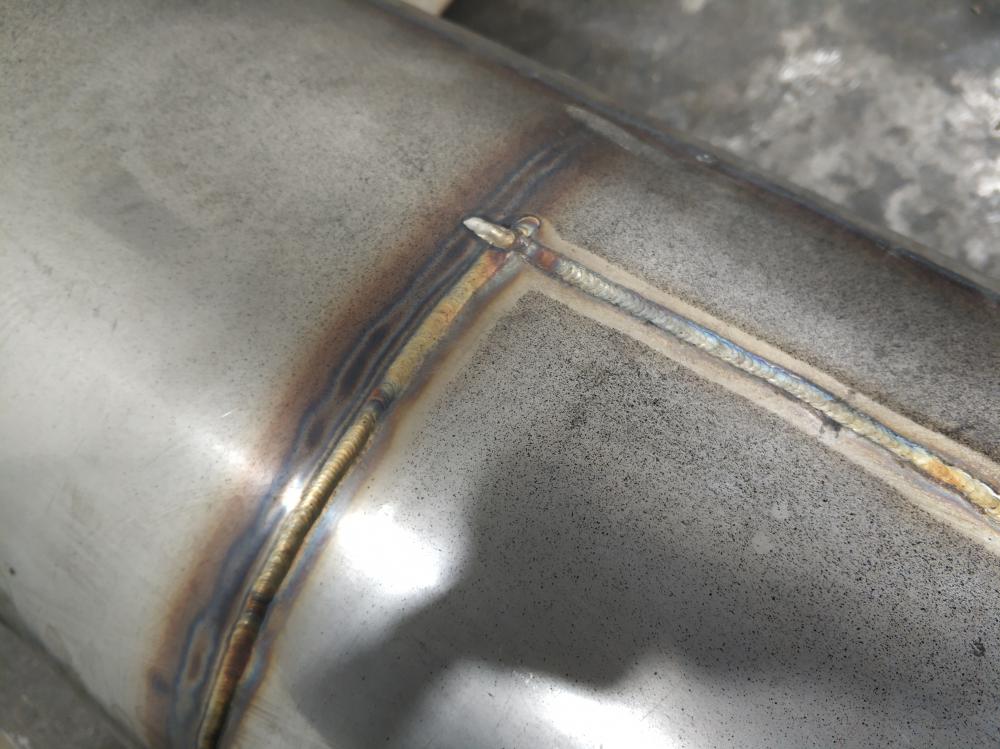
Изготовил "штаны" на новый выхлоп. Выход с коллектора 51мм., основная трасса(будет) 63мм.
3 балла
-
Вот , наконец то я сподобился на подарок и если бы не ГБЦ то может еще так и лежало в ящике . 230А в ограниченном пространстве , усе выдержала и отработала на +++++ P.S. ВСЕМ кто придумал ПОДАРОК огромное спасибо
3 балла
-
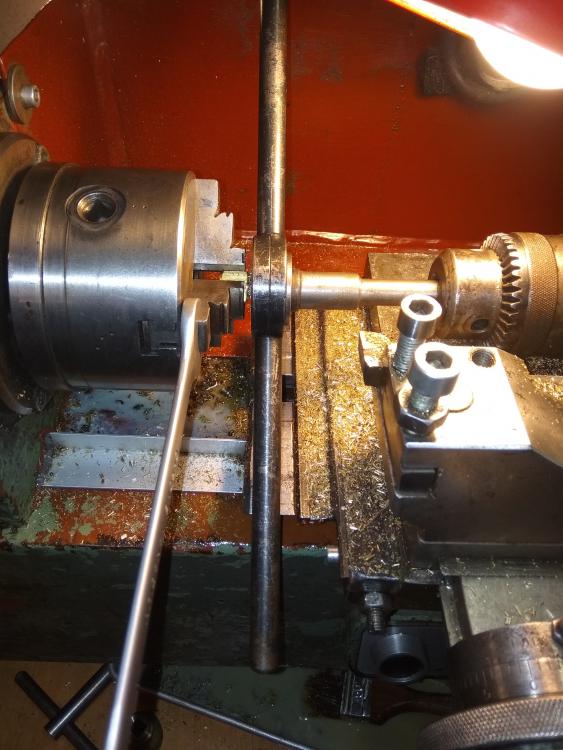
Очень сомневаюсь,втулку стягивает эллипсом от сварки.Хотя ,смотря что подразумевается под минимальным люфтом.2 балла
-
Люфт обязательно нужен,без него при сварке втулку стянет и она заклинит на пальце. Ещё я мажу перед сваркой петли графиткой ,тогда нет прихватов.Можно на палец накрутить тонкий лист бумаги ,он уберёт люфт и ровно петля станет а после сварки бумага сгорит и появится необходимый зазор.2 балла
-
припой п-14. кстати патрубок и с завода был припаян твердым припоем, еле выдрал, бачок пришлось повредить.2 балла
-
СТОП!!! конечно... Ерунда по сути получается, если придумывать случаи которые не должны быть в природе. А вам не кажется, что вы путаете два разных напряжения? Вы сами то одно городите, то другое. Мы говорим про напряжение поджога или напряжение ХХ ? Одно к другому не прямо относится. Если инвертор безобразный то напряжение ХХ по сути и есть напряжение поджога в режиме ММА. Но если инвертор не просто сделан за три копейки тонна, то может присутствовать и форсаж дуги заложенный производителем и напряжение поджога может и быть кратковременно выше. Поэтому уж определитесь, что вас интересует конкретно!!! И еще, подгрузив аппарат вы сразу попадаете на некоторый участок ВАХ. Так вы ВАХ снимаете или напряжение ХХ хотите получить? Реально не понимаю! Бред в итоге! @morgmail, вам кратко, без комментариев, сразу это сказал. Я же хотел понять, о чем вы пытались сказать. Вы, уж, одно с другим не мешайте! А то и крупу и сено и сразу же говно... все в кучу! Добавлю. Если возьмем из говно версии аппараты для ММА, то у них и нет зарядного реле. Аппарат работает от резистора и дальше. А "антистик" если его так можно назвать, устроен за счет падения напряжения на этом резисторе. Аппарат "притухает" по всех параметрам. Как маломощный трансформатор под нагрузкой выше положенного. Так вот напряжение поджога будет так же еще зависеть и от диаметра электрода, который может быть не столь малый и дать уже значительно низкое сопротивление, что аппарат и вовсе не разожжет. Т.к. для такого электрода напряжения просто будет не достаточно. И ваш выкрутас так же попадает под некоторое положение в ВАХ, которое обусловлено некоторым значением нагрузки. В итоге вы делаете замер не напряжения ХХ ни напряжения поджога, а абы какого напряжения с абы каким значением в итоге именно для данной модели или именно этого аппарата.2 балла
-
@Котя, думаю разница очевидна, отражающая алюминиевая пластина, сейчас ставится на все фильтры, последних версий.
2 балла
-
Так замеряется безопасное напряжение. Напряжение поджига дуги может быть несколько иным.2 балла
-
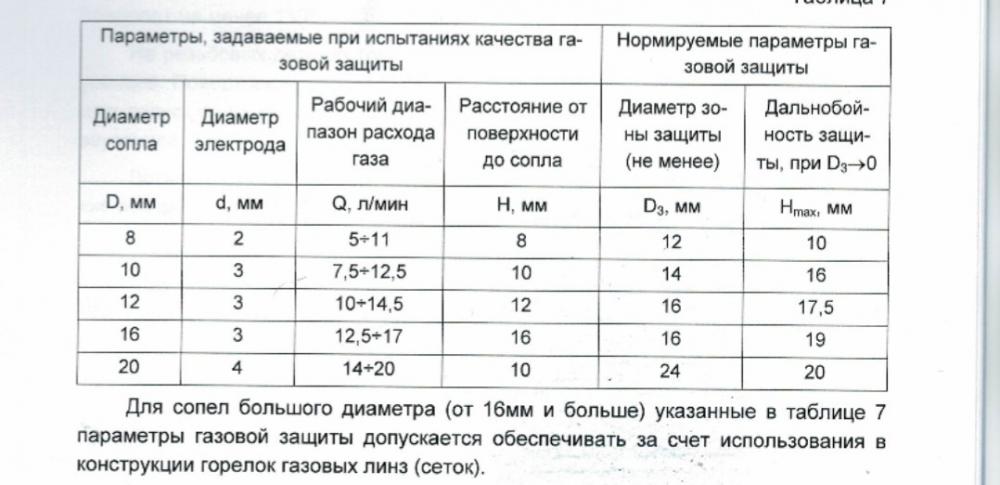
Выставляйте по букварю и будет вам счастье Кто писал что сетка не работает. Ещё как работает Сопла ф16 мм вылет 26 расход 6 литров https://www.instagram.com/p/BqybygDDTsh/?utm_source=ig_share_sheet&igshid=7jg9rbtfijmx А вообще сетка на самом большом прям необходимо
2 балла
-
@Alex86rus13,Как такового этого режима в ней нет. Можно ли настроить .... я не могу ответить. Я больше всё же по электронике, чем по настройке режимов.2 балла
-
Дичайший бред.2 балла
-
Кому? Трубу с такой стенкой, и примерно такой же разделкой выб варили электродом, на токе ампер 60 - 80. Пусть на п\а в нижнем положении вы догоните до 120-140 ампер. Это вполне ещё проволока 0.8 мм справляется с этим током Да и с утолщением проволоки швы красивее не становятся совсем никак -- наоборот всё хуже и хуже. И вот я, например, у себя на работе такую каропку варил бы где-то на 120-ти. Проволоку менять, ставить для этой работы 0,8 мм я бы поленился и шпарил бы единицей. Если был бы под рукой аппарат с проволочкой 0,8, то варил бы на нём. @installl, внешний угол весьма противное для сварки соединение -- заварить его красиво, без подрезов, мало кому удаётся вот так сразу, так что всё у вас получается великолепно.2 балла
-
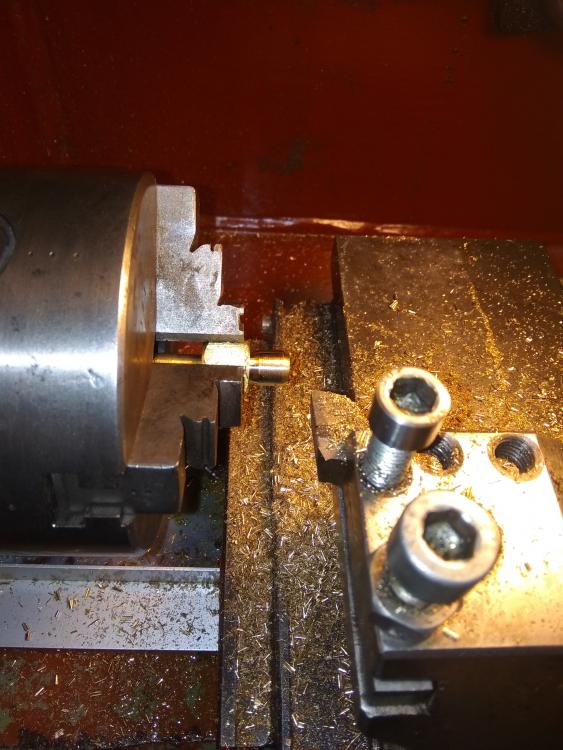
Я свой так и не доделал. То же думал петли готовые купить. Но в итоге с минимальным лифтом изготовил сам на токарнике. Материал уже не помню, но что то из отработавших элементов грузовых автомобилей. Сталюка что надо и бесплатно. Торговые петли очень люфтят и сталь гвоздилин.2 балла
-
слов нет, одни слюни и те нецензурные. зря делал, вот он варвары одним словом. даже не знаю что с ним делать. а вот еще один и клиент тот-же исправил ну да пускай шалят, я при деле.
2 балла
-
2 балла
-
2 балла
-
Давненько ничего не попадалось , топливный бак сварка(?) п/а Подлатал Еще там же
2 балла
-
2 балла
-
@Георгий 11, давление 3 кг - максимум, рабочее скорее всего будет 1,5-2 кг. На обечайке безъёжевый режим настраивал, внутри чистенько Нержа 316, молибденка
2 балла
-
что-то с качеством совсем плохо стало. камаз 2017г выпуска подлечил опробовал горелку хороша!
2 балла
-
продолжение . Предыдущая часть тут http://websvarka.ru/talk/topic/10874-budni-svarschika-s-illiustratciiami-5/ ----------------------- Весь сегодняшний день был под впечатлением вчерашних "швов". Поэтому сегодня решил провести время медитируя за столом и исправляя последствия криворуких владельцев Дверная ручка. Делали внутреннюю отделку и сломали. Подобную не нашли и попросили востановить так, чтоб заметно не было. Подвижное крепление боковой двери буса, стоимостью в пол царства. Причем пол царства за сломанное. А если у вас при сборке получается танк, то до размеров корабля доработайте напильником Дворники. Фото до, после протерто ветошью и щеткой по металлу. Справа присадок 4043, остальные швы присадка на основе цинка. Подножка мото
1 балл
-
Забыл как называется тот импортный аппарат который Вы все время хвалите! Вот возьмите и на нем пролетарским способом измерьте хх - будет примерно столько же, сколько на Иже. Точно также китайцы по одним и тем же схемам делают Сварог и Интерскол, но цена в России у этих аппаратов почему - разная! И дорогие Свароги варят исключительно хорошо, а Интерсколы прожигаааюют и пюлюются!1 балл
-
И тут я с Вами согласен. Но русскому человеку кучеряво жить не запретишь.1 балл
-
Тут должны забежать с десяток доброжелателей с рекомендациями наперевес, что да, надо покупать дешевое, вкладываться в инструмент не надо, разбираться даже в основах технологий нет нужды, надо покупать дешевое, вестер б/у выпрямитель 110ай за 6кРуб. например, а потом постить портянки про как настроить(подача, наприжение для питимилеметров метал) да почему все криво. Это не ресанта, это Foxweld, и гарантию будет предоставлять не магазин, а сервис-центр, адрес которого должен быть на оффицыальном сайте.1 балл
-
Естественно. Без VRD смысла в этом нет. Что грузи, что не грузи, ну намеряешь разницу в пару вольт. Ну, это должен быть инвертор с плохо сделанной вольтодобавкой. Экзотический частный случай.1 балл
-
@installl,Эта "кака бяка" переплавленные оксиды, в частности, оксид кремния. Они не летучи, соответственно, пахнуть не могут. Металл у Вас грязный. Что на его поверхность попадало - не известно. Когда в подвале трубы варишь, особенно - горизонталку, особенно - газосваркой, так "все ароматы Франции в одном флаконе". Я думаю, не надо объяснять, почему1 балл
-
@Дрон91, выложите видео нормально. на ютуб и дайте нормальную ссылку,а не то,что у вас.
1 балл
-
Конечно камера телефона всего масштаба трагедии не передает, но дугу мы поимели знатную. В ценре прогиб более 10см был. Это лесенка пожарная. 63й уголок с приваренными через 30 см ступеньками из 15ой вгп трубы. Труба проварена с двух сторон, уголок обиделся. Были приняты меры для борьбы с поводками. Стойки для монолита и бетонный потолок были за нас. В итоге не струна конечно, но лучше чем было.
1 балл
-
@Сергей Витищенко, пока мы тут сопли жуём по поводу 2.5Din в фильтрах 730,815,820, тестируются, надо - не надо, Оптрель, раз и получите 2.0Din. Плюсом сразу работа болгаркой, светло и нет необходимости использовать такие маски как ТМ1000, 9100FX. Ну а утомляет ли глаза резкий контраст светлого и темного состояний, это вопрос, нужно пробовать в работе!
1 балл
-
Занятную сегодня видел вещицу.Началось с того,что некоторое время назад наладчик припер странную П/А горелку с просьбой заварить.Не вопрос( хотя я такой метод не одобряю).Сегодня пошли со сварщиком в сварочный цех спереть уши и цепи.Смотрю чёт мужики с щитками столпились,а внизу что-то искрит.Присмотрелся- масипусенький трактор ползет с этой самой горелкой.Сильно пощупать и пофоткать механизьму не удалось,но нарыл в сети видос.Ну а уши и цепи применили для домика для баллонов,ибо нам ТБ сказало их на улицу выставить.Конструкция упоротая,но я так вижу)
1 балл
-
@Steelcar,по хорошему химсостав трубы узнать бы,смотрел видео по кастрюли люкссталь,на чермете прибором химсостав проверили ее,а там никеля всего 1%,видимо добавляют,чтоб не магнитилась.Поэтому и с трубами может так же быть,магнит не берет,а по факту даже в чермет не принимают.1 балл