Лидеры




Популярный контент
Показан контент с высокой репутацией 20.11.2018 во всех областях
-
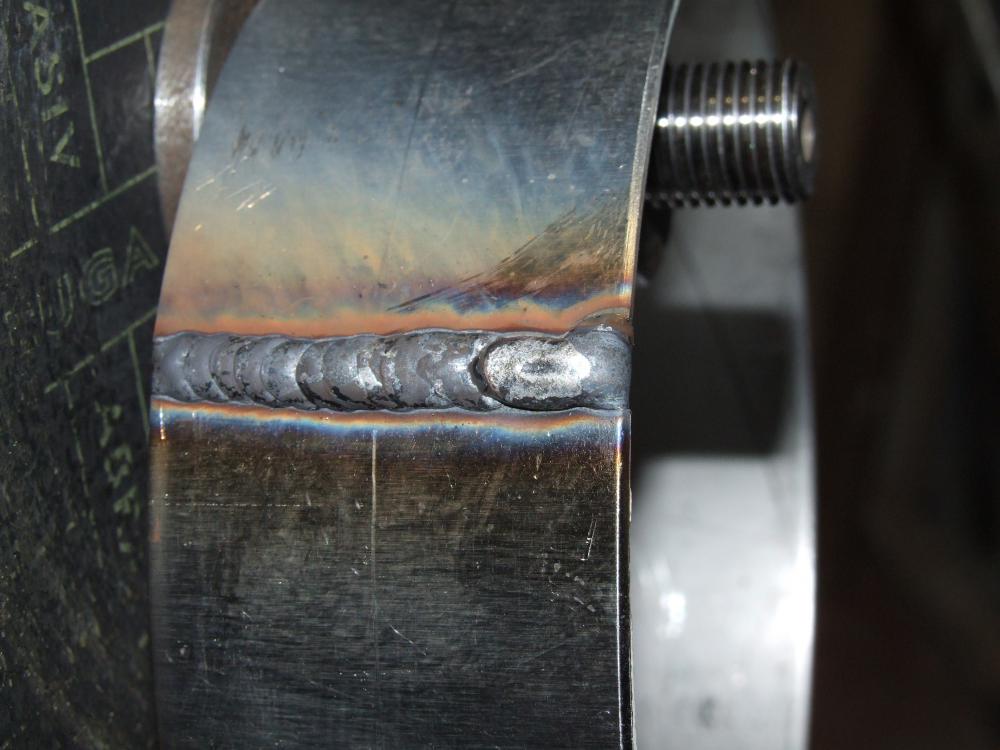
Вспоминая о былом. Бывает сейчас и такую хрень заказывают. Заготовка с ружьём провалялась в гараже три года
 10 баллов
10 баллов -
Бачки радиаторов: Вольво-америка МАН ТГА Наверное, самые легкие по исполнению.
9 баллов
-
Подвесное кресло для себя любимого.
8 баллов
-
Сварка закладных для анкеров фрезерного станка,около 80-ти штук.Запилили простую приспособу- два листа металла с подшипником( есссно приваренным))),набитым термостойкой смазкой-получилось поворотное основание.Ну и простейший кондуктор.Также изготовили ключи,чтобы эти анкера крутить- сварка с предварительным подогревом,ключ Ст45,труба Ст10.Остывание в песке.Я собирал закладные и типо корня проходил маленьким ПА,напарник кемпиком обваривал.Пруты резали и гнули тоже мы ,пятаки слава богам на газорезке порезали.
8 баллов
-
Качельки в детский сад.кто угадает из чего основание
7 баллов
-
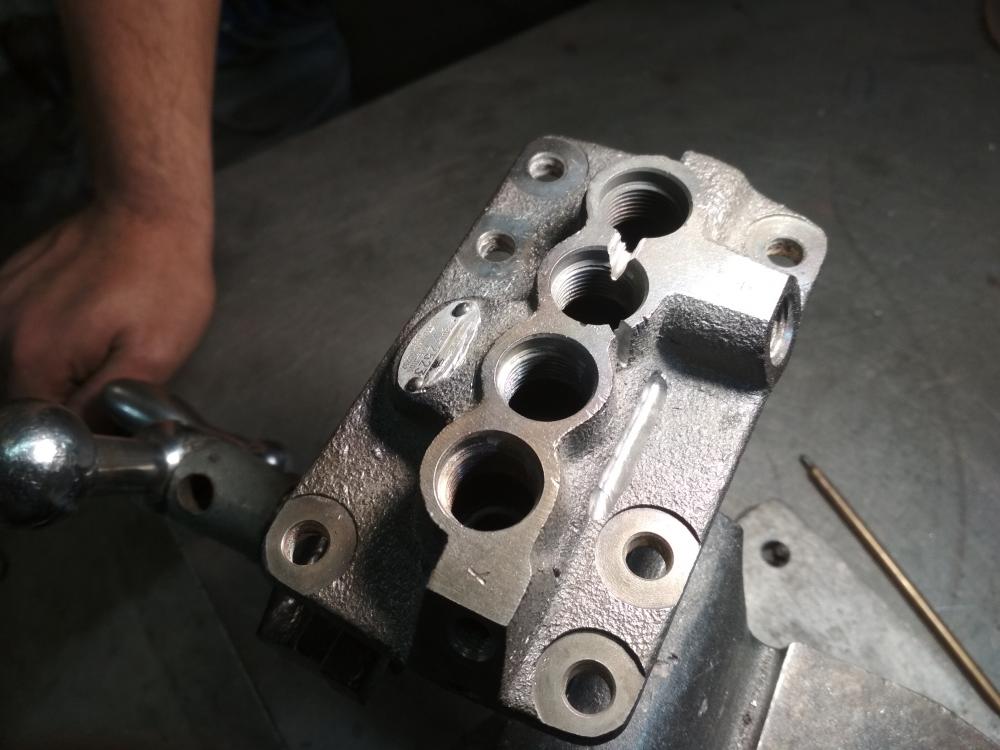
Трещинка,проходящая через резьбу,опасная-надо бы заделать.Так оставлять ее нельзя.6 баллов
-
Сварка - очень многогранна как профессия и каждый из нас может сделать что-то лучше другого и научить. Но в данном случае попытки дискутировать сводятся не к поиску истины, а к ссылкам на непоколебимость личного опыта. Советы я давать не собирался, просто не могу молчать, когда людей вводят в заблуждение. Вот как раз этих людей я хочу предостеречь, чтобы не воспринимали полученную информацию как аксиому.5 баллов
-
5 баллов
-
А к тому , что это более безопасно , тем паче , что это касается человека , судя по проблемным вопросам , не особо дружащим с данным инструментом . Пилить под углом чревато последствиями , я уже не говорю про достаточную толщину "пациента" . У меня за плечами " не один десяток порезанных километров" , но о своём мнении , относительно предлагаемых вариантов высказался выше , потому как даже желания не возникло бы так рисковать . Проще , резаком под нужный угол , а затем болгаркой , или всё УШМ , но по прямой .5 баллов
-
Навес 9000*17000, ферма низ труба 60*40*2 верх труба 40*40*2 косые 40*20*1.5
4 балла
-
Не бойтесь этой резьбы.Трещина начинается от окна,проходит отверстия и заканчивается почти у края привалочной плоскости. Эта трещина должна быть обязательно заварена и, поверьте-здесь не будет проблем. Разумеется, что двигатель разобран и блок лежит у вас на столе. Из сварочного материала будет нужны ПАНЧ и МНЖКТ. Сварка-на холодную. Напряжений и, следовательно, трещин-в этом случае не будет. К виткам резьбы-подходить только МНЖКТ. Посмотрите, такую резьбу наплавить и восстановить-нужно около 20 минут. Естественно, что есть граверы с алмазными кругами и другими нужными насадками и прочие инструменты.
4 балла
-
4 балла
-
Для меня - это тоже рядовые будни , а не разовая акция . Поэтому и советую , избегать этого , без лишней необходимости. Я и пластину отрежу под углом , но не буду этого делать .
3 балла
-
@Димит,Не поленился,сейчас на обеде наварил- зачистил.Присадка CuSn ф1,6 мм с бобины П/А.Ток 125 А,режим линейный.Но похоже и обмоточным проводом получится.
3 балла
-
Я же не сказал, что это критично. Я сказал, что это не удобно. Для человека, который достаточно хорошо понимает смысл настроек полуавтомата, особой разницы нет. Хотя, мне лично удобнее корректировать напряжение. Для новичка, который привык к двум крутилкам -подаче и напряжению это может стать затыком в голове, из за которого он не сможет нормально настроить ПА. Если это устраивает и производителя и продавца - это их дела. Что касается пользователей, человек почитав эту тему, обратит внимание на данную особенность этого полуавтомата и хоть в настройках не будет путаться. Вот, мы к сути вопроса и подошли. На проволоке 1 и 1,2 всё просто - указываешь предыдущий диаметр и получаешь оптимальную дугу. Коррекция в плюс и в минус есть. А для 0,8 надо коррекцию подачи в + 40 % скрутить. То есть, короче дугу уже не сделаешь. У EWM коррекция по напряжению + - 5 вольт, если надписям на морде верить. Этого с запасом хватит для настройки любого режима.3 балла
-
Совершенно верно. Я вообще не понимаю таких вывертов, как наклонные резы болгаркой. И еще не понимаю полезности разделки полос 100*10. (Если не ошибаюсь, это 10 см ширины и 1 см толщины?. В чем практический смысл тренировки на таком железе?) Возни с разделкой будет больше, чем эффекта от тренировки. Толстый металл варить легче, он прощает ошибки с током - а потом что? Опять на тонкие трубы - и все по новой? (На видео любят снимать сварку толстого металла - так накосячить сложнее )3 балла
-
Лично я бы не рискнул на этом работать . "Распустить" лист 230-й болгаркой "любой Лугой" , а вот на обработку фаски , желательно , взять хороший зачистной диск ( к примеру , Хилти , не реклама ) . Будет быстрее , безопаснее и качественнее , чем рез на сомнительных конструкциях и в разных плоскостях .3 балла
-
Я бы посоветовал посмотреть цены сначала здесьhttps://www.google.ru/search?q=операция+на+глаза+стоимость&oq=операция+глаза+стои&aqs=chrome.1.69i57j0l3.7349j0j7&client=ms-android-samsung-ss&sourceid=chrome-mobile&ie=UTF-82 балла
-
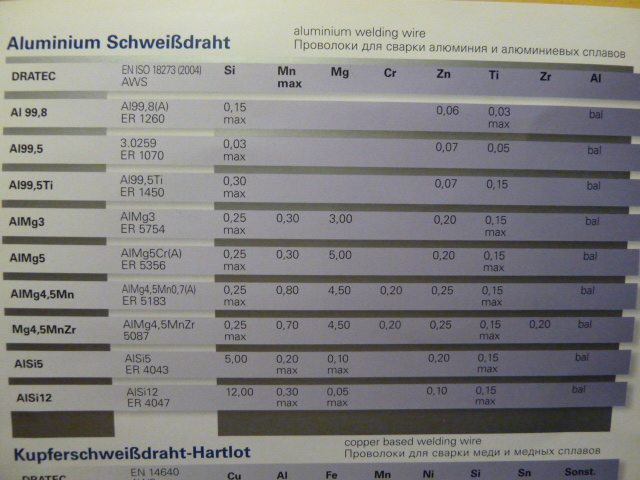
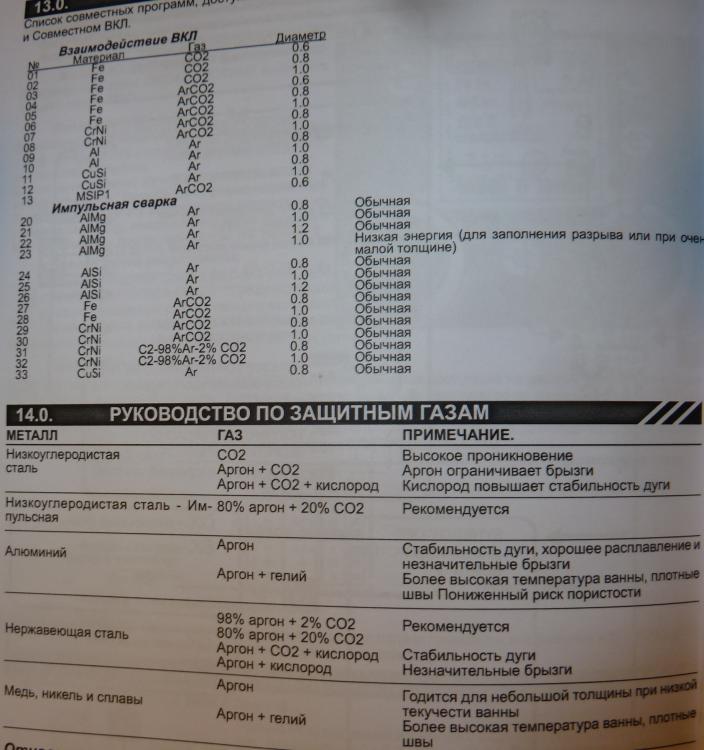
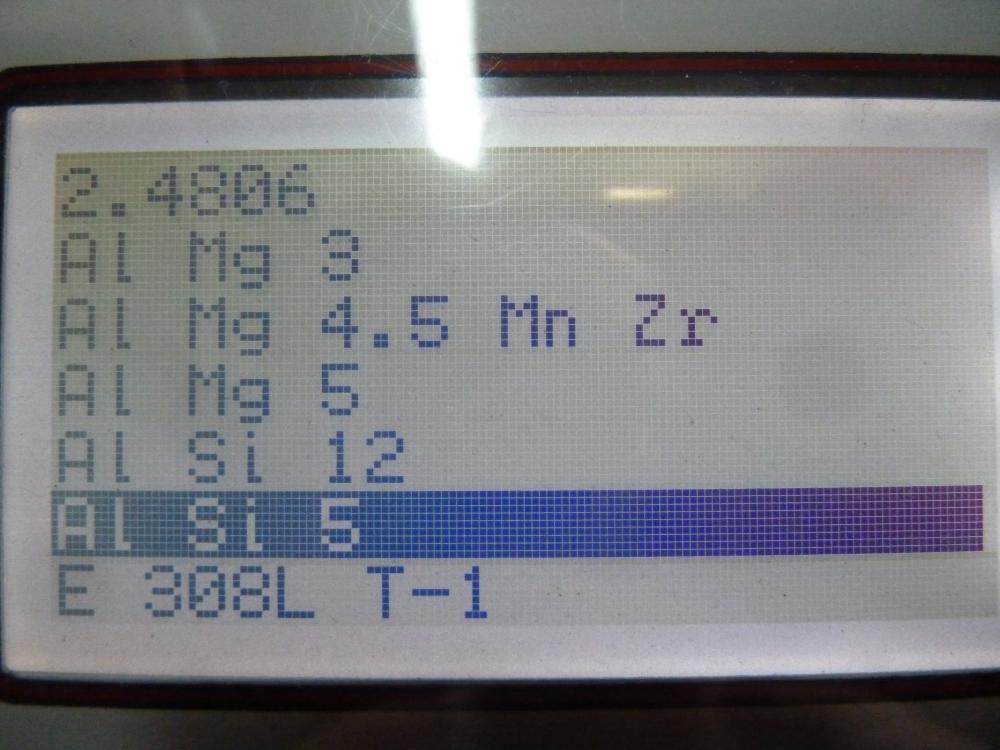
Сергей AlSi5 и есть АК5 и на Хелви обозначена просто AlSi и только по диаметру в программах разница и вот есть еще AlSi12 но думаю все в этих же программах с коррекцией . У Меркле есть различие в программах между ними , но это и понятно другой уровень ПА и считайте промышленный но варить можно в любой программе с коррекцией и не будет проблем.
2 балла
-
Без последнего пожалуй даже и рассуждать то не о чем.2 балла
-
@Миротворец, Саша,здесь некоторые вещи надо разнести по своим местам. Я с этим не согласен-достаточно спорных моментов.Техника сварки на высоте,но..теория нет.Думаю,что Олег прав - здесь очень много спорых моментов.2 балла
-
Она не может быть желтая,как латунь. ..медь с добавкой кремния для текучести...примерно,как гравий в цемент,то бишь кремний в медь2 балла
-
А получилось наоборот. Вот инвертор, который позволяет не забивать голову. У него коррекция напряжения есть. Только ток меньше и цена выше. У того же Меркле, как Валера упоминал, по умолчанию коррекция напряжения выставлена. И только через второй уровень меню можно переключить на коррекцию подачи. Это - для гурманов, таких как Валера . И при условии, что базовый режим практически в идеал попадает. Это я к тому, что если приведённые выше цифры не убедили, может хоть примеры убедят. . Производители EWM и Merkle - явно не идиоты. От такой "крутой фишки" в пользу конкурентов отказались. . К вопросу цены - от того, что корректировать и выводить на индикатор, цена не зависит никак. Это решается на уровне прошивки. У меня только одно соображение по этому поводу имеется. Производители Helvi не самостоятельны в принятии решений. Кто в хозяевах за этим брендом стоит - мы не знаем. Может та же EWM лапу наложила. Вот и добавили ложку геморроя в бочку мёда. Иначе он Pico по всем параметрам уделает. Ну не могут люди, которые такой аппарат сделали, банальных вещей не знать.
2 балла
-
Вау вау, чуть по-медленнее. Я записываю. За вами не угнаться. Постараюсь по порядку для всех ответить. 1 Я не благодарность от италии или для италии хочу. Мне хочется понять что нужно и кому чего мало и в будущем учитывать при помощи подбора оборудования или даже с производителем совместно устранить эти проблемы на будущее, если это действительно проблемы. 2 Насчет форсажа дуги, то +40% это даже не мало и может много. Ведь этот параметр не только в процентах но еще и длительность действия самого форсажа регулируется и время на спад, для возврата к установленному номиналу. Поэтому не нужно больше, т.к. дуга может гореть долго с минимальной подачей проволоки, что может тупо перегреть наконечник и приплавиться. Хотя как тут успели заметить, что действительно некоторым это даже мешают и даже на выставке просят выключить. А некоторым и наоборот, почти на максималку надо выкручивать. У каждого свои предпочтения. 3 теперь по самому главному. Коррекция высоты дуги. Я что пытался донести, когда второй ручкой добавляем скорость подачи проволоки, т.е. в + крутим, то дуга уменьшается. Высота дуги конкретно регулируется и это не только видно но и ощутимо для увеличения разбрызгивания. Так же если в "-" крутим, то высота дуги на столько высокая, что капля с кончика токосъемника падает. А если перегреть то и может приплавиться. Поэтому один клиент даже подточил наконечник сделав его короче, чтобы на максимальной дуге работать. Так вот я к тому, что все регулируется и еще раз говорю, что напряжение дуги или скорость подачи проволоки на дисплее дают равный результат. По сути. Это как завязать глаза и кушать привычное и все начнут ощущать совсем другое, т.е. говорить о новом. Хотя все старое и давно избитое. Да, инвертор сделал так, чтобы минимум голову забивать в настройках. Если взять трех фазный, то там весь функционал импульсной сварки со всеми привычными настройками. Тут производитель сделал упрощение процесса, что лично мне нравится, хотя конечно и бывает, что мешает это. Но тогда надо действовать так: отключился от привычного и просто доверится аппарату и крутить ручку регулировки толщины (тока-напряжения) и только в малых значениях пробовать крутить скорость подачи проволоки. Конечно надо понимать, что критичные значения, в малых толщинах, где нерж 0.5-0.8 или алюминий и проволока 0.8, делают ограниченный процесс сварки в плане настройки. Но если взять любого другого производителя, то мы получим не лучше, а обычно даже хуже результат. И главное, что если сравнивать тот же Меркле, то вы сравнивайте с 220В (однофазными). А то начинается сравнение 3-х фаз с однофазным. Это не верно. Для вас, для меня кажется, какая разница, а вот более глубоко изучив процесс, я понимаю, что есть. Конечно дойдя до некоторого не понимания, я общаюсь с производителем и глубоко изучаю процесс, что можно чего нельзя и почему. Поэтому в данном случае я и прошу не сравнивать не сравниваемое. Хотя конечно что тот П\А, что другой П\А. Но стоимость различается не просто так и не только в стоимости компонентов разница, а в реализации есть сложности и тут накладывает собственную конечную стоимость. Например у нас ТР220 не будет иметь двойного импульса, т.к. сложность процесса не возможно реализовать на том, что в базе ТР220. Нужны другие компоненты, что не возможно разместить в стандартном корпусе. Поймите правильно, в ТР220 импульсный режим работает во всем диапазоне для всех материалов и почти со всеми хотелками. И это не многие могут сделать. При этом и цена еще более или менее доступная. Конечно не за рубль и не за два. Но функционал и возможности не оставляют без положительных эмоций ни кого. 4 SWP, это набор внутренних настроек которые имеют в себе определенный набор различных параметров для той же толщины материала. Меняется в некоторых случаях очень существенно режим сварки. Поэтому если SWP использовать, то можно получить и подобрать значительно проще результат, чем крутить в большом диапазоне скорость подачи проволоки. Но как выше писал, что конечно на предельно минимальных параметрах есть ограничения. Но на минимальных толщинах и минимальных режимах, получить EWM заявленный COLD ARC возможно и тут. Только конечно надо приложить немного знаний и усилий. Но это не сложно. 5 обратите внимание, что качество проволоки и газа так же может сказаться на конечном результате. Особенно это касается алюминия. Я лично испытал это на себе. Когда еще неделю назад все было замечательно и после повышенной влажности (затопили), я не могу варить. И зачищал и прыгал... Но проволока превратилась в утиль. Пришлось покупать новую катушку алюминия. Я взял старый алюминий и попробовал на ТИГ, результат такой же не удовлетворительный. При этом это очень хорошо видно, когда проходишь без проволоки и потом добавляешь проволоку и шов черный и не ровный. Хотя ни белизны ни других признаков окисла на проволоке нет. Так что тут как оказалось не в аппарате дело. Хотя я сам начал на него грешить. Сами понимаете, что все ранее использовал и все было хорошо, а тут на тебе и ни чего не получается. Ни кого не обделил? P.S. насчет 1.2 и 0.8, для одинакового результата, получения усиления, на проволоке 0.8 нужно больше ее подавать. Не знаю на счет нержавейки, тут надо по факту смотреть на результат, может в проволоке проблема. Но для алюминия это может быть существенным, если качество проволоки не удачное, то количество окисла значительно больше и шов чернее получается. Если проволока чистая и свежая, то тут разницы практически нет. А вот на грязном сильно и очень сильно разнится!!! И направление сварки так же разнится для нержавейки и для алюминия. Направление сварочной горелки относительно шва, очень сильно влияет на конечный результат (углом вперед, углом назад). На AlSi5 это явно очевидно. На AlMg5 не сильно видно, т.к. выгорающий магний оставляет черный след. На кремниевой проволоке можно получить абсолютно светлый шов, как после ТИГ. По нержавейке, такое замечание. Когда используете проволоку 0.8 на больших токах, то как ранее говорил, вы ее перегреваете. Используя проволоку 1.2 вы делаете более холодный режим, шов быстрее получить светлый. Конечно не как в ТИГ но не черный пережженный. Поэтому и процесс получается более стабильный.2 балла
-
Если двигло с катера, то ребятки очень будут настаивать, что бы сварка велась не снимая - лесом таких. Дремучим.2 балла
-
Ну тогда не молчи, рассказывай, мы все во внимании.2 балла
-
Сегодня столкнулся с новой формой работодателя - дистанционно скрытый))) Суть в общем такая. Работает с нами паралельно чудо одно. Начальник ремонтного цеха деревообрабатывающего помирающего завода имени попы мира. По совместительству брат представителя заказчика. Ну как работает, люди его за оклад делают то, за что берется денег больше чем отдается им на зарплату. Типовой упырь. Занимается металлоконструкциями, причем все что мы видели у этих любителей сложных форм - резак и сварочник. Монтировали они загогулину в виде большого кристала, на выходных. Брали наш кабель( переноску), очень она всем нравится( кг4*4). И лестницу, то же успехом пользуется, ибо там из инструмента у всех только руки в основном. Ну брали и брали, не жалко ... но на место не поклали! Кабель нашли легко, от рубильника, он жестко к пакетнику подключен. А лесенку нет. Звоню представителю заказчика, он присылает этого самого клоуна что бы тот вернул нам лестницу. Тот по приезду начинает быковать, мол кто я, кто вы сами бы нашли и т.д. и т.п. Посылается в лес. После чего выдает- " Да вы вообще должны мне спасибо говорить что тут работаете! Потому что я от этой работы( которую делаем мы и от которой отбрехаться не смогли) отказался!" Батя позвонил шефу. После чего брат( представитель заказчика) этого чудовища приезжал с извинениями.2 балла
-
Просили как то тему одну на тубе ребята, может кому пригодиться, если кто не знает Просто задрали меня некоторые товарищи, типа ты покажи сварку свою на видео, как варишь и мы поймем все, че ты тут рассказываешь нам. Вот и решил показать сварку. Не судите строго, ну просто задрали меня. Да кстати, в самом начале увидите красные шарики, которые вращаются в сварочной ванне, это грязь, которая там плавает. Намеренно сделал это, что бы было понятно, как закручивается металл. Когда мы его подкручиваем разными колебательными движениями, словно подмолаживаем св.ванну, что бы не стояла на месте и при усваивании ее в целом шов ложится красиво. https://www.youtube.com/watch?v=TrZ6ujA8GaQ
2 балла
-
2 балла
-
2 балла
-
Ещё один танк сделал.Длинна всего танка со стволом 52см. Ширина 16см. Правда вес получился 7,5кг.Когда танк уже был готов и покрашен на полке увидел ещё одну пепельницу.Та под которую делал была прозрачная а нашлась из тёмного стекла. Вроде с виду они одинаковые. Решил поменять прозрачную на тёмную. В башню вошла как родная и даже крышка закрылась. Ну думаю вот и отлично. Ещё раз решил проверить как смотрится новая пепельница. Открываю крышку а фиг вам. Она не открывается. Новая пепельница скорее всего немного выше той под которую делал. Танцы с бубнами не помогли. А ломать уже покрашенную крышку жалко.Крышка открывалась примерно на 1см. Принял единственно правильное решение. Небольшим зубилом к едрене фене расколол пепельницу. После этого крышка открылась а остатки пепельницы поехали в помойку.
2 балла
-
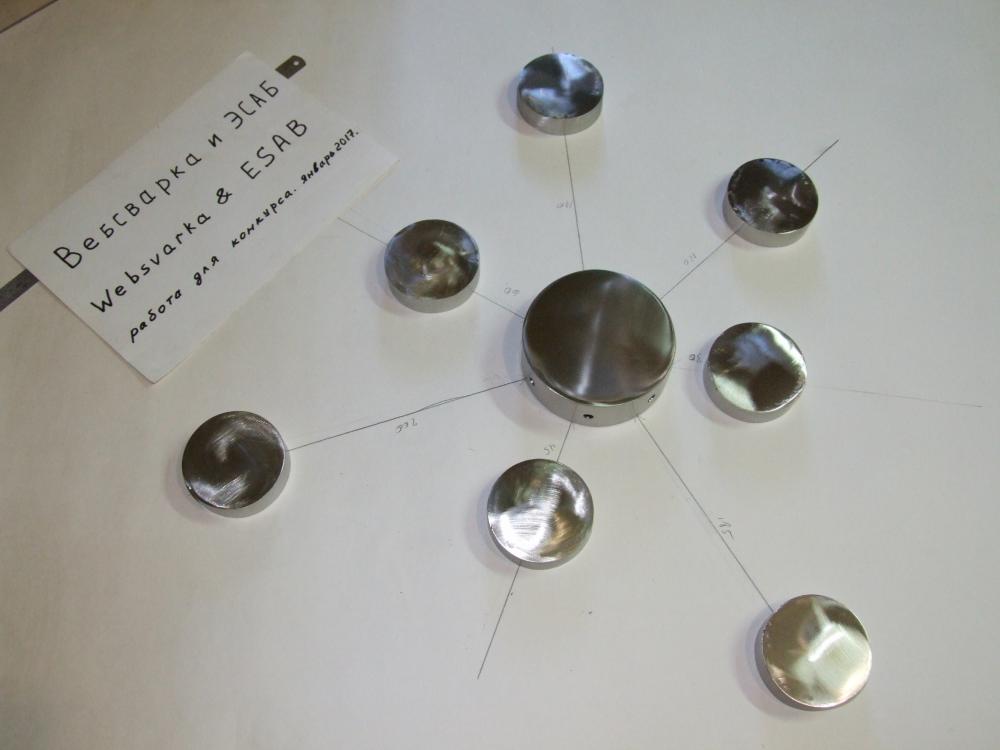
Конкурсная работа №16 в рамках Конкурс сварщиков «Подарок себе» Генеральный спонсор конкурса Компания ЭСАБ — один из мировых лидеров в области производства оборудования и расходных материалов для сварки и резки. http://websvarka.ru/images/forum/esab_logo_250.png Всем привет! Коротко по сути. Начался у меня в прихожке ремонт. Причём как то самопроизвольно и неожиданно. Поскольку бетон , особенно потолок, долбить лень, купил я накладные светильники под светодиодную лампочку. Но как то они не прижились, то дверям антресоли мешают, то не красиво. Дырки под встраиваимые пришлось таки выдолбить. А 7 накладных осталось не у дел. Пришла мне в голову светлая мысль - сделать из них люстру в комнату. А то там уже много лет лампочка на проводе. Когда то светильник был, с советских времён, за 5 рублей. Абажур из пластика от времени рассыпался, а патрон висит. А тут ещё и конкурс начался. Чтобы не отмазался. А то я думал летом этим заняться. Раз всё совпало, буду делать сейчас. Хотя, чует моё сердце, не к добру это. С этой люстры начнётся и в комнате ремонт. Поскольку, как говорил наш премьер, денег нет, а держаться надо - люстра будет по мотивам песни на стихи Танича, которую Алёна Апина пела. Я его слепила, из того, что было... Пошарил в гараже, из того, что нашёл и буду делать. Ну, и тем , что есть. ПА, дрели, болгарка, наждак. Придётся постараться обойтись без токарных работ, а то люстра золотая будет. Ну и делать буду в той же прихожке на табуретке. Начал делать. От использования готовых светильников отказался - проще всё из нержи сделать. Мало того, что с креплением заморочка, так ещё и с цветом увязать надо. Проще всё из нержи сделать. Купил панельки под лампы, надеюсь, за неделю приедут. Как раз и люстра готова будет. Пошёл к другу, нарезал металл, ободрал блины на наждаке по риске до круглого состояния. Сварил верх, который к потолку крепится и низ, из которого рогульки торчать будут, осталось зачистить. Как на зло, углекислота закончилась. Надеюсь, завтра привезу и продолжу. Надо ещё рогульки сделать, всё зачистить и собрать. Самая муторная часть работы - зачистка. Ещё чуток почищу, и буду собирать. Осталось с формой определится. И место теперь явно не соответствует . Потолок делать надо. P.S. Мельком просматриваю другие работы. Очень хорошие и много! Глаз радуется. Мне явно место в десятке не светит Зато наконец люстра в комнате появится. Спасибо Esab за волшебный пендаль. Собирался летом делать, а что летом будет, один Бог знает, да и то, сомневается. Целый час с женой туда - сюда тасовали тарелки. Наверное как то так будет. . Пойду я трубку резать... Получается как то так . Вид со стороны потолка. И сбоку. Всё! Большое спасибо @metromaxi и @Рабиндранат Кагор , черноту легко и быстро удалил благодаря их подсказкам http://websvarka.ru/talk/topic/3369-ochistka-svarnykh-shvov-nerzhaveiuschej-stali-ot-chern/page-3?hl=%20%D0%BE%D1%87%D0%B8%D1%81%D1%82%D0%BA%D0%B0%20%20%D1%88%D0%B2%D0%BE%D0%B2 И Esab за волшебный пендаль .
2 балла
-
@Schlosser, в Харьков они отправляли почтой, думаю и в Мариуполь отправят. Если дорого, можно до Донецка, а у меня уже заберёте.1 балл
-
@Schlosser, цифры конкретные в рублях, сколько готовы отдать?1 балл
-
@Schlosser, Упрочняющая наплавка (с)1 балл
-
да и мне понравился. Не знаю, может прошивку поменяли. Как будто о разных аппаратах речь ведём. У этого дуга 3 мм если ему указать диаметр проволоки на 0,2 меньше . Если соответствующий и коррекция по нулям - длиная.1 балл
-
Да в сущности я загуглил,помню просто,что у нас тракторами котлы цестерн варили,вот и перепутал с трактором.)Вообще заводик занятный был- делал и лопаты и газовые котлы и горелки АРЮ- 2м.А так-же БТРы и обычные вроде ЖД вагоны рефрижераторы,но с необычной начинкой)))1 балл
-
@Точмаш 23,т.е. вопрос был из разряда "что больше весит, кг.пуха или кг.чугуна?" )1 балл
-
@КотШайтан, Это чем не устраивает? https://www.google.com.ua/search?q=%D0%A1%D0%B5%D1%80%D1%82%D0%B8%D1%84%D0%B8%D0%BA%D0%B0%D1%82+%D0%BC%D0%B5%D0%B6%D0%B4%D1%83%D0%BD%D0%B0%D1%80%D0%BE%D0%B4%D0%BD%D0%BE%D0%B3%D0%BE+%D1%81%D0%B2%D0%B0%D1%80%D1%89%D0%B8%D0%BA%D0%B0&rlz=1C1AOHY_ruUA774UA775&oq=%D0%A1%D0%B5%D1%80%D1%82%D0%B8%D1%84%D0%B8%D0%BA%D0%B0%D1%82+%D0%BC%D0%B5%D0%B6%D0%B4%D1%83%D0%BD%D0%B0%D1%80%D0%BE%D0%B4%D0%BD%D0%BE%D0%B3%D0%BE+%D1%81%D0%B2%D0%B0%D1%80%D1%89%D0%B8%D0%BA%D0%B0&aqs=chrome..69i57j69i61&sourceid=chrome&ie=UTF-8 Хотя, исходя из своего 10 летнего стажа в забугорье он никому и нафиг не нужен. Все эти сертификаты развод на деньги и ничего путного он не дает без знания языка, профсленга ну и умения варить1 балл
-
Съездил обследовал пациента. Печальнее всего трещина в резьбе. Уходит на 2,5см. Блок разморозили. Трещина по водяному каналу, основные элементы не задеты. Снаружи блока идет маслянная ванна, т.е. между двумя головками. Именно по этому @selco, ирешил что блок алюм. Решили на резьбовое отверстие не лезть (решение хозяина и его моториста). С меня только обварить размороженный водяной канал.
1 балл
-
@SergDemin, ну а что, прям так критично? Я вот по Меркле разницы бы и не увидел никогда, не столкнись с крайними значениями коррекции, где как раз таки «по подаче» и спасло! А по настройкам все одно, для уменьшения длины дуги коррекцию напруги крутишь в «-«, по подаче «+»1 балл
-
@Виталий С 31, голова работает!!!!! Но я когда смотрел, аж щурился! Послушайте ораторов выше, выбросьте эту затею из головы. Такой метод обработки металла, обязательно вас накажет. Ну или кого-то другого, кто насмотревшись, начнёт повторять.1 балл
-
@BelaZZ, а зачем делать двойную работу? Распускать, а потом фаску? Человеку для учёбы нужны полоски стали с разделкой. Отпилил косо перевернул отрезанное, вот и разделка! А приспособы делает каждый как ему нравится или не делает. А если говорить как лучше, то определённо лучше иметь заводские станки, но их нет у тех кто только начал учиться и ещё болгарку не освоил.1 балл
-
Ого накатали. Блок с какого то катера v- образный. Сказано что чугун. Завтра поеду обследовать и выносить вердикт. Говорят что тосол течет. Про масло ничего не говорили.1 балл
-
@Димит,нагрей до красного цвета и сразу брось в воду медь станет очень мягкой и всё будет коваться.1 балл
-
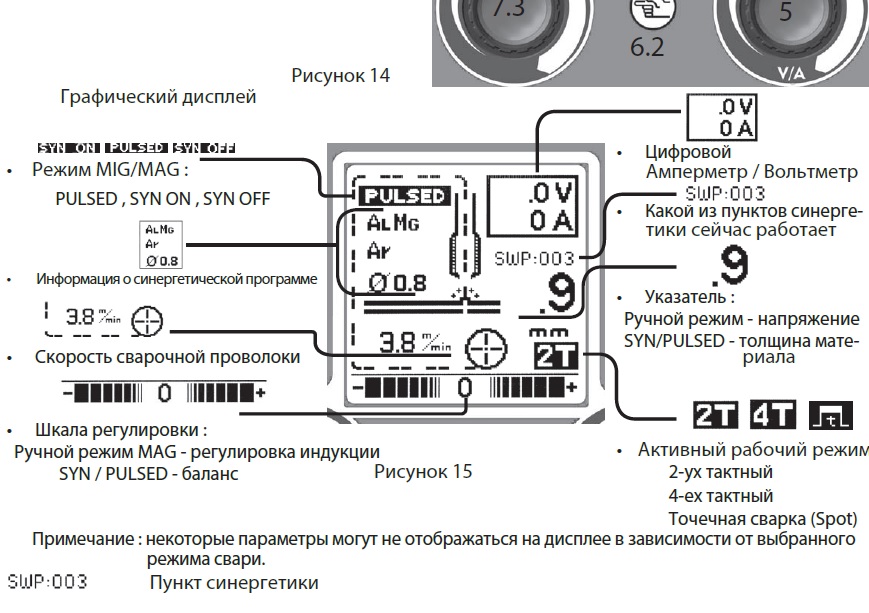
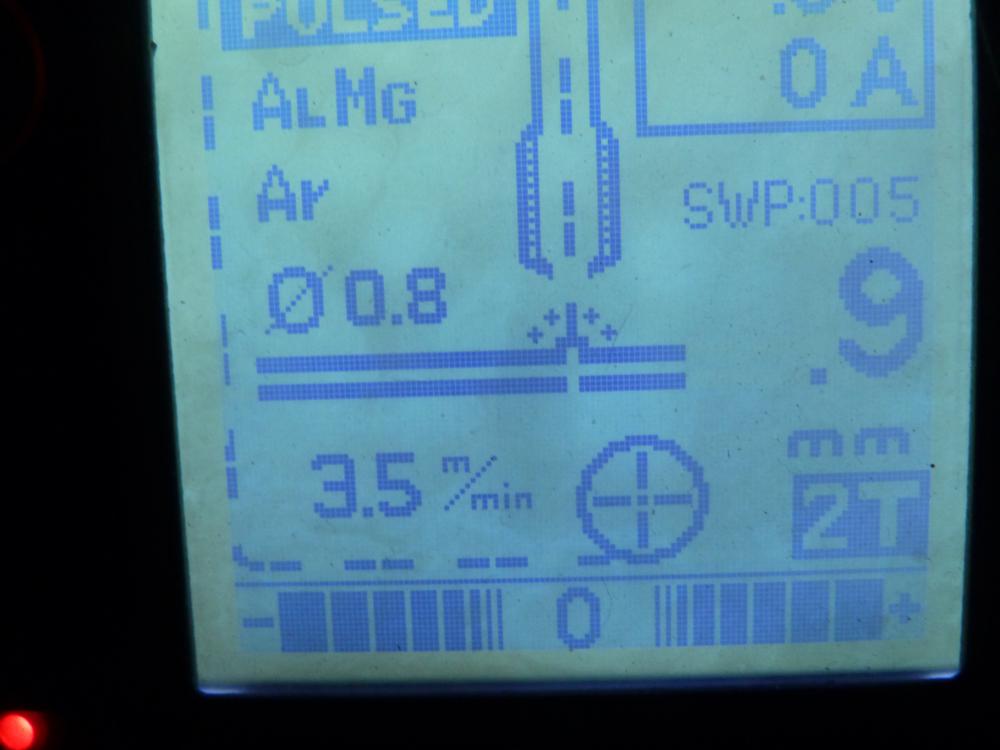
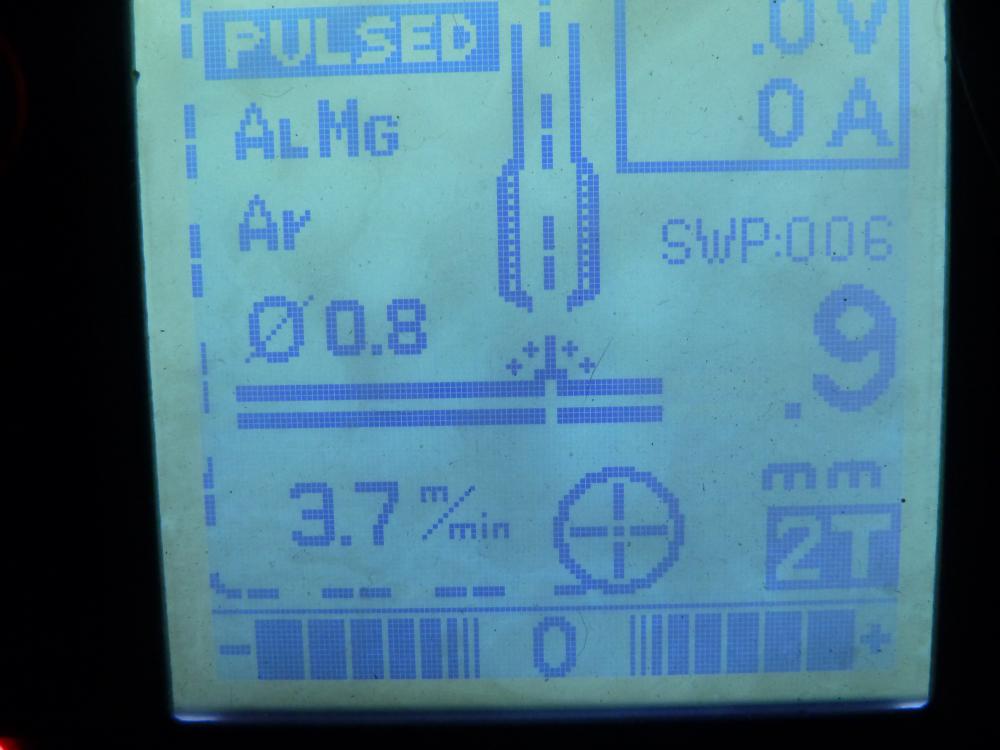
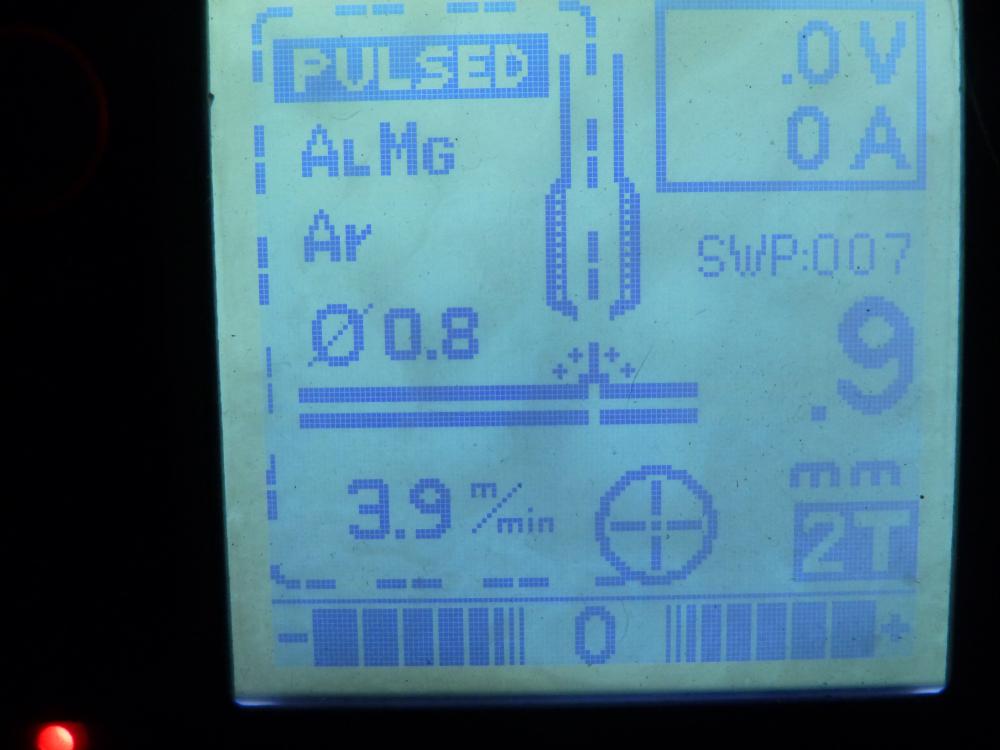
Виктор , ну наверное форма импульса изменяется или еще чо , и вот на некоторых программах есть 3 варианта на некоторых 4 . Ида работает и это видно по дуге. SWP толщина .8 то есть 0,8мм а вот тут уже изменилась толщина материала .9 что сответствует 0,9мм и так далее .....
1 балл
-
@Точмаш 23,Виктор , спасибо за критику , рекомендации и советы ! Я к этому стараюсь прислушиваться . На диск планировалась камера и все каверны клиенту были безразличны , как и "параллельности с геометриями" , вкупе с ценой ( тут отдельная тема , и согласился на это из нормальных отношений с коллегой (он посредник)) . Реально оценивая свои возможности , стараюсь не лезть в те области , где моя квалификация хромает , но (каюсь) иначе не постичь чего то нового , поэтому ( амбиции , интерес к чему то новому , подпинка себя от рутины ) повергают в такие вот "проекты" . Темы читаю , мысли складирую , но в реалии ( без практики) - это всего лишь буквы . Коснулся , понял , с учётом критики и замечаний , почём фунт лиха - отложилось и закрепилось .1 балл
-
@Nail02,смотря для каких задач. у меня товарищ в Сыктывкаре два года уже их юзает- сначала один взял, поработал-понравилось, взял ещё один. Изготовляет и ремонтит всё для автотракторной техники-от прицепов до наплавки траков.Телефон могу в личку скинуть. пообщаещься напрямую.1 балл
-
@Serj55441, деталь стальная? перечислительные сплавы не предназначены для наплавки мех.соединений. только как уплотнительные. полуавтомат-обычная св08-г2с эл. сварка-уонии13/55, ОЗН-3001 балл
-
@валера1963,работает при любой полярности,на переменке процесс какой то идет,но очень медленно.А так реально работает.Войлока не нашел,купил салфеток для пробы,полет нормальный.
1 балл