Лидеры




Популярный контент
Показан контент с высокой репутацией 18.11.2018 во всех областях
-
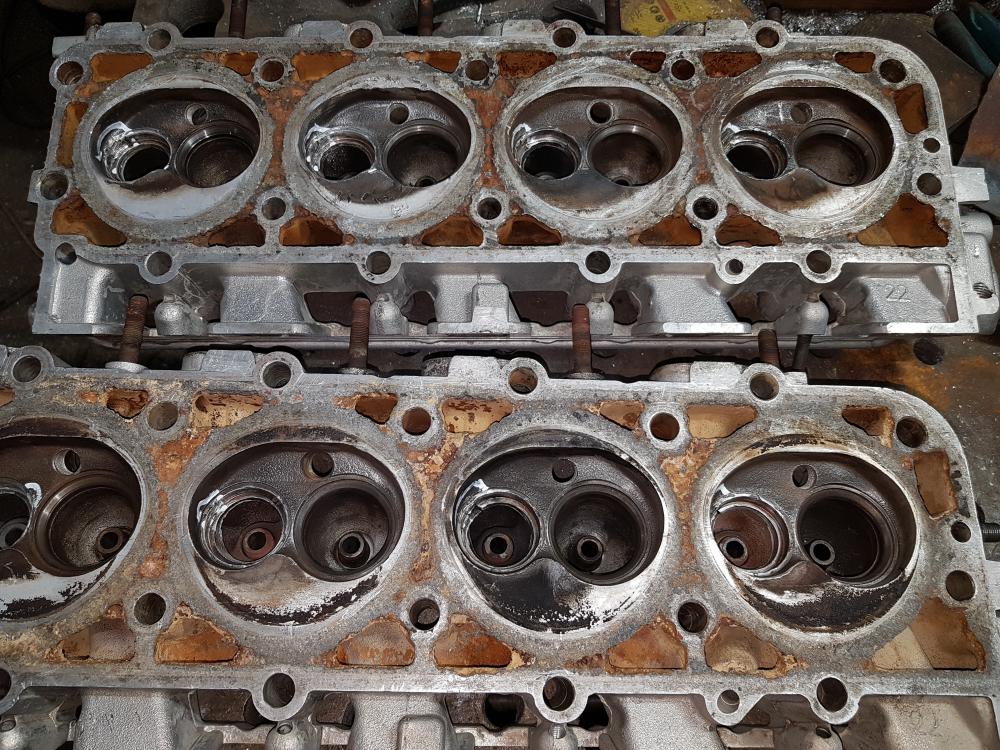
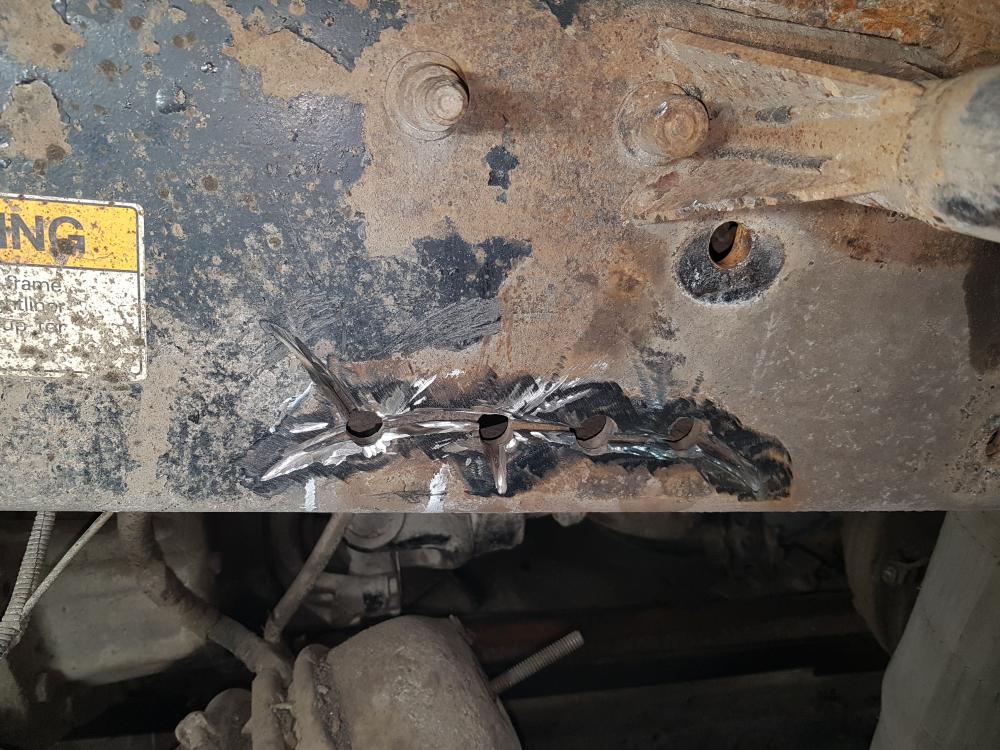
@Глобул, там пристёгиваться было особо не к чему. Трубы световых рамп и подвесов декораций-были отрезаны и просто лежали на вышке и венткоробах. А крепёжные штанги-были прилеплены к плитам перекрытия абы как. Ну её нафиг, такую "страховку". Тем более, что равновесие хорошо держать и группироваться при падении-обучен. За 25 лет работы-было всякое, но обходился без серьёзных травм. Тем более, что в последнее время-отчётливо понял, что пресловутое "Citius, altius, fortius!"-ну совсем не моё. Оттого-всё больше на земле стою. Как то-всякую всячину в гараже у себя починяю. Чугунятинку-ГПН. Легированную сталь-РАДС (присадка-стержень эл-да ЭА-395) Механоиды жгут... Чего я только не видел, но чтоб выпускные сёдла из головок выбивали зубилом(!!!)-впервые. Запортил первое посадочное-остановись... Ведь нет же, так-не интересно, надо ж все 8 покалечить! За что-вполне заслуженно получил по сопатке от владельца ПАЗика, с которого эти головы. Подварил и отправил агрегатчикам, пущай тоже поиграются. Постоянно трудиться на одном месте как-то не получается. Случаются и выезды. Как то на монтаж системы отопления. Смонтировал твердотопливный котёл и теплотрассу от котельной-до дома. Ввод в дом-выполнил РАДС, т.к. дом-деревянный и брызгать искрами-чревато нехорошими последствиями... Несколько позже, как похолодало-подключил и "баньку", которая размером с дом (15х7,5). Уличная часть-РЭДС. Внутри лежак из дюймовой трубы-автогенил. Заодно-помогал газовой пушке греть помещение. Радиаторы врезал уже при помощи РЭДС. Где-то был "простор для творчества", а где-то приходилось поломать глаза... Автомобильные рамы-ну куда ж без них?. Наружные трещины-разделал УШМкой и бормашинкой. Заварил и зашлифовал. Трещины в поперечине абразивным кругом разделывать было неудобно, задействовал строгач. Компрессор-местный, С-415. Как только зажёг дугу-в гараже погас свет... Странно... Перед подключением оборудования-просмотрел электрику, убедился, что автоматы и сам счётчик-на 63 А, СИП-на 10 квадратов.Ну, куда уж с добром-то? Однако же, засада была в вводном автомате (на столбе). Он-на 16 (!!!) А... И опломбирован РЭСовцами. Менять его, упрашивать энергетиков-та ещё история, долгая и печальная... Ну да ладно. Обойдёмся как-нибудь без челобития. Задействуем сварочный агрегат АДБ-3125. Несмотря на несколько морозное утро (-32 град.), агрегат не подкачал. Дело пошло.
 26 баллов
26 баллов -
Довольно любопытный прибамбас. Особенно для резки болгаркой. Свободные руки и думаю не плохая фиксация, а главное быстро. Думаю придуман был за долго до появления болгарок)
15 баллов
-
Я прицепил на прищепке кусок скоч брайта, нормально работает. Катушка кстати без кофра, видимо съэкономила фирма. Канал особо никогда не продуваю, хотя и понимаю необходимость такого обслуживания. У меня частенько дырявятся шланги охлаждения, и приходится брать другой шланг ракет. Сейчас собираем мы на работе платформы для обслуживания промышленного оборудования. Собственно рамы под решётчатый настил. Они на всякие столбики с укосинами и кронштейнами ставятся. Потом красятся и упаковываются с подробными проилюстрироваными инструкциями по монтажу.
11 баллов
-
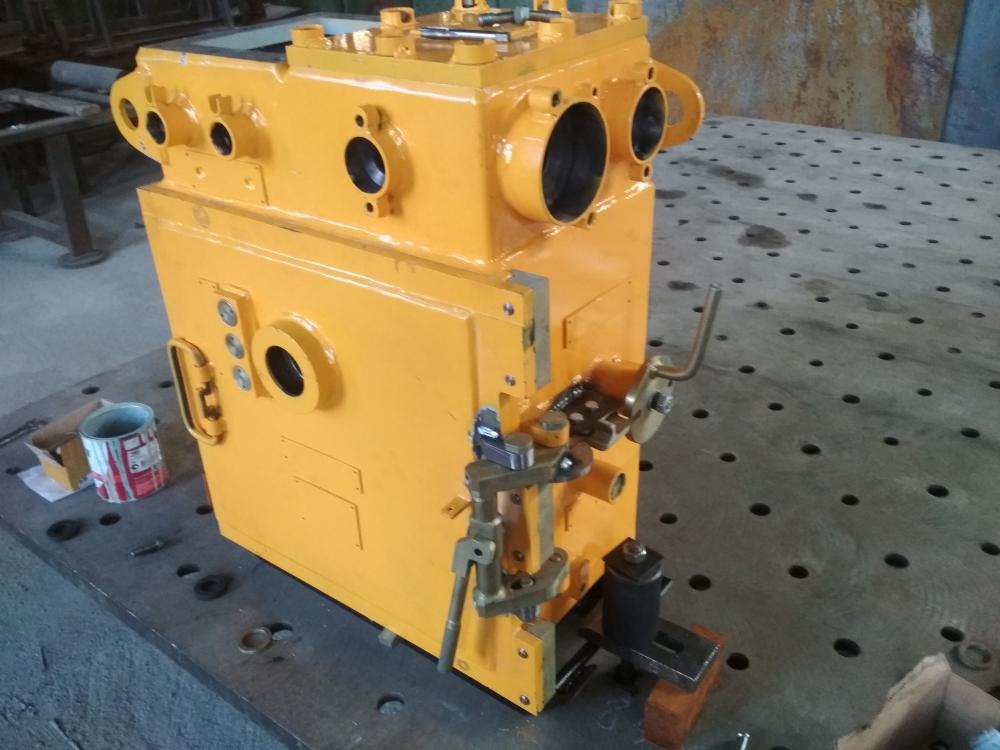
Готовый пускатель-опытный образец .Мал на вид(кг на 100),да... Крышка запирается "на сдвиг" шлифованные поверхности высокого класса точности
10 баллов
-
... было дело: начальник нашел три листа алюминия дал несколько электродов сварить бочку на огород , электродов хватило на четверть необходимых швов , докупать еще жаба задушила, с кличем : ты же коммунист, придумай что нибудь , ну и пришлось , начал газовой горелкой,продолжил резаком , присадка эл.провод , благо еще флюс на основе хл.лития остался от ВПК СССР .7 баллов
-
Вся беда в том, что укупить новые стволы не выйдет. Ибо это фирменная(когда всё это покупалось санкциями так сильно не давили) лафетная пожарная установка, стоящая охренительных денег( ну, так говорят в бухгалтерии) По поводу понимания... на всей базе в сварке понимают полтора человека, и это не начальство. По поводу купить источник... Есть Реестр ОВП АК "Транснефть". Если аппарат в нём не состоит он не покупается. Я больше скажу. Покупают такую лабуду, что диву даёшься. С расходниками вообще беда. У меня практически нет металла толще 6-8 мм, в основном 2-4, так они закупают электроды в таком порядке: 2,6-10 кг, 3,2-10 кг, 4-20 кг. У меня той 4-ки уже полсотни кило, мне её солить что ли? Я три года пытаюсь им объяснить, что мне нужны электроды ОЗЛ-8, а не ЭА-400/10У. Короче жесть. Всем спасибо за участие, за ответы. Всё принял к сведению. Будем думать.6 баллов
-
@Спанч Боб,Доброго дня,сварные швы так не накладывают,то что у Вас получилось это брак. Выбирайте дефектный сварной шов,при накладывании сварочного валика на предыдущий перекрывайте его на 1/3 ширины,при этом заподание между валиками сварных швов не должно быть больше 1 мм6 баллов
-
Тут главное с себя ответственность снять в случае чего, а то у нас любят виноватить уборщика аэропорта в случае падения самолета.6 баллов
-
Маститые корифеи выбора оборудования-четко знают, где зашита в настройках функция [откат]))) У ево не обнаружили)))6 баллов
-
5 баллов
-
@Фунтик, Да мы частенько конструкции для "улицы" шлём на оцинковку. Как правило под Таллином их "купают" в ванных с цинком, иногда дешевле и/или быстрее отправить в окресности столицы Латвии. А эти рамочки скорее всего в цех пойдут. Но не факт, сейчас на века не конструируют. Обородование отслужит свой век и его демонтируют. А как его будет эксплуатировать вторичный пользователь - то никого не касается.5 баллов
-
Усе ,,,усе ... Мужики , заканчиваем !!! , и ждем ПА EVOSPARK на тесты да и у Сергей тоже покажет все . Ну и разбавлю все это парой фоток с выставки и пусть они напоминают что тема Evospark.
5 баллов
-
Во -первых,без горячей правки на станке это не надо делать.Правка,без нужной температуры подогрева,приведет к надрывам в сплаве.Это кто-нибудь учитывает?5 баллов
-
Доброго дня. Если бы вело к попадалову тех кто является инициатором лажи, то я только за. Но так бывает редко, лишь в местах с полноценным контролем. Там где контроля нет, брак порождает цепь проблем с непредсказуемым результатом, но чаще всего так и остается условно невидимым. Возвращаясь к своим баранам, что бы далеко не ходить. Долбаная конструкция. Мало того что практически все косое и кривое, так еще неправильно промаркировано, что тоже вносит прелесть в работу с нелегкими железками. Фоткать все не было ни времени ни нервов. Вот так например сходились элементы. Приходилось вырезать направляющие пластины что бы одно в другое влезло. Причем задние ноги стыка по вертикали в норме, но не дошли до стыка слегка) Потому что передние сели на шов. Решить то это все можно, разметив, вынув, подрезав. Но когда меня просили (именно просили) это собрать, сказали что там все в идеале и это просто детский конструктор. Резьба на связях кривая, а в талрепе сделанном из кругляка ее вообще по 5см с каждой стороны. То есть ход связи не превышает 7-8 см при том что связи длиннее на 20см, минимум, реального размера диагонали рамы. Отверстия в элементах, где тупо промаханы по размерам, где ушли из за поводок, потому что просверлены до сварки. Самый безобидный стык резьбового соеденения. Причем сильно ничего не подтянешь, ибо четыре свареннах в раму профтрубины 140*60*5мм, можно подтянуть разве что экскаватором. Да и целесообразность натяжки под вопросом, ибо не ясно, приведет это к проектному положению или уведет от него. Короче хочешь что бы вышло ровно - перемеряй все!!! А это порядка 200 элементов сделанных чёрти как. Короче экономия болтов из за сварки там где ее быть не должно на лицо, но под наши руки. Болт закрученный гайковертом требует меньше времени чем сварка. Но кого это волнует? В итоге шеф на мои стенания сказал - ну вышло же нормально! Ну а чего, картины с близи не рассматривают - сюжета не видно))) Изготовителю за сие чудо заплачено полтора ляма и в десять раз меньше нам за сборку. Осталось пол дня - день обварить. В итоге с учетом исправления фундамента, разгрузкой, битвой с косячными элементами уйдет семь дней. А если бы все сходилось, собрать можно было за четыре.
5 баллов
-
Тот, кто знает, как варить трубу в аргоне "под просвет")))4 балла
-
Сегодня вспомнил свое самое первое изделие в аргоне, когда первый раз зажёг дугу . Наверное 2012год.4 балла
-
нормальное видео для начинающих чтобы понять как проходит процесс сварки"особенно поворотки и в удобном положении для сварщика".
4 балла
-
Да, этим идея и подкупает, на досуге попробую изобразить. Стал рыть в этом направлении но только более поздние образцы накопал. Но это уже не то, разлет губок маловат.
4 балла
-
Мы в разных странах живем???? Я уже устал повторять что просраны 15 лет и это минимум в подготовке рабочих профессий, вот и пожинаем плоды дичайшего непрофессионализма ВО ВСЕМ. Не же ли не заметно, а?4 балла
-
Оживлю тему . На данном этапе - котельные заморочки , где все СНиПы , ГОСТы и РД "вне закона" , хотя на вопрос , покажите , где есть хотя бы намёк на отличие сварки "воды" от других сред - пустота . Всё и вся делается через ж... одно место и это считается нормой . Начиная от монтажа узлов до самой сварки стыков и действия сделать всё качественно встречают откровенное непонимание , начиная от начальников и заканчивая коллегам по цеху . Меня это бесит и делаю (стараюсь) , как должно быть и , если есть намёк на претензию - время , материал сварочный и подобное , посылаю или перенаправляю к сговорчивым . Высказался . Речь , собственно , о другом . Чем проще - тем лучше . Простота - залог успеха . Ну и прочие "аксиомы" данной методы . Не всегда оно верно , но и нередко , именно , простота - залог качества , скорости и эффективности . При условии минимума затрат и телодвижений , имея на выходе достойный результат - это наше всё . Много букв , суббота , пардон , коллеги Итак , к делу . В нарушение всех правил , "на воде" варят всё , как попало и куда попало . Все мои наработки по монтажу в такой действительности , если не потерпели крах , но потребовали некой коррекции и в итоге монтаж неких несуразностей был переведён в другую плоскость , что не требует каких-либо точных инструментов и прочих приблуд . Достаточно ровной поверхности , будь то стол , кусок швеллера или иная плоскость , даже в ограниченном пространстве . Ну и минимум инструмента . На снимках постарался детально изобразить весь процесс , так что комментировать , в принципе , нечего , но тем не менее . Любая , имеющая параллельные плоскости железяка , пару струбцин , несколько пластин для подгонки по высоте и ровная плоскость . Весомая железяка - по желанию Прихватка , коррекция угольником и всё . "Продолжение" узла рисуем по той же схеме . Затем собираем пары , уравновешиваем их и на "вращатель" . Всё для нашего удобства - жизнь нынче и так сложна . Зазор 1мм , фаски сняты , св.ток 56-60А , эл. LB-52U 2,6мм . Ну и результат "на выходе" при минимуме телодвижений и измерительных инструментов . Спасибо за внимание ! Всем удачи !
4 балла
-
Познакомились мы с Михалычем со свежеприобретённым Helvi Пока не очень подробно, но общее впечатление уже сложилось. Фто и видео нет - не чем Извиняйте Поэтому коротко по сути. РДС - нормально варит электродами с основным покрытием. Сравнить могу только со Сварогом Z 203 На мой взгляд, Сварогом чуть комфортнее. С учётом того, что Helvi , это всё таки полуавтомат, отличный результат. Полуавтомат, сталь, линейный режим, углекислота. Никаких нареканий нет. Всё регулируется идеально, даже индуктивность. Сравнивали на максимальном токе со Сварогом J46, на 250 ампер. Проволока 1.2 . К сожалению, клещей не было, сравнили по результатам сварки пластин 5 мм. Практически одинаково. Собственно говоря, на его амперметре до 240 ампер было. То есть, заявленные 200 амер - это не ограничение тока инвертора, это реальный сварочный ток. Самый интересный момент - сварка алюминиевых сплавов. Тут не всё так красиво, как хотелось бы. Претензий к сварочному процессу нет - будучи настроенным варит отлично. Есть претензии к алгоритму настройки. В импульсном режиме, с включённой синергетикой у аппарата нет коррекции напряжения, соответственно длины дуги. А в базовых настройках напряжение завышено. Есть два варианта обойти эту засаду. Либо, как рекомендовано в инструкции, использовать для этого коррекцию скорости подачи. Это не удобно, поскольку, чтобы скорректировать напряжение на 1 вольт в минус приходится корректировать подачу на 30 - 40 % в плюс. Естественно, и ток растёт примерно на столько же. И надо уменьшать толщину материала, чтобы вернутся на нужный ток. К тому же частота импульсов при этом занижается. Либо, указать ему предыдущий диаметр проволоки. Тут попадание практически в 0, дуга миллиметра 3. Для проволоки 1,2 мм и 1,0 мм это без проблем, а для проволоки 0,8 уже не проходит, поскольку это минимальный диаметр, указанный в синергетике. Для примера. В аппарате проволока 1.2 АК 5 настройки и параметры процесса.1.2 мм 4 м/мин 18,5 вольт 85 ампер длина дуги 5 - 10 мм. 1,0 мм 4м/мин 17, 6 вольта 66 ампер длина дуги 3 мм 1,0 мм 4.5м/мин 17,5 вольта 86 ампер длина дуги 3 мм0,8 мм 4 м/мин не в режиме (напряжение занижено)0,8 мм коррекция подачи - 30% 4 м/мин 16,6 вольта 73 ампера. Дуга минимальная, миллиметра 1,5 -2.0,8 мм коррекция подачи - 30 % 4,5 м /мин 17 вольт 85 ампер . Дуга минимальная.Для чего вместо коррекции напряжения + - 2 -3 вольта , что для полуавтомата естественно, сделали коррекцию скорости подачи дла коррекции напрядения , мне лично не понятно. Юмор такой, что ли. В остальном, к синергетике замечаний нет. Режимы подобраны практически идеально, причём замена материала, указанного в синергетике, особо ни на что не влияет. (Естественно, в пределах одного вида, варить алюминий на настройках для нержи не пробовали.) Если при этом выставить ту же подачу, то и варит практически так же.В общем, своих денег аппарат стоит однозначно, как сказал его хозяин, Михалыч, за такие деньги маленькую придурь можно и потерпеть. Особенно, при таком токе.4 балла
-
На неделе особо работы не было.Запилили место хранения патонайзеров,столик фрезеру,починил санки мастерку ( это ш 800 грывень!!! санки стоють),заварили дырки в станине,для декору- напарник за сварщика,я за слесаря,ну и припёрли какое-то дупло чуть подварить,всех вопрошающих прикалывали,что полностью заплавить надо,сочувствовали).Да и много ещё чего было,что в кадр не вошло.
4 балла
-
@SergDemin, смысл действа: попалась по дешевке 0.8мм 308.Lsi, взял пару катушек, думал на 4 мм (колбы цистерн) самое то будет, в итоге еле выварил. Оказалось самое то под эти нужны 1.2 мм.3 балла
-
Ну, это-поправимо, продраят на станке и потом легче подваривать будет . А вот здесь-вопрос? И, думаю, агрегатчики бессильны будут . Гнездо под седло, я так полагаю, будет на расточном станке обрабатываться и вот обварить надо было по кругу, а не только где испорченное и расточнику будет сложно поймать размер, да и резец будет грызть одну подваренную часть и, думаю, точности не получим а там должно точно усе быть. Вот полностью обваренное-гораздо лучший результат был бы .3 балла
-
сам не понял, и каналы менял и горелки, но длинная дуга на 0.8 проволоке хоть убей. Может просто не предназначены программы под 0.8 проволоку на токи выше 150А. Я теперь вообще только 1.2 мм по всем материалам и толщинам работаю. Проще и коррекции хватает, расходка и каналы всегда одни.3 балла
-
Там для тебя поле непаханное , голова сожрана напрочь, клапанами никак не обойтись....3 балла
-
От себя добавлю, по просьбе, из настроек которые не трогаю - индуктивность на максимуме, скорость сварки - Low, На вид прихваток особо внимания не обращаю, но стараюсь работать на повышенном токе и напряжении
3 балла
-
Постараться можно вывести , хорошо нагреть и вперёд , примерный привозили как то тоже с внутренней стороны, снаружи если возле лучей то уже хуже будет3 балла
-
@Точмаш 23,Виктор , спасибо за критику , рекомендации и советы ! Я к этому стараюсь прислушиваться . На диск планировалась камера и все каверны клиенту были безразличны , как и "параллельности с геометриями" , вкупе с ценой ( тут отдельная тема , и согласился на это из нормальных отношений с коллегой (он посредник)) . Реально оценивая свои возможности , стараюсь не лезть в те области , где моя квалификация хромает , но (каюсь) иначе не постичь чего то нового , поэтому ( амбиции , интерес к чему то новому , подпинка себя от рутины ) повергают в такие вот "проекты" . Темы читаю , мысли складирую , но в реалии ( без практики) - это всего лишь буквы . Коснулся , понял , с учётом критики и замечаний , почём фунт лиха - отложилось и закрепилось .3 балла
-
Да всегда готов-ответим делом на злобность словесную.... как сказал Андрей 311 ,ВЭМТ получит машины самого последнего разлива по железу и софту-одновременно, а то и раньше ГАЗпрёма..-отчёт в новой соответствующей теме-будет...3 балла
-
Игорь,здесь есть несколько изъянов ,на мой взгляд,которых надо избегать.Даже,если рихтовка прошла неудачно,то проварить изгиб с двух сторон.вырезать и проварить -поставить на место нет особенных проблем .Далее,геометрия -это главное.Прилегание резины к диску должно быть хорошим.Если где -то чего-то не хватает ..горелка в руках есть,гибкая линейка и круглый напильник. .Это хорошо,что ты так реагируешь.Сварка в стык 5356,наплавка 4043,но в стык 4043 не вари -натыкаюсь на эти грабли каждый раз -трещина по средине стыка.3 балла
-
В общем-то,навыки и есть - знание температуры нагрева при правке диска.3 балла
-
Вадим..хмм на счет "старики уходят"...как бы сказать, чтобы никого не обидеть, даже не знаю, сейчас историю напишу а там уж судите как есть. Недели две назад, звонит мне человек, мол так и так, расходка на горелку под радс нужна, я у него спрашиваю, а вы как юрлицо или физлицо платить будете? Тот говорит как физлицо, но осекся, мол счет выставьте, я вам сейчас реквизиты пришлю. Присылает реквизиты, у меня мурашки по коже адрес такой непростой, и это КБ-НПО во всех новостях и все эту контору знают, тут не скажу что за контора, стыдно такое писать на самом деле. Ну думаю, расходку сам повезу, с такими людьми нужно лично знакомиться, мало ли пригодится, тем более парень со Строгино оказался, а это мой район, ну в общем приехал, разговорились. Рассказывает. Главному сварщику 70 лет, выжить его с должности невозможно, кум-брат-сват, все там вокруг него, откаты-распилы и пр. не стесняясь, сам главсварщик мало того что туповат, так еще и жаден без меры, купили они (НПО, с подачи того главсварщика,за откат судя по всему) на производство робота, закрыли его шатром, заборчиком из рабицы огородили и замок амбарный на эту нанотехнологию повесили. Зачем купили? Затем что его дальний родственник этими роботами торгует ну удобно чёж...Сейчас лет пять пройдет, его модернизировать нужно, или вовсе поменять и каждый год робот по нескольку раз ТО платное проходит.при этом робот то и не включается вовсе... Рассказывает дальше, молодые которые приходят (сварные), сразу получают нормальный разряд, но батрачить заставляют как ослов, по 6-7 дней в неделю! Не нравится таких за забором много вот парни и живут на работе. Рассказывает еще. Говорит вот смотри, расходки ты мне привез на 3 тысячи рублей, а выписали на расходку 10, и почему я тебе в итоге как физлицо плачу теперь понимаешь? Как по мне, мораль у этой басни есть. Не всяк старый конь в борозде. И молодых такие старики научат точно не Родину любить и ремесло свое этот молодой сварной не полюбит.3 балла
-
Виктор, дружище. Мы тут получаем производственный затык. Сегодня на производстве сварных которые могут настроить сложный аппарат, а Эво - сложный аппарат, единицы на всю страну. Вопрос, что делать? Это у тебя каждый день новые задачи, а на производстве этого нет, там одно и тоже изо дня в день. В этом и простота и сложность. Друзья, будьте более терпимы к чужому мнению, оно может оказаться правильным.... Мы последнее время чаще живем эмоциями, а не мозгами и я не исключение, потом малехо стыдно бывает. Сергей, прекращай, мы тут не для склок и оскорблений все собрались.3 балла
-
Вот , наконец то я сподобился на подарок и если бы не ГБЦ то может еще так и лежало в ящике . 230А в ограниченном пространстве , усе выдержала и отработала на +++++ P.S. ВСЕМ кто придумал ПОДАРОК огромное спасибо
3 балла
-
Использовал я в своём ПА войлок поначалу , но отказался от него , потому как наконечник через какое то время забивался до такой степени , что подача газа "хромала" . При разборке обнаруживалась пробка из войлочной пыли . Материал применял разный , но результат был один . Может быть проволока не такая гладкая , что и приводило к таким последствиям . Затем были эксперименты с замшей и прочим текстилем . Несколько лет , как на всё это забил - элементарная продувка каналов ( механизмов и аппарата , в том числе ) сжатым воздухом , время от времени , и никаких проблем .3 балла
-
3 балла
-
Бывают ситуации , когда дрель используешь , как "токарный или подобное " , что требует её фиксации в тисках . Не всегда это удобно - тиски расположены "не там" , да и для инструмента не безопасно . Городить что-либо лень , покупать "кота в мешке" - тем более . Дёшево и сердито . Штатная ручка , огрызок профиля решили проблему . Небольшой лайфхак , как сейчас модно говорить . Если с мелкими болгарками вопрос решён , то с 230-й всё сложнее - одна и на всё , поэтому часто приходится менять отрезной и зачистной диск . Если первому это не критично , то второй крайне редко "встаёт на своё место" и в результате биение обеспечено , что неблагоприятно сказывается на здоровье инструмента . Простое решение свело эти проблемы к минимуму - риска на фланце и диске ( при установке ) .
3 балла
-
Алексей у него коррекция не хуже чем у Меркле и она работает то есть заводская программа и дуга обычно (это касается импульса) немного коротковата по крайней мере для меня и коррекция в минус энное количество и дуга 3мм что мне нравится , но если коррекцию переборщить и для примера выкрутить в минус 30 , то точно наконечник придется выкинуть так как длина дуги будет такова что сама дуга будет гореть с наконечника и т.д и т.п. Что касается выбора другой толщины не соответствующей заготовке и это просто для скорости и немного поясню так для примера . Например мы будем варить две железяки толщиной в 1мм и вот в импульс режиме импульс будет например 50гц (он завязан на ток) и да сварка пойдет и усе прекрасно но относительно долго , и я обычно на такое ставлю на аппарате 2мм по толщине ну и импульс уже 70гц да и ток повысился и таже сварка только горелка поедет быстрее да и деталь меньше греется в таком режиме . Вот и все премудрости и кто хочет тот может пользоваться по выбору толщины то есть что на аппарате то и в металле и усе прекрасно сработает. Завтра если времечко будет то видео сделаю . Что касается импульса то есть его формы то он точно меняется в любом импульсном аппарате и имеет очень причудливые формы для каждого материала и вот только в Меркле их 144 штуки , но их не увидишь и надо слушать. У меня были проспекты с разными формами импульса от Меркле и ЕВМ но комп слетел и усе улетело в бесконечность , впрочем импульс у каждой фирмы свой и это секрет , но думаю взламывают и воруют друг у друга . Вот брошюрка конечно мало про импульс но почитать интерес. 5-13-1-PB (2).pdf 28.pdf Сергей, по подаче наверное еще шире и на большее мы наверное не ответим . Ну и коррекция вольтажа или подачи влияет только на длину дуги и больше практически не на чего и это и на Меркле и на Хелви что я часто пользую примерно равно .2 балла
-
@saper24,Просто и эффективно !2 балла
-
Если ты это делаешь,значит,это твоя область.Там есть НЕКОТОРЫ изъяны ..всего лишь. @Точмаш 23,Виктор , спасибо за критику , рекомендации и советы ! Я к этому стараюсь прислушиваться . На диск планировалась камера и все каверны клиенту были безразличны , как и "параллельности с геометриями" , вкупе с ценой ( тут отдельная тема , и согласился на это из нормальных отношений с коллегой (он посредник)) . Реально оценивая свои возможности , стараюсь не лезть в те области , где моя квалификация хромает , но (каюсь) иначе не постичь чего то нового , поэтому ( амбиции , интерес к чему то новому , подпинка себя от рутины ) повергают в такие вот "проекты" . Темы читаю , мысли складирую , но в реалии ( без практики) - это всего лишь буквы . Коснулся , понял , с учётом критики и замечаний , почём фунт лиха - отложилось и закрепилось . --- Если ты это делаешь,значит,это твоя область.Там есть НЕКОТОРЫ изъяны ..всего лишь2 балла
-
@Георгий 11, да мне хоть пол литра. От лишки выпитого только настроение портится, все воспринимается хуже, чем на трезвую голову. Поэтому я пью по 30 грамм. Водочку - под рыбу. Коньячок - под плов. Кизиловую настойку - под мясо. А после 250 начинаются философские споры, за жизнь. Да ну их на фиг!2 балла
-
Сергей, наконечник то наконечником а вот сопло легкое да с изоляцией внутри самого сопла и импульс его да и горелку убьет мигом , так что берегите ее под МИГ-МАГ простой и под сталь . На импульс нужно чтобы горелка двух трубная то есть сопло без изоляции и медное толстое и массивное и оно забирает большую часть "жара" от дуги. Вот я как то заморочился баночки пивные ПА и по первому не получалось всю коррекцию по напряжению искрутил в доль и поперек и я даже не знал что можно коррекцию переключить и случайно набрел во втором меню и переключил на подачу и пара банок пробных , третья попытка удача , коррекция по подаче точнее что ли, как то так .2 балла
-
@Вад11, Вадим . Да все мнения принимаются и мы все учимся . Бывает и на производстве меняется и не один раз на дню так чо сварщик должен знать своего кормильца и ладить с ним , то есть настраивать его . Это выходит как шофер скажет я могу ездить только по прямой , ну и чо из этого выйдет. Во вспомнил в армии было у нас , пришли новобранцы ну и по первому стажировка , так вот один попался таков , спросили на чем ездил или учился до армии ,,,, на ГАЗ51 ,,,,, хорошо поехали на ГАЗ53 . В общем залазим в кабину , заводит мотор и стоим ,,,, что стоим? ,,,,, а как тут передачи включаются , да так же как на ГАЗ51 ну и показываю первая ,вторая ,третья,четвертая и Зх ,,,,,,, стоим ,,,,, что стоим то ,,,,,, а можно мне на бумажке схему переключения нарисовать , нарисовали он ее на доску приборов воткнул ну.....и ...поехали . Конечно научили и сам потом смеялся , но чему он в автошколе учился то.2 балла
-
А я бы хотел услышать что думают по всему этому , производители, которых я уважаю,Но считаю они должны ответить на выпады !! Хотя, отвечу за них , в начале темы по П/А у производителей были проблемы, такие как довести до ума некоторые процессы и двойной пульс , так как были заняты аргонниками ( а они у них очень хороши), и видимо, эти аппараты попадали на конкурс и конечно их проиграли, но мы говорим про СЕЙЧАС, и сейчас, как мне кажется-всё у них намного лучше! Варил новым П/А на выставке, правда сталь черную , но скажу что ЕВМ и Эво варят одинаково.2 балла
-
Георгий , дружище . Да в нашей отчизне и не такая порнография в законе . Сам в шоке У нас почти постоянно 108-я шла со стенкой 3,5мм ( в лучшем случае , было время , когда по заявленной толщине шла 3,2мм) . После подготовки стыка к сварке о двух проходах РДС ... И ссылки на ГОСТ и толщину , и действительность с реалиями - всё по барабану . 2 прохода , корень ( готовое усиление с полноценным проходом) разделываешь и облицовка . Потом , когда я уже освоился в этой конторе , пошёл на принцип и добился проверок-просветок на качество на такую толщину и кол-во проходок РДС . Это было вскользь и перешёл на ТИГ .2 балла
-
По "газу" стенка трубы должна быть не менее 4-х мм. Могу сказать с полной уверенностью , что это требование не соблюдается довольно часто . Сталь на всех трубах Ст.20 . Тут бОльшая проблема в отношении к сварке - вода , ну и ерунда , а вот газ - это ... Да нет различий к стыку . У нас же повсеместно всё иначе . Страна такая . Убили контроль , культуру , профессионализм и качество .2 балла
-
@Вад11,Я так-то вообще не настоящий сварщик) А камуфло ( только не отечественное)- очень удобная одежда,большой капюшон с проволокой,много карманов,ткань и молнии отличные ,застёгивается под горло,подгоняется по фигуре.Стоит дешево.Кстати еще отличная весч кавер с каски,под щиток.Как нибудь расскажу тоже.Что касается подающего,я с Вами согласен,тоже предпочитаю компоновку типа ,,улитка,, с закрытой катухой,но в впрочем и эта компоновка лично мне неудобств не причиняет,аппарат в основном стоит стационарно,иногда лень заваривать дырища ручником- берём его с собой.Войлок видел часто,я не применяю,не вижу смысла.Продуваю подающее и рукав почаще и все.2 балла
-
Клиентов нет,решил по хозяйству заняться,надоело удлинитель к бво подтаскивать,решил колодку поставить.Приобрел,пока проводянки прикручивал,чего нибудь да ломалось в колодке,два раза ходил делал возврат,пока со мной не стали «работать» продаваны,поинтересовались для чего нужна,я объяснил,что для эл.инструмента и о чудо,мне посоветовали такие колодки «а ля СССР»,по той технологии еще делают оказывается,делают местные общество глухонемых (премного благодарен).В колодке даже шайбочки из картона поставлены,чтоб не выпадывали видимо,контакты подпружинены,рама карбон,я в восторге,как будто в детство окунулся).Ну и не выдержала душа поэта,купил еще одну лампу светодиодную на 50Вт-светло как в африке.
2 балла
-
Ремонт буровой китайского пр-ва на базе ЗиЛ-131 Кто нибудь видел такое-же ? Респ. Коми г. Воркута Урал на гусеничном ходу
2 балла