Лидеры




Популярный контент
Показан контент с высокой репутацией 15.09.2018 в Сообщения
-
Такого «монстра» ребята варят,в длину метра 4,высота 2,3 м.
 10 баллов
10 баллов -
Прознали люди о удачном эксперименте, и теперь приносят детали.
8 баллов
-
я бы таких профи да на столбах. Но нельзя - демократия.В 2011 г. меня пригласили осмотреть 2 новенькие шевроле каптивы (с того момента я их называю шевроле коптила). Ещё одна такая же машинка на осмотр не была предоставлена, т.к. далече ей было ехать, но там всё было аналогично. А дело было в том, что все машины примерно через равное время после продажи загорелись, горение происходило в одном месте, при сходных обстоятельствах. Приобретались машины то же у одного дилера. И у него же устанавливалась доп. сигнализация с блокировкой шунтированием топливного насоса. Соединение шунта было сделано скруткой. Оно грелось. И загоралось, т.к. проходило под волокнистым покровом пола, где создавались хорошие условия для накопления теплоты. К счастью все пожары произошли в присутствии владельцев (по другому и быть не могло, т.к. машина должна была работать) и были оперативно погашены. Но местному "спецу" трюфелей наФтолкали. Прошу прощение, что отступил от темы. Просто вспомнилось. Ностальгия.7 баллов
-
Потихоньку (из почтения к ТБ и по своей неторопливой натуре) ставим панели. Трёх с половиной метровую закидывали с лестниц с сыном на четыре метра в высоту, очень было не по себе (если культурно). Потому панель Диной 5,5 решил тащить лебедкой. Ну и самое весёлое и тяжёлое (хотя начиная с высоты 4 м. все тяжёлое) приступили к кровле (пробный вариант ). Панель 5м.ттолщиной 80мм ширина 1180, очень неудобная для таскания штука. Ставим "на попа" После почти час "дискуссий" надо так/нет, надо вот так и когда от разговоров пересыхает во рту, тогда снова лебедка, УАЗ, три пары рук и панель наверху (пультом лебедки управляла жена). ...когда поставили панель стоя, то стало понятно, что панель таки тяжеловата, габаритна, и есть большой риск надорвать пуп или уронить панель (с непредсказуемыми последствиями). И уже думал не осилим и вызывать на следующий день манипулятор, но и манипулятор не катит, провода электросети не дадут работать, потому отступать было некуда), пришлось ещё подумать и сделать.
6 баллов
-
@Глобул, Здесь следует сделать весьма существенное уточнение:речь идет о чистом олове.При температуре ниже - 13 С происходит изменения в кристаллической решетке металла,т.е бета -модификация переходит в альфа - модификацию,изменяется плотность металла,т.е олово превращается в серый порошок.Это явление устраняется легированием олова висмутом,кобальтом,никелем,серебром...сравнительно небольшими добавками6 баллов
-
В общем, я не смог убедить маму в том, что в Саратове я не голодаю))) Поэтому сейчас и мне на поезд через несколько часов)))))))
5 баллов
-
5 баллов
-
Естественно припои уже нынче не те. Они стали значительно технологичней. Я лично вижу хорошим припоем паяли или нет. Недавно принесли пайку. Вся матовая, рыхловатая c большим содержанием олова . Она долго не протянет. От температурных перепадов(циклов нагрева аппаратуры) лет через 5 появятся кольцевые непропаи. Все люди подвержены мифам, которые передаются из поколения в поколение и нынче мягко говоря не актуальны. Что автоэлектрики, что сварщики . В автоэлектронике обжим применяется в основном из-за технологии. Я лично стараюсь запаять по-возможности там где большие токи(мои майсы). Но и против обжима и скрутки ничего не имею против.5 баллов
-
Практиковаться можно вечно, но наработанное иногда надо применять на деле. Принесли сегодня.Белый налёт - высохшее мыло, проверку, ни кто не отменял.
5 баллов
-
Делал тут калиточку из трубы 20x40x2мм. Полуавтомат, толщина проволоки 0.8мм. Вполне ровная получилась. А потом внутри заполнение из 20x20x2мм к которой будет профлист крепиться. Приваривал эту трубу к основной рамке с одной стороны, буквально прихватками. Думал больших поводок не будет. Но вполне ожидаемый результат, рамку выгнуло, прогиб составил с одной стороны 5мм, с другой 7мм. Потом игрался, механически выгибая в обратную сторону...
4 балла
-
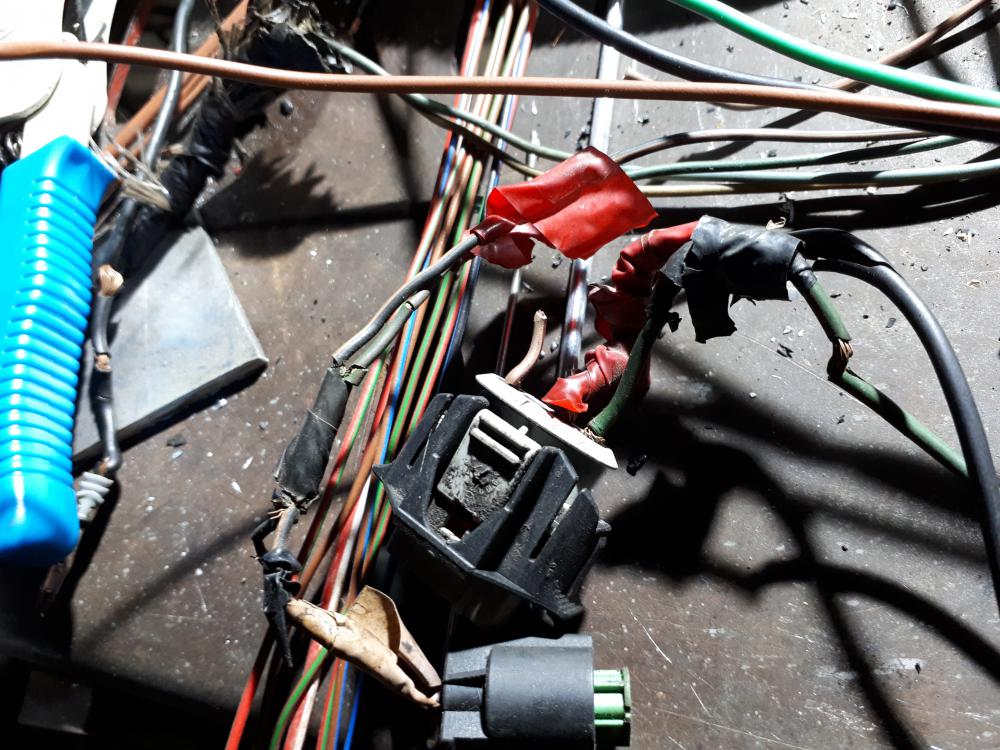
температура. Почему все контакты на обжимах? Олово окисляется и "болеет". В автопроме нет на контактах пайки, профи с многолетним стажем по ремонту автоэлектрики и автосигнализаций категорически против пайки, скрутка или ПРАВИЛЬНЫЙ обжим. Модеры, это тоже будни сварщика, просто немного задача изменилась -)). Ремонт проводки двигателя, провода от температуры все задубели и потрескались. Так что мы не только сварщики! Вот так соединял ИТОГ
4 балла
-
Разбирал фотографии на планшете и наткнулся на фотографии мангала 3в1, который мы изготавливали еще в мае этого года. Всегда интересно проследить дальнейшую судьбу изделий из нашей мастерской. А также очень приятно становится на душе, когда они приносят пользу и радость!
4 балла
-
@chdv1971,Шоколад?3 балла
-
С такими не церемонюсь, пескоструем с температурой воздуха 500 градусов выдуваю всё что мне не нравится и потом спокойно паяю, как будто в первый раз Зачем делать шиворот на выворот, прогрел радиатор до плавления припоя и потом только добавляй сам припой и нет ни каких проблем.3 балла
-
@МассаТом, в батон наверно только по частям=) в полбатона пожалуйста, если он не 6 колесный=) главное длину прикинуть. сегодня значит потратили залитые 35 литров бензина. съел за 9 часов, включали только во время работы, сразу под нагрузку. получилось меньше 4 литров 3,8литра/час. очень достойно. хотя по паспорту у него больше 4,5 литров. строжку так и не подключил. на данный момент у нас нету света уже месяц, в мастерской соответсвенно. деньги кончаются, работа копиться. и тут мой американский друг выручил меня=) электро все тащит сварку фина тащит, маленького пикомига тащит, компрессор огонь! радиаторы делал сегодня. единственное голова от него устает (не когда не любил двс...) вот кстати заводу уралтермосвар куда надо двигаться, а не делать "гробы по съеданию соляры".3 балла
-
@mehanik1102, ещё как ставили. На редукторах для аргона, для азота, для углекислоты. Это только те, что у меня были. Там жиклёр с двумя отверстиями, его переворачивать можно. И две шкалы на выходном манометре, под эти отверстия. Углекислотный у меня до сих пор такой, остальные пораздавал. Жиклёр я выбросил, так пользуюсь. В попугаях. Но сами редуктора очень хорошие, потому до сих пор живые. Аргоновый и азотный я на заводе в мусоре подобрал. Клапана не держали. Судя по следам, в них вода попала. Разобрал, помыл, собрал, как часы работают. Может и можно, в принципе, но очень неудобно пользоваться будет. У него давление регулируется тем же штуцером, которым он к баллону крепится. Это надо контргайку отпустить, его покрутить , гайку зажать. И не забыть под неё подмотки добавить. На углекислоту вообще нельзя, она с влагой силуминовый корпус быстро сожрёт.3 балла
-
@Вад11, @Точмаш 23, В моём детстве радиодетали были дефицит страшный, мы разбирали на детали всё что можно. Хорошо помню ламповый приёмник, и такой же телевизор пролежавший в сарае несколько лет -- представляешь сколько там пайки? Представляешь, он несколько зим там пережил, и мне пришлось выпаивать детали из печатных плат. Ну а на автомобилях на самом деле куча вполне себе паяной электроники, и тоже работает годами, во всех климатических зонах. Вы же не будете утверждать что в мозгах тойоты, или какого-нибудь опеля, процессор на на плате обжат. А автомузыка? Там тоже вполне себе нормальная электроника распаяна на печатных платах. У меня на столе таких устройств в своё время побывало немало, и никакое олово там не болело. Потому что так проще и быстрее на потоке -- технологичнее при сборке -- паять куда дольше будет. Не было.Не пошёл. То есть идёт как и раньше, на вращатель, и на аппарат без пульса шоб красиво. Ну и наплавка иногда, но там другой порошок (Tubrodur 60 G M).3 балла
-
@ВалерийВО, суровее. марийская ао, Митюково.
3 балла
-
Экспедиция Роберта Скотта к Южному полюсу погибла потому,что банки с керосином были запаяны оловом.Продвигаясь к Южному полюсу он делал закладки керосина и продуктов для обратного пути.Когда стали возвращаться,то банки с керосином оказались пусты .Дело в том,что кристаллическая решетка олова перестраивается при температуре порядка - 15 С,переходя в новую модификацию ,т.е вместо металла образуется серый порошок3 балла
-
3 балла
-
Не знаю, я с такой "болезнью" не знаком. Если контакт сильно греется, так и скрутка, и обжим окислится. Вы когда нибудь серьёзную технику не на пайке видели? Всё, что летает, ныряет, всё паяют. Лично у меня не было случая, чтобы пайка окислилась и отвалилась. Хотя, видел подобное. Но это от неграмотности паяющих. Нельзя использовать активные флюсы, они коррозию вызывают. Их остатки надо тщательно удалять. Только канифоль. А под канифоль чистая поверхность нужна, она толстый слой окислов не удаляет. Чистить лень, остатки агрессивного флюса тоже смывать лень. А потом рассуждалки - "олово болеет" Есть такой термин - оловянная чума. При низкой температуре олово меняет кристаллическую решётку и рассыпается в порошок. Но к припоям это никакого отношения не имеет.3 балла
-
Нечем когда заняться сварщику, он животному не уподобляться должен... (м. Йода)
3 балла
-
3 балла
-
Мы применительно к кемерово ведем разговор или к тормозному диску сваренному гипотетическим сварщиком? Про кемерово я свои предположения высказал, и пока наша система не опровергает моих предположений-первое время все будет достаточно строго выглядеть, по прошествии достаточно длительного времени "отвалят" все, кто будет иметь хоть минимальную возможность. Про гипотетического сварщика мое мнение таково- в здравом уме, для дальнейшего использования, никто варить диск тормозной не станет, для каких либо поделок почему бы и нет и по моему мнению вы начали дискуссию про "сферического коня в вакууме" и пытаетесь друг другу доказать свою правоту. По снятию клемм при сварке есть мое личное мнение, что во избежание всяких "качелей" лучше обесточить автомобиль, но если владелец против этого, то ответственность перекладывается на него, но я принимаю максимально возможные меры для минимизации рисков (качественная и близко расположенная к месту сварки клемма "массы" и хороший контакт этой клеммы со свариваемой деталью). Вот лично мое мнение по всем вопросам этой темы.2 балла
-
Все правильно. Спаиваемая деталь не должна быть холодной, иначе качество спая не будет. Мы это знаем. Но тот кто не знает делает такие косяки, а нам все это приходится исправлять. Они просто кладут лепешку из ПОС 61 на спаиваемое место, а под ней собирается вся грязь.2 балла
-
Kawasaki это по японски ЛЯГУШКА сей вариант в народе кличут.2 балла
-
Вот и шестеренками усе и регулируется и они относительно быстро менялись и даже таблицы были при них . НО....но обычно этим не кто не заморачивался и один раз настроят и шпарят годами. И что такое советский полуавтомат вот именно тахой конструкции - надежный как танк и как известно "грязи не боятся" и работали десятилетиями с минимальными ремонтами и такого не один ЕВМ и прочие не выдержали бы. Вот как то был на Дмитровском авторемонтном заводе получали подъемник под Икарус- гармошку и видел как эти подъемники такими ПА варили . Катушка с 2мм проволокой под сводом цеха на кило так 300 а может и больше ну и подающий там же не далеко над головой сварного и горелка спускается , сварочный выпрямитель на макс настроен подача тоже и вот он трубу со стенкой 6мм к основанию - башмаку который за 10 мм толщиной приварил и тут же всяки доп. железочки от 2мм до 6мм этой же горелкой и не чего не меняя в настройках и только горелку быстрее ведет . Швы нормальные и даже сопоставимы со современными на вид да и на прочность тоже , профессионал и он наверное за смену штук дес ять таких вываривает и зачем ему что то регулировать долго и не нужно и руки главный регулятор .2 балла
-
Не знаю от чего крышка.Задача была заварить трещину,не задев посадочное место,разделать и засверлить концы не дали.Вот тут и пригодилась частота тока,варил на максимальной,которой позволил аппарат 200Гц на токе 99А,на 100А сбрасывает на 150Гц.
2 балла
-
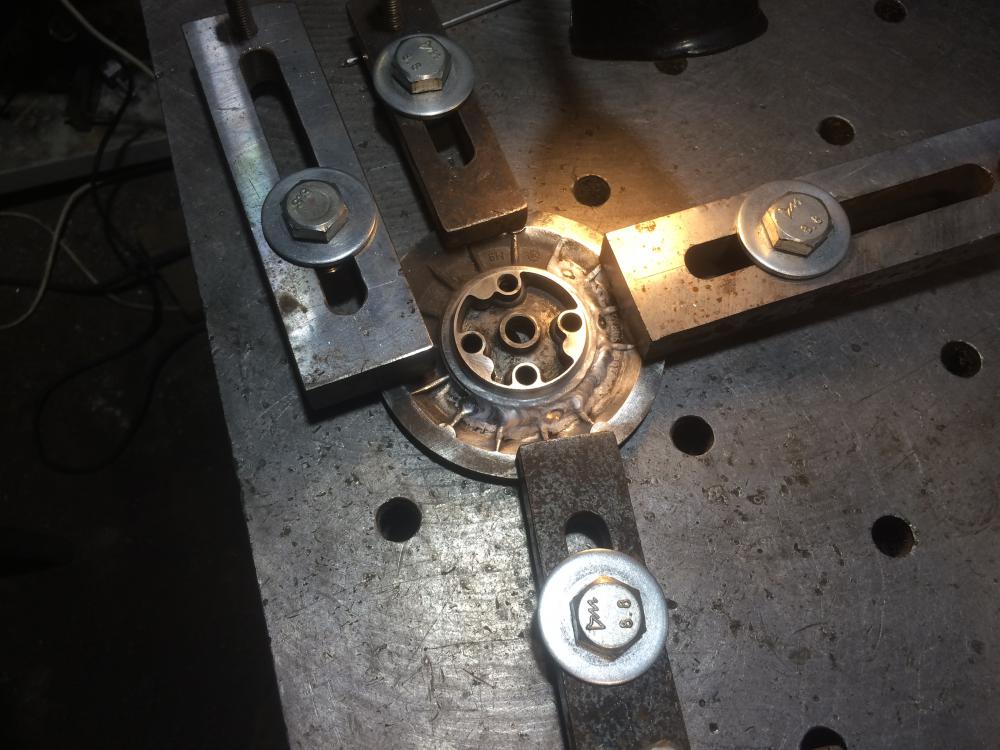
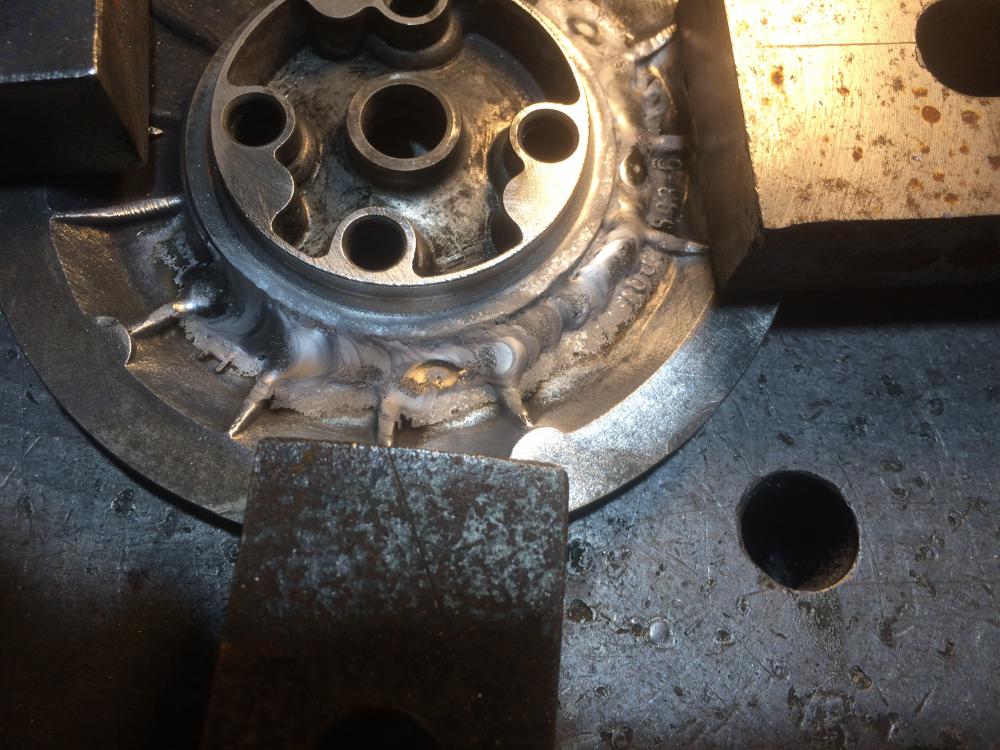
Несколько снимков коробки.Варили на стороне,потом она вернулась ко мне.Все та же проблема -вырваны болты крепления.Что же показало вскрытие? Нпровары и сплошная грязь по всему сечению.Такая сварка вообще не должна вызывать затруднения,но ...если это варил сварщик,который занимается сваркой алюминия несколько месяце,то это можно понять,но,если если это вошло в привычку,то просто беда,а ведь они варят диски... Пришлось вырезать весь наплавленный металл - столько грязи не встречалось никогда.
2 балла
-
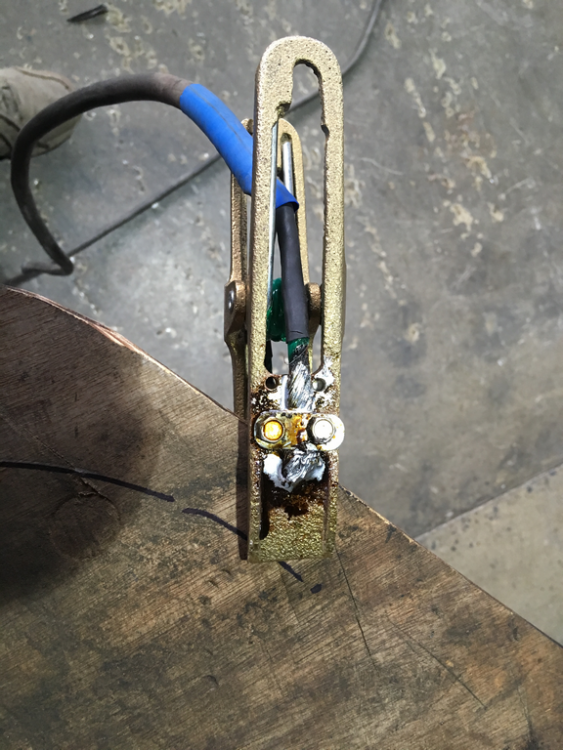
@Vanguard, это далеко не тот зажим! У Ево неплох, но нужно постоянно следить за хорошим контактом. Сам пользуюсь такими уже пару лет, недостаток один. Кабель у входа в зажим распушивается со временем, что только не делал. Подрезаю изредка и по новой пакую. Тяну на «дурака», на всех уже обламывал рукоять, приварил на место и порядок. А на диск цеплять одно удовольствие, губа как раз на закраину ложится.
2 балла
-
Приз в студию!!!1 балл
-
@Глобул,паровой,с водогрейных выхлоп не особо большой,по сравнению с импортом.Да,аналог итальянского (китайского).На высокоатмосферниках донышки не плоские.Но я таких больших не видал,эксперементируют видать.1 балл
-
это олово когда не легирована, если не изменяет память висмут, короче олово в том хим составе уже давно не используют. лучше всего сварка потом, пайка, а уже потом механика, все зависит от условий использования. в проводке мех потому что не портит изоляцию рядом с соединением1 балл
-
Паровой, или просто водогрейка?Очень похож на итальянские жаротрубные парогенераторы с рабочим давлением до 15 атм.1 балл
-
Оверман двухсотый берите у ближайшего оф. диллера.http://www.aurora-online.ru/catalog/welding/invertornie_poluavtomati/4951/ http://www.aurora-online.ru/contacts/1 балл
-
Эта полоса сделана по делу, на нее сажаются все корпуса электроприборов для выравнивания потенциала (защита человека, не оборудования). @Isperyanc, Владимир, Кондор правильно отсылает к ПУЭ, там есть информация как рассчитывать и как делать заземление. Мне кажется), что 18 метров это просто абстрактная цифра), и все будет зависеть от площади рассеивания, а не от глубины. Наверно оптимальнее делать треугольник со штырями и расположить его с теневой стороны здания.1 балл
-
У него совершенно другие характеристики в отличии от ПОС61. Начиная от температуры, кончая механической прочностью и он более устойчив к вибрации.1 балл
-
Ну вот и я получил свой приз,Спасибо спонсорам и тем кто помогал организовывать конкурс.
1 балл
-
Такие ляльки мне часто лесозаготовители носят,но я с ними особо не морочусь.Автогеном ровненько заплавлю и всё.Расходный материал ,но стоят дорого,вот и несут.1 балл
-
@Точмаш 23, за два кронштейна пятёрку. Дорого? Дёшево?
1 балл
-
Господа, вы сварщики а не судьи верховного суда, хватит трактовать статьи ук, применение статей тоже не в компетенции сварщиков, так что давайте оставим эту тему в покое. Взрослые вроде мужики а как дети честное слово. Всем мир и без обид.1 балл
-
@Учусь, все правильно сделано. Рабочий ноль и защитный ноль объединяются. Читайте пуэ. В промышленных сетях используется глухо заземленая нейтраль. Ну если хотите-делайте как хотите) Можете даже схему заземления IT сделать-это будет круто. Не как у всех.1 балл
-
Сам возвращал бумажник, так этот ублюдок ещё и перечитывал при мне... Спасибо тоже не сказал, знаю случай, когда вернули 12000 долларов, тоже стоял пересчитывал, спасибо не сказал... Вывод, если тебе пришло в руки, оставь себе, целее будешь.1 балл
-
Дорогой муж собрался в поездку, ехать весь день, поэтому - корм перекус для поезда (чебуреки и киевские котлетки)
1 балл
-
Глючный стал мой Panasonic , то карту не принимает ,то включаться - выключаться не желает, то вообще отказывается затвором щелкать. Но это и понятно и лет 6 а может и больше он терпел "сварку" . В общем выбирал-,,,, выбирал и остановился вот на этом. Ну и первые снимки и они пока корявые не усе еще изучил Видео 480 кадров в сек. , тоже шмеля поймать не так просто и на яву он шустрый. https://www.youtube.com/watch?v=MKYDABSZeLc
1 балл
-
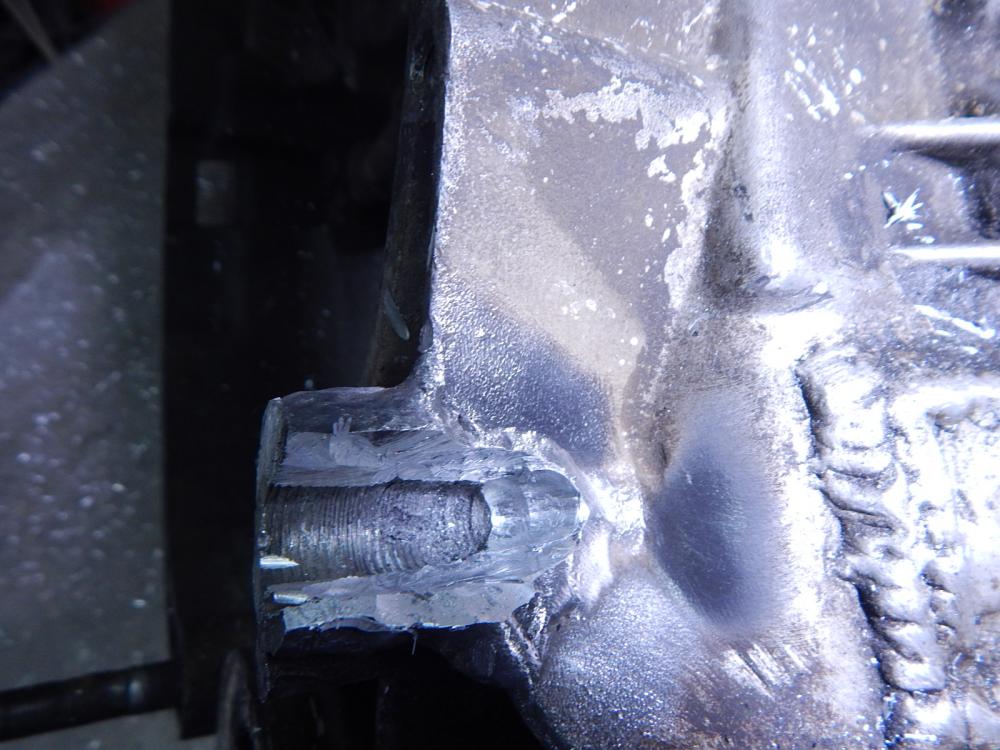
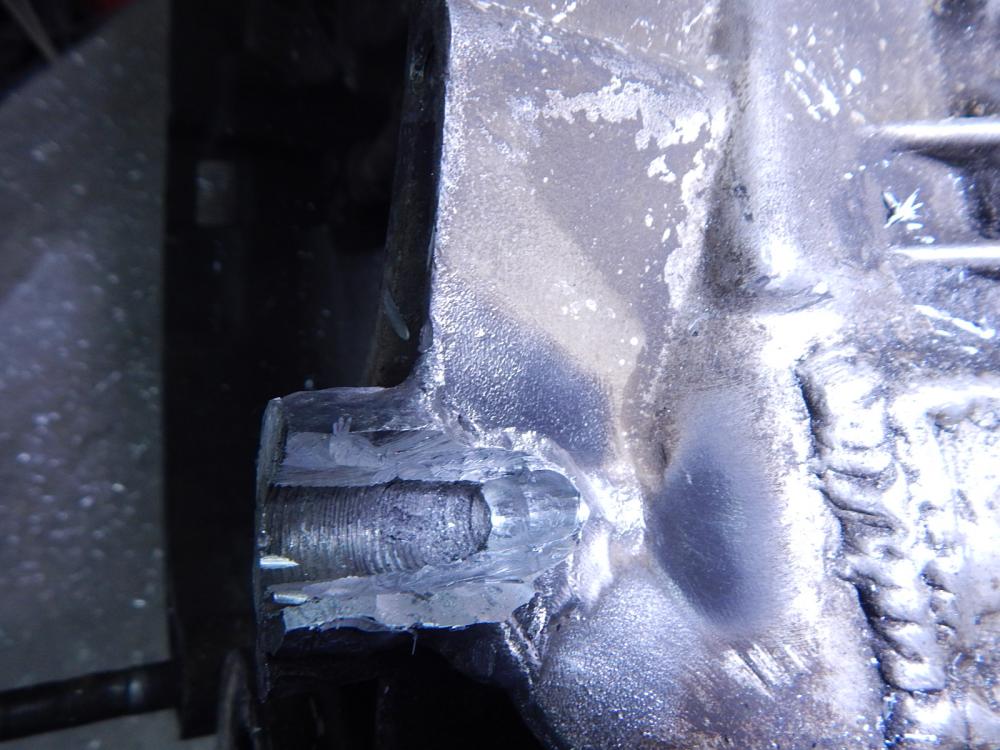
@Спанч Боб, да это посадочная площадка под тягач. Продольные рёбра жесткости сгнили, их порвало. Меняли их и нижние пластины крепления плиты. За 4 часа тут можно только демонтаж выполнить на 70-80%. Работа заняла три полных рабочих дня! На этом «седле» уже несколько раз проводили 4 часовые работы, выбросили кучу денег на жопоруков, потому и обратились в итоге к нам!!!1 балл
-
Заварил я наконец то этот блок цилиндров чугунный. Огромное спасибо за советы всем. Легко и просто не вышло. Получил надеюсь бесценный и важный опыт. Вобщем трещину разрезал, разбил, сделал кромки. Панча нету у меня. Купить что то както не до этого, да и редко чугун варить обращаются. Были только простые электроды по чугуну советские, диаметром 3 мм. Варил по трещине вертикально спозиционировав трещину. Короткими участками отковывая каждые 3-4 см. Вроде ниче, нормально. После заполнения, шов треснул при остывании в двух местах поперек трещины. Разбил их насквозь с разделкой снова аккуратно и менее нагревая еще осторожнее варю. Вроде ниче, но одна трещина снова прям по сварке после полного остывания трескается. Немного отчаялся, снова ее разбиваю разрезаю, "облизываю, шепчу молитвы" , Очень осторожно по чуть чуть с полным остыванием варю, и Ура !!!!! Вроде не треснуло. Смотрю во все глаза на неё и так и сяк и попозже и снова, нормально ! Стоит и не трескается. Фотки прилагаю. Может кому поможет. Ребята, еще раз спасибо за поддержку. Мысли вслух- а когда ровнять на станке будут, не треснет? И сколько просить за работу? Я сказал заказчику 4 рубля. Это нормально?
1 балл
-
Если мне нужны были бы хохмы, тупые приколы и т.д. я бы сходил на форум к школоте, Но видать я ошибся темой, форумом и т.д. раз здесь также дают такие же "дельные" советы. И вообще, писать столько "умных мыслей" было не лень? Или негде поюморить? А так же не надо окружающих считать тупее себя, это не всегда так. А если вы такой "специалист по поиску", то не поделитесь ссылками на отзывы по 3 и 4 моделям в количестве больше 1 отзыва?1 балл
-
@Champion, Я бы взял первый, из него всегда можно сделать второй. Различие в том, что у первого стоит жиклёр на выходе и манометр размечен, под диаметр этого жиклёра.
1 балл